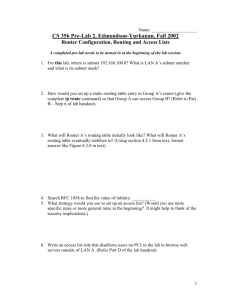
Operating manual RM-A - Oce Display Graphics Systems Inc.
advertisement

Operating manual RM-A Original operating manual date 11-2011 author jmu version 001 firmware version 1.49 articles 6531011 � Contents 1 Product description. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 1.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 2 Safety regulations. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 2.1 Proper use . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 2.2 Examples of improper use . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 2.3 Risks arising from improper use. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 2.4 Protective clothing and equipment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 2.5 Risks arising from the emission of toxic dust . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11 3 Operation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13 3.1 Description of menu . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13 3.2 Converter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 3.3 Router module . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17 3.4 HF motor spindle 4040 DC. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21 3.5 Changing the motor spindle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23 3.6 Motor spindle power supply . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26 3.7 Adjusting the extraction strength . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27 3.8 Setting the motor spindle as the tool for the module . . . . . . . . . . . . . . . . . . . . . . 27 3.9 Initialisation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27 3.10 Making material-dependent settings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33 3.11 Carry out a test cut . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33 4 Cleaning and maintenance. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35 4.1 Maintenance schedule . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35 4.2 Cleaning the motor spindle. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35 4.3 Lubricating the lubrication points . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36 4.4 Running-in specifications for HF motor spindle 4040 DC-SZ. . . . . . . . . . . . . . . . 37 5 Surface compensation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39 5.1 Functional principle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39 5.2 Menu . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40 5.3 Carrying out the measurement. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40 5.4 Switch surface compensation on/off. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41 6 Basic principles. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43 6.1 Router description . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43 6.2 Groove cutting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45 6.3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46 6.4 Multipass/finishing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48 6.5 Routing behaviour of the cutter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49 1 2 6.6 Formulae . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49 6.7 Force analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50 6.8 Tips and tricks . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51 6.9 Troubleshooting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51 Product description Introduction 1 Product description 1.1 Introduction The router module (RM-A) is designed to be used with 1000 W Zünd motor spindles for cutting operations such as drilling and routing. The router option also includes a boom with a converter and an optional extractor in addition to the router module. Note! For more information about the motor spindle, please see the manufacturer's documentation. CSA certification jmu, 11-2011, 001, 1.49, 6531011 � , RM-A The motor spindle, power supply and drive controller are CSA tested and certified. 