Composites: Part A 40 (2009) 469–475
Contents lists available at ScienceDirect
Composites: Part A
journal homepage: www.elsevier.com/locate/compositesa
Multi-scale hybrid biocomposite: Processing and mechanical characterization
of bamboo fiber reinforced PLA with microfibrillated cellulose
Kazuya Okubo a,*, Toru Fujii a, Erik T. Thostenson b
a
b
Department of Mechanical Engineering, Doshisha University, Room YM224, 1-3 Tatara-Miyako-Tani, Kyo-Tanabe, Kyoto 610-0394, Japan
Center for Composite Materials and Department of Mechanical Engineering, University of Delaware, Newark, DE 19716, USA
a r t i c l e
i n f o
Article history:
Received 7 September 2008
Received in revised form 11 December 2008
Accepted 22 January 2009
Keywords:
A. Fibers
C. Micro-mechanics
D. Mechanical testing
E. Extrusion
a b s t r a c t
In this research we develop novel hybrid biocomposites based upon a biodegradable poly(lactic acid)
(PLA) matrix reinforced with microfibrillated cellulose (MFC) and bamboo fiber bundles. Due to the relative difference in scale between microfibrillated cellulose and bamboo, a hierarchy of reinforcement is
created where bamboo fiber bundles are the primary load-carrying reinforcement and cellulose creates
an interphase in the polymer matrix around the bamboo fiber that prevents sudden crack growth. The
influence of MFC dispersion on the properties of the PLA matrix was investigated and substantial
improvements in the strain energy until fracture observed. By adding just 1 wt% of MFC with a high
degree of dispersion an increase in fracture energy of nearly 200% was obtained. In the hybrid bamboo/MFC/PLA composites there is also a dramatic change in the fracture morphology around the bamboo
fiber bundles.
! 2009 Elsevier Ltd. All rights reserved.
1. Introduction
With the recent emphasis on materials and processes which are
environmentally sustainable there has been increased interest in
the development of biocomposites based on natural fibers. In
addition to being derived from renewable sources, natural fibers
suitable for composites are biodegradable and their production
consumes, on average, 60% less energy than the manufacture of
glass fibers [1]. Bamboo is an excellent candidate for the development of sustainable natural fiber composites because it grows rapidly, up to several centimeters per day, and the fibers have
excellent mechanical properties [2]. Research in the development
of bamboo-reinforced composites has grown tremendously over
the past decade [3–6], but the mechanical properties of bamboo fibers are not fully exploited in polymer composites. The fracture of
bamboo/polymer composites is dominated by the cracking behavior of the matrix surrounding the fiber bundle. In order to improve
the mechanical properties of bamboo fiber composites, many
researchers have sought to tailor the fiber/matrix interfacial properties [7–16], modify the fiber morphology [17,18], and develop
biodegradable polymer matrix materials [19]. Recently, Okubo
and co-workers [20,21] proposed a novel technique where microfibrillated cellulose (MFC) is incorporated in the polymer matrix
as a secondary reinforcement phase around the bamboo fiber bundles and suppresses crack propagation through the interlocking of
the MFC.
* Corresponding author. Tel.: +81 774 65 4444; fax: +81 774 65 6802.
E-mail address: kokubo@mail.doshisha.ac.jp (K. Okubo).
1359-835X/$ - see front matter ! 2009 Elsevier Ltd. All rights reserved.
doi:10.1016/j.compositesa.2009.01.012
Cellulose originating from wood or annual plants has been studied as reinforcement in both thermoplastic and thermoset composites for several years [22–28]. In most cases, cellulose is utilized as
a filler/reinforcement in a bulk particulate or fiber form. In contrast, microfibrillated cellulose is extracted from the wood cell
wall. If perfect cellulose fibrillation is achieved in the refining
and homogenizing processes, the resulting cellulose fibrils can
have diameters on the nano-scale [29–34]. Depending on the
source of cellulose, individual fibrils can be about 5–10 nm in
diameter with lengths varying from 100 nm to several micrometers [35]. Within cellulose microfibrils, the cellulose molecules
are organized in a crystalline order resulting from a regular network of intra-molecular hydrogen bonds [36]. Considering the
extensive hydrogen-bonding potential resulting from hydroxyl
groups, cellulose microfibrils have the potential for strong interaction with polar polymer matrix materials.
