A NEW ANODE EFFECT QUENCHING PROCEDURE
advertisement

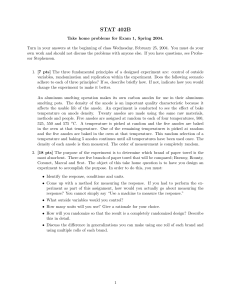
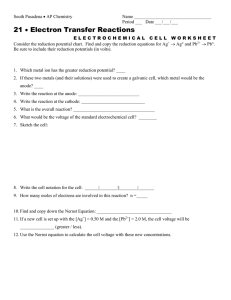
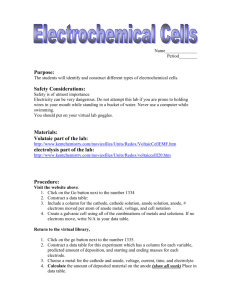
Light Metals 2003 Edited by P. Crepeau TMS (The Minerals, Metals & Materials Society, 2003 A NEW ANODE EFFECT QUENCHING PROCEDURE Pablo Navarro1, Gustavo Gregoric1, Osvaldo Cobo1 and Alfredo Calandra1 Aluar Aluminio Argentino SAIC, Research and Development, P.O. Box 52, U9120OIA Puerto Madryn, Argentina 1 Abstract The most common methods for the automatic quenching of anode effects consist in tilting or pumping the anode system, or lowering it until it touches the metal pad. These methods did not render satisfactory results in Aluar’s pots and forced us to rely on manual killing by green poling. A new AE quenching procedure was developed based on the principle that each pot technology has a characteristic anodecathode distance in which a wave in the metal-bath interface develops very fast. In this case the wave is used to produce local short-circuits to the anodes, allowing a fast removal of the isolating layer and a replenishment of alumina in the interpolar volume. The procedure was tested in different pot technologies and showed very low values of anode effect overvoltage and duration, a minimum disturbance to the anode crust, and a high success rate, providing a significant reduction on the perfluorocarbon emissions. Introduction Aluar’s smelter is located in Puerto Madryn, Argentina, 1400km south of Buenos Aires. It started operation in 1974 with two potlines of 200 SWPB pots per line. In 1999, the construction of a third line with 144 Aluminium Pechiney AP18 pots was completed and commenced operations. The original pots were 150kA Montecatini design in an end-toend configuration, side-worked, non-compensated, with 16 twoblocks anode assemblies. During the following years they underwent several upgrades. The most important were: an external magnetic compensation loop, a hooding system, gas collection and treatment centers, and a point breaking and feeding system. The pots are presently running at 172kA with a current efficiency of 94.5%. The feeding system is made up of two alumina hoppers and one aluminium fluoride hopper, four breakers, four alumina feeders and one aluminium fluoride feeder. The reacted alumina is transported to the pots by means of a dense-phase transport system. The weight of the alumina shots is approximately 1kg. In 1999 a new control system was installed with a proprietary algorithm made up of one individual computer per pot and a central supervisory system. This new control algorithm allowed for an important reduction of the anode effect (AE) frequency to the present value of 0.05 AE/pot day. Previous Tests During the last years, several strategies for AE quenching were tested such us pumping or squelching of the anode system, or by lowering it until the anodes are short-circuited by the metal. Due to mechanical constraints in the anode beam movement mechanism, tilting was not an option for this technology. These tests gave unsatisfactory results regarding success rate, anode crust disturbance, etc, and forced us to rely on manual AE quenching by using green poles. Anode Pumping This method consists in quenching the AE by means of a succession of loops consisting of down and up-moves of the anode beam, separated by waiting intervals in the down and at the up positions, progressively reducing the anode-cathode distance (ACD). Several tests were carried out with different anode displacements and waiting intervals with very low success rates and high AE energies. As a general pattern the pot showed a strong tendency to shortcircuiting the anodes during the down-moves, reaching voltages lower than 1.8V, but the AE reappeared when the anode was lifted. The low success of this strategy in this pot technology could be attributed to the low speed of the anode beam (0.6mm/sec), that reduces the flow rate of the bath entering and leaving the anodecathode space. Another cause could be found in the important distortion of the metal pad that is common in end-to-end configurations. Anode Short-circuiting With this method the AE is killed by causing direct contact between the metal pad and the anodes. In this case, decreasing the ACD between 2.0 and 2.5cm was sufficient to produce a good short-circuit. Different short-circuit periods were tested going from 15 to 180sec with poor results. The AE reappeared again as soon as the anode was moved up. This strategy also causes an important deterioration of the anode crust and a net loss of liquid bath due to bath spillage over the anode cover. A New Approach The experience acquired during the previous tests allowed us to gain in the understanding of the AE quenching process. A detailed revision of publications regarding the AE mechanism and its