3 Product description Introduction 1.1.1 4 Router module 1 Extractor 3 Slider for setting extraction strength 2 Motor spindle 4 Motor spindle holder Product description Introduction jmu, 11-2011, 001, 1.49, 6531011 � , RM-A 1.1.2 HF motor spindle 4040 DC-SZ 1 Collet 3 Sealing air connector 2 Collet holder 4 Converter connection 5 Product description Introduction 1.1.3 6 Boom, converter 1 Converter 4 LEDs 2 On/off switch 5 Module mount 3 Connector pipe for extractor Product description Introduction 1.1.4 Controls on the control panel 1 1.1.5 Adjusting wheel motor spindle speed setting 2 Converter standby key Technical information Module Name Weight Measurement Unit 3.9 kg HF motor spindle 4040 DC-SZ Name Motor type BLDC Operating voltage 45 Volts Torque 17 Ncm Peak power Max. rotational speed jmu, 11-2011, 001, 1.49, 6531011 � , RM-A Measurement Unit Max. current 1000 Watts 50000 min-1 16 A 7 Product description Introduction Name Measurement Unit Weight 2.9 kg Direction of rotation Left Protection class/type III / IP 54 Collets 1.5 - 6.35 mm Compressed air Name Air pressure Air flow Measurement Unit 0.6 - 0.8 MPa 40 l/min Technical requirements for extractor Name Min. flow volume 8 Measurement Unit 3800 l/min Safety regulations Proper use 2 Safety regulations Note! These safety requirements and notes only represent module-specific supplements to the Safety Requirements chapter in the operating instructions This chapter • defines the intended use of the module; • contains tool-specific safety precautions and instructions; • provides information on the protective equipment required for work and maintenance Special operational and situation-specific safety requirements are listed in the relevant processing steps in subsequent chapters of this manual. 2.1 Proper use Using the module for its intended use is a basic prerequisite for safe operation. The equipment delivered with the module determines its possible uses. The router module is primarily designed to be used with 1000 W Zünd motor spindles. Proper use is therefore limited to machining operations such as the drilling and routing of solid materials using a suitable router. Any other use or any use outside of this scope constitutes improper use. The user bears sole liability for any damage arising as a result of improper use. The module is deemed to be used properly under the following conditions: jmu, 11-2011, 001, 1.49, 6531011 � , RM-A 2.2 • All nationally imposed safety regulations are complied with, • The safety instructions listed in this manual are complied with, • The operating conditions are adhered to and the prescribed materials are used. Examples of improper use • Operating the motor spindle outside of the module • Use of unsuitable routers • Use of router shafts not manufactured according to DIN-ISO standards • Use of unauthorised speeds for the motor spindles being used • Improper or non-intended use • Incorrect installation of the motor spindle • Incorrect mounting of the router • Incompatible router shaft and collet sizes 9 Safety regulations Risks arising from improper use 2.3 2.4 • Infrequent cleaning of motor spindle • Insufficient collet holding force due to wear or dirt • Failure to use the extractor • Failure to use personal protective equipment • Non-observance of maintenance instructions • Non-adherence to safety requirements • Failure to react to signs of wear and damage Risks arising from improper use • Snapping of router shafts • Tool unintentionally slipping out of the collet • Breakage/cracking of the router • Damage to the vacuum plates as a result of incorrect settings (routing set too deep) • Damage to the motor spindle if operated without extraction • Personal injury if routing is carried out without extraction and toxic dust is present • Personal injury if routing is carried out without personal protective equipment Protective clothing and equipment When operating, cleaning or maintaining the equipment, wear close-fitting clothing and personal protective equipment suited to the task at hand. Personal protective equipment comprises: • Work clothing • Safety goggles • Protective gloves where injury is possible due to: • – burns – sharp or pointed objects Ear protection if the continuous sound pressure level is over 85 db(A) Note! You are personally responsible for: 10 • using the required personal protective equipment; • cleaning and maintaining the equipment on a regular basis; • replacing damaged and unusable items of protective equipment in good time. Safety regulations Risks arising from the emission of toxic dust 2.5 Risks arising from the emission of toxic dust Warning! Risk of poisoning from the emission of toxic dust Processing different materials can lead to the creation of toxic dust with significant risk to health. • Obtain information about the toxicity of the material to be processed from the manufacturer • Use a suitable extraction unit or take other appropriate action accordingly jmu, 11-2011, 001, 1.49, 6531011 � , RM-A The employer is responsible for making sure that all national regulations concerning the maximum permissible dust concentration at work are adhered to. When handling hazardous types of dust, all local safety regulations as well as the manufacturer's instructions must be observed. When routing or cutting hazardous materials always use dust extractors with special dust filters designed for this purpose. As an optional accessory, Zünd offers extraction systems which comply with the following requirements: • the extraction of hazardous dusts with MAK values of up to 0.1 mg/m3 and of wood dusts conforming to dust class M. • The extraction of dusts conforming to dust class H. 11 Safety regulations Risks arising from the emission of toxic dust 12 Operation Description of menu 3 Operation 3.1 Description of menu The examples in the following guide assume that the module is being used in slot 1. Name Menu Setting/function Change module 1-5-1 Changing module Tool type 1-1-1-1 Assign the tool to module 1 Router converter 1-1-1-3-1-1 Assigning the converter Define Z init pos 1-1-1-2-1 Setting the zero point Up Z pos 1-1-1-2-3 Set the up Z pos (above the material) Down Z pos 1-1-1-2-4 Set the cutting depth Z-offset 1-1-1-2-6 Correction value for down Z pos Test cut 1-1-1-2-5 Carry out a test cut Define init height 1-1-1-2-7 Setting the extractor position Offset 1-1-1-3-5-3 Set the upper extractor position Up XY tool 1-1-1-3-2-1 Speed in upper position Down XY tool 1-1-1-3-2-2 Speed in lower position Lift Z 1-1-1-3-2-3 Lifting speed Lower Z 1-1-1-3-2-4 Lowering speed Up X&Y 1-1-1-3-3-1 Acceleration in upper position Down X&Y 1-1-1-3-3-2 Acceleration in lower position Increase RPM 3-2-1-2 Increase RPM Decrease RPM 3-2-1-3 Decrease RPM Switch on router 3-2-1-4 Switch on router EasyDrive on/off 3-2-1-6 Turning the converter on/off 3-2-3-1 Switch the extractor on/off Initialisation Speed and acceleration Operation of router 1 Extractor jmu, 11-2011, 001, 1.49, 6531011 � , RM-A Switch the extractor on/off 13 Operation Converter 3.2 Converter 3.2.1 Turning the converter on/off 1 • 3.2.2 Main switch on/off Switch the router converter on/off using the main switch. Converter - Activating standby mode Caution! Risk of injury. Activate the standby mode on the converter before working on the motor spindle. The standby mode of the converter is activated using the standby key on the control panel/via the cutter menu. In standby mode, the power supply for the router converter is turned off. Activate standby mode before working on the router. Standby key Menu EasyDrive on 3-2-1-6 EasyDrive off 3-2-1-6 14 Action Switch on converter/activate standby mode Operation Converter Status display Status Converter switched on Converter in standby mode 3.2.3 Assigning the converter Before you begin Make sure that the following requirements are fulfilled: • The on/off switch on the converter is set to 'On' • The routing spindle is inserted into the module • The routing spindle is installed and selected in the menu as a tool G3 cutters are designed for operation with two router converters. If two router converters are attached to the cutter, the active routing spindle must be assigned to one of the two converters. A Converter Select 1-1-1-3-1-1 . B Use the navigation keys to select the converter: Result Selection Function Converter 1 Converter 1 is connected to the current tool and is allocated to this Converter 2 Converter 2 is connected to the current tool and is allocated to this jmu, 11-2011, 001, 1.49, 6531011 � , RM-A C Select OK to confirm 15 Operation Converter 3.2.4 Status display 1 3.2.5 Operating LED 2 Warning/error LED Indicator colours for LEDs Meaning Green Operating Yellow Warning/error, please contact your service partner. Setting motor spindle speed The motor spindle speed is set in the menu. During routing, the speed can be changed either via the menu or via the speed setting on the control panel. Speed setting Menu Action Increase RPM 3-2-1-2 Increase RPM Decrease RPM 3-2-1-3 Decrease RPM 16 Operation jmu, 11-2011, 001, 1.49, 6531011 � , RM-A Router module 3.3 Router module 3.3.1 Module mount 1 Locking mechanism 2 Mounting ledge 3 Electrical connection 17 Operation Router module 3.3.2 Inserting a module A Changing a module 1-5-1 must be selected. The module carriage moves to the control panel. B Place the module on the mounting ledge C Tilt the module backwards onto the module carriage D Lower the module until it stops E Use an Allen key to fix the module in place Results The module is now mounted on the module carriage and is located by the software. Rectifying problems The module cannot be lowered. • 18 Loosen the module locking mechanism before inserting the module. Operation Router module 3.3.3 Remove the module A Change module 1-5-1 must be selected. The module carriage moves to the control panel. B Use an Allen key to unlock the module C Lift the module jmu, 11-2011, 001, 1.49, 6531011 � , RM-A D Remove the module 19 Operation Router module 3.3.4 Storing the module If it is not being used, store the module in the module mount. Attach the extraction hose to the mount. 