In advanced nanocomposites, such as carbon nanotube-reinforced composites, the ability to obtain a uniform dispersion of
the small sized fibers or particles has a strong influence on the
composite properties [37–40]. For composites reinforced with
cellulose fibers, dispersion is also a crucial factor toward exploiting
their reinforcement potential [37,38]. In order to utilize MFC to
enhance the properties of bulk composites, it is crucial to develop
manufacturing techniques to readily disperse MFC in polymer
matrix materials.
In the current research we investigate the influence of MFC dispersion on the properties of bamboo fiber composites. MFC was
dispersed in a poly (lactic acid) (PLA) polymer matrix using a calendering approach with a laboratory-scale three-roll mill. PLA is
470
K. Okubo et al. / Composites: Part A 40 (2009) 469–475
a bio-based, biodegradable polymer derived from renewable
resources. The polar nature of PLA is also expected to result in
enhanced interfacial bonding with the MFC. By controlling the
processing variables it is possible to obtain varying degrees of
dispersion [41]. Bamboo fiber bundles have diameters of approximately 200 lm whereas microfibrillated cellulose has diameters
on the order of a few microns. By varying the reinforcement scales,
multi-scale hybrid composites can be utilized to impart new
mechanical or physical functionality to the composite system.
The influence of the dispersion state on the mechanical properties
of the MFC/PLA composites is assessed and the fracture behavior of
multi-scale hybrid bamboo/MFC/PLA composites investigated by
creating unique single-bundle composites and examining the crack
propagation behavior in a pre-notched tensile specimen.
2. Experimental
2.1. Materials
The microfibrillated cellulose (MFC) utilized in this study is obtained from wood pulp and commercially available through Daicel
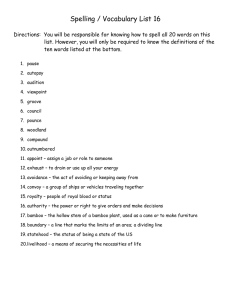
Chemical Industry (Japan). Fig. 1a shows the appearance of the
bulk MFC. In its macroscopic form MFC is a cotton-like mass composed of 10 wt% cellulose and 90 wt% water. At the microscopic
scale (Fig. 1b) it can be seen that cellulose is separated into bundles
with average diameters between 2 and 20 lm. The bamboo fibers,
procured from the international market and supplied as a soft bundle shape, were treated with an alkali solution (NaOH) to remove
xylem [42]. Single bundle composites were produced using
extracted bamboo fiber bundles with diameters on the order of
200 lm.
The polymer matrix is a commercially-available poly (lactic
acid) (PLA) polymer (PL-1000: Miyoshi Oil and Fat Co., Ltd.). In
the as-received state, fine particles of PLA (4.5 lm average diameter) are dispersed in water, which enables compatibility of PLA
with MFC in the liquid state. After water evaporation, PLA, which
is a thermoplastic, it can subsequently be processed using melt
techniques.
2.2. Processing of MFC/PLA and bamboo/MFC/PLA hybrid composites
In order to investigate the influence of MFC dispersion on the
properties of PLA, two different weight fractions (1 and 2 wt%) of
MFC/PLA composites were prepared. The MFC was first mixed by
hand into the PLA and then processed using a laboratory-scale
three-roll mill (EXAKT 80E, EXAKT Technologies Inc.), consisting
of three chrome-plated hardened steel rollers (80 mm in diameter)
rotating at varying angular velocities (Fig. 2) where gap and speed
settings on the mill are controlled electronically, as described in
Ref. [41], and the shearing force imparted by the rollers contributes
to the separation of cellulose fibrils from the swollen and agglomerated state. This calendering technique has been established as a
potentially scalable technique for processing nanocomposites [41,
43,44].