extinguishing procedures were found in [1]. This information was extensively revised and used in the analysis of the data recorded during the previous tests with the object of finding a successful quenching strategy. The data included one-second values of the pot voltage, line current, and anode current distribution. From this study it was concluded that, • With this low anode movement speed, the anode movement by itself and the bath flow that it produces is not sufficient to remove the isolating layer and kill the AE, • Strong short-circuit of the anodes should be avoided, as it does not allow a proper replenishment of dissolved alumina to the anode-cathode space, • Any plausible strategy must be based on a limited anode displacement to avoid deterioration of the anode crust and bath spillage. Measurements of the pot oscillation during alumina electrolysis while reducing the ACD, showed four different stages: Stage 1. At small reductions in the ACD the pot remains in normal electrolysis, the standard deviation of the anode current distribution increases, but no short-circuits between the anode and the metal are registered. Stage 2. If the reduction in the ACD continues, small shortcircuits start to appear on localized anodes. Stage 3. If the ACD is further reduced, there exists a narrow range in which a self-sustained wave develops very fast in the bath-metal interface. This wave causes instant short-circuits to the anodes and an intense bath circulation, as it travels around the pot. Stage 4. If the reduction in the ACD continues, the anodes become permanently short-circuited, the pot voltage drops to values lower than 1.8V, the pot instability disappears, and the bath circulation ceases. However, it is common to find that not all the anodes are in contact with the metal and that the current flows through a limited number of them. The particular ACD, in which the pot remains in stage 3, would appear to be a characteristic of each pot technology and depends on the magnetohydrodynamic (MHD) design. While the pot is in anode effect a high fraction of the electrical current is conducted from the sides of the anodes, because the isolating layer considerably hinders the flow of current through their bottom surface. This produces an important increase in the horizontal current densities and therefore of the MHD instability of the pot during the AE [2]. So it could be concluded that for each pot technology there might be an ACD lower than the normal one where: • If the pot is in normal electrolysis, the pot will remain in stages 1 or 2, • As soon as the AE appears, the change in the MHD conditions will move the pot to stage 3, at a higher ACD than that corresponding to stage 3, under alumina electrolysis. Therefore, if after the onset of the AE the anode is lowered up to this narrow ACD range and maintained in this position, the MHD conditions of the pot will provide the local short-circuits to the anodes and the intense bath circulation that are necessary to quench the AE. As soon as the isolating layer is removed and the alumina concentration increases, the pot will resume normal alumina electrolysis by itself, and the oscillation will cease. On the other hand, as described by [3] and [4], it was seen in the previous tests that only some anodes go on AE due to low alumina concentration, sometimes several seconds before the pot voltage goes over the AE detection voltage threshold (usually 8V). The rest of the anodes go on AE as they became overloaded and their current density exceeds the critical current density at their particular location. This means that in the first seconds after the onset of the AE, the average alumina content in the bath may possibly be sufficient to reestablish the normal electrolysis, if we provide a good distribution of this alumina in the interpolar volume by means of a strong bath circulation. As a result it has to be possible to quench the AE without adding as much alumina as is normally used for manual quenching. Experimental In all cases, the pot voltage, line current, and anode displacement were recorded by the control system. In some cases the anode current distribution was recorded by a multi-channel logger (INTAB AAC-2) with the same sampling frequency. Metal and bath levels and bath temperature were measured before and after the AE, and the anode cover condition was inspected. Several tests were carried out with different reductions in the ACD to find out the optimum range for this pot technology. The optimum range of ACD was found to be between 1.2 and 1.5cm below the working ACD, which is estimated to be 4.5cm for the present conditions. Once the optimum reduction in the ACD was found, 42 tests were performed after setting up the main parameters of the procedure. In most cases at least two feeders where disconnected to simulate the most common cause of