Environmental Qualification Testing and Failure Analysis of
advertisement

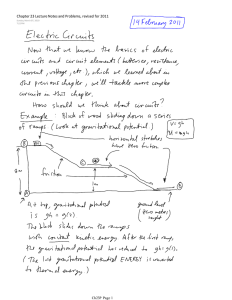
IEEE TRANSACTIONS ON ADVANCED PACKAGING, VOL. 28, NO. 3, AUGUST 2005 503 Environmental Qualification Testing and Failure Analysis of Embedded Resistors Lawrence John Salzano, II, Chris Wilkinson, and Peter A. Sandborn, Senior Member, IEEE Abstract—Embedding passive components (capacitors, resistors, and inductors) within printed wiring boards (PWBs) is one of a series of technology advances enabling performance increases, size and weight reductions, and potentially economic advantages in electronic systems. This paper explores the reliability testing and subsequent failure analysis for laser-trimmed Gould subtractive nickel chromium and MacDermid additive nickel phosphorous embedded resistor technologies within a PWB. Laser-trimmed resistors that have been “reworked” using an inkjet printing process to add material to their surface to reduce resistance have also been considered. Environmental qualification testing performed included: thermal characterization, stabilization bake, temperature cycling, thermal shock and temperature/humidity aging. In addition, a pre/post-lamination analysis was performed to determine the effects of the board manufacturing process on the embedded resistors. A failure analysis consisting of optical inspection, scanning acoustic microscope (SAM) and environmental scanning electron microscope (ESEM) imaging, and PWB cross-sectioning was employed to determine failure mechanisms. All the embedded resistors were trimmed and the test samples included resistors fabricated both parallel and perpendicular to the weave of the board dielectric material. Material stability assessment and a comparison with discrete resistor technologies was performed. Index Terms—Embedded passives, environmental testing, integral passives, laser trimming, reliability, resistors. I. INTRODUCTION D ISCRETE passive components are continuing to increase in use in electronic systems even though manufacturers are increasing the degree of system integration. In 2001, passive devices accounted for 91% of components, 41% of board area, and 92% of all solder joints in an electronic system, but only 2.6% were integrated in some fashion [1]. Driven by performance, size, and economic concerns, embedded passives were introduced to the market in the early 1980s. Embedded passives, also known as integral passives, are passive components buried in interconnecting substrate materials. The potential advantages offered as a result of embedding passives include: increased circuit density, improved electrical properties, cost reduction, increased product quality, and improved reliability. Embedded resistors are manufactured from both thin- and thick-film technologies by depositing and pattering layers of Manuscript received June 28, 2004; revised December 9, 2004. This work was supported in by the Computer-Aided Life Cycle Engineering (CALCE) Electronic Products and Systems Center and, specifically, the members of the CALCE Consortium. The authors are with the CALCE Electronic Products and Systems Center, Department of Mechanical Engineering, University of Maryland, College Park, MD 20742 USA. Digital Object Identifier 10.1109/TADVP.2005.848387 Fig. 1. TV-1R embedded resistor test vehicle [13]. resistive material in conjunction with interconnect lines within a substrate. The primary driver for replacing surface-mount resistors with embedded resistors is to enable faster bus speeds. As bus speeds increase, the electrical termination requirements increase, and thus the number of resistors required increases. In order to reduce transmission times and improve performance, embedded resistors can be buried in the substrate to minimize the parasitics (inductance and capacitance) generated by interconnects. In addition, embedded resistors free valuable board surface area and potentially improve reliability through the elimination of solder joints and plated through-holes characteristic of surface mount and through-hole technologies. One significant factor governing the applicability of embedded resistors is their tolerance level. The tolerance to which a resistor can be fabricated determines the applications for which it can be used. Tolerances of 10 or larger are readily achievable with today’s embedded resistor technologies, however, achieving 1 is a challenge [2]. While surface-mount resistors can be presorted by value, or even replaced during assembly when their value is not within the required range, embedded resistors provide no such opportunity and must be within design tolerance value before the board fabrication process is completed. One possible impediment to the widespread use of embedded resistors is the ability (and expense) of tuning or trimming the resistors to the appropriate value range (as defined by the design tolerances) prior to the lamination of the layer pair containing them into the board [3]. Laser trimming of film resistors has been performed for many years with application to resistors on silicon and trimming of surface mount discrete resistors prior to packaging, e.g., [4]. 