The MFC/PLA mixture was processed in the three-roll mill at
progressively decreasing gap settings of 70, 50, 35, 25, 15, 10 and
5 lm with the speed of the third roll fixed at 100 rpm. At each
gap setting the entire MFC/PLA mixture was passed through 10
times. During the milling process, de-ionized water was added in
order to prevent the solution from drying on the roller surfaces.
To assess the influence of processing on the MFC/PLA composite
properties, two minimum gap settings of 35 and 5 lm were utilized to give varying levels of dispersion. For comparison, MFC/
PLA composites were also produced without subsequent processing in the three-roll mill.
After dispersion, the MFC/PLA mixtures were dried by casting
the mixture in shallow pans and allowing the water to evaporate
for several days. To produce test specimens made of MFC-reinforced PLA matrix, a micro-scale injection molder was utilized in
combination with a 15 cm3 twin-screw extruder (DSM X-Plore).
The PLA was mixed in the extruder at 140 "C with a screw speed
of 150 rpm for 5 min and the molten material was then extruded
into pre-heated barrel on the injection molder. Tensile bars were
produced (ASTM D638 Type V [45]) by injecting the polymer melt
into a pre-heated mold (40 "C) using an injection pressure of
0.7 MPa (5 s) followed by a solidification pressure of 1.5 MPa (10 s).
Single-bundle bamboo composites were produced by suspending the fiber in the mold cavity by attaching the fiber to a small
piece of wood in the grip area of the specimen prior to resin injection. This enabled the bamboo fiber to remain at the center position of the gage area in the molded specimen (Fig. 3). Bamboo
fiber specimens were then notched to a depth of 0.635 mm using
a 45" tapered diamond wheel.
2.3. Mechanical and thermal characterization
The specimens were mechanically tested in tension using a
screw-driven load frame (Instron 5567) at a rate of 1.27 mm/min
and specimen strain was measured using an extensometer. At least
eight samples were tested for processing condition. The applied
strain energy for the fatal fracture of the specimen was calculated
by integrating the area under the stress/strain curve under tensile
loading. For notched specimens, the nominal stress intensity factor
was evaluated following the equation for a side-notched specimen:
pffiffiffiffiffiffi
K Ic ¼ rc f ðxÞ pa
ð1Þ
where rc is the applied critical nominal stress, a is the initial notch
length, w is the specimen width and f(x) is defined by
Fig. 1. (a) Photograph showing the bulk cotton-like form of microfibrillated cellulose (10% cellulose and 90% water) and (b) optical micrograph showing the microstructure of
the cellulose fibrils.
471
K. Okubo et al. / Composites: Part A 40 (2009) 469–475
Fig. 2. Calendering using a three-roll mill: (top) schematic showing the angular rotation and material flow over the rollers and (bottom) MFC/PLA mixture being processed in
the three-roll mill.
Fig. 3. Processing of model bamboo/MFC/PLA composites (left) bamboo fiber suspended in the injection mold using a piece of wood to center the fiber and (right) embedded
bamboo fiber specimens after molding.
f ðxÞ ¼ 1:12 $ 0:231x þ 10:55x2 $ 21:72x3 þ 30:39x4
ð2Þ
and
x ¼ a=w
ð3Þ
The thermal properties of the PLA and PLA/MFC composites were
characterized using a differential scanning calorimeter (DSC-1, Mettler-Toledo) at a heating rate of 5 "C/min to determine the melting
points (Tm) and also the melt enthalpy (DHm).