1 20 Module mount 2 Holder for extraction hose Operation HF motor spindle 4040 DC 3.4 HF motor spindle 4040 DC Caution! Risk of injury due to motor spindle. Switch the converter off before working on the motor spindle. Caution! Risk of damage to the motor spindle 3.4.1 • When putting the motor spindle down, avoid kinking the cables/hoses. • If the clamping nut is not firmly tightened, the router may come loose. • If the clamping nut is secured too tightly, the clamping nut or the shaft may be damaged. • Do not operate the spindle without the collet or router inserted. Changing the collet 1 Collet holder 3 Ring spanner 2 Collet 4 Open-ended spanner Removing the collet A Hold the collet holder in place using an open-ended spanner B Undo the collet using a ring spanner C Turn the collet to remove it from the collet holder Inserting the collet A Turn the collet to insert it into the collet holder jmu, 11-2011, 001, 1.49, 6531011 � , RM-A B Hold the collet holder in place using an open-ended spanner C Tighten the collet using a ring spanner 21 Operation HF motor spindle 4040 DC 3.4.2 Changing the router a Routing depth as per manufacturer's instructions 1 Collet holder b 7 mm 2 Collet c Router shaft 3 Ring spanner s Chip channel outlet 4 Open-ended spanner Removing the router A Hold the collet holder in place using an open-ended spanner and use a ring spanner to undo the collet B Remove the router from the collet 22 Operation Changing the motor spindle Inserting the router Note! • Use only balanced routers. • Ensure that the router shaft matches the collet diameter. A Clean the collet holder, collet and router shaft (see chapter Cleaning the motor spindle) B Insert the router shaft into the collet. Be aware that the required clamping depth may vary depending on the material thickness and the router. In general, the router should be inserted into the collet as far as the router channel outlet(s)! C Hold the collet holder in place using an open-ended spanner and use a ring spanner to tighten the collet. 3.5 Changing the motor spindle Caution! Risk of injury due to motor spindle. Before working on the motor spindle, turn the on/off switch on the converter to 'Off'. jmu, 11-2011, 001, 1.49, 6531011 � , RM-A Caution! Risk of damage to the motor spindle • When inserting/removing the motor spindle, avoid contact with the router or the motor spindle holder. • When inserting the motor spindle, ensure that the arrowheads are aligned (Inserting the motor spindle, item B). • When putting the motor spindle down, avoid kinking the cables/hoses. 23 Operation Changing the motor spindle 3.5.1 Inserting the motor spindle Fig. 1: Inserting the motor spindle A Insert the motor spindle B Turn the motor spindle until the arrowheads are aligned C Tighten the fastening screw by turning it clockwise Results The motor spindle is inserted and fixed in place. 24 Operation Changing the motor spindle 3.5.2 Removing the motor spindle A Turn the fastening screw anticlockwise jmu, 11-2011, 001, 1.49, 6531011 � , RM-A B Remove the motor spindle 25 Operation Motor spindle power supply 3.6 3.6.1 Motor spindle power supply 1 Extraction hose 3 Fastening screw 2 Connection cable 4 Sealing air hose Connecting the motor spindle A Insert the extraction hose B Insert the connection cable. Tighten the fastening screw by turning it clockwise. C Insert the sealing air hose 3.6.2 Disconnect the motor spindle A Disconnect the sealing air hose B Loosen the fastening screw by turning it anticlockwise. Disconnect the connection cable. C Disconnect the extraction hose 26 Operation Adjusting the extraction strength 3.7 Adjusting the extraction strength The extraction strength can be set using the slider. The extraction strength has been set correctly if the extractor removes waste but not the material that has been cut out. 3.8 1 Slider B A Extraction strength - high Extraction strength - low Setting the motor spindle as the tool for the module Refer to the "Tool handling" chapter of the operating instructions. 