1521-3323/$20.00 © 2005 IEEE 504 IEEE TRANSACTIONS ON ADVANCED PACKAGING, VOL. 28, NO. 3, AUGUST 2005 Fig. 2. Reliability test plan. The numbers located in the arrow paths indicate the quantity of each type of board subjected to the proceeding test. However, only recently, highly automated laser trimming technologies have been developed and demonstrated for trimming of embedded resistors during the board fabrication process [2]. Resistors are normally trimmed by micromachining a trough in the resistive element. The length and path of the trough determine the resistance change obtained. As the laser cuts the trough, the resistor value is measured and used as feedback to control the trimming process. Several differently shaped paths can be used depending on the specific trimming requirements. High-precision laser trimming of buried resistors can tailor resistance values to within less than 1% tolerance of target values [2]. Laser trimming is limited to only increasing the resistance value of embedded resistors—the value of a resistor cannot be decreased by removing material. If laser trimming is a manufacturing option, embedded resistors are usually designed so that the distribution of resistance values resulting from their manufacturing process is centered on a value that is lower than that required by the application—trimming is then used to increase the resistance to the desired value. Nonetheless, some fraction of manufactured resistors will have higher than required resistance values due to the distribution of the original manufacturing process, material voids encountered during trimming, or trimming errors. Prior to completion of the board fabrication process, it is also possible to perform a material-ad- dition “rework” process on embedded resistors that have too high a value. One method of reworking embedded resistors is to print conductive ink on the surface of an embedded resistor, thus, adding a parallel resistor that effectively “trims down” the resistor value [5]. A. Embedded Resistor Reliability Since embedded passives cannot be replaced after the board or substrate is completed, long-term reliability and yield are major concerns for manufacturers. One of the key reliability issues for embedded resistors is how well the resistive materials are able to adhere to the surface of the substrate onto which they are deposited [6]. Furthermore, delaminations between the resistor and copper leads are possible in addition to chemical interactions between resistor and copper electrode materials [7]. These failure mechanisms are a result of manufacturing processes and application-specific environmental and mechanical loads that subject the embedded resistors to temperature variations and substrate deformations. Testing embedded passive components for these particular failure mechanisms can be achieved through temperature shock, temperature cycling and various bending and torsion loading tests [6]. Zhou et al. [8] conducted thermal cycling and electrostatic discharge (ESD) tests on laser-trimmed, embedded ceramic paste resistors measuring 100, 1000, and SALZANO et al.: ENVIRONMENTAL QUALIFICATION TESTING AND FAILURE ANALYSIS OF EMBEDDED RESISTORS 505 Fig. 3. Pre/post lamination analysis. These results are for all 40 fabricated boards. 10 000 and ceramic capacitors of large and small sizes buried in FR4 boards. No induced failures were observed in any of the tested materials. Gould Electronics, Inc. reviewed in-house reliability assessments of two different types of subtractive thin-film nickel–chromium alloy resistors subject to humidity, thermal cycling, conventional reflow, and soldering heat tests [9]. The effect of power dissipation on embedded thin-film nickel–chromium resistors has been touched upon; however, no environmental qualification was performed [10]. Felten et al. [11] conducted thermal cycling and ESD testing on ceramic embedded resistors and capacitors; however, their research was limited in the same manner as Zhou et al. Fairchild et al. [12] conducted reliability tests on flexible thin-film embedded resistors and electrical characterization of thin-film embedded capacitors and inductors; however, laser-trimmed (and material-addition reworked) embedded resistors were not included within the study. Generally, all the previous reliability assessment work on embedded resistors has only treated subtractive technologies and not considered reworking. The previous studies do not consider thermal characteristics, long-term stability, thermal shocking, and humidity exposure, and since no failures were observed, subsequent failure analysis was not performed. This paper presents more extensive environmental qualification testing results for both additive and subtractive embedded resistor technologies than previously reported and includes detailed failure analysis. For embedded passives to insert themselves into the mainstream market, performance characteristics and material stability must be comparable to, or out perform existing discrete passive technologies. Therefore, long-term operation and storage reliability needs to be assessed for tight-tolerance embedded resistors. Section II of this paper summarizes the test vehicle and test plan. Section