3. Results and discussion
Table 1 summarizes the results of the thermal analysis, showing
the melt enthalpy and melting points for the unreinforced PLA and
the PLA/MFC composites. Samples showed no change in the melting point and the measured melt enthalpy, which is an indicator of
the degree of crystallinity, for all of the composite samples is consistent with the unreinforced PLA. The addition of cellulose and the
state of dispersion has little effect on the crystallinity of the as-processed composites. Table 2 summarizes the stiffness and strength
of the PLA/MFC composites. There is a slight increase in both stiffness and strength with the addition of MFC, but there is little variation in strength or stiffness due to the processing technique or
reinforcement content. However, the fracture behavior of the composites is drastically different with the addition of MFC. Fig. 4
shows typical stress–strain curves of the MFC-reinforced PLA specimens. The unreinforced PLA and the PLA composites where the
cellulose was not milled show brittle fracture behavior with little
or no plastic deformation. For both of the composites prepared
using the calendering approach there is a significant increase in
specimen ductility and strain-to-failure. The MFC/PLA composite
milled at the minimum gap setting of 5 lm shows substantially
Table 1
Melt enthalpy and melting point of PLA and MFC/PLA composites as influenced by MFC concentration and processing conditions.
Cellulose concentration
Neat PLA
Processing condition
DHm (J/g)
Tm ("C)
7.2 ± 0.9
58.9 ± 0.3
1 wt%
2 wt%
Un-milled
35 lm
5 lm
Un-milled
35 lm
5 lm
7.2 ± 0.2
58.9 ± 0.3
6.9 ± 0.1
58.5 ± 0.2
7.0 ± 0.3
58.7 ± 0.5
6.9 ± 0.2
58.7 ± 0.3
6.3 ± 0.1
58.8 ± 0.3
6.7 ± 0.4
58.5 ± 0.3
472
K. Okubo et al. / Composites: Part A 40 (2009) 469–475
Table 2
Elastic modulus and strength of PLA and MFC/PLA composites as influenced by MFC concentration and processing conditions.
Stress [MPa]
Elastic modulus (GPa)
Tensile strength (MPa)
Un-milled
3.50 ± 0.12
45.1 ± 10.7
60
50
Milled to 35 lm
2% MFC
1% MFC
2% MFC
1% MFC
2% MFC
3.78 ± 0.09
50.0 ± 1.9
4.75 ± 0.43
52.9 ± 2.3
4.49 ± 0.38
50.9 ± 2.8
4.81 ± 0.27
53.8 ± 3.0
4.61 ± 0.27
45.9 ± 4.1
3.95 ± 0.14
51.7 ± 2.3
Pure PLA
40
30
20
10
0
0
0.01
0.02
0.03
0.04 0.05
Strain
Stress [MPa]
60
Un-Milled
50
35 µm
40
Pure PLA
0
0.01
0.02
0.03
5 µm
UnMilled
0.04
0.05
Absorbed strain energy
before failure [kJ/mm3]
50
35 µm
5 µm
Un-Milled
40
30
20
2% MFC
10
0
0 0.01
0.02
0.03
2wt% of cellulose
35 µm
5 µm
UnMilled
35 µm
5 µm
Fig. 5. Nominal critical stress intensity factor of bamboo fiber embedded as
influenced by concentration of cellulose and processing conditions.
Strain
60
1 wt% of cellulose
Gap at calendering process
1% MFC
10
0
Stress [MPa]
4.0
3.5
3.0
2.5
2.0
1.5
1.0
0.5
0.0
30
20
Milled to 5 lm
1% MFC
Nominal critical stress
intensity factor
[MPa m 1/2 ]
PLA
0.04
0.05
Strain
Fig. 4. Stress–strain curves of PLA and MFC/PLA specimens processed under
different conditions (stress/strain curves offset for comparison).
more plastic deformation than any of the other specimens. It is
clear that the creation of a network of dispersed cellulose results
in different deformation mechanisms at the micro-scale and inhibits the propagation of cracks.
Fig. 5 shows the nominal stress intensity factor and Fig. 6 shows
the absorbed strain energy of the bamboo fiber embedded specimens. The nominal stress intensity factor improves slightly with
the addition of MFC. In contrast, significant improvement in the
strain energy until fracture was obtained, particularly at a concentration of 1 wt% MFC processed with a 5 lm gap in the three-roll
mill. The maximum improvement of nearly 200% was achieved
as compared with neat PLA.
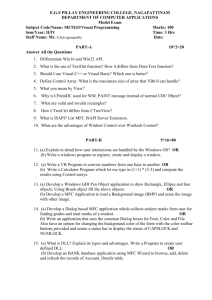
Fig. 7a–c show optical micrographs of the failure surfaces of the
bamboo fiber embedded PLA specimens with 1 wt% MFC under
varying degrees of dispersion. For the MFC where the cellulose
has not been milled the fracture surface is almost completely flat.
At a minimum gap setting of 35 lm (Fig. 7b) there exist more features on the fracture surface but the overall fracture surface is still
very flat. For the MFC/PLA composites milled with the smallest gap
of 5 lm (Fig. 7c), conical shear deformation of the matrix was observed around the embedded bamboo fiber and appears as a large
1600
1400
1200
1000
800
600
400
200
0
Pure PLA
1 wt% of cellulose
2 wt% of cellulose
Gap at calendering process
UnMilled
35 µm
5 µm
UnMilled
35 µm
5 µm
Fig. 6. Axial strain energy of bamboo fiber embedded as influenced by concentration of cellulose and processing conditions.
cone on the failed specimen. Such a drastic change in topography
was not observed when the matrix had a higher concentration of
2 wt% cellulose.
Fig. 8a–c show SEM pictures of the fracture surfaces around the
embedded bamboo fiber with 1 wt% MFC. When the bamboo fiber
specimen was produced with the un-milled MFC/PLA, the bamboo
fiber was cut sharply on the fracture surface near the crack path. In
the region of the fiber the fracture surface is very smooth, indicating brittle crack propagation. In contrast, considerable fiber pullout
is observed on the specimen where the MFC had been milled to a
gap setting of 5 lm and has a rough fracture surface, suggesting
that large plastic deformation occurred. Fig. 9 shows a higher magnification image of the MFC/PLA matrix and the rough fracture
morphology is remarkably different than the neat or un-milled
MFC/PLA, which are relatively smooth indicative of brittle failure.
The more ductile fracture behavior observed for the 1 wt% MFC/
PLA composites, shown in Figs. 4 and 7, combined with the rough
K. Okubo et al. / Composites: Part A 40 (2009) 469–475
473
Fig. 7. Optical micrographs showing the fracture of the bamboo/MFC/PLA composites with 1 wt% MFC processed (a) without milling, (b) milling to 35 lm and (c) milling to
5 lm.
Fig. 9. SEM image of fracture surface of the 1 wt% MFC/PLA milled to 5 lm.
Fig. 8. SEM images of the fracture surfaces of the bamboo/MFC/PLA composites
centered on a bamboo fiber bundle with 1 wt% MFC processed (a) without milling,
(b) milling to 35 lm and (c) milling to 5 lm.
fracture surface morphology observed in Fig. 9 indicates a complex
fracture process involving both localized deformation of the PLA
matrix as well as local interaction of MFC with cracks formed in
the matrix.
Considering these results, the fracture mechanisms of the
bamboo fiber embedded specimen using enhanced PLA with
1 wt% of cellulose are shown schematically in Fig. 10. For the
un-milled or insufficiently milled MFC/PLA composites, the distribution of plastic deformation was not simple and scattered
far from the crack tip after slight propagation of the crack from
the initial notch because non-uniformity in the dispersion of cellulose. In such a state, highly damaged areas would cause fatal
crack propagation through the reinforcing bamboo fiber at early
stages of the applied extension. On the other hand, large deformation was maintained until fatal failure uniformly around the
bamboo fiber in the matrix where the cellulose is highly dispersed (processed using a small gap setting). During deformation
until fatal failure, large strain energy was uniformly dissipated in
the wide area without interfacial failure due to the adhesive
strength between fiber and PLA matrix.
