Platinum RTD Probe Construction
advertisement

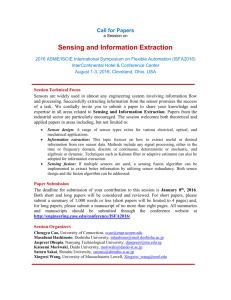
Application Note PA-R The purpose of this article is to provide a review of platinum RTD elements, internal construction, and fabrication into complete packaged assemblies. Platinum resistance sensing elements are generally manufactured in four configurations. Only RdF manufactures all four with the special processes required in each configuration: Wire-Wound Film Coil Hollow Annulus The wire-wound, or resistor-style sensing element (see Figure 1), is built by simply winding a small diameter platinum sensing wire around a mandrel constructed of non-electrically conductive material. The winding mandrel has provisions for anchoring a larger lead-wire, which facilitates attachment to external connections. The sensing wire is attached to the larger lead usually by resistance spotwelding and/or high-temperature soldering. The sensing wire is then overcoated with a non-conductive protective coating such as ceramic cement, or glassy coating. The second style of sensing element — the thin film style — is relatively new as a production element, but dominates new general-purpose applications in place of the Figure 1 woundon-mandrel style. RdF certiified suppliers deposit a thin layer of platinum on a ceramic substrate followed by very high temperature annealing and stabilization. The platinum is deposited in a resistance pattern, usually with provisions for adