Click here for PDF
advertisement

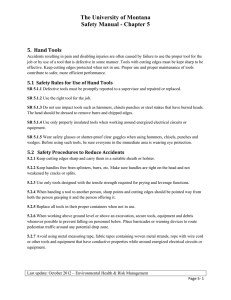
91406 f1 Deburring rev 1.qxp 11/27/2012 9:23 AM Page 57 Deburring & Finishing EDGE FINISHING— PRODUCT ENHANCEMENT OR WASTED COST? Image courtesy LaRoux Gillespie Edge preparation is critical to many parts; in fact, edge prep absolutely adds quality to the product LaRoux K. Gillespie Secretary/Treasurer SME Executive Committee Dearborn, MI E-mail: laroux1@myvine.com Burrs on commercial miniature ground tap. E dge finishing is a relatively new term in manufacturing. It’s a new and deeper focus on what many used to call deburring, edge honing, edge preparation, edge prepping, burring, chamfering, or edge blending. Edge finishing goes beyond any of those definitions. Deburring, which is often considered wasted effort by managers, wrongly carries a negative connotation. In reality, deburring and edge-finishing processes add many benefits to parts—they create highly desirable edge quality—the quality most products need. June 2009 • www.sme.org/manufacturingengineering 57 91406 f1 Deburring rev 1.qxp 11/27/2012 9:23 AM Page 58 Deburring & Finishing Clearly, users do not want burrs, but most really do not want perfectly sharp “burr-free edges.” Most users want smooth edges that assemble cor- 58 rectly and easily—automatically perhaps—and edges that don’t cause premature failure. Many deburring processes provide exactly that—high- www.sme.org/manufacturingengineering • June 2009 quality edge conditions that ensure long life. But few users ask the question: “How can I double my product life by adding quality to part edges?” Consider parts that have absolutely no burrs, but have perfectly square, sharp edges. Such parts are simply not acceptable for assemblies other than, perhaps, welded assemblies. These “burr-free,” perfectly sharp edges cut wires, cause plating buildup, accentuate RF disruptions, cut mating parts, gouge parts stacked upon them or in contact with them, create high stresses, reduce fatigue life, etc. As a result, even if there were no burrs, companies would have to finish edges (improve edge quality) to improve performance. The underlying issue is not burrs, but what edge quality companies want, and what tradeoffs they are willing to make to achieve both necessary performance and low part cost. “Edge finishing” and “deburring” in their fullest context are two different views of the same need—delivering edges that customers need or want. What is edge quality? There are few definitions of edge quality as a generic field. “Edge quality” is a general term expressing the needed conditions for edges (i.e. the intersection of two surfaces) of parts. It’s different from surface properties and bulk characteristics. The elements that constitute edge quality, however, have some of the same characteristics as the rest of the part—specifically geometry or topology and surface integrity. Surface integrity actually includes a number of subsurface issues, as can be seen from the list in the sidebar titled Attributes of Edge Quality. The full list of issues is more extensive than that in the sidebar, and depends upon the material being machined. My book Mass Finishing Handbook, available from SME, lists 42 different flaws that users want to avoid, and all but three are found on edges as well as other part surfaces. 91406 f1 Deburring rev 1.qxp 11/27/2012 Koya Takazawa was one of the first individuals to discuss the term as a result of his early work on Toyota air-conditioning compressors. Exact control of the edge configuration of critical parts provides a significant increase in compressor efficiency (5–15%) and performance of other products. Surface integrity issues affect the static and dynamic life and strength of parts. Conventional metalcutting and grinding all leave residual stresses below the surface. Tensile stresses typically cause early part failure, while compressive stresses provide restraining stresses that fight tensile loading. In other words, for most applications compressive stresses below the surface increase part life, and may somewhat improve part strength. Readers can see the effect of these residual stresses induced by machining by gently polishing samples of parts, and looking at the strain lines near a part edge. In almost every case, the metal grains are stretched out into bent lines. That distortion of the metal results in residual stresses. It is most easily seen by machining brass with a rounded or worn cutting edge. The depth of the disturbed layer can be approximated by the formula y~1/3(F/K), where y is the depth of the layer that has residual stresses, F is the magnitude of the resultant cutting force per unit width, and K is the static material yield shear stress. The cutting tool industry is one of the most advanced researchers of edge finishing, and tens of millions of dollars are spent each year to finish the edges of cutters. While toolmakers have honed the edges of cutters in some manner for thousands of years, edge “honing” became a standard in the 1970s with brush honing and polishing. Edge configurations went from sharp (as-ground), honed (radiused), chamfered, and chamfered and honed, to those with a variety of lands adjacent to the edge. Correct finishing of 9:23 AM Page 59 cutting-tool edges reduces edge chipping