INDENT NO:9346603
advertisement

INDENT NO:9346603
ITEM
MESC
UNIT
QTY
DESCRIPTION
PARTS FOR"ALSTOM: ELEC.MOTOR 3748 HP
6000V , 2800KW , 2973 RPM , 309 , 6A , 3PH
TYPE: N3HXC560-20H , Cos 0.90
01
6634970013
NO
10
BUSHING
(IN-AIR LONG SHANK BUSHING W/SUD 600A) , TYPE: K600TBC
NO ALSTOM ELEC. MOTOR,(CM-7301A/E)
MFG: "ELASTIMOLD"
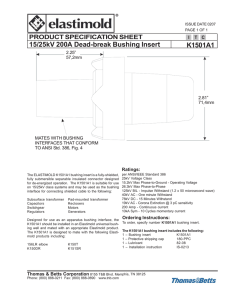
EQUIPMENT BUSHINGS
Elastimold manufactures a complete line of 200 Amp deepwell and 600 Series apparatus bushings for use on transformers, switchgear and other equipment applications. The
bushings incorporate IEEE 386 standard interfaces (shown
on page 3) and are constructed of molded epoxy with
stainless steel flanges for mounting by welding or gasketed
clamp. K1601PCC series bushings are provided with a
Illustration
(not to scale)
Description
Voltage
Class
ELASTIMOLD
Part Number
Short Shank Well with bail tabs
and non-replaceable well stud
15/25kV
35kV
K1601PC-S1
L1601PC-S1
N1,9
N1,9
Short Shank Well with bail tabs
and with replaceable well stud
15/25kV
35kV
K1601PC-S1-R
L1601PC-S1-R
N1,7,9
N1,7,9
Short Shank Well without bail tabs
and non-replaceable well stud
15/25kV
35kV
K1601PC-S2
L1601PC-S2
N1,7,9
N1,9
Short Shank Well without bail tabs
and with replaceable well stud
15/25kV
35kV
K1601PC-S2-R
L1601PC-S2-R
N1,7,9
N1,7,9
Long Shank Well with bail tabs
and non-replaceable well stud
15/25kV
35kV
K1601PC-T1
L1601PC-T1
N2,9
N2,9
Long Shank Well with bail tabs
and with replaceable well stud
15/25kV
35kV
K1601PC-T1-R
L1601PC-T1-R
N2,7,9
N2,7,9
Long Shank Well without bail tabs
and non-replaceable well stud
15/25kV
35kV
K1601PC-T2
L1601PC-T2
N2,9
N2,9
Long Shank Well without bail tabs
and with replaceable well stud
15/25kV
35kV
K1601PC-T2-R
L1601PC-T2-R
N2,7,9
N2,7,9
Epoxy Flange Well
Epoxy Flange Well with replaceable well stud
15/25kV
15/25kV
K1601PCC
K1601PCC-R
N1,7,9
N1,7,9
15kV
25kV
1601CABA4R
2701CABA4R
N1,9
N1,9
Well w/Insert (K1601PCC-R & 1601A4)
Well w/Insert (K1601PCC-R & 2701A4)
N1.
N2.
N3.
N4.
N5.
N6.
N7.
N8.
N9.
N10.
N11.
N12.
Notes
200 A Deadbreak Integral Bushing
200 A Deadbreak Integral Bushing
15/25kV
15/25kV
K180T4
K180C4
N3,9
N2,9
600 A Short Shank Bushing w/stud
600 A Short Shank Bushing w.o./stud
600 A Short Shank Bushing w.o./stud
600 A Cu Short Shank Bushing w.o./stud
15/25kV
15/25kV
35kV
15/25kV
K600S1
K650S1
750S1
K675S1
N4,8,10
N4,8,11
N4,8,11
N4,9,11
600 A Long Shank Bushing w/stud
600 A Long Shank Bushing w.o./stud
600 A Cu Long Shank Bushing w.o./stud
600 A 12” Long Shank Bushing w/stud
15/25kV
15/25kV
15/25kV
15/25kV
K600T1
K650T1
K675T1
K600L12
N5,8,10
N5,8,11
N5,9,11
N6,8,10
600 A In-Air Long Shank Bushing w/stud
600 A Cu In-Air Long Shank Bush. w/stud
Boot & Collars for K600T1 to use in air
15/25kV
15/25kV
15/25kV
K600TBC
K675TBC
600BC
N5,8,10,12
N5,9,10,12
N12
Bushing shank length = 2 - 3/4 inches.
Bushing shank length = 9 -1/4 inches
Bushing shank length = 7 - 11/32 inches.
Bushing shank length = 2 - 5/16 inches.
Bushing shank length = 8 - 37/64 inches.
Bushing shank length = 12 inches.
Replacement stud available separately. Specify 1601RS.
Equipped with standard aluminum conductor rod.
Equipped with copper conductor rod.
Includes 5/8-11 threaded stud at elbow end.
Includes 5/8-11 threaded hole at elbow end.
Provides increased creep and strike.
ELASTIMOLD
molded epoxy flange for gasketed clamp mounting only.
Bushings are available for use on AIR, OIL or SF6 insulated
equipment . Units are rated for submersible, padmount, indoor, outdoor and other applications. Options include holddown bail tabs and replaceable studs for 200 Amp
deepwell bushings.
CABLE JOINTS, CABLE TERMINATIONS, CABLE GLANDS, CABLE CLEATS
FEEDER PILLARS, FUSE LINKS, ARC FLASH, CABLE ROLLERS, CUT-OUTS
11KV 33KV CABLE JOINTS & CABLE TERMINATIONS
FURSE EARTHING
www.cablejoints.co.uk
Thorne and Derrick UK
Tel 0044 191 490 1547 Fax 0044 191 477 5371
CATALOG 2001 Page 36 ID:
Tel 0044 117 977 4647 Fax 0044 117 9775582
0198
•
72202.0 T
0872
P2
550-12
i
I
i
""
I
U23
rOI:'
I,
.7!lO
~0lA
I
1132 A
118 A. TYP
2,860
G'OAl
.- .----r-
L.'••• :...-J
~
".
OIA, 3.080~
UPPER
~.
!=O
Jl2
3/32.
"--"
@)
•
.312
'''''
LUo?J
!
.1500
(,-i-\,
""
.""
L'35'
01". 3-080
'~;",,/
,
OIA,
'.
COLLAR
!..OWER COLLAR
f,=~,= __
800T
~
~
600-TI
UPPER COt,LAR
lown,
COlJ..,l,A:
,J1.
800T
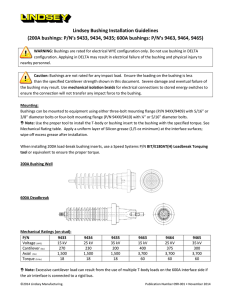
ORDERING INSTRUCTIONS
1. For 15-kv use, order 8 BOOTBe.
2. For 25-kv use. order 8 KGOOTBC.
NOTE: An order for a 600TBC or K600TBC includes a
one boot-all in one package.
NOTE: For detailed product
Information.
re.'r
Goon
or K600T1 bushing, plus two collars and
to the catalog sheet lor the
Goon
in this section,
72202.0T
0872
Elastimold~
550-12
Pl
'-
"""
a
=
~~~
er
Distribution
Apparatus
Bushings
(For in~alr application)
APPLICATION
The ELASTIMOLD
BooTSe and
K600TBC power distribution ap.paratus bushings will universally
accept ELASTIMOlO 650lA and
K650lA elbow connectors
and
600BE and K600BE bushing extensions. The bushings are deSigned to be directly mounted In
electrical apparatus on 600-amp.
15-kv and 25-kv systems.
Typical applicalions
•
•
•
•
Above-grade
Below-grade
Switchgear
Motors
would be in:
translormers
transformers
DESIGN
The600TBC and KGOOTBCare de.
signed lor m.air application. The
increased creep distance required
is provided by the non.tracklng
rubber boot and cOllars supplied
These are slipped on the epoxy
bushing shank after it has been
installed in the apparatus housing
ELECTRICAL RATINGS
25-'" CLASS
15-kv ClASS
Vott.
R.urogt
FOfUNon 15-llvCll"
IqUlpmen1
.r use on 25-kll
(tQ •••:~I.
BIL&5kv.l.2 .•.50_
-'L: :25 •••••1.2 II 50
ElASTIMOlD
42 kl/, 60 Hl. 1 minute
f'JC. 15 mlnutK
55 kl/. DC, 15 mlnUII!!&
Coron. 11 kVlulincUon
C"'u"u:
Currllfll
Continuous: 600 amps. RMS
l.:onlinuous:
R111!nga
&-Hour Overload:
&-Hour QviI,load: 9OOampll, RMS
900 amps. RM$
40,000 Imps, AMS. asym.