3.9 Initialisation Warning! Risk of injury during tool initialisation! The light barriers are not active during manual initialisation. jmu, 11-2011, 001, 1.49, 6531011 � , RM-A 3.9.1 • Do not touch the operating area of the tool during initialisation. • Define the zero point with automatic initialisation. Introduction • The following activities are required for successful initialisation: 27 Operation Initialisation • Defining the zero point (manual/automatic*) • Setting the up Z position • Setting the extractor position • Carrying out a test cut • Correcting the cutting depth using the Z-offset function if necessary Make sure that the following requirements are fulfilled: 3.9.2 • The machine is in the 'STOPPED' operating status. • The motor spindle has been mounted and assigned to the module. Setting the zero point A Define Z init pos Select 1-1-1-2-1 . B Use the travel keys to lower the router until it is on the base C Select OK to confirm 3.9.3 Setting the up Z position Note! • If the cutting base is defined as the zero point, the value for the Up Z pos setting must be greater than the material thickness. The Up Z pos setting determines the position of the tool when raised. 28 Operation Initialisation Up Z position = zero point + Up Z pos 1 Zero point a Material 4 Up Z pos A Up Z pos Select 1-1-1-2-3 . B Enter a value C Select OK to confirm 3.9.4 Setting the down Z position Note! If the cutting base is defined as the zero point, the value for the Down Z pos setting must be set to zero. Entering a positive value will damage the cutting base. jmu, 11-2011, 001, 1.49, 6531011 � , RM-A The Down Z pos setting defines the position of the tool when lowered. When a zero point is defined, the value for the Down Z pos is automatically set to zero. 29 Operation Initialisation To improve quality, routing can be carried out in several stages (Multipass). Fig. 2: Setting the down Z position 1 Zero point a Material 2 Down Z pos A Select Down Z pos . B Enter a value: a If routing is through the entire material (Setting the down Z position, item A), the value is automatically set to 0. b If routing is only part way through the material (Setting the down Z position, item B), the value is set to e.g. -5 mm (material thickness 10 mm - cutting depth 5 mm) C Select OK to confirm 30 Operation Initialisation 3.9.5 Setting the Z-offset Value for the correction of the cutting depth (Down Z pos) ±1.5 mm. When a zero point is defined, the value for the Z-offset is automatically set to zero. A Z-offset Select 1-1-1-2-6 . B Enter a value C Select OK to confirm 3.9.6 Checking the router positions jmu, 11-2011, 001, 1.49, 6531011 � , RM-A After initialisation, three router positions are possible. Item Position Description A Park position Moves to the highest position on the Z-axis B Up Z pos Zero point + Up Z pos C Down Z pos Zero point + Down Z pos + Z-offset Key Signal 31 Operation Initialisation 3.9.7 Setting the extractor position Extractor position during routing. A Use the keys SHIFT+ to raise the router into the park position B Define init height Select 1-1-1-2-7 . C Use the travel keys to lower the extractor until the brush is on the material D Select OK to confirm Setting the upper extractor position (offset) 32 Operation Making material-dependent settings 1 Upper extractor position (offset) 2 Upper router position 3 Small pieces of material This setting defines the extractor position during breaks in routing, and between the end of a routing process (A) and the start of the next routing process (D) The router remains in the material while the extractor is being raised (B). Afterwards, the router rises (C). This prevents small pieces of material being removed by the extractor. Setting the upper extractor position (offset) A Offset Select 1-1-1-3-5-3 . B Enter a value C Select OK to confirm 3.10 Making material-dependent settings The speed and acceleration settings are dependent on the material. You can find recommended settings on the Zünd homepage or by contacting your Zünd partner. 