The results indicating that the maximum fracture energy
enhancement at 1% MFC and a high degree of dispersion is consistent with earlier work on bamboo/MFC/PLA composites fabricated
via hot pressing [20,21]. In the previous research the bending
strength of the hot-pressed composites was highest with 1 wt%
of fibrillated cellulose. These results correlated with current study
474
K. Okubo et al. / Composites: Part A 40 (2009) 469–475
Un-milled or
insufficiently
milled
Slight crack
propagation
Distributed
deformation
Slight crack
propagation
Enough
adhesive
strength
Highly
damaged
area
Crack
propagation on
particular path
Milled with
small gap
(well
dispersed)
Widely and uniformly
extended permanent
deformation
Initiation of
fiber fracture
Hollow
feature
Fig. 10. Schematic showing the deformation and fracture mechanisms in bamboo/MFC/PLA hybrid composites.
suggest that the level of dispersion was achieved to prevent sudden crack propagation through the reinforcing bamboo fiber by
the calendering process, and the maximum enhancement effect
was obtained with just 1 wt% of fibrillated cellulose in the Bamboo
fiber/PLA composite.
4. Conclusions
As we continue to seek engineering materials that utilize
renewable resources, the development of natural fiber composites for use in semi-structural applications has tremendous
opportunity for growth. In the current investigation we examined the influence of MFC dispersion on the properties a biobased poly (lactic acid) polymer matrix. Significant improvements in the strain energy until fatal failure was obtained especially when the PLA matrix enhanced with 1 wt% of MFC was
processed using a 5 lm gap on a three-roll mill. The maximum
effect was a nearly 200% improvement of strain energy as compared with pure PLA. Before crack propagation through the bamboo fiber reinforcement, large deformation was maintained
uniformly around the bamboo fiber in the matrix where the cellulose is highly dispersed. During the deformation, large strain
energy was dissipated in the wide area without interfacial failure
and the specimen absorbed large strain energy until final failure
with fiber breakage. An adequate level of MFC dispersion was
achieved to prevent the sudden crack path through the reinforcing bamboo fiber, and the greatest enhancement was obtained
when the matrix was reinforced with 1 wt% MFC in the bamboo
fiber/ PLA composite.
Acknowledgements
This study was supported by the laboratory of Dr. Tsu-Wei
Chou, Pierre S. duPont Chair of Engineering and Professor of
Mechanical Engineering at the University of Delaware. The authors
would like to thank Ms. Limin Gao for her assistance with the thermal analysis measurements. The Poly(lactic acid) used in this study
is provided by Miyoshi Oil and Fat Co., Ltd. This study was also supported by the High technological research project of Doshisha University and Ministry of Education, Culture, Sports, Science and
Technology, Japan, and the Research and Development Center for
Composite Materials at Doshisha University.
References
[1] Brosius D. Natural fiber composites slowly take root. Compos Technol
2006:32–7.
[2] Scurlocka JMO, Dayton DC, Hames B. Bamboo: an overlooked biomass
resource? Biomass Bioenergy 2000;19:229–44.
[3] Shin FG, Yipp MW. Analysis of the mechanical properties and microstructure of
bamboo-epoxy composites. J Mater Sci 1989;24:3483–90.
[4] Jain S, Kumar R, Jindal UC. Mechanical behaviour of bamboo and bamboo
composite. J Mater Sci 1992;27:4598–604.
[5] Jain S, Jindal U C, Kumar R. Development and fracture mechanism of the
bamboo/polyester resin composite. J Mater Sci Lett 1993;12:558–60.
[6] Li SH, Fu SY, Zhou BL, Zeng QY, Bao XR. Reformed bamboo and reformed
bamboo/aluminium composite. J Mater Sci 1994;29:5990–6.