AE (failures in the feeders or breakers, feeding holes plugged, empty hoppers, etc). Different conditions were explored, • Two and four feeders disconnected, • Time from the last anode change ranging from 1 to 72hs, • Different initial bath levels, bath temperatures, and metal levels, • Distorted anode current distributions by raising (+3cm) or lowering (-2cm) one anode assembly prior to the AE. • AE that were left to evolve for 120sec before moving the anode (pot voltages up to 45V) to see if the quenching strategy was able to deal with high voltage anode effects. Figure 1 shows the anode assemblies numbering used in the present work. A1 A2 A3 A4 A5 A6 A7 A8 B1 B2 B3 B4 B5 B6 B7 B8 Figure 1: Anode numbering used in the present work. The arrow indicates the line current direction. a) 400% Anode load of nominal [%] 300% 200% 0% 40 0.5 30 0.0 20 -0.5 10 -1.0 0 -60 0 60 120 180 240 300 360 -1.5 420 Time [sec] b) c) 400% 40% Fraction of time [%] Anode load of nominal [%] 500% 300% 200% 100% 0% 30% 20% 10% 0% A1 A2 A3 A4 A5 A6 A7 A8 B1 B2 B3 B4 B5 B6 B7 B8 Anodes A1 A2 A3 A4 A5 A6 A7 A8 B1 B2 B3 B4 B5 B6 B7 B8 Anodes Discharged Short-circuited Figure 2: First example. a) Upper graph: current load for the 16 anode assemblies relative to their value at high alumina concentrations. Lower graph: pot voltage (black triangles) and anode beam displacement (gray line). b) Box and whiskers plot of the current load for the 16 anode assemblies during the quenching period (15-120sec). c) Fraction of the time during the quenching period that each anode assembly remained discharged (<20%) and short-circuited (>300%). Beam Displacement [cm] Pot Voltage [V] 100% a) 400% Anode load of nominal [%] 300% 200% 0% 40 0.5 30 0.0 20 -0.5 10 -1.0 0 -60 0 60 120 180 240 300 360 -1.5 420 Time [sec] b) c) 400% 40% Fraction of time [%] Anode load of nominal [%] 500% 300% 200% 100% 0% 30% 20% 10% 0% A1 A2 A3 A4 A5 A6 A7 A8 B1 B2 B3 B4 B5 B6 B7 B8 A1 A2 A3 A4 A5 A6 A7 A8 B1 B2 B3 B4 B5 B6 B7 B8 Anodes Anodes Discharged Figure 3: Second Example: Idem figure 2 Short-circuited Beam Displacement [cm] Pot Voltage [V] 100% First Example A first example of anode effect quenching strategy is presented in figure 2. In figure 2.a the load of the 16 anodes relative to their respective value at high alumina concentration, as well as the pot voltage, and the anode beam displacement are presented. The time t=0 corresponds to the onset of the AE. It is clear from figure 2.a that during the 60 seconds previous to the onset of the anode effect (defined from the sudden increase of the pot voltage at t=0) some anodes go on AE, their current decreases, and is transferred to other anodes with lower overvoltage. The voltage increases as the isolating layer develops and, after 15 seconds of the onset of the AE the anode was moved downward 1.2cm (this movement took 20 sec). At the same time the pot voltage started to decrease as the metal wave developed and partially short-circuited the anodes while moving around the pot. In this period, between t=40 and t=120sec the pot voltage oscillated between 2.0 and 3.5V (Stage 3). At t≅120sec the pot returned to normal alumina electrolysis and the voltage remained in the 3.5-3.9V range (Stage 2). Small shortcircuits on localized anodes appeared. The pot was maintained in this condition until enough alumina was added, dissolved, and moved to the interpolar region, to ensure that the critical current density is not exceeded while raising the anodes to the normal ACD. In this case the AE duration was only 40sec and, 120sec after the onset of the AE, the pot resumed normal electrolysis. The characteristic values for this anode effect are the following: Initial Bath Temperature Initial Bath Level Maximum Pot Voltage Anode Effect Time Total Time with Pot Voltage > 8 V Anode Effect Energy Anode Effect Overvoltage 959 17 33 40 40 38 0.18 ºC cm V sec sec kWh Vh Figure 2.b presents a box and whiskers plot of the anode load for each anode during the quenching period, in this case between t=15 and t=120sec. It is clear from this figure that almost all the anodes present a certain degree of short-circuit. Figure 2.c shows the fraction of the quenching period in which every anode remained discharged (defined as anode loads lower than 20% of its nominal) and strongly short-circuited (defined as anode loads higher than 300%). It is clear from figure 3.a how the pot goes back and forth from stages1-2 to stage 3 while the pot goes from normal electrolysis to anode effect and back to normal electrolysis again. As the individual anodes come and go from anode effect to electrolysis, sudden changes in the anode current distribution appear that foster an increase in the MHD instability of the metal pad. The AE is definitely quenched only when enough alumina is dissolved to maintain the reaction all around the pot. The