3.11 Carry out a test cut jmu, 11-2011, 001, 1.49, 6531011 � , RM-A Make sure that the following requirements are fulfilled: • The machine is in the OFFLINE operating status. • The router has been initialised • The extractor has been initialised • Material-dependent settings have been made • Module RM-A is the active module • The on/off switch on the extractor is set to 'On' • The extractor has been switched on using the menu • The converter on/off switch is switched on • The converter is activated (menu/standby key) • The base and material are present • The vacuum (fixing) is switched on 33 Operation Carry out a test cut 3.11.1 Procedure Caution! Risk of injury due to chips Always use your personal protective equipment when routing. A Select test cut . B Select the router test from the list C Select OK to confirm 3.11.2 Inspecting the test cut A Inspect the results of the test cut and adjust the settings if necessary B Check the extraction and adjust the settings if necessary Results If the routing depth is set correctly, the router will leave a slight trace in the base. 34 Cleaning and maintenance Maintenance schedule 4 Cleaning and maintenance Caution! Risk of injury due to motor spindle. Before working on the motor spindle, turn the on/off switch on the converter to 'Off'. Caution! Risk of damage to the module Never clean the module using ultrasound, a steam jet, compressed air, etc. Never use cleaning products (cleaning spray, grease solvents, etc.) on the machine. 4.1 jmu, 11-2011, 001, 1.49, 6531011 � , RM-A 4.2 Maintenance schedule Interval Activity Daily Cleaning the motor spindle Daily Removing material deposits from the module Weekly Cleaning the cover using a plastic cleaner Monthly Lubrication Cleaning the motor spindle 35 Cleaning and maintenance Lubricating the lubrication points 1 Brushes 2 Collet holder 3 Collet A Use a brush to clean the collet holder B Use a brush to clean the collet C Lightly lubricate the collet thread 4.3 Lubricating the lubrication points • 36 Name Specification Klüberoil® 4UH1 Lubricate the lubrication points with a drop of oil Cleaning and maintenance Running-in specifications for HF motor spindle 4040 DC-SZ 4.4 Running-in specifications for HF motor spindle 4040 DC-SZ jmu, 11-2011, 001, 1.49, 6531011 � , RM-A Following extended storage periods/downtimes, the motor spindle must be run in according to the manufacturer's running-in specifications. For further information, see the manufacturer's original operating manual. 37 Cleaning and maintenance Running-in specifications for HF motor spindle 4040 DC-SZ 38 Surface compensation Functional principle 5 Surface compensation Note! jmu, 11-2011, 001, 1.49, 6531011 � , RM-A 5.1 • The scanning of the surface is carried out mechanically. Do not use surface compensation with pressure-sensitive materials! • The maximum height difference which can be detected within the area is ±4 mm. • The maximum height difference which can be detected between two scanning points is ±1 mm. • Ensure that the underside of the extractor is free from processing residue, in order to avoid damage to the material being processed. Functional principle 39 Surface compensation Menu 1 Processing material r X/Y-axis grid (30 mm-1200 mm) 2 Corner point a Defined area – 12 mm 3 Scanning point Surface compensation allows for precise routing depths. Uneven surfaces on the material being processed, which may be caused by the routing support, conveyor belt or table, are ascertained by the extractor scanning the surface of the material to be processed. Compensation of uneven surfaces during processing takes place relative to the Z zero point (initialisation). Optimal results are achieved if initialisation is performed inside the defined area. 5.2 5.3 Menu Name Menu Setting/function Start measurement 2-6-1 Start measurement process Surface compens. 2-6-2 Switch surface compensation on/off Show area 2-6-3 The module carriage leaves the defined area Remeasure the area 2-6-4 Remeasure an already defined area using the same grid Area 2-6-5 Defined/not defined Grid 2-6-6 Grid distance display Carrying out the measurement The measurement is carried out in three steps: 1) Definition of the area to be measured 2) Definition of the grid 3) Measurement of the area 5.3.1 Measurement A Activate module (Shift + 1/2/3). B Start measurement 2-6-1 must be selected. C The area is defined as a rectangle. Move to the two diagonal corners of the rectangle. D Enter the distance between the scanning points (grid). E Start the measurement. Results The surface is scanned. 