and flank wear, resulting in longer tool life. The correct cutting edge also reduces plowing in the work- piece (which results in smaller forces), improves surface finishes, and reduces residual stresses in the machined product. Correct edge preparation depends June 2009 • www.sme.org/manufacturingengineering 59 91406 f1 Deburring rev 1.qxp 11/27/2012 9:23 AM Page 60 Deburring & Finishing on the cutter material properties, workpiece properties, machining parameters, and the many variations in coatings. Each of the 109 different deburring and edge-finishing processes now in use by industry produces a unique set of edge conditions. Brushing with abrasive-filled fibers, for example, is widely used to remove damaging, but minute, sharp-edge variations on cutting-tool inserts. In short, the sharp, ground insert edges must be radiused slightly. Most, if not all, cutting-tool inserts undergo automated brushing to provide uniform radii at low cost. In this industry, brushing is noted for providing the needed edge radii—it is a process that adds quality to the part—and more uniformity in the edge translates into much longer and more uniform tool life. Cutting-tool makers are also finding that high-energy mass-finishing processes translate into beneficial higher subsurface compressive stresses that result in longer tool life. When end mills were submitted to drag finishing their life doubled, according to Walther Trowal (Haan, Germany). The longer life is the direct result of removing sharp edges, as well as uniform radius generation and 60 www.sme.org/manufacturingengineering • June 2009 smoothing of the flutes to allow easier chip flow. In this application, edge radii produced were controllable from 15 to 60 µm ±0.5 µm. The 3.5-min of run time resulted in more than double the tool life. The underlying issue is what edge quality companies want. Today other companies are investigating the centrifugal barrel and turbo-abrasive processes, and even high-frequency vibratory finishing for improving fluted-tool life. Some of the benefits of these processes are believed to be the result of not only surface improvements, but subsurface issues arising from better compressive residual stresses. Endmills, drills, spade drills, broaches, hobs, and even circular saw blades are reportedly being finished by some loose-abrasive or mass-finishing process. Slurries of fine abrasives are also used, as are abrasives impregnated in rubber wheels, hand stoning, and both dry and wet blasting. 91406 f1 Deburring rev 1.qxp 11/27/2012 What is true for the carbide insert industry is not necessarily true for other cutting tools. Perfectly sharp edges are not desired for most carbide insert tools, as noted above, but sharp edges on single-crystal diamond (SCD) tools are highly desirable. They can impart mirror surface finishes on aluminum. Why a difference between tool materials? Carbides are made of many small particles pressed and bound together, while single-crystal tools are made—as the name implies—from a single crystal that shears or grinds with far fewer edge nicks. Polycrystalline diamond (PCD) tools are often inspected at 50× magnification. Dave Novak of ST&F Precision Technologies & Tools (Arden, NC) notes: “The best finish a ground PCD can produce is 15–50 µm Ra when the 50× magnification is the acceptance criteria, but tools inspected as free of nicks at 150× magnification can produce 10–14 Ra surfaces. In contrast, SCD tools produce finishes of 4 µm because 9:23 AM Page 61 they are free of minute gaps and nicks on the edge. Razor-sharp edges on SCD tools are used for manufacturing special metal mirrors and optical lenses.” Some single-crystal tools show no discernable edge roundness when viewed at 15,000× magnification. Electropolishing with weak acids enhances the surface finish of many surgical instruments. Hypodermic needles, for example, are electropolished by the millions to smooth surfaces, and to remove any burrs or small slivers without generating large radii. Large radii create more pain when the needle enters your arm. Other medical applications include the use of electrochemical edge finishing with NaCl and NaNO3. Recent work shows that this process can be effective on titanium medical clips and surgical-steel knives, as well as other titanium and stainless products. Unlike typical electrochemical deburring (ECD), recent processes utilize ECD with advanced programmable con- Attributes of Edge Quality • • • • • • • • • • • • • • • • • • • • • • • • Acceptable edge geometry Lack of burrs Correct radius, chamfer, sharpness, or other shape Uniformity along entire edge(s) Lack of edge chip-out, fracture, or damage of any kind Acceptable edge-surface finish Acceptable surface texture Freedom from foreign surface smeared material Freedom from foreign imbedded material Acceptable subsurface integrity Freedom from cracks Presence of appropriate residual stresses (usually compressive) Freedom from molten metal or plastic Freedom from heat affected zones Freedom from “white metal” Freedom from smeared metal Correct morphology Correct structure Correct grain orientation Freedom from crystallizing effects Freedom from chemical changes Freedom from chemical or physical absorption Freedom from oxidation, hydration, or stains Uniformity of all attributes