characteristic values for this anode effect are presented below: Initial Bath Temperature Initial Bath Level Maximum Pot Voltage Anode Effect Time Total Time with Pot Voltage > 8 V Anode Effect Energy Anode Effect Overvoltage 963 17 38 119 70 71 0.35 ºC cm V sec sec kWh Vh Discussion Figures 3.b and 3.c show that only a reduced number of anodes were strongly short-circuited during the quenching period, but all of them remained discharged and/or short-circuited during at least some seconds. From figures 2.c and 3.c it can be concluded that the present quenching strategy produces an effect in the pot that is similar in nature to the manual quenching by green poling that was described by [5]. That is, some anodes are strongly short-circuited and the isolating layer is mechanically removed from their surface. At the same time, as the line current flows through the short-circuited anodes, the current density in the rest of them decreases considerably, and the electrochemical formation of fluorocarbon compounds on their bottom surface is reduced. The increase in the anode immersion when the ACD is decreased by 1.2 to 1.5cm is in the order of 6 to 8cm for this particular pot technology, as shown in figure 4. This increase in the anode immersion, in combination with the intense bath circulation produced by the metal wave causes the liquid bath to come into contact with the anode cover. As the lower part of the anode cover is composed by alumina and acidic bath [6], this represents an alumina source to the liquid bath that is dissolved all around the pot, and not only in localized positions in the central channel. Second Example This example is shown in figure 3. In this case some anodes go on AE nearly 50sec before the sudden increase in the pot voltage. Another source of alumina could be some sludge dissolution that is removed by the metal wave from the cathode surface. Even as the anode effect is killed by the wave at t=42sec, and the pot started to electrolyze at t=53sec, with the consequent decrease of the instability level, the lack of enough dissolved alumina in the pot produced the reappearance of the AE at t=70sec. This phenomenon appeared again some seconds later. These mechanisms, and the good distribution of the alumina produced by the bath stirring effect produced by the metal wave, could explain the fact that in all the tests where two or even all the alumina feeders were disconnected, the procedure was able to successfully quench the AE. concentration below the anodes, assures that if the AE reappears, the oscillation will kill it immediately, but does not provide a reduction in the anode current density. 10 6 4 2 0 -2.0 -1.5 -1.0 -0.5 -2 0.0 0.5 1.0 1.5 2.0 The comparison of figures 2 and 3 shows that the pot in the second example is more stable at the reduced ACD in both AE and normal electrolysis conditions. When this happens, a second small reduction in the ACD will help to extinguish the AE. The final algorithm to be implemented will include this extra movement if the AE is not quenched within a certain period of time. An example of the final algorithm is shown in figure 6. -4 50 0.5 40 0.0 30 -0.5 20 -1.0 10 -1.5 -6 Pot Voltage [V] -8 -10 Beam movement [cm] Figure 4: Change in the anode immersion as a function of the beam movement. Figure 5 shows the histogram of the difference between the bath levels before and after the AE. As can be seen in this figure, there is not an appreciable change in the bath height during the anode effect. 0 -60 0 60 120 180 240 300 360 420 Beam movement [cm] Change in anode immersion [cm] 8 -2.0 480 Time [sec] Figure 6: Final algorithm including a second downmove of the anode. 50% This anode effect quenching procedure was tested on the Aluminium Pechiney AP18 pots in our line C, to see if this strategy could also be used in side-by-side configurations, and to compare the new procedure with the pumping procedure used by the AP technologies. An example is given in figure 7. 40% 30% 30 0.5 25 0.0 20 -0.5 15 -1.0 10 -1.5 5 -2.0 0% -2 -1 0 1 2 Beam movement [cm] 10% Pseudo-resistance [ µΩ] 20% Bath Level (Final - Initial) [cm] Figure 5: Histogram of the change in bath level during the anode effect. Consequently, the increase in the anode immersion is not enough to produce a significant loss of liquid bath due to bath spillage over the anode cover, or this loss is compensated by some cover material that is dissolved when in contact with the liquid bath. The total anode area calculated using the fanning equations proposed by [7] indicates that there is no significant difference in the effective anode area between the normal and the reduced ACD conditions. The reduction in the ACD compensates the increase in the anode immersion and in both cases an effective anode area of ~25.9m2 is obtained. Therefore, maintaining the reduced ACD for some minutes after