40 Surface compensation Switch surface compensation on/off 5.4 Switch surface compensation on/off Surface compensation is switched on automatically as soon as the measurement is performed. jmu, 11-2011, 001, 1.49, 6531011 � , RM-A If the surface compensation is to be deactivated, it can be switched off in the Surface compens. menu 2-6-2 Shut down. 41 Surface compensation Switch surface compensation on/off 42 Basic principles jmu, 11-2011, 001, 1.49, 6531011 � , RM-A Router description 6 Basic principles 6.1 Router description 43 Basic principles Router description 6.1.1 D Shaft diameter. This measurement corresponds to the measurements of the collet. L Total length of router d Nominal diameter of the cutting edge T Length of cutting edge. This is the maximum possible routing depth. The longer the cutting edge, the higher the risk of unwanted vibrations. z Number of cutting edges. The higher the number of cutting edges, the longer the router holds in place and the higher the feed speed that can be used. Routers for wood, plastic and MDF only have one cutting edge and a large chip space. A Right-hand router B Left-hand router Right-hand cutting These routers are used as standard. Advantages of right-hand cutting: 6.1.2 • Chips are conveyed upwards to make room for following chips. • This prevents build-up on the cutting edge and generation of heat. Left-hand cutting When processing laminated panels, the surface must not be damaged. Left-hand router Disadvantages of left-hand cutting: 44 • Only thin panels can be processed. Reason: Chips are forced downwards and block the outlet channel. With a large volume of chips, the chips may slide between the panel and the routing support. • As the chip angle at the bottom is negative, it is either not possible to cut into the material or only with great difficulty. The best option is to enter the panel from the outside. Basic principles Groove cutting 6.1.3 Router selection Note! To ensure the correct choice of router, follow the recommendations in the Zünd accessories catalogue! Use the largest possible router diameter. The thinner and longer a router is, the more easily it bends. Although this cannot be seen by the naked eye, it impairs the dimensional stability and causes the router to vibrate. In the worst case scenario, incorrect speed and feed values could even cause the router to fracture. The weakest area on a router is the cutting part. This is where it bends most due to the grooves which have been ground out. 6.2 Length of cutting edge (max. routing depth) T In order to avoid vibrations and to be able to set the highest possible speed, the routing depth T must be kept as small as possible. Router diameter d The router diameter chosen should be as large as possible. Number of cutting edges z z=1: soft materials such as wood, MDF, plastics z>1: tough materials such as aluminium, brass, etc. Groove cutting 1 Feed 2 Direction of rotation of the router 3 Up-cut routing side 4 Down-cut routing side The cutting edge of the router comes into contact with the material. The cutting edge of the router runs against the material. In the initial phase, the cutting edge grinds against the material. Only when a certain thickness of chip is reached does the router begin to cut. • The grinding during the initial phase generates heat and causes wear on the router. • The smaller the feed selected, the longer the grinding process lasts. • Grinding takes place only on the up-cut routing side. jmu, 11-2011, 001, 1.49, 6531011 � , RM-A As soon as the cutting edge has penetrated deeply enough into the material, cutting with outflowing chips takes place. 45 Basic principles When the cutting edge reaches the centre, the chip thickness is at its maximum. The cutting edge runs in the down-cut area. The chip thickness decreases continuously. The chip gets smaller. The chip is removed. 6.3 6.3.1 Up-cut routing In up-cut routing, the movement of the cutting edge is relative to the workpiece. When the cutting edge enters the material, the chip thickness is zero and then increases continuously. In the initial phase, the cutting edge grinds against the workpiece. This generates frictional heat and - with few exceptions - a poor quality surface. 46 Basic principles 6.3.2 Down-cut routing In down-cut routing, the chip thickness is at its maximum when the cutting edge first comes into contact with the material. The chip thickness decreases continuously until the cutting is finished. This produces - with few exceptions - a better quality surface. Down-cut routing direction 1 Routing direction 5 Finishing path 2 Workpiece 6 Up-cut routing side 3 Vector 7 Down-cut routing side 4 Router force The router direction should be chosen so that the finished workpiece is on the right-hand side in the direction of travel. The right-hand side of the finished groove always has the better surface. jmu, 11-2011, 001, 1.49, 6531011 � , RM-A In the first router passes, the track is generally corrected by at least 8% of the router diameter to the left of the vector so that a dimensionally accurate contour can be produced in the finishing process. 