III summarizes the results 506 IEEE TRANSACTIONS ON ADVANCED PACKAGING, VOL. 28, NO. 3, AUGUST 2005 TABLE I TCR COMPARISON BETWEEN GOULD AND MACDERMID EMBEDDED RESISTORS IN ppm= C ( 25 C TO 125 C RAMPED OVER A 4-h TIME PERIOD) 0 obtained from the testing, and Section IV provides the results of the associated failure analysis. II. ENVIRONMENTAL TESTING A. Test Vehicle The TV-1R test vehicle is a multilayer printed wiring board (PWB), approximately 5-in square, manufactured from etched FR-406 copper panels originally designed by Delphi Automotive Systems for the NIST Advanced Embedded Passives Technology Consortium [13]. The FR-406 material is an epoxy–glass specifically selected for its characteristic high glass transition temperature (T 170 C) enabling the TV-1R board to withstand severe environmental regimens. Layer 2 of the PWB contains an array of 20 cells containing approximately 600 embedded resistors of the two distinct material/fabrication approaches described in the next paragraph. The 20 cells are equally divided into ten horizontal and ten vertical orientations. Fig. 1 shows the TV-1R test vehicle with one of the resistor cells magnified. The TV-1R test vehicle is constructed with only square aspect ratio resistors; however, an assortment of different size resistor squares and I/O track widths exist throughout the board. Resistor sizes range from 10 to 50 mils, and the I/O track widths vary from 5 to 20 mils. Cell arrangements contain two distinctive internal patterns; either a daisy-chained configuration consisting of four strings of nine resistors (36 resistors total) or isolated resistors. A 100 contact edge connector is located at the top of the PWB through which the resistance of daisy-chained and/or isolated resistor configurations can be measured. Fabrication of the inner layer pairs and final board lamination was completed by Merix Interconnect Solutions. TV-1R test vehicles were fabricated using two types of embedded resistor materials/approaches, provided by Gould Electronics and MacDermid Inc. The MacDermid M-Pass nickel–phosphorous (NiP) material is plated directly onto the inner layer pairs of the FR-406 PWB using an additive process, [14]. Meanwhile, Gould (TCR Thin Film Embedded Resistor Foil) uses a dedicated layer pair in conjunction with a subtractive technique starting with a copper foil coated with resistive nickel–chromium (NiCr) material that requires a multistage photoresist and etching process to fabricate the required pattern [9]. Electro Scientific Industries (ESI) conducted the embedded resistor trimming process for the TV-1R test vehicle. MicroFab Technologies, Inc. performed the embedded resistor materialaddition rework for the TV-1R test vehicle by inkjet printing a proprietary conductive polyimide-based ink onto the surface of embedded resistors to lower individual resistor resistance values. B. Manufacturing Process and Test Plan Forty printed wiring boards of each type of embedded resistor technology/material (MacDermid and Gould) were fabricated and 27 of each type (54 boards total) were subjected to environmental testing. All of the reliability tests were conducted according to the process flow in Fig. 2. Testing commenced with initial metrology to determine baseline resistance values. Then, two boards of each type were used to establish upper and lower bound temperatures of both the TV-1R PWB test samples and the environmental testing chambers. Then, subsets of samples (five boards of each type, ten boards total) were subjected to linearly increasing temperature, stabilization bake, thermal shock, temperature cycling, and temperature/humidity accelerated aging profiles. During predetermined, periodic time intervals, the TV-1R boards were measured to extract resistance values. Finally, after running each of the qualification tests, data and failure analysis was performed on the test samples to determine material stability, operating performance, reliability attributes, and failure mechanisms characteristic to Gould’s subtractive NiCr and MacDermid’s additive NiP laser trimmed, and material-addition reworked and nonreworked embedded SALZANO et al.: ENVIRONMENTAL QUALIFICATION TESTING AND FAILURE ANALYSIS OF EMBEDDED RESISTORS 507 Fig. 4. Gould embedded resistor stabilization bake analysis after 2100 h at 105 C. resistors in daisy-chained or isolated configurations, oriented horizontally or vertically to the board weave of various size resistive elements and I/O tracks. No preconditioning of the boards was performed prior to testing in order to avoid compounding the results with additional unknown variables. It would, however, be beneficial to conduct a series of experiments with preconditioned test vehicles subjected to a reflow profile to simulate a full electronic system manufacturing process before environmental qualification commenced. It should also be noted that the qualification testing reported in this paper (as with the previous work referenced in Section I) is for unbiased resistors, i.e., all testing was performed with no current passing through the resistors—biased qualification testing could yield differing results. III. TEST RESULTS Each test was conducted