ReLCD Recycling and Re-Use of LCD Panels
advertisement

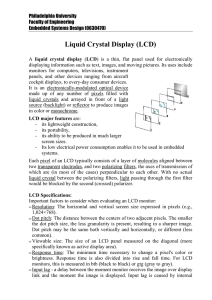
th Proceedings of the 19 Waste Management Conference of the IWMSA (WasteCon2008). th 6 – 10 October 2008. Durban, South Africa. ISBN Number: 978-0-620-40434-1 434 ReLCD: RECYCLING AND RE-USE OF LCD PANELS KOPACEK B SAT, Austrian Society for Systems Engineering and Automation, Austria (bernd.kopacek@satresearch.at) ABSTRACT Nowadays more and more consumers substitute their conventional TV-sets and computer monitors with LCD panels. In the near future huge amounts of LCDs will start coming back to recycling. As LCDs with hazardous mercury backlight lamps are used an appropriate recycling technology has to be implemented. KEYWORDS LCD, Recycling, Re-Use INTRODUCTION Liquid Crystal Displays (LCDs) are widely used in notebooks, organizers, mobile phones, pocket calculators, measuring and control instruments, electronic games, hand-held miniature TVs, audio-video equipment, large signboards, automotive displays and more and more for PC monitors and TVs. According to a study from Stanford Resources (San Jose, California) the annual value of LCD-products reached 35 billion EUR in 2002, about 30% of this within the European Union, representing a total area of 2,1 million m² Liquid Crystal Displays. An annual increase rate of about 15% is estimated for the next years (up to 4,1 million m² in 2005). As LCDs are already on the market for several years, larger quantities of the more than 2,5 billion LCDs are coming into their End-of-Life stage for treatment. In 2005 this figure will become even more dramatic - 40.000 tons of LCD-modules contained in 2 million tons of waste electrical and electronic equipment (WEEE) or about 30% of total WEEE within EU. An amount which is representing 400 million EUR costs for incineration. 435 Currently the only method used to deal with redundant LCD units is incineration or landfill. Both are expensive and cause emissions into the atmosphere (global warming) respectively water contamination (Class II) and difficulties in biodegradation. Up to now there is no recycling solution for LC-Displays available. As a consequence European Commission requests the disassembly of LCDs with an area bigger than 100 cm² in the Directive 2002/96/EC of the European Parliament and of the Council on Waste Electrical and Electronic Equipment (WEEE Directive) of February 13, 2003. Structure and material composition of LCD The definition of “LCD“ describes the sandwich composed of the two glass plates with connected polymers (for example polarizers, colour filters) and the sealed liquid crystal mixture in between the two glass plates. This definition does not include the backlight unit, the printed circuit board, cables and frame which are part of the LCD module. Figure 1Error! Reference source not found. shows the structure of a liquid crystal display. Figure 1. Structure of LCD Glass plates The plate at LCD panel is a glass substrate with a transparent metal coating for the electrodes of the display. In LCDs usually soda lime type glass is used, but in some cases it can be a more expensive borosilicate type. The thickness of glass substrate is 0,4 - 1,1 mm. Polarizer and orientation layers The outer surface of both glass substrates are coated with polarizer layers made of polycarbonate with the thickness of 0,2 mm. On the top of electrodes, the orientation layer can be found. The orientation layer ensures the specific starting orientation in the unstressed state. 436 Usually hydrocarbon polymers, such as polyvinyl alcohol or heat resistant polyimide are applied. The thickness of this layer is 30 to 100 nm. Electrode The transparent conductive coating is a thin layer of a metal, such as gold, silver, or tin. Generally tin-oxide, indium-oxide, or their alloys are used because these materials constitute a hard layer. In the industry the most preferred electrode material is the indium-tin oxide (ITO, In2O3.SnO2) because of reasonable costs and eligible transparency. Accessible information about Indium Tin Oxide electrode layer used in Liquid Crystal Displays and other applications (e.g. solar cells) are the following: • Thickness: 30-80 nm; • Density: ~7,1-7,2 g/cm³; • Typical In2O3:SnO2 ratio (by weight): 95:5-85:15, depends on application Liquid crystals Liquid crystals are used as mixtures typically containing between 10 and 25 single compounds. These mixtures are composed of chemically quite similar compounds. Some of the compounds only differ in their alkyl or alkoxy side chains by varying number of carbon atoms (homologous compounds). The thickness of liquid crystal layer is about 5 μm, and the volume of it is about 350 mg in a 15” display. One the most important manufacturer, Merck KgaA, has confirmed that the liquid crystals supplied by them don’t contain any of the substances mentioned in the EU Directive 200/95/EC of 27 January 2003 on Restriction of the use of certain hazardous substances in electrical and electronic equipment. Despite this, liquid crystals are known to be hazardous to water (water contamination class II) and very difficult to biodegrade (0 – 30% within 28 days). Colour filter layer The light passes through a colour filter layer, which is a key component for making colour images. Colour filters’ pixel has red, green, and blue colour elements, and black matrix is located between the colours to avoid leakage of light. The colour filter layer must be as smooth as possible for maximal colour purity. The black matrix is usually made of chromium, chromeoxide, or black resins. Colour filter is usually an organic or inorganic polymeric material (gelatine, casein, polyvinyl alcohol, acrylic, epoxy, polyester and polyimide) with pigments. Pigments usually have carboxyl-, amino-, or sulfon groups. For example dianthraquinone (red) or copper phthalocyanine (green or blue) is used. The thickness of colour filter layer is between 0,7 - 2,5 μm, and the pigments are under 0,1 μm. Backlight unit About 90% of LCDs use backlight unit. Backlight unit consists of light source, reflector, light guide plate, and diffuser. Several technologies are used in backlight units, e.g. there are electroluminescent, light emitting diode, and cold cathode fluorescent lamps. In most backlight units the light source is a fluorescent tube because it offers low power consumption and very bright white light. The reflector is usually a polymer film with a thickness of 25 μm coated with Ag or Ag-alloys with a thickness of 150 nm. The polymer film is made of PET (polyethylene terephthalate), and contains UV-ray absorbing agents to prevent UV-ray originating degradation. OBJECTIVE Currently the only way to deal with End-of-Life LCDs is disposing them in waste incinerators or landfills. Incineration of LCDs causes the same volatile products and residues as incineration of municipal waste. Among other compounds, these emissions, due to the possible content of liquid crystals of chlorine, could be made up of dioxins and furans, very toxic substances that 437 are currently under discussion. Furthermore, it is assumed that under high thermal conditions there will be breakdown products that can be toxic. On the other hand, landfilling is not ecologically efficient since it has been researched that large LCDs possess a backlight containing mercury and the battery of small LCDs may also contain mercury or cadmium, substances classified as toxic due to its accumulative effects in both human body and environment. Therefore an eco-efficient disassembly and recycling technology for end of life LCDs that fulfils the WEEE-Directive of the European Commission has to be implemented. ReLCD went in several areas beyond the unsatisfactory state-of-the-art. The objectives were: • To find a cheap and fast test methodology to verify if the obsolete or excess LCDs are still working • To develop a technology to refurbish the working LCDs and re-integrate them into repair and in exemptions also in production processes • To find a test method to detect hazardous substances in LC-mixtures • To develop an eco-efficient disassembly and recycling technology for the non-working LCDs that fulfils the WEEE-Directive of the European Commission • To research possible enhancements to the existing LCD design and production in order to come to a more sustainable life-cycle of LCDs (publication of guidelines) • Building up a pilot plant incorporating and testing the developed technologies By all these measures decrease the amount going to landfill or incineration as well as decrease the threats to the environment and mankind of today’s state-of-the-art technology. PROJECT RESULT Although numerous manufacturers and various different types are available on the market the characteristics important for dismantling are similar for all types. So a representative sample was selected to find the most efficient treatment method. The aim was to separate the hazardous backlight lamps from the panel. About 90% of LCDs use backlight unit. Apart from manual dismantling some cutting technologies were investigated. If the backlight lamp - which represents just 2% of the total mass of the LCD – is not extracted before, the whole screen has to be treated as hazardous waste. Therefore the goal of the project has been to find a cheap technology for dismantling the backlight unit because the remaining 98% of the mass can be easily treated in a conventional shredder for waste electronics. For separation of the backlight lamps the following treatment technologies methodologies have been evaluated: • • • • Manual dismantling Water Jet Cutting Laser Cutting Circular Saw A rough estimation of the processing costs and total treatment costs have been also investigated. 438 The following parameters have been considered: • Mean processing time • Maintenance costs • Personnel costs • Material revenues Although some alternative treatment technologies were investigated the best results were achieved by manual dismantling. Both the costs per item and the quality assessment reach the best results. Especially the high investment costs of jet cutting and laser cutting result to an inefficient cost trend especially for low volumes. After the amortisation time and huge volumes laser cutting can be competitive to manual dismantling. As the recycling amount of LCDs for the next years is hard to estimate high investment costs will also cause a high financial risk. Even more that more and more producers use mercury-free backlight lamps. These do not have to be extracted and the whole module can be recycled as “normal” WEEE (Waste from Electrical and Electronic Equipment) in the future. Sawing technologies like circular sawing or band sawing would be inefficient because of the material composition of LCD panels. Although a huge variety of special designed saw blades are available no one fits all requirements which are necessary to cut LCD panels. Especially the content of glass result to difficulties and the lifetime of the sawing-blade is reduced heavily. The short lifetime of the sawing equipment will result to very high variable costs. Hence sawing can never be competitive to manual dismantling. It can be also stated, that some manufactures already consider requirements for dismantling. Our investigations show that already 40% of the panels are designed disassembly friendly. As we expect a rising of the percentage in the future manual dismantling will become efficient anymore. A percentage of 60% will reduce the mean dismantling time to 1,4 min. A dismantling time of 1,4 min per panel prefer manual dismantling to other technologies (e.g.: Laser cutting …) even in countries with high labour costs. ACKNOWLEDGEMENT The author would like to thank all partners in the research consortium as well as the European Commission to enable the project by its funding.