across the entire edge (unless otherwise defined) June 2009 • www.sme.org/manufacturingengineering 61 91406 f1 Deburring rev 1.qxp 11/27/2012 9:23 AM Page 62 Deburring & Finishing trollers to provide tailored waveforms (an asymmetric, interrupted voltage waveform). The electrochemically based processes all have one unique characteristic that is useful for many applications—they do not introduce any residual stresses. They often remove harmful tensile stresses while eliminating sharp projections. This process reportedly finishes knife edges in 2 sec. Edge quality is an issue not just for external edges, but for many internal holes. Magnetic abrasive finishing provides even finer surface finishes, while removing EDM recast from parts without damaging any surfaces. Magnetic abrasive finishing can produce finishes of 0.4 µm Ra, while the mass finishing processes cited above provide 4–8 µm finishes (Ra). The magnetic approach also allows removal of as little as 0.000001" (0.000025 mm) from surfaces, if necessary. 62 www.sme.org/manufacturingengineering • June 2009 Edge quality is an issue not just for external edges, but for many internal holes as well. Fuel-injection ports depend upon nozzle configuration, as do many orifices. Orifices affect the pressures and velocities downstream, as well as spray patterns. Each of these orifices has well-defined edge conditions. Edge radii or shape, hardness, resistance to erosion, and roughness are all issues for heavily used injection ports or orifices. Diesel injection nozzles, for example, use 100–200 µm diam holes having 0.1–0.4 µm Ra surfaces. The entrances also require such precision finishes. The wrong edge configuration on these parts can influence not only fuel efficiency, but emissions into the air. Edges affect the pressure drop through holes as well as the actual size of the fluid stream coming out of the hole. My Countersinking Handbook (available from SME) describes 27 benefits of careful edge control on holes. Fatigue life specimens are commonly edge-smoothed to remove the life-reducing impact of edge effects. Sharp edges on the test sample can provide misleading endurance information on new projects. ASTM, for example, recommends using a 0.006" (0.152-mm) radii for these specimens. Sheetmetal edges are sometimes dimpled or coined to induce compressive stresses. Coining edges of aircraft materials reportedly has increased fatigue life by a factor of four. A variety of edge configurations can be produced by these two methods, but the benefit lies in increasing the life of the product, rather than in traditional edge shapes. Data by R.E. Cohen, D.K. Matlock, and G. Krauss of the Colorado School of Mines (Golden, CO) have shown that rounded edges produce a more uniform case-hardening depth after carburizing than square corners. Rounding the edges allows uniform carbon diffusion that reduces scatter in fatigue data. Their 1992 work provides several insights into the metallurgical differences between square and round edge samples. Square-corner samples retained almost 50% more austenite at edges than did the rounded samples. Hardness at the edge of square edges was lower than for rounded edges, and the endurance limit was 13% lower than for rounded samples. 91406 f1 Deburring rev 1.qxp 11/27/2012 Edge finishing requires high precision for many parts, but a large portion of the processes used to finish edges do not need high-precision tooling to accomplish that. Brushing and mass finishing are conformal processes; they conform to the slight variations in part location or tolerances. They do not need precision control strategies to provide precision results. Some remove tarnish, smooth surfaces as well as edges, and provide other part benefits. In short, edge finishing does more than just remove burrs—it makes the product function correctly, and last for its intended lifetime. Some processes provide the edge needed during a soft or green state, while others will do it for only very hard edges. Many parts have more mundane requirements than expressed above. They simply have to assemble easily into complex mechanisms, and a radius or chamfer facilitates assembly. Thus, edge preparation for these parts (as opposed to just deburring) adds quality to later operations. Appropriate edges reduce RF emissions and cross talk, prevent plating buildup, and reduce the 9:23 AM Page 63 chance for corrosion (because sharp edges act like antenna for electrical currents that hasten corrosion). Smoothed edges significantly increase the forma- bility of sheetmetal parts, and dimpled countersink edges in thin aluminum sheet can increase fatigue strength by as much as 58%.■ WANT MORE INFORMATION? LaRoux Gillespie has authored many books including: Mass Finishing Handbook, which provides how-to details of all mass finishing/loose-abrasive finishing processes, Deburring and Edge Finishing Handbook, which provides an in-depth guide to deburring technologies, and Countersinking Handbook, which provides total coverage of issues related to countersinking and chamfering holes. For more information or to place an order, contact SME Customer Service at 800-733-4763, 8 am–5 pm Eastern Time, Monday–Friday, or go to www.sme.org/store and follow the prompts. June 2009 • www.sme.org/manufacturingengineering 63