Lightweight Copper/Aluminum Composites – Next Generation
advertisement

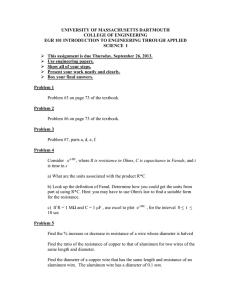
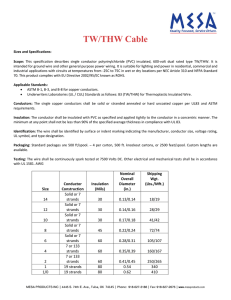
Lightweight Copper/Aluminum Composites – Next Generation Conductors for the Aerospace Market Emilio I. Cerra VP Product Development & Engineering IWG High Performance Conductors Abstract Weight reduction is a never-ending challenge on an aircraft and the latest generation of fuel efficient airplanes has placed even more pressure on manufacturers to reduce weight. Unfortunately, in the realm of aerospace cables, there has been precious little improvement in weight reduction over the past decade, and what has occurred has been primarily due to insulation system improvements. The electrical conductors used in these cables have not changed significantly during that time. This paper will explore a new conductor construction that, utilizing both copper and aluminum strands, has the potential for reducing cable weight without significantly impacting resistance and, more importantly, without changing the methods with which said conductors are terminated. 1. Introduction Electrical conductors used in aerospace cables have remained virtually unchanged since the introduction of advanced alloys such as PD135 (Tensile-Flex®) and CS95® by the Hudson Wire Company more than thirty years ago. In more recent years, EC aluminum and copper clad aluminum (CCA) ropes have been used in power feeder applications at both Boeing and Airbus. These conductors, however, require special care during manufacture and termination in order to avoid potential electrical failures. After examining several alternative constructions and materials, High Performance Conductors (HPC) settled on a composite configuration that utilized both copper and aluminum strands in the conductor. 2. Composite Constructions Composite constructions are used in the wire and cable industry when properties are desired that are not available in existing materials; for example, ACSR power cables that use a steel core for tensile strength and aluminum alloys for electrical conductivity and weight savings. The composite conductors described in this article utilize a core made of aluminum strands surrounded by an outer layer of copper wires. Constructions typically contain 19 or 37 wires (or members, in the case of a rope). As a point of reference, the evaluation sample referenced elsewhere in this document was a 1/0 gauge rope, containing 37 members with 7 strands of 24 gauge each (37x7/24). Aluminum and copper were not mixed in the members nor in the layers; the 19 member core was made of 1350 EC aluminum and the outer 18 members were made of nickel plated ETP copper. The copper strands were coated with nickel at the request of the OEM testing the cable; silver or tin coatings could also be used. EC Aluminum The introductions of popular new airframes such as Boeing’s 787 Dreamliner and Airbus’s A350 and A380 that promise significantly lower fuel consumption and operating costs have placed enormous pressure on aerospace engineers to reduce weight in all areas of the aircraft. One such conductor solution – nickel plated aluminum and/or nickel plated copper clad aluminum has the unfortunate tendency to form cracks in the nickel coating. To date these voids have been managed via careful control of the manufacturing and assembly processes; nevertheless the potential for trouble exists. Approximately six years ago IWG High Performance Conductors Inc. embarked on a project to develop a conductor with significantly lower weight per thousand feet relative to an equivalent copper conductor. The project included the following targets: Weight savings of 10-20% Economical alterative to existing products Easy to install; capable of utilizing connector/crimp technologies Designed for manufacturability ETP Copper existing Figure 1. 