as described by the reliability test plan presented in Section II. Before environmental testing commenced, every TV-1R PWB was tested for initial baseline resistance values. Then, each board was subjected to a particular environmental qualification test and periodically retested as prescribed in the appropriate test procedure. Finally, the acquired data was grouped and sorted according to individual embedded resistor characteristics (technology, material-addition reworked, connection, and orientation) in order to generate time-dependent and statistical representations presenting aggregate resistance fluctuation within the sample population. In order to present the acquired embedded resistor results in a compact fashion, histograms were generated for each of the 508 Fig. 5. IEEE TRANSACTIONS ON ADVANCED PACKAGING, VOL. 28, NO. 3, AUGUST 2005 MacDermid embedded resistor stabilization bake analysis after 2100 h at 105 C. qualification tests. For all of the tests except the thermal characterization regimen, a percent change in resistance for each test location was calculated. A percentage increase indicates an increase in resistance while a decrease reflects a decrease in resistance. Vertical lines are provided on each histogram representing zero change in resistance. The total number of data points used to create a histogram appears in the corner of each distribution and represents the total quantity of measured embedded resistors, which is a combination of isolated and daisy-chained measurements. Justification for combining isolated and daisy-chained measurements into single data counts was the result of analyzing each environmental qualification test’s data sorted into isolated and daisy-chained configurations. No quantifiable shift occurred in any portion of the distributions as a result of segregating the data; therefore, combined isolated and daisy-chained resistor results are represented in the histograms. Since trend data demonstrates dynamic behavior over time, time-dependent plots showing dynamic resistance change are included for each of the qualification tests in addition to the histograms presenting static final resistance change. A. Pre/Post Lamination Analysis In order to determine the effect on the embedded resistors due to the PWB lamination process, each individual resistor on the resistive layer was measured before the layer pairs were laminated together. The resistors were then measured again after lamination. Fig. 3 presents the aggregated resistance percent change distribution for both Gould and MacDermid resistor technologies. The results are ranged over 50 for Gould and 10 for MacDermid in order to show the histograms clearly. 195 values or 1.23% (Gould) and 325 values or 1.27% (MacDermid) of percent change values are outside these ranges. SALZANO et al.: ENVIRONMENTAL QUALIFICATION TESTING AND FAILURE ANALYSIS OF EMBEDDED RESISTORS Fig. 6. Gould embedded resistor temperature cycling analysis after 500 cycles between Gould’s subtractive embedded resistors exhibited a positive shift in mean resistance (3.85%), while MacDermid’s additive resistors showed a negative mean shift ( 2.68 ). Gould’s man7.46 , ufacturing process has a larger standard deviation, compared to MacDermid’s, 1.94 . B. Thermal Characteristics To determine the effective temperature coefficient of resistance (TCR) for both embedded resistor technologies, five samples of each type were subjected to a linearly increasing temperature profile ranging from 25 C to 125 C ramped over a 4-h period. The value of the TCR (ppm C) was deter- 065 509 C and 125 C. mined using the method in [15] using a reference temperature of 25 C. Table I provides a comparison between the mean, standard deviation, and median values for both manufacturers’ embedded resistor technologies for the two orientations and reworked/nonreworked. Gould embedded resistors exhibited an aggregate mean TCR of 190.81 ppm C, while MacDermid embedded resistors revealed a more even distribution between negative and positive TCR with an aggregate mean of 6.28 ppm C. The Gould TCR is more than an order of magnitude greater than MacDermid’s. The standard deviation of TCR for MacDermid is greater than that of Gould (26.23 and 7.76 ppm C, respectively). 510 Fig. 7. IEEE TRANSACTIONS ON ADVANCED PACKAGING, VOL. 28, NO. 3, AUGUST 2005 MacDermid embedded resistor temperature cycling analysis after 500 cycles between We also noted that the TCR profile of the Gould resistors was essentially positive linear, while the overall trend line of the MacDermid characteristic was marginally negative. C. Stabilization Bake Analysis To determine the sensitivity of the TV-1R test vehicle to storage at elevated temperatures without electrical stress applied, a stabilization bake at 105 C for 2100 h was performed. Table II provides a comparison between the most frequently occurring peak interval of the distribution and standard deviation for both manufacturers’ materials/approaches. Gould 065 C and 125 C. embedded resistors exhibited a symmetric distribution of resistance change, while MacDermid resistors are weighted toward increases in resistance (positively). Figs. 4 and 5 provide percent change versus time for a median case resistor as well as aggregate percent change after 2100 h for all embedded resistor measurements.1 Gould’s resistors stabilized more quickly than MacDermid’s at 750 h to MacDermid’s 1500 h. MacDermid embedded resistors have one less annealing procedure during the manufacturing process than Gould embedded resistors, this may be the reason why they take longer to stabilize. 