[7] Rajulu AV, Rao BR, Reddy RL, Sanjeevi R. Chemical resistance and tensile
properties of epoxy/polycarbonate blend coated bamboo fibres. J Reinf Plast
Compos 2001;20(4):335–40.
[8] Saxena M, Gowri VS. Studies on bamboo polymer composites with polyester
amide polyol as interfacial agent. Polym Compos 2003;24(3):428–36.
[9] Kumar H, Siddaramaiah. Study of chemical and tensile properties of
polyurethane and polyurethane/polyacrylonitrile coated bamboo fibers. J
Reinf Plast Compos 2005;24(2):209–13.
[10] Kumar H, Siddaramaiah, Roopa S. Chemical and tensile properties of
unsaturated
polyester
and
polyacrylonitrile
semi-interpenetrating
polymer network coated bamboo fibers. J Reinf Plast Compos
2005;24(2):215–8.
[11] Das M, Pal A, Chakraborty D. Effects of mercerization of bamboo strips on
mechanical properties of unidirectional bamboo-novolac composites. J Appl
Polym Sci 2006;100:238–44.
[12] Das M, Chakraborty D. Role of mercerization of the bamboo strips on the
impact properties and morphology of unidirectional bamboo strips-novolac
composites. Polym Compos 2007:57–60.
[13] Okubo K, Fujii T, Yamamoto Y. Development of bamboo-based polymer
composites and their mechanical properties. Compos Part A Appl Sci Manuf
2004;35:377–83.
[14] Mi Y, Chen X, Guo Q. Bamboo fiber-reinforced polypropylene composites:
crystallization and interfacial morphology. J Appl Polym Sci 1997;64:1267–73.
[15] Chen X, Guo Q, Mi Y. Bamboo fiber-reinforced polypropylene composites: a
study of the mechanical properties. J Appl Polym Sci 1998;69:1891–9.
[16] Das M, Chakraborty D. Influence of alkali treatment on the fine structure and
morphology of bamboo fibers. J Appl Polym Sci 2006;102:5050–6.
[17] Takagi H, Ichihara Y. Effect of fiber length on mechanical properties of ‘‘Green”
composites using a starch-based resin and short bamboo fibers. JSME Int J Ser
A Solid Mech Mater Eng 2004;47:551–5.
[18] Murali K, Rao M, Rao KM. Extraction and tensile properties of natural fibers:
vakka, date and bamboo. Compos Struct 2007;77:288–95.
[19] Lee SH, Wang S. Biodegradable polymers/bamboo fiber biocomposite with biobased coupling agent. Compos Part A Appl Sci Manuf 2006;37:80–91.
[20] Okubo K, Fujii T, Yamashita N. Improvement of interfacial adhesion in bamboo
polymer composite enhanced with microfibrillated cellulose. JSME Int J Ser A
Solid Mech Mater Eng 2005;48:199–204.
[21] Fujii T, Okubo K, Yamashita N. Development of high performance bamboo
composite using micro fibrillated cellulose. In: High performance structures
and materials (HPSM) conference; 2004. p. 421–431.
K. Okubo et al. / Composites: Part A 40 (2009) 469–475
[22] Gellerstedt F, Gatenholm P. Surface properties of lignocellulosic fibers bearing
carboxylic groups. Cellulose 1999;6(2):103–21.
[23] Liu R, Yu H, Huang Y. Structure and morphology of cellulose in wheat straw.
Cellulose 2005;12(1):25–34.
[24] Ganster J, Fink HP. Novel cellulose fibre reinforced thermoplastic materials.
Cellulose 2006;13(3):271–80.
[25] Laka M, Chernyavskaya S, Maskavs M. Cellulose-containing fillers for polymer
composites. Mech Compos Mater 2003;39(2):183–8.
[26] Felix JM, Gatenholm P. Effect of transcrystalline morphology on interfacial
adhesion
in
cellulose/polypropylene
composites.
