Applied Mechanics and Materials Vols. 16-19 (2009) pp 441-444
Online available since 2009/Oct/12 at www.scientific.net
© (2009) Trans Tech Publications, Switzerland
doi:10.4028/www.scientific.net/AMM.16-19.441
Cold Extrusion Forming of Copper/aluminum Clad Composite
Junting Luo1,a, Yan Xu1,b and Shuangjing ZHao1,c
1
State Key Laboratory of Metastable Materials Science and Technology, School of mechanical
engineering, Yanshan University, Qinhuangdao Hebei, China, 066004
a
ljtlyk@yahoo.com.cn, bxuyan @ysu.edu.cn, czhaoshuangjing@ysu.edu.cn
Keywords: Aluminum/copper clad composite, Cold extrusion, Finite element simulation,
Experiment
Abstract. The cold extrusion forming of copper/aluminum clad composite based on the low pressure
casting billet is presented in this paper. The technology was studied by using the experimental
investigation and the finite element method. The drop-in phenomenon occurred in aluminum during
the extrusion forming process. The product will be having good quality when the extrusion ratio is
5.45 and the extrusion modular angle is 30°. The crack appeared on the head of product when the
extrusion ratio and extrusion angle is large than the aforementioned values.
Introduction
Good conductivity and strong corrosion resistance of copper have been favored, so it was regarded as
the first choice of the inner conductor material for RF coaxial cable [1]. However, due to the lack and
valuableness of copper, the RF coaxial cable with full copper as the inner conductor will cause waste
of resources and high costs. Aluminum/copper clad composite was developed, taking into account the
high-frequency signal’s skin effect in the process of transmission, as well as the good electrical
conductivity and thermal performance of aluminum. Compared with copper, the aluminum/copper
clad composite wire has following characteristics: smaller density, lighter weight, more convenient
for transportation and installation [2,3].
Aluminum/copper clad composite has several preparation methods, including plating aluminum
wire with copper method, coated welding method, the traditional extrusion method, hydrostatic
extrusion method and continuous extrusion method et al [4-6] . Products produced by these processes
either have poor metallurgical bonding properties between copper and aluminum (plating aluminum
wire with copper method, coated welding method, the traditional extrusion method and continuous
extrusion method, etc.), or are fabricated by more complex technology, which is low productivity and
higher costs (hydrostatic extrusion method)[7].
In this paper, casting-extrusion technology was applied to improve the metallurgical bonding
between copper and aluminum. The aluminum/copper clad composite was fabricated by cold
extrusion based on low pressure casting billets. The extrusion deformation process was studied by
finite element simulation and experiment methods.
Finite Element Model and Experimental Method
Extrusion deformation process was simulated by using finite element analysis software DEFORM
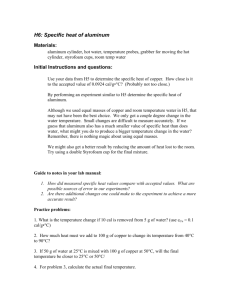
with 1/4 model. The finite element model is shown in Fig.1. Parameters of material properties for pure
copper and aluminum were shown in table 1. The relevant parameters in the process of simulation
were shown in table 2. The ductile fracture criterion is chosen according to Ref.[ ].
All rights reserved. No part of contents of this paper may be reproduced or transmitted in any form or by any means without the written permission of TTP,
www.ttp.net. (ID: 130.203.136.75, Pennsylvania State University, University Park, United States of America-03/06/14,21:02:58)
442
e-Engineering & Digital Enterprise Technology VII
Materials
Table 1 Parameters of material properties
Elongatio
Tensile strength Yield strength
Elastic modulus
n
(MPa)
(MPa)
(GPa)
(%)
Poisson's ratio
Pure copper
230
70
45-50
107.9
0.35
Aluminum
100
45
35-40
68
0.3
Table 2 Parameters of numerical simulation
Parameters
Numerical value
Extrusion temperature
20
Extrusion speed
10mm/s
Extrusion ratio
5.45/9
Billet length
60mm
Copper tube outer diameter
29.8mm
Copper tube inner diameter
21.4mm
Copper volume ratio
25%
Extrusion modular angle 2α
30°/50°
Working tape
10mm
Friction factor between billet and female die
0.25(separate)
Friction factor between billet and male die
0.2(separate)
Friction factor between copper and aluminum 1(non- separate)
℃
Experiment was carried out at room temperature, and the basic parameters are shown in Table 2.
The mixture of grease and graphite was used as lubricants. Billets for test were aluminum/copper clad
composite billets which were fabricated by low-pressure casting technology. Copper tube and low
pressure casting billet samples were shown in Fig.2. Experiment were completed with a equipment of
YA315 hydraulic press. Self-designed extrusion dies were used during extrusion procedure.
1-Punch 2-Cu 3-Al 4-Die
Fig.1 Finite element model
Fig.2 The Cu tubes and casting billets
Results and Discussion
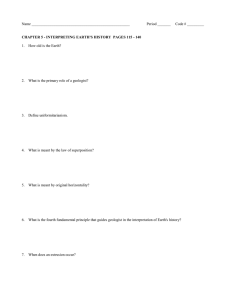
The samples with good quality and the axial strain Schematic diagram of extrusion process simulated
are shown in Fig.3. The experiment results are consistent with simulation. The aluminum’s flow
velocity is higher than copper, which lead to the outflow phenomenon of aluminum. Meanwhile, there
is a period of pure aluminum rod at the front of extruded products, which can be explained by Fig.3(b).