1The bar labels on the histograms in Figs. 4–11 represent the value of the end of the interval associated with the bar. SALZANO et al.: ENVIRONMENTAL QUALIFICATION TESTING AND FAILURE ANALYSIS OF EMBEDDED RESISTORS Fig. 8. Gould embedded resistor thermal shock analysis after 500 cycles between D. Temperature Cycling Analysis To determine the sensitivity of the TV-1R test vehicle to extremes of high and low temperatures and the effect of alternate exposures to those extremes, temperature cycling between 65 C and 125 C for 500 cycles was performed. Table III provides a comparison between the mean, median, and standard deviation of the distribution for both manufacturers’ embedded resistor materials/approaches. Figs. 6 and 7 provide percent change versus cycles for a median case resistor as well as aggregate percent change after 500 cycles for all embedded resistor measurements. Gould embedded resistors exhibited a symmetric distribution between negative and positive response 040 511 C and 120 C. to the temperature cycling profile while MacDermid resistors were weighted toward increases in resistance (positively). Both manufacturers’ technologies responded with an approximate, most frequently occurring 1% change after 500 cycles. In addition, Gould’s embedded resistors stabilized immediately after 20 cycles, meanwhile MacDermid’s took almost 450 cycles. E. Thermal Shock Analysis To determine the sensitivity of the TV-1R test vehicle to sudden exposure to extreme changes in temperature and 512 Fig. 9. IEEE TRANSACTIONS ON ADVANCED PACKAGING, VOL. 28, NO. 3, AUGUST 2005 MacDermid embedded resistor thermal shock analysis after 500 cycles between the effect of alternate exposure to those extremes, thermal shocking between 40 C and 120 C for 500 cycles was performed. Table IV provides a comparison between the mean, median, and and standard deviation of the distribution for both manufacturers’ embedded resistor materials/approaches. Gould embedded resistors exhibited a negatively weighted distribution with a positive peak interval, while MacDermid resistors were weighted positively except for a few measurements falling into the negative region. Neither technology stabilized after 500 cycles. Figs. 8 and 9 provide percent change versus cycles for a median case resistor as well as aggregate percent change after 500 cycles for all embedded resistor measurements. 040 C and 120 C. F. Temperature/Humidity Analysis To determine the sensitivity of the TV-1R test vehicle to humid environments, temperature/humidity accelerated aging was performed at 130 C with 85% relative humidity under 2.325 atm. Table V provides a comparison between the mean, median, and standard deviation of the distribution for both manufacturers’ embedded resistor materials/approaches. Figs. 10 and 11 provide percent change versus time for a median case resistor as well as aggregate percent change after 1244 h for all embedded resistor measurements. Both Gould and MacDermid embedded resistors exhibited positively weighted distributions with a few measurements falling into the negative region. SALZANO et al.: ENVIRONMENTAL QUALIFICATION TESTING AND FAILURE ANALYSIS OF EMBEDDED RESISTORS Fig. 10. 513 Gould embedded resistor temperature/humidity analysis after 1244 h at 130 C with 85% relative humidity under 2.325 atm. Gould’s resistor technology stabilized after 800 h, meanwhile MacDermid’s resistors continued to increase beyond the 1244-h test time. G. Material Stability Assessment The stability of a resistor refers to how its resistance changes with time under stressed conditions, e.g., temperature. These changes may be due to recrystallization, hydration, oxidation, and/or other chemical alterations of the resistor material as well as effects at the conductor–resistor interface [16]. Traditional resistor technologies are classified according to several parameters depending on the specific needs of electronic system manufacturers including: resistance value, tolerance, stability during storage or operation, and dissipation [17]. Table VI provides an overview of several resistor technologies as a function of the required precision. After performing an extensive environmental qualification regimen on the TV-1R test boards, Gould and MacDermid embedded resistor technologies performance characteristics appear to fit within the semi-precision classification for traditional resistor technologies. Yet, for high-speed electronic systems, resistor tolerance is not as important as the elimination of the inductive reactance of surface-mount chip components, vias, and traces. Actual tolerance is a combination of the initial mismatch of the device value and line impedance, the device tolerance, and the series inductance and inductive reactance 514 Fig. 11. IEEE TRANSACTIONS ON