37 member composite copper & aluminum rope construction 19 wire constructions on the other hand, are made with 7 inner strands (or members) of aluminum and 12 outer strands of copper. These geometric constraints drive the physical characteristics of the cables; therefore a 37 wire cable will contain more aluminum as a percentage of the total conductor (51.4%) than a 19 wire cable (36.8%). This same 37 wire conductor will weigh less and be lower in conductivity than a similar sized cable using 19 wires. An alternate construction that would reduce the weight variation between 19 and 37 wire conductors by using alternating strands of copper and aluminum was also considered but ultimately discarded. This construction would have been more uniform in composition (52.6% and 51.4% aluminum respectively in 19 wire and 37 wire constructions), but would have contained aluminum strands in the outer layer, requiring the use of special connectors. In order to simplify production and reduce costs, as well as avoid the surface quality issues known to occur with nickel plated aluminum and copper clad aluminum, it was decided to leave the aluminum conductors unplated. However, since galvanic corrosion of the aluminum strands is a potential concern in a construction of this nature the copper wires are plated to inhibit any incipient corrosion. 3. Weight Savings The primary purpose of these constructions is weight reduction; Tables 1 and 2 show expected weight and direct current resistance (DCR) values for a representative sample of nickel plated cables and ropes in both conventional copper and copper/aluminum constructions. Table 1. Composite Copper/Aluminum Conductor Properties Size 22 20 18 16 14 12 10 8 6 4 2 1 1/0 2/0 3/0 4/0 Construction 19 x 34 19 x 32 19 x 30 19 x 29 19 x 27 37 x 28 37 x 26 19 x 7 / 29 19 x 7 / 27 19 x 7 / 25 19 x 35 / 30 19 x 43 / 30 19 x 55 / 30 19 x 70 / 30 37 x 45 / 30 37 x 57 / 30 Weight (lbs/kft) 1.61 2.60 4.13 5.25 8.25 11.06 17.92 37.10 58.70 95.40 146.00 173.00 228.00 292.00 316.00 397.00 DCR (Ω/kft) 18.480 11.250 7.060 5.520 3.470 2.440 1.530 0.803 0.504 0.318 0.205 0.167 0.131 0.103 0.088 0.069 Generally speaking, a 19 wire composite construction will be 26% lighter than an equivalent copper conductor, with DCR 16% higher than the same. A 37 wire composite construction will be 36% lighter but 24% higher in resistance than an equivalent copper conductor. Table 2 – Conventional Copper Conductor Properties Size 22 20 18 16 14 12 10 8 6 4 2 1 1/0 2/0 3/0 4/0 Construction 19 x 34 19 x 32 19 x 30 19 x 29 19 x 27 37 x 28 37 x 26 19 x 7 / 29 19 x 7 / 27 19 x 7 / 25 19 x 35 / 30 19 x 43 / 30 19 x 55 / 30 19 x 70 / 30 37 x 45 / 30 37 x 57 / 30 Weight (lbs/kft) 2.17 3.50 5.56 7.06 11.10 17.22 27.90 49.90 79.00 128.30 196.00 233.00 307.00 393.00 492.00 618.00 DCR (Ω/kft) 16.000 9.770 6.100 4.770 3.000 1.980 1.240 0.694 0.436 0.275 0.177 0.144 0.113 0.089 0.071 0.056 In applications where resistance is of primary importance and DCR values must be maintained, increasing overall conductor size by approximately 6% in 19 wire and 9% in 37 wire composite constructions will ensure that resistance be unchanged. These cables would still be 14% and 21% lighter than their equivalent 19 & 37 wire counterparts, although the size change would preclude one from using existing connectors during termination. 4. Evaluation Sample A 37 member, 1/0 gauge evaluation sample (37x7/24) was submitted to a top-tier aerospace cable manufacturer to be insulated and tested, then sent to an end user for further corrosion, crimp and thermal shock tests. The insulated conductor was tested at the OEM to Douglas specification DMS 2340. With the exception of flexure endurance, all conductor related tests, including bend radius, stiffness, tensile and elongation passed the test requirements. All other insulation related tests passed as well. Table 3 lists flexure endurance test results for both the copper/aluminum composite and a nickel plated copper standard. In the case of the composite rope, as would be expected, aluminum strands began failing in the core by the 500th cycle, with all strands broken (both aluminum and copper) by the 2,875th cycle (see figures 2 & 3). In contrast, the 1/0 gauge nickel plated copper rope did not exhibit strand failures until the 5,000 cycle mark. Since there is no industry standard for flexure endurance failure, it will be necessary for individual OEMs and organizations such as ASTM and SAE to determine appropriate failure levels for these conductors going forward. Table 3 – Flexure Endurance (Boeing Standard BSS 7324, Sec. 7.26) Cycle Members 500 Copper Aluminum 1,000 Copper Aluminum 1,600 Copper Aluminum 2,600 Copper Aluminum 2,700 Copper Aluminum 2,875 Copper Aluminum 5,000 Copper Aluminum Results NP Composite NP ETP Copper All strands intact All strands intact Few broken