27.000 aml)a, Rt.4S. sym,"
PfodUC1lon
COron&
Tnls
Impulse:i5 k••.Bll
11 kll eldl1IC1'O!1
ELASTIMOLD ]
Route 24, HacI<St1St:lWf1. New Jersey 07840 USA
A Unit 01 EIJ9Ie 1nd1lS1IIeS. Inc.
19 kv •.•.tinction
12 cycles
SK:S.
and
600 amps. AMS
Momentary:
Momentary
GOOTBC
K600TBC bushings are molded
01 epoxy with molded rubber collars and boot and have a stamless
steeillange for welding or clamping to the apparatus.
¥I' •••••
.nsl.nd.
W,thtl;and:
35 kll, 60 Hz. 1 minute
~[
clan
40.000 Imps, RMS. uym, 12 cycles
21.000 Imps.
AMS. Sri'll, 4 MCS.
Corona: 19 kv •• tlrlchon
Impulse: 12$ k" BtL
INSTAllATION
Installa1l0n
of the bushings
Is
normally done by the apparatus
manufacturer_
- ,.
(,
• "
r.o'
-l
t,,.
/'
,
>
;..-1
I-
.
,~. .
.,
.
"
ElaSllmoid manufactures a complete line of 200 Amp deepwell and 600 series apparatus bushings for use on trans.
formers. swilChgear and other equipment applications. The
bushings Incorporate IEEE 386 standard interfaces (shown
on page J) and are conslructed
of molded epoxy with
stainless steel flanges for mounting by welding or gaskelcd
clamp. K1601PCC series bushings are provided with a
iltll'>tl811QJ1
~
1
-'"
m ..
I
,'"
I--@
, I
I
V(
L
,
I'll
N2
/113
Not
~:-p
~-
K1601pc.Sl
L 160IPC.Sl
Nl.9
Short S/lallk WeI with baMliIbs
lind WIthropIaceabic Y«?' ~ud
1!>l2SkV
35kV
Kltj()lPC.Sl.R
ll601PC.Sl.R
Nl.7.9
Nl.l.9
Short Shank wei WIhouI r ••.
end ~
WIllI iL.J
ISl2SkV
)SkV
Kl601pc.S2
ll&OIPC.S2
Nl.7,9
Nl.9
Short Shank 'MlI W'IlIlOiA
lMlItabs
lind ••••11ft'PI&Ceablc wotIscud
1S12~V
3SkV
K 1601pc.52.R
ll60IPC-51-R
N1.1.9
N1.7.9
long S/1<Inkwea wilh lJlloillabs
lInO nOll'fcp/llceahlc wolI stud
l!>J2SkV
35kV
Klf.01PC.Tl
l1601PC.Tl
N2.9
N2.9
L.oog S/1<InkWIll with baillilbs
lind WIth repliltBabioc wotISlud
1!l125kV
K1601pc.Tl.R
ll601PC.Tl.R
NV.9
N2.1,9
Long :>hank wei 'IIIlhotA blIIllllbs
on<!llOfWePla<:CIlblcwei )Iud
l!>l25kV
Kl60lpc.T2
ll601pc.T2
H2.9
N2.9
Long Shank WelIMlllotJ. balIlilbs
end with replacellbk> ~ $Iud
lSl25kV
35kV
K1601PC.T2.R
ll601pc.T2.R
N2.7.9
NV,9
15J25kV
l~5kV
K1601PCC
K1601PCC.R
Nl.7,9
Nl,7,9
1601CABA4R
2101CABMR
Nl.9
Nl.9
)SkV
""
"'"
..
.•••••a stud
t
l5kV
25kV
',f).
-
N~,~shIlnk~
KI80H
K18OC4
Nl,8
H2.9
600
600
600
600
A Short Shank Bll~h::
A Shon Shank BuoJ'Ml'!j;, ",>tuO
A Sl'lofl 5hi1nk BlIshing wo /51UO
A Cu Shoo Shank Bushing wo/5Wd
1Sl25kV
1!l/25kV
35kV
lSl25kV
K6OO51
K65051
15051
K61551
N4.8,10
/114.8,"
Not.8,n
Not.9,11
600
600
600
600
A LDng ShIlnk Busting wfSlud
1Sl25kV
15125kV
1Sl25kV
1tl/25kV
K600Tl
K650Tl
K615Tl
K600112
N5.11,1O
N5.8,11
N5.9,11
N6,8,lO
2 3Iot'roches
9.114 "lCl1eS
1. 11/32 inCheS.
1. 5116lOCtm..
••
Nl.9
1Sl25kY
1Sl25kV
~it j,pf\g~hilnij B.l!.$rJg wl.swd
600 A CII Ir>-Alllong Shank Bush wl~d
Boo! & C~!of
K600Tl to ~I':' 8If
8u!Jllng shenk lengtn •
Iko~ WInk lengU> •
~
shank IengIh BusIWlg!ohanll ~
-
N~n
200 A Deadbteak ~
8W1ng
200 A Dcacbeak 1nt.,9"'.!.BW*iO _
A Long Shank Bushing w.oJslud
A Cu Long Shaok aw.ng w 0 hlud
A 12' Long Shank BusrIlog w/!Itud
in.
studs lor 200 Amp
15aSkV
6o!l,A.
I ~
J.,
•I
rtJfiU5
--yo
down bail tabs and replaceable
dccpwell bushings.
Shun Sliank WeI WllhlJ.81\lib!.
lind IlOM'Cplaceablf' well ~
WollI w.-'Imerl fKl601PCC.1t f
j••
padmounl.
[LASTlMOLO
Pilll Number
W!lI ••••
llno;erl (l{1601PCCR
C.
Units are rated lor submersible
door, outdoor and other applications. Options include hold.
"""'9'
C~'5.!>
~.
Epoxy Flange lJ-A,ll
Epoxy nallqe Wei WIthrepl&c"
;to
,;.i
equipment.
Oesc;rip!ion
lrtOl !O K&IoII
P
molded epoxy flange for gasketed clamp mounting only.
Bushings are available lor use on AIR, OIL or SF6 insulated
~~,
15125kV
15125ltV
*'
~600TBC
K675TBC
600BC
~..> N5J1,lO. 1i
N5.9, 10,\2
N"
001,.
,t%1, .4.
.:.37lt4'iiJ2
NO. Ilushll'lgs/wlklcngth
_111rlChcs
';.u'
N1. R?corrl6lll!>lud
llVanable~r-a("I)'~1Iy ~601RS,
.~cjiJIppe4_wilh.s;JnOard olnrr,lnum ~
nil
N9 [9..,Ulppe(I WIII1copper conduclof roo
Nl~~5iil:nlJieoded
'~LJd
i1I ei60w 009
Nl1
hOleltl elboW end
IroctuQu-s
518.11J1Y~
N', P,
.
:,,!8i'Jclliii)l;'Kf~il
ELASTIMOLD
"~.
..
CABLE./Ol"TS. CoUll.l'TE_TlOf'CS.1;.AkI
CllNID5. CA&-l'(u .•.
rs
~l'EOE" Pll.UJl5 F\ISf UHKS,AIlCFl.AS><CAlkl' AOUl'IIS, ClJT-OtIfI,
~.
11 i<V ))I(V
-_.
CABLE JOINTS •• CIoBLE 1'£R/oIll'jA ~
FURSE EARTHI"'K>
n-no __
lIl<.
To! 00..- 191 .$l,I1!104f F•• oo..-"I.n
5311
To! OOU 117'17 oM' Fa'OOU '17 077-:'
w
15-0186
March 2010
Page 201 2
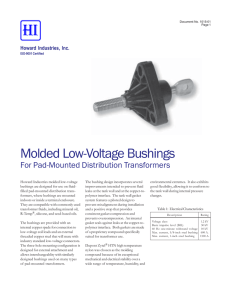
STEP 2
STEP 3
Slide the thin-waned upper bushing collar over the lower
end of the bushing until the collar butts against the bottom
of the mounting cover. Note: the collar must be positioned
such that the taper on the inside diameter of the coliar
matches the taper on the bushing.
Slide the lower (thick-walled)
collar over the lower end of
the bushing until it butts up against the upper collar. Match
tapers as outlined in Step 2. The distance from the flat
portion of the bushing contact to the bottom of the second
collar must be 5-1/16" or greater.
-
l \I
l \-12'6
~
Minimum
~
STEP 4
STEP 5
Slide boot over bushing as shown. Make certain that the
boot is all the wayan and that it overlaps lower collar.
For 25kV (125kV BtL Operation) make connection to the
stud as shown. Any connection which lies between the
double broken line and single broken line must be insulated. No connections should be above the double broken
line zone, regardless of insulation. Insulation should consist of appropriate self-amalgamating
high-voltage tape
and be double wrapped overlapped.
g"
600TBC
Bushing
Insulation
Region
= =:#
'ilJ\
-_J'
Bare RegiOn------
~
, 0"
~l
'"
Thomas&Betts
~
8155 T&B Boulevard, MemphIs, Tennessee 36125
(BOO)888-0211 Fax: (800) 888-0690
.'
~
15-0186
IS-600 Be
1'.elastimold"
•
CONTENTS: I-Boo',
Match 2010
Page 1 012
Installation Instructions
GOOBC
Boot and Collars
2-Collars,
The 600BC Is designed for in-air
1-lnstallation
applications
Instructions
of 15 or 25 k'Vt-600/900 amp apparatus bushings.
DANGER
All apparatus must be de-energized during Installation
or removal of par1(s). For loadbreak products follow
operating Instructions. All deadbreak connectors must
be de-energized before operating. All 200A deadbreak
connectors must be mechanically secured with balls
when connected.
All apparatus must be Installed and operated In
accordance with Individual user, local, and national
work rules. These Instructions do not attempt to
provide for every possible contingency.
Do not touch or move energized products.
Excessdistortion of the assembledproduct may result
In Its failure.
Inspect parts for damage, rating and compatibility
mating parts.
with
This product should be Installed only by competent
personnel trained In good safety practices Involving
high voltage electrical equipment. These Instructions
are not Intended asa substitute for adequatetraining or
experience In such safety practices.
Failure to follow these Instructions will result In
damage to the product and serious or tatal injury.
If this product Is supplied with a protective shipping
cover(s), remove this shipping cover(s) and replace
with the appropriate HV Insulated cap(s) or
connector(s) before submerging or energizing Ihe
circuit.
FOR MORE INFORMATION ON PARTS, INSTALLATION RATINGS AND COMPATIBILITY, CALL THE NEAREST ELASTIMOLO OFFICE.
IMPORTANT
1. Check contents 01package to ensure they are complete
and undamaged.
2. Check all components to ensure proper fit with cable
and/or mating products.
•.. 3. Read entire installation Instructions before starting.
4. Have all required lools at hand and maintain cleanliness
throughout the procedure.
STEP 1
Wipe lower end 01bushing clean. Surface should be free of
aU grease, dirt or lubricants since the collars are kept in
place solely by friclion.
Clean
15-0186
15-600 Be
March 20\0
Made In U.S A
Thomas&Betts
as
81
T&6 Boulevard, MemphiS. Tennessee 36125
(800) 888-0211 Fax: (800)888-0690
IS-~'
March 2010
Page2012
HEAT SINKS
c.
To minimize heat tIow to the epoxy, the use of copper heat
sinks is required. The following suggestions Bre offered:
a.
d. Copper _
sinks are reqUred. Use 1hlrmaJy tor1dl.OMl
paste at face a __
i1 oonIaclwithllllr"9' and CXMlr.
Water Cooled (helical coil-top and bottom). Suggest
setting up three or four work stations In order to BIlow
enough time to utilize heat sink before removing work
piece.
b.
Recommended
Non-water cooled heat sinks must not be lett on too
long since heat will flow back Into bushing. Air cool
bushing atter removal of heat sink.
e.
Venting of heat sinks must be provided.
t.
Do not thread heat sink to bushing or bushing well
stud. Expansion due to heat may affect the Integrity of
these parts.
Configuration.
.c.
:"""
...
v
)v/
~
7-
0
ts.;>
, _./
¥
Bottom heat sink should
be of larger diameter than
lop to allow heat to be ab-
II
R!
I
II .Q, II
Ir
I
U
U
Heat line from
welding to be kept
to 1/8- maximum.
sorbed by bottom sink rather
than flow into the lank.
RECOMMENDED
~
a.
PROCEDURES
Keep heattoa minImum. Visible heat line shOuld not be
grealerthan 1/B from weld, 3/16- from 0.0. of flange.
d.
Handling techniques before and atter welding must
.minlmize forces applied to heated stud and flange.
e.
No torque is to be applied to epoxy when making any
bus bar connection.
r.
Temperatures at points indicated by curved arrows
must OoLaxceed--22£f. This must be determined by
the
use
of
thermocouple
detectors
during
development of the required heat sink.
M
b.
c.
All surfaces (tank. bushing and bushing well) must be
kept clean. Contamination such as paint, grease, etc.,
will extend wetdi"Q lime, thus raising the temperature
and will affect the Integrity of the bushing.
Minimize air currents in welding area which will disturb
the gas atmosphere.
-
-
INSTALLATION REQUIREMENTS
A.
B.
C.
D.
E.
Clearance between epoxy shank and maUling
hole must be 3/16- ::t 1/16-.
Enclosure
cover thickness
to be 1/4maximum. Consult the factory for enclosures
that exceed 1/4 - thick.
Clearances from the apparatus connection to
enclosure stiffeners and adjacent ground
planes are critical and must be observed during'
Installation. For more information regarding
spacing, please consult the manufacturer ..
Oil level covering the immersed stud connection
must be greater than 2 inches.
Certain equipment surface finishes require a
thermal bakIng to cure the finish. In such
cases, the bake sequence must not exceed
0
130 or 8 hours to prevent damage to critical
sealing aspects of the bushings. In addition,
114'
-
Remove AIl Burrs
and Finish with
1/16- Radius.
Ire bl.sting metaJic 0Clnlads should "'" be
mecI1anicaIyloaded i1letralIy '" extemaBydlri1g
this cue prccess 10prlMlnt epoxy distortion
ELASllMOLD BUSHING ARE NOT DESIGNED FOR USE IN AIR EXCEPT FOR THE 600Tl WITH
BOOTS AND COUARS.
••
~
1
•
/' • elastimold"
15-OOIt
IS-Wl (Rev D)
March 2010
Page 1 of 2
Suggested Welding Guide
Apparatus Bushings and Bushing Wells
DAN(;ER
,
All epp8mu. muat be de-energIzed durfng Installation
or removal 01partes).
AU apparatusmust be Installed and operated In
This Product should be Installed only by competent
personnel trained In good safety practices Involving
high voltageelectrlcaf~ulpment Th••• lnstruetJons
accordance with Individual user, local, and national
work rules. These Instructions
do not attempt to
are not Intended as • substitute tor 8dequate training or
experience In such safety practices.
providefor everypossiblecontingency.
Donot touchor moveenergIzedproducts.
Failure to follow these Instruction. will result In
damageto the productendserious or fatalInjury.
Excess distortion ot the assembled product may result
It this product I. supplied with • protective shipping
cover(s), remove this shipping cover(s) and replace
In Ita failure.
In8pectpartsfor damage,ratingand compatibilitywith
matingparts.
with the appropriate HV Insulated cap(8) or
connector(8) before 8ubmerglng or energizing the
circuIt.
FOR MORE INFORMATION ON PARTS, INSTAUATION
RATINGS AND COMPATIBIUTY, CAlL THE NEAREST ELASTIMOLO OFFICE.
IMPORTANT
1. Check contents 01 package to ensure they are complete
3. Read entire installation Instructions before starting.
2. Check 811 components to
and/or mating products.
~ Have all required tools at hand and maintain cleanliness
throughout the procedure.
and undamaged.
ernourltf ~Iuper frt
with cable -
WELDING
WELDING PROCESSES
The following data are suggested recommendations for
welding ELASTIMOLD apparatus bushings and bushing
wells. Because of the many variations in transformer
design, and the various welding techniques used, the
following is Intended as a guide only. The most important
factor during welding is that heat must be kepi at a
minimum. Excessive heating of the epoxy can affect the
Integrity of the bushing.
1. Inert-gas, tungsten-arc welding (TlG).
2. Short-arc welding (metal Inert-gas, MIG).
Both of the above processes are fast and. therefore. create
heat.
minimum
MATERIALS
No. 308 bare stainlesssteel wire Is used with either process.
IS-ooel
ThomasNletts
March 2010
Pri'ded In U$,A
8155 T&8 Bou!evIWd.MemphIs.T~
IS - W1 (Rev 0)
(800)888-0211 Fax: (800) 888.0690
>
38125