ADVANCED PACKAGING, VOL. 28, NO. 3, AUGUST 2005 MacDermid embedded resistor temperature/humidity analysis after 1244 h at 130 C with 85% relative humidity under 2.325 atm. of the device. Embedded resistors have been found to eliminate almost all of the inductance normally associated with discrete resistors and their vias, therefore enabling a 10%–15% embedded resistor to exhibit significant signal integrity improvements over chip and discrete resistors of a 1%–2% tolerance [18]. Table VII provides a breakdown of both Gould and MacDermid embedded resistor technologies and compares them against Ohmega Technologies’ well-established Ohmega-Ply 50 square planar resistor technology [19]. IV. FAILURE ANALYSIS In this paper, we defined a failure as a shift in embedded resistance value greater than 50 of the initial unstressed resistor condition, or the development of an open or short circuit as a consequence of a particular qualification test. After conducting data analysis, failed embedded resistor cell locations were identified within the TV-1R test vehicle’s 20-cell matrix (see Fig. 1). Table VIII provides the quantity and configuration of failed resistor measurements for a given test. Two numbers appear below each embedded resistor configuration in Table VIII. The number to the left of a backslash denotes the quantity of failed embedded resistors, and the number to the right signifies the quantity of resistors adhering to the specified tolerance limit (nonfailed resistors). Visual, scanning acoustic microscope (SAM) imaging, and cross-sectioning of representative failed resistors was performed. Two characteristically different failure characteristics SALZANO et al.: ENVIRONMENTAL QUALIFICATION TESTING AND FAILURE ANALYSIS OF EMBEDDED RESISTORS 515 TABLE II STABILIZATION BAKE COMPARISON AFTER 2100 h AT 105 C (PERCENT CHANGE) TABLE III TEMPERATURE CYCLING COMPARISON AFTER 500 CYCLES BETWEEN were apparent upon visually inspection of Gould and MacDermid boards. Failed MacDermid embedded resistors contained light discolorations within the resistor material as illustrated in Fig. 12(a). Meanwhile, failed Gould embedded resistors contained dark discolorations in thin and thick jagged lines as illustrated in Fig. 14(a). SAM revealed possible delamination between the embedded resistors and the FR-406 material within MacDermid test vehicles as shown in Fig. 12(b)–(d). In order to identify the failure mechanism, the failed embedded resistor was cross sectioned and observed with an environmental scanning electron microscope (ESEM). The ESEM pictures indicated that delamination occurred between the embedded resistor and the FR-406 inner layer pair. Fig. 13 shows images of both “good” and “bad” embedded resistors making contact 065 C AND 125 C (PERCENT CHANGE) with either a left or right trace. As a result of the delamination, the value of the resistor cross sectioned in Fig. 13 increased from 52 to 705 . The SAM also revealed material inconsistencies within the Gould test vehicles; however, they have a different nature than those found within the MacDermid boards. Fig. 14(b)–(d) illustrate a failure instance within the Gould sample population. The boxed region in the optical image provided by Fig. 14(a) suggests the occurrence of an anomaly; however, upon examining the through transmission C-scan of the site, no additional information could be determined about the failure mechanism. Meanwhile, conducting a pulse echo, peak amplitude C-scan at the resistor level disclosed the possibility that the darkening region within the resistor was a metallic growth between copper 516 IEEE TRANSACTIONS ON ADVANCED PACKAGING, VOL. 28, NO. 3, AUGUST 2005 TABLE IV THERMAL SHOCK COMPARISON AFTER 500 CYCLES BETWEEN 040 C AND 120 C (PERCENT CHANGE) TABLE V TEMPERATURE/HUMIDITY COMPARISON AFTER 1244 h AT 130 C WITH 85% RELATIVE HUMIDITY UNDER 2.325 ATM (PERCENT CHANGE) TABLE VI BREAKDOWN OF ESTABLISHED RESISTOR TYPES FUNCTION OF PRECISION [17] AS A traces either above or below the embedded resistor. When a pulse echo, phase inversion C-scan was performed and the TABLE VII BREAKDOWN OF EMBEDDED RESISTOR TECHNOLOGIES corresponding darkened region in the optical image was overlaid with the various colorations generated, the result suggests material inconsistency at the resistor level. Moreover, the same SALZANO et al.: ENVIRONMENTAL QUALIFICATION TESTING AND FAILURE ANALYSIS OF EMBEDDED RESISTORS 517 TABLE VIII FAILURE SUMMARY coloration patterning was present throughout the copper traces on the rest of the TV-1R board suggesting the metallic growth was possibly copper. In order to confirm the metallic growth hypothesis, the embedded resistor was cross sectioned and observed under an optical microscope. Metallic growth appeared to occur between traces on the upper surface of the embedded resistor. Fig. 15(a) provides an optical image of a “good” resistor while images b, c, and d illustrate the “bad” resistor investigated with the optical microscope. Likewise, Fig. 16 provides further investigation with ESEM imaging. Looking more closely at the left and right traces, it is difficult to conclude that the metallic growth started from both traces equally since