J
Mater
Sci
1994;29(11):3043–9.
[27] Orts WJ, Shey J, Imam SH, Glenn GM, Guttman ME, Revol JF. Application of
cellulose microfibrils in polymer nanocomposites. J Polym Environ
2005;13(4):301–6.
[28] Huda MS, Mohanty AK, Drzal LT, Schut E, Misra M. ‘‘Green” composites from
recycled cellulose and poly(lactic acid): physico-mechanical and
morphological properties evaluation. J Mater Sci 2005;40(16):4221–9.
[29] Yano H, Nakahara S. Bio-composites produced from plant microfiber bundles
with a nanometer unit web-like network. J Mater Sci 2004;39(5):1635–8.
[30] Nakagaito AN, Iwamoto S, Yano H. Bacterial cellulose: the ultimate nano-scalar
cellulose morphology for the production of high-strength composites. Appl
Phys A Mater Sci Process 2005;80(1):93–7.
[31] Nakagaito AN, Yano H. Novel high-strength biocomposites based on
microfibrillated cellulose having nano-order-unit web-like network
structure. Appl Phys A Mater Sci Process 2005;80(1):155–9.
[32] Iwamoto S, Nakagaito AN, Yano H, Nogi M. Optically transparent composites
reinforced with plant fiber-based nanofibers. Appl Phys A Mater Sci Process
2005;81(6):1109–12.
[33] Oksman K, Mathew AP, Bondeson D, Kvien I. Manufacturing process of
cellulose whiskers/polylactic acid nanocomposites. Compos Sci Technol
2006;66:2776–84.
[34] Favier V, Chanzy H, Cavaille JY. Polymer nanocomposites reinforced by
cellulose whiskers. Macromolecules 1996;28:6365–7.
475
[35] Malainine ME, Mahrouz M, Dufresne A. Thermoplastic nanocomposites based
on cellulose microfibrils from Opuntia ficus-indica parenchyma cell. Compos
Sci Technol 2005;65:1520–6.
[36] Goussé C, Chanzy H, Cerrada L, Fleury E. Surface silylation of cellulose
microfibrils:
preparation
and
rheological
properties.
Polymer
2005;45:1569–75.
[37] Thostenson ET, Chou TW. Aligned multi-walled carbon nanotube-reinforced
composites: processing and mechanical characterization. J Phys D Appl Phys
2002;35:L77–80.
[38] Thostenson ET, Chou TW. On the elastic properties of carbon nanotube-based
composites: modelling and characterization. J Phys D Appl Phys
2003;36:573–82.
[39] Thostenson ET, Chou TW. Advances in the science and technology of carbon
nanotubes and their composites: a review. Compos Sci Technol
2001;61:1899–912.
[40] Thostenson E ET, Chou TW. Nanocomposites in context. Compos Sci Technol
2005;65:491–516.
[41] Thostenson E ET, Chou TW. Processing–structure–multifunctional property
relationship in carbon nanotube/epoxy composites. Carbon 2006;44:
3022–9.
[42] Gomes A, Matsuo T, Goda K, Ohgi J. Development and effect of alkali treatment
on tensile properties of curaua fiber green composites. Compos Part A Appl Sci
Manuf 2007;38:1811–20.
[43] Gojny FH, Wichmann MHG, Kopke U, Fiedler B, Schulte K. Carbon nanotubereinforced epoxy-composites: enhanced stiffness and fracture toughness at
low nanotube content. Compos Sci Technol 2004;64:2363–71.
[44] Wichmann MHG, Sumfleth J, Fiedler B, Gojny FH, Schulte K. Multiwall carbon
nanotube/epoxy composites produced by a masterbatch process. Mech
Compos Mater 2006;42:395–406.
[45] ASTM D638-08. Standard test method for tensile properties of plastics. ASTM
annual book of standards volume: 08.02. Philadelphia, PA, USA: ASTM
International; 2005.