47 Basic principles Multipass/finishing 6.4 Multipass/finishing The chip thickness (b) can be calculated from the feed speed and the router speed. If the feed speed is doubled, the chip thickness doubles. However, doubling the chip thickness does not double the router force. If the chosen feed speed is too low, no actual cutting will take place and the cutting edge will just grind against the groove instead. The frictional heat generated in this way heats the router and the material so much that plastics will begin to melt during processing. In order to be able to process thick panels, multiple passes must be performed. Pass 1 Scrubbing 48 Pass 2 Scrubbing Pass 3 Scrubbing Pass 4 Finishing path Pass 1, 2 The infeed depth (t) for each pass is predetermined by the router diameter and the material. Pass 3 The material is not completely cut through on the penultimate pass. A thin strip (s = 0.2-0.6 mm) is left, in order to maximise the effect of the vacuum. Pass 4 The strip is cut and, in down-cut routing, the final finishing chip f = 8 - 15 % of the router diameter is taken from the right of the router. In order for the workpiece to be released, a cut is deliberately made in the base (u). The dimension u depends on the evenness of the table. (u = 0.3 mm - 0.8 mm). Basic principles Routing behaviour of the cutter 6.5 Routing behaviour of the cutter The X-/Y-axes of a cutter are not rigid, instead they react dynamically to force changes. In the event of force changes, controller deviations occur, which will be corrected after a given time period. Controller deviations lead to geometry errors in the finished contour! During routing, the reaction force (F) is always perpendicular to the track. At the start of a router pass (router vector), the router is first moved to be at a right angle to the track, until the controller adjusts the errors to zero. During braking, this force diminishes and the track error goes in the other direction. The greater the acceleration that is chosen and the greater the router forces, the larger this track error becomes. If a high level of dimensional stability is required, the resulting error must be eliminated by a finishing pass with low acceleration . jmu, 11-2011, 001, 1.49, 6531011 � , RM-A 6.6 Formulae Parameter Unit Comment vc Cutting speed m/min The cutting speed depends on the router and the material. n Router speed rpm With high-speed cutting, the very high calculated speed cannot usually be used, as the routers are not balanced and begin to vibrate. d Router diameter mm v Feed speed mm/s b Chip width mm z Number of cutting edges 49 Basic principles Force analysis Router speed 6.7 Cutting speed Chip width Feed speed Force analysis Note! Please note the following basic principles! • The sharper the router, the smaller the router forces. • The tougher and harder the material, the greater the router forces. • The deeper the router is fed into the material, the greater the router forces. This relationship is linear. This means that if the infeed is doubled, the router forces double. The following example is intended to demonstrate that it is more cost-efficient to reduce the infeed (t) and increase the feed speed and/or the chip width (b). The diagram shows two force paths: Infeed depth (t) Unit 6 mm 3 mm 50 Basic principles Tips and tricks 6.8 Tips and tricks 6.8.1 General 6.8.2 • Compared to a new tool insert, a worn router can increase the required spindle power by around 30%. • The Zünd "Sealgrip routing support" is the most suitable routing support. With this support, the greatest holding force can be achieved. • Energy costs can be massively reduced if the open area is covered and only the necessary vacuum zones are switched on. Aluminium Some types of aluminium are very difficult to process in a metal-cutting procedure. Ensure that you only use aluminium in what is known as "turning and drilling quality". Aluminium has a very hard surface, almost as hard as diamond. Therefore, only about 0.1 mm-0.2 mm should be processed in the first pass. 0.25 mm to 1.0 mm should be fed in per pass afterwards, depending on the type of aluminium. 6.8.3 Processing printed and laminated panels Laminated and/or printed panels must not be damaged during processing. Drill through the registration mark and turn the panel. Follow the procedure in accordance with the processing file. 6.9 Troubleshooting Problem Directi on of rotatio n Feed Accel eratio n Set depth Numb er of cutting edges Build-up on the cutting edges + + - Poor removal of chips + - - - Vibrations, shuddering +/- - - + + - Poor surface quality - - + ... increase jmu, 11-2011, 001, 1.49, 6531011 � , RM-A - ... reduce 51