more of the copper builds at the right trace and thins as it approaches the left. In addition, since the cross-sectioned resistor was the product of the temperature/humidity qualification test and no bias was used during testing, it cannot be concluded that a current flow starting from the right trace and ending at the left caused the thinning effect on the growth. One possibility is that during the measurement phase of the test plan, the copper traces were still malleable and the resulting current flow produced by the data acquisition equipment caused the transfer of copper as the resistance dropped and the current increased. In the cross-sectioned case, the value of the embedded resistor decreased from 52 to 0.01 representing a short circuit. The example resistors shown in Figs. 12–16 were from temperature/humidity testing; however, the remainder of the Gould and MacDermid sample populations (from the other environmental tests) exhibited the same types of failure mechanisms. While MacDermid embedded resistors exhibited delamination above the devices between the nickel phosphorous resistor material and FR-406 inner layer that increases resistive value, Fig. 12. Optical and SAM imaging of a failed MacDermid resistor. The failed resistor is located in the box (good resistors appear to the left and right of the box). failed Gould embedded resistors have decreasing resistive value as the result of metallic growth on the upper surface of the nickel–chromium resistor material between copper traces. Accordingly, (see Section III), the majority of the Gould histograms represent negatively weighted distributions signifying decreases in resistance. Conversely, the majority of MacDermid histograms represent positively weighted distributions signifying increases in resistance. A correlation between the distribution of resistance values illustrated within the data analysis histograms and the observed failure mechanisms on the embedded resistors can be concluded. 518 Fig. 13. IEEE TRANSACTIONS ON ADVANCED PACKAGING, VOL. 28, NO. 3, AUGUST 2005 ESEM images of a “good” and “bad” MacDermid embedded resistor delaminating from an FR-406 inner layer. Fig. 14. Optical and SAM imaging of a failed Gould resistor. The failed resistor is located in the box (good resistors appear to the left of the box). V. DISCUSSION AND CONCLUSION The experimental results obtained through selected environmental qualification experiments were used to determine the operating characteristics and failure mechanisms associated with Gould’s subtractive nickel–chromium and MacDermid’s additive nickel–phosphorous embedded resistor technologies used in printed wiring boards. Gould and MacDermid embedded resistor technologies performance characteristics were found to be comparable to the semi-precision classification for traditional resistor technologies. In addition, the embedded resistors were inspected for and found to be statistically insensitive to configuration in horizontal/vertical orientations, material-added reworked/nonreworked conditions, and isolated/daisy-chained connections. While the majority of Gould’s resistors responded to environmental stressing with decreasing resistive values, the majority of MacDermid’s resistors responded with increasing resistive values. Gould failures appeared to be the result of metallic growth on the upper surface of the embedded resistor, meanwhile MacDermid failures were the result of delamination between the upper surface of the embedded resistor and the FR-406 inner layer. Both failure mechanisms could possibly be diminished using tighter tolerance manufacturing constraints to eliminate unnecessary defects that historically lead to delamination and metallic growth. Cleaner, smoother substrate surfaces, more adhesive bonding methods, additional annealing processes, more pure, untarnished materials, etc., could also help to alleviate these unwanted defects. Even though Gould and MacDermid’s technologies have less tolerance adherence than high-precision surface-mount discrete resistor technologies (approximately two orders of magnitude less), embedded resistors will undoubtedly establish themselves in the high speed electronic systems market since they have proven to eliminate almost all of the parasitic inductance, normally associated with discrete resistors and their vias. SALZANO et al.: ENVIRONMENTAL QUALIFICATION TESTING AND FAILURE ANALYSIS OF EMBEDDED RESISTORS Fig. 15. Optical images of a “good” and “bad” Gould embedded resistor. Fig. 16. ESEM images of a “good” and “bad” Gould embedded resistor illustrating metallic growth. 519 ACKNOWLEDGMENT The authors would like to thank the NIST Advanced Embedded Passives Technology (AEPT) Consortium – NCMS, ITRI, 3M, Compaq Computer, Delphi Delco Electronics, DuPont Photopolymer and Electronic Materials, DuPont High Performance Films, ESI, Foresight Systems, MacDermid, Merix Corporation, MicroFab, Nortel Networks, ORMET 520 IEEE TRANSACTIONS ON ADVANCED PACKAGING, VOL. 28, NO. 3, AUGUST 2005 Corporation, and Sanmina. They would also like to thank R. Hilburn at Gould Electronics and B. Greenlee at Merix. REFERENCES [1] T. Finnerty, “2001 Company Presentation,” Prismark Partners, LLC, Cold Spring Harbor, NY. [2] K. Fjeldsted and S. L. Chase, “Embedded passives: Laser trimmed resistors,” CircuiTree, pp. 70–76, Mar. 2002. [3] “Passive Components Technology Roadmap,” National Electronics Manufacturing Technology Roadmaps, NEMI, Inc., Herndon, NY, 2000. [4] R. W. Berry, P. M. Hall, and T. H. Murray, Thin Film Technology. Princeton, NJ: Van Nostrand, 1968. [5] V. G. Shah and D. J. Hayes, “Trimming and printing of embedded resistors using demand-mode ink-jet technology and conductor polymer,” in Proc. Technical Conf. IPC Printed Circuits Expo., Mar. 2002, pp. S14-4-1–S14-4-5. [6] R. Ulrich, W. Brown, S. Ang, F. Barlow, A. Elshabini, T. Lenihan, H. Naseem, D. Nelms, J. Parkerson, L. Schaper, and G. Morcan, “Getting aggressive with passive devices,” IEEE Circuits Devices Mag., vol. 16, no. 5, pp. 16–25, Sep. 2000. [7] “Final Report, National Center for Manufacturing Sciences Advanced Embedded Passives Technology Consortium,” Ormet Corporation, Wheeling, WV, 2001. [8] J. Zhou, J. D. Myers, and G. R. Dickinson, “Thermal cycling and ESD evaluation of embedded resistors and capacitors in PWB,” in Proc. IPC Annu.Conf., Aug. 2001, pp. 502–505. [9] J. Wang and S. Clouser, “Thin film embedded resistors,” in Proc. IPC Expo., Apr. 2001, p. S08-1. [10] J. Wang, M. Davis, R. Hilburn, and S. Clouser, “Power dissipation of embedded resistors,” in IPC Printed Circuits Expo., Mar. 2003, pp. 515–516. [11] J. Felten, R. Snogren, and J. Zhou, “Embedded ceramic resistors and capacitors in PWB: Process and performance,” in Proc. IPC Annual Meeting, Oct. 2001, pp. 502–506. [12] K. Fairchild, G. Morcan, T. Lenihan, W. Brown, L. Schaper, S. Ang, W. Sommers, J. Parkenson, and M. Glover, “Reliability of flexible thin-film embedded resistors and electrical characterization of thin-film embedded capacitors and inductors,” in Proc. 47th Electronics Components and Technology Conf. (ECTC), 1997, pp. 730–738. [13] Test Vehicle TV-1R, Design Files, The National Center for Manufacturing Sciences, Ann Arbor, MI. [14] J. D’Ambrisi, D. Fritz, and D. Sawoska, “Plated embedded resistors for high speed circuit application,” in Proc. IPC Annu. Meeting, Oct. 2001, pp. 502–510. [15] Resistance-Temperature Characteristic, Method 304, MIL-STD-202G, Oct. 24, 1956. [16] R. Ulrich and L. Schaper, Integrated Passive Component Technology. Piscataway, NJ: IEEE Press, 2003. [17] F. Zandman, P. Simon, and J. Szwarc, Resistor Theory and Technology. Park Ridge, NJ: SciTech, 2001. [18] Ohmega-Ply Resistor Tolerance (2004, Jun. 28). [Online]. Available: http://www.ohmega.com/newtosite2.html [19] Specifications and Properties, Ohmega-Ply Resistor-Conductor Material (2004, Jun. 12). [Online]. Available: http://www.ohmega.com/OhmPly.html Lawrence John Salzano, II received the B.S. and M.S. degrees in mechanical engineering from the University of Maryland, College Park, in 2002 and 2003, respectively. He is currently pursuing the law degree at The George Washington University Law School, Washington, DC, where his interests concentrate on litigation in intellectual property and technology law. At the University of Maryland, he worked on embedded resistors reliability analysis and co-developed a GPS-based intelligent tracking system harnessing both location and data management technologies for use in the criminal justice system as a part of TRX Systems. Chris Wilkinson received the M.I.E.E. (electronics engineering, B.Sc.) from the University of London, London, U.K., in 1971. He is a Member of the Research Faculty of mechanical engineering at the University of Maryland, College Park. His research experience and interests are in avionics design, maintenance-free operating period, electronics prognostics, parts obsolescence management, and uprating. He has contributed papers in the areas of reliability assessment, parts obsolescence and management, and uprating. He was previously with Smiths Aerospace, Cheltenham, U.K., most recently as a Principal Research Engineer in the Corporate Research Department. Peter A. Sandborn (M’87–SM’01) received the B.S. degree in engineering physics from the University of Colorado, Boulder, in 1982, and the M.S. degree in electrical science and Ph.D. degree in electrical engineering, both from the University of Michigan, Ann Arbor, in 1983 and 1987, respectively. He is an Associate Professor in the CALCE Electronic Products and Systems Center (EPSC), University of Maryland, College Park, where his interests include technology tradeoff analysis for electronic packaging, embedded passive component analysis, system life cycle economics, and virtual qualification of electronic components and systems. Prior to joining the University of Maryland, he was a Founder and Chief Technical Officer of Savantage, Austin, TX, and a Senior Member of Technical Staff at the Microelectronics and Computer Technology Corporation, Austin. He is the author of over 100 technical publications and books on multichip module design and part obsolescence forecasting. Dr. Sandborn is an Associate Editor of the IEEE TRANSACTIONS ON ELECTRONICS PACKAGING MANUFACTURING and a Member of the Editorial Board for the International Journal of Performability Engineering.