The axial strain value of core aluminum is higher than external copper when the billet enter into the
cone angle area, which results in discontinuous deformation in interface of aluminum and copper
during extrusion process, so the outflow phenomenon occurs [8].
Applied Mechanics and Materials Vols. 16-19
443
(a) Samples
(b) Schematic diagram of axial strain
Fig.3 Experiment samples and sketch of axial stress analysised by FEM
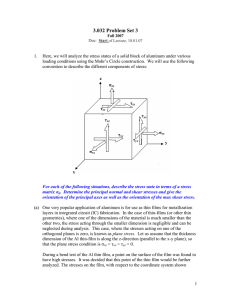
The defects of forming products emerged when increasing extrusion ratio and modular angle. The
cracks are main defects during forming procedure. Two axial tensile stress nephogram with different
extrusion ratio and modular angle were shown in Fig.4. The Fig.4(a) is extrusion ratio 9, modular
angle 50°and Fig.4(b) is extrusion ratio 5.45 and modular angle 30°. Copper skin damaged seriously
when the modular angle and extrusion ratio are increased greatly, and accumulation occurred on the
working tape, which is because that axial tensile stress exceeds the tensile limit. Samples are shown in
Fig.5 extrusion under two different experiment conditions. It can be seen clearly that large extrusion
ratio and modular angle were unfavorable obviously for the material flow during deformation process.
The accumulation phenomenon emerges for copper and cracks form at front of deformation body.
Simulation and experimental results are consistent well.
(a) unit:MPa
(b) unit:MPa
Fig.4 Axial tensile stress nephogram with different extrusion ratio and modular
angle. a, extrusion ratio 9, modular angle 50°and b, extrusion ratio 5.45, modular angle 30°
Fig.5 Samples extruded by two different experiment conditions and product’s crack. a, extrusion ratio
5.45,modular angle 30°and b, extrusion ratio 9, modular angle 50°.
444
e-Engineering & Digital Enterprise Technology VII
The cross-section of aluminum/copper clad composite sample and interface microstructure were
shown in Fig.6. Samples with good quality were deserved by the ordinary cold extrusion. The
interface is closed bonding and divided into three zones. Metallurgical bonding effect was reached by
the transition zone formed between Cu and Al.
Fig.6 The cross-section of aluminum/copper clad composite sample and interface microstructure
Conclusions
Samples with good quality and closed metallurgical boning between copper and aluminum materials
can be formed by cold extrusion technology based on the low-pressure casting billet. The aluminum’s
flow velocity is higher than copper because of the different yield stress, which lead to the outflow
phenomenon of aluminum during extrusion process. Large extrusion ratio and modular angle were
unfavorable obviously for the material flow during deformation process. The accumulation
phenomenon emerges for copper and cracks form at front of deformation samples.
References
[1] H.J. Park, K.H. Na and N.S. Cho: J. Korean Soc. Technol. Plasticity, Vol. 4 (1994), pp.123.
[2] Y. Yamaguchi, M. Noguchi and T. Matsushita: J.Jpn.Soc. Technol. Plasticity, Vol. 15 (1974),
pp.723.
[3] S.M. Byon and S.M. Hwang: J.Mater. Process. Technol, Vol. 67 (1997), pp.24.
[4] C.G. Kang, Y.J. Jung and H.C. Kwon: Journal of Materials Processing Technology, Vol. 124
(2002), pp.49.
[5] J. Lu, N. Aluja, A.L. Riviere and Y. Zhou: Journal of Materials Processing Technology, Vol. 79
(1998), pp.20.
[6] A.R. Eivani and A.K. Taheri: Materials Letters, Vol. 21 (2007), pp.4110.
[7] K.Y. Rhee, W.Y. Han and H.J. Park: Materials Science and Engineering, Vol. 384 (2004), pp.70.
[8] T.K. Jung.., H.C. Know and S.C. Lim..: Materials Science Forum, Vol. 475-479 (2005), pp.967.
e-Engineering & Digital Enterprise Technology VII
10.4028/www.scientific.net/AMM.16-19
Cold Extrusion Forming of Copper/Aluminum Clad Composite
10.4028/www.scientific.net/AMM.16-19.441
DOI References
[4] C.G. Kang, Y.J. Jung and H.C. Kwon: Journal of Materials Processing Technology, Vol. 124 (2002),
pp.49.
doi:10.1016/S0924-0136(02)00106-1
[5] J. Lu, N. Aluja, A.L. Riviere and Y. Zhou: Journal of Materials Processing Technology, Vol. 79 (1998),
pp.20.
doi:10.1016/S0924-0136(98)00011-9
[8] T.K. Jung., H.C. Know and S.C. Lim.: Materials Science Forum, Vol. 475-479 (2005), pp.967.
doi:10.4028/0-87849-960-1.967
[6] A.R. Eivani and A.K. Taheri: Materials Letters, Vol. 21 (2007), pp.4110.
doi:10.1016/j.matlet.2007.01.046
[7] K.Y. Rhee, W.Y. Han and H.J. Park: Materials Science and Engineering, Vol. 384 (2004), pp.70.
doi:10.1016/j.msea.2004.05.051
[8] T.K. Jung.., H.C. Know and S.C. Lim..: Materials Science Forum, Vol. 475-479 (2005), pp.967.
doi:10.4028/www.scientific.net/MSF.475-479.967