strds n/a All strands intact All strands intact Most strds broken n/a Few broken strds All strands intact All strands broken n/a Few broken strds All strands intact All strands broken n/a Most strds broken All strands intact All strands broken n/a All strands broken All strands intact All strands broken n/a All strands broken Few broken strds All strands broken n/a 5. Next Steps Additional tests will be needed to gauge the ability of other commonly used plating materials such as silver and tin in reducing or eliminating galvanic activity. It will also be useful to see if other types of aluminum alloys are more or less susceptible to corrosion. Additionally, crimpability testing must be performed, including Mil-T-7928 terminal lug pull tests under a variety of environmental and aging conditions, to confirm the absence of cold creep in the terminations of these cables. Finally, other construction types and sizes should be tested; in particular 19 strand unilay conductors of the type commonly used in airframe interconnect cables. HPC has prepared several 19 strand unilay conductors, most recently a 22 gauge conductor using 7 strands of 5254 aluminum alloy in the core with 12 strands of tin plated ETP copper in the outer layer. These conductors needs to be insulated and tested in a similar fashion to the 1/0 gauge rope described in the preceding section. Figure 2. Flexure endurance after 1,258 cycles; most aluminum strands broken Figure 4. Cross-section of 19 strand composite unilay conductor, 22 gauge 6. Conclusions Composite copper/aluminum conductors as presented in this document exhibit considerable promise for use in aerospace applications. Figure 3. Flexure endurance after 2,500 cycles; all aluminum and some copper strands broken The cables are lightweight; in some cases as much as a third lighter than their copper-only counterparts, while producing a manageable 15 to 25% increase in resistance. In those cases where resistance is critical, 15 to 20% weight savings can be achieved with a modest diameter size increase of 6 to 9%. If, however, higher flex life or tensile strength is required, alternative materials such as aluminum alloy 5254 can be used that will significantly improve performance, albeit with a noticeable increase in resistance. They are easy to use and install; by restricting the use of aluminum strands exclusively to the inner layers of the conductor, it is expected that problems commonly associated with terminating aluminum will be avoided. They are also cost competitive; by utilizing standard manufacturing techniques and by avoiding the potential pitfalls of plated aluminum strands, these conductors can be produced at prices that are competitive on a per foot basis with existing products. In summary, composite conductors containing a mixture of aluminum and copper strands can be a valuable tool in the aerospace engineer’s weight reduction toolbox. Although additional research is needed to better understand the effects of galvanic corrosion and creep, the data to date suggests a very bright future for these conductors. 7. Acknowledgements The author would like to thank the following individuals for their assistance during the preparation and testing of the conductors described herein: Zhimin Yang, Stephen Childers and Bill Dorcas of IWG High Performance Conductors; Glen Terry, Bill Brown and John Kim of Judd Wire Inc; James Likoray of Bombardier Aerospace. Flexure endurance photographs are courtesy of Judd Wire Inc. 8. Contact Emilio I. Cerra VP Product Development & Engineering IWG High Performance Conductors 1570 Campton Rd. Inman, SC 29349 phone: 864-472-0410 email: emilio.cerra@iwghpc.com Mr. Cerra has been Vice President of Product Development & Engineering at IWG High Performance Conductors in Inman, South Carolina since 2004. During the nine years prior to that, Mr. Cerra was responsible for all manufacturing and engineering activities at HPC. He began his wire career with Phelps Dodge in 1986 as a process engineer in their International Wire & Cable division, and has worked in numerous countries such as Mexico, Chile, Venezuela and China. Mr. Cerra has a Bachelor of Science degree in Mechanical Engineering from the University of Missouri and is an ASQ trained Six Sigma Back Belt as well as a lifetime member ASME and a voting member of the SAE AE-8D technical committee.