PERFORMANCE | RELIABILIT Y | EFFICIENCY | ASSE T MANAGEMENT
Story
An Inside
You must keep
your hydraulic
system clean of
varnish or pay
the consequences
By Rob Profilet
T
he competitive nature of the hydraulics market
has created a trend of increasing power outputs
along with smaller fluid reservoirs. Th is produces
consequences for manufacturing plants. The operating
temperatures of hydraulic fluids in these systems are significantly higher, leading to greater risk of oxidation and thermal
degradation of the additives in the fluid. The result of that
degradation is varnish, and it can cause unplanned downtime, higher maintenance costs and reduced profitability.
Over time, varnish buildup increases the friction inside
the valves, especially those with fine tolerances such as
servo and proportional types, where this phenomenon can
Challenges for hydraulic oils
Original equipment manufacturers report that the most frequent
problems with high-performance hydraulic systems are:
• Systems are getting smaller while the flow rates in the
reservoir have increased.
• The reservoir size and shape are not optimum for fluid life.
• Oil flow rates are high compared to oil volumes.
• Hydraulic systems are designed to have higher power densities.
• Oil temperatures are higher.
• Oil pressures have increased in general.
The consequences of those challenges include:
• Foaming and cavitation because oil spends insufficient time
in the reservoir to release air and allow foam to collapse.
• Shorter fluid life because of increased oxidation.
• Poor hydraulic valve response because of sludge and varnish
buildup.
• Greater need to replace blocked filters.
• Increased valve and pump wear.
be especially troublesome. The effect of hydraulic-system
valves sticking and operating erratically leads to impaired
responsiveness and reduced oil flow, which reduces efficiency and increases maintenance costs.
The lowdown on varnish
Oxidation, thermal decomposition and the natural process
of additive consumption is what causes fluid to degrade as it
ages. Additives – the performance-enhancing chemicals –
are consumed during the fluid lifespan. The concentration
of degradation byproducts increases as oil ages, eventually
forming varnish.
Because varnish is a polar material, it’s attracted to metal
surfaces such as servo valves. Varnish starts as a sticky, soft
residue. The sticky nature of this material allows it to attract
wear debris, resulting in formation of a sandpaper-like
surface. Eventually, the soft, sticky material changes to a
hard lacquer that can be difficult to remove (Figure 1).
Be assured that varnish harms equipment. Oxidized
oil generally doesn’t lubricate very well. The result can be
reduced oil flow, plugged fi lters, plugged valves, greater friction, poor heat transfer and elevated operating temperature.
Because varnish acts as an insulator, it compromises the
system’s cooling capacity.
For example, in high-performance vane pumps, varnish
adhering to the vanes can cause a vane to jam in the rotor
slot. The consequences are increased noise, decreased
volumetric and mechanical efficiency, increased energy
consumption, side plate scuffi ng, rotary seal damage and
possible bearing damage.
Reliability
Lubrication
It’s on everything
Vanishing varnish
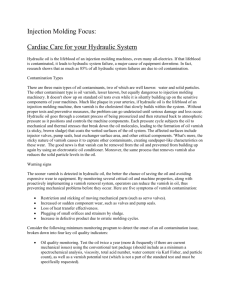
Figure 1. If varnish is present in the sump, you can count on it
being present in servo valves and other places in the system.
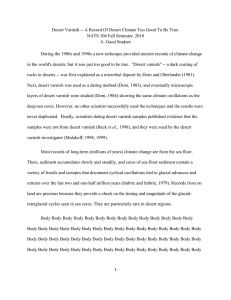
Figure 2. Using fluid that contains varnish-reducing additives
results in a clean sump.
Avoiding varnish
Electrostatic filtration systems can remove contaminants,
but they can’t address the causes of varnish formation. They
also tend to be expensive, and can be susceptible to water
contamination.
So, some end users routinely change or clean servo valves
in hydraulic equipment to keep their systems running. One
new valve can cost $3,000, and the cost to clean and refurbish a valve can be about $2,000. Don’t forget to add the
labor and lost production costs.
fluids containing varnish-reducing additive technology
showed no evidence of varnish formation after 1,000 hours
of operation.
Fluids containing the newer additives are particularly
suited to applications in which high temperatures compromise oil life. This includes mobile equipment, plastic
injection-molding machines, glass transfer systems, heavy
presses and the like. These fluids also are suitable for plants
that need to extend oil and equipment life, including valves,
filters and pumps.
Because varnish is a polar material, it’s attracted
to metal surfaces such as servo valves.
Neither approach is particularly economical. The
ideal solution is to use hydraulic fluids that don’t deposit
varnish on metallic surfaces. The additive packages in
such fluids react with varnish precursors, thus minimizing the formation of tenacious, hard films on system
hardware (Figure 2).
Laboratory testing confirms the keep-clean feature of
fluids using this technology. In industry-accepted pump
tests, most additive technologies exhibit varnish formation
within 500 hours of operation. In the same pump tests,
Hydraulic fluids are being subjected to increasingly tough
operating conditions. Demands that raise production while
reducing oil volume emphasize the need for high-quality
hydraulic fluids. A varnish-reducing additive chemistry is
the perfect partner for hydraulic fluids used in those harsher
operating conditions.
Rob Profilet is commerical manager for Industrial Hydraulic and Gear
Oil Additives for The Lubrizol Corp., Wickliffe, Ohio. Contact him at
robert.profilet@lubrizol.com and (440) 943-4200.
Reprinted with permission from Plant Services, August 2008. On the Web at www.plantservices.com.
© PUTMAN. All Rights Reserved. FosteReprints: 866-879-9144, www.marketingreprints.com.