the AE is quenched, waiting for an increase in the alumina 0 -60 0 60 120 180 240 300 360 -2.5 420 Time [sec] Figure 7: Anode effect quenching in an AP18 pot. Even though more tests are necessary to optimize the parameters of the algorithm for this pot technology, the procedure also appears to be very successful in side-by-side configurations. Results In the 42 tests made with the final algorithm, in only one case did it fail to quench the AE and green poles were used. This case had the particularity that the test was performed on a pot whose neighbor down-stream pot was stopped and its anode beam had been removed. A possible MHD imbalance could be the explanation for this failure. In two successive tests under the same conditions the procedure was successful. In the following figures some characteristic values of the different AE quenching procedures are compared as cumulative distributions. 100% 75% 50% 25% 0% 0.0 Figure 8 shows the cumulative AE energy distribution. The energy associated with the new procedure is 25% of the manual quenching and 55% of the energy associated with anode pumping in AP18 pots. This results in lower perfluorocarbon (PFC) emissions and less disturbance to the thermal balance of the pots. The lower energy associated with the new procedure implies that there is not enough energy available to heat and dissolve large amounts of alumina. Therefore, it is necessary to reduce the alumina feeding rate during the anode effect treatment and then let the alumina content regulation procedure to adjust the alumina concentration. 0.5 1.0 1.5 2.0 Overvoltage [Vh] New Procedure (avg = 0.24) Pumping AP18 (avg = 0.57) Figure 9: Cumulative AE overvoltage distribution. 100% 75% 100% 50% 75% 25% 50% 0% 0 25% 60 120 180 240 300 360 420 480 540 600 Time [sec] New Procedure (V > 8V) (avg = 60) New Procedure (avg = 114) Manual (avg = 297) 0% 0 50 100 150 200 250 300 350 400 Energy [kWh] New Procedure (avg = 48) Manual (avg = 194) Pumping AP18 (avg = 87) Figure 10: Cumulative AE time distribution. 540 480 The AE overvoltage per AE, shown in figure 9, is 42% of that obtained by anode pumping in AP18 pots, which implies lower perfluorocarbon emissions. 420 The total AE time (figure 10) for this new procedure represents 38% of the resulting value for manual quenching, as the time to respond to the AE is lower. From the total duration of the anode effect with the new procedure (avg=114sec), the time with pot voltage higher than 8V only averages 60sec. Therefore, if we plot the time with V > 8V against the total AE time (figure 11), it is clear that the strategy appears to be very safe in terms of limiting the total PFC emissions per AE and the disturbance to the thermal balance and side ledge. Time with V > 8V [sec] Figure 8: Cumulative AE energy distribution. 360 300 240 180 120 60 0 0 60 120 180 240 300 360 420 480 540 Time [sec] Figure 11: Time with pot voltage higher than 8V vs. total AE time. Conclusions A new anode effect quenching procedure was developed that relies on the MHD characteristics of the pot to kill the anode effect. A narrow ACD range was found where the anode effect becomes inherently unstable and the pot returns to normal electrolysis. If the ACD is reduced to this characteristic range while in anode effect, the pot develops a wave in the metal-bath interface that provides the local short-circuits to the anodes and the intense bath circulation that are necessary to quench the AE, This procedure was successfully tested on both end-to-end and side-by-side pot configurations. The procedure shows very low values of anode effect energy, overvoltage, and duration, and a very high success rate. References [1] J. Thonstad et al., Aluminium Electrolysis – Fundamentals of the Hall-Héroult Process, (Düsseldorf, Germany, AluminiumVerlag, 3rd edition, 2001), 186-215. [2] J. Marks, A. Tabereaux, D. Pape, V. Bakshi, and E. Dolin, “Factor Affecting PFC Emissions From Commercial Aluminium Reduction Cells”, Light Metals, 2001, 295-302 [3] K. Rye, M. Konigsson and I. Solberg, “Current Redistribution Among Individual Anode Carbons in a Hall-Heroult Prebake Cell at Low Alumina Concentrations”, Light Metals, 1998, 241-246 [4] A. Panaitescu, A. Moraru, N. Panait, G. Dobra, N. Munteanu, and M. Cilianu, “Experimental Studies on Anode Effects by the Visualization of the Molten Aluminium Surface Oscillations”, Light Metals, 2001, 343-348. [5] A. Calandra, C. Castellano, C. Ferro, and O. Cobo, “Experimental and Theoretical Analysis of the Anode Effect in Industrial Cells”, Light Metals, 1982, 345-358 [6] O. Cobo, P. Navarro, A. Calandra, “Anode Cover and Bath Level Control”, (Paper presented at the 1st International Congress of the Aluminium Industry, São Paulo-SP, 21st to 23rd of November 2000). [7] W. Haupin, “Interpreting the Components of the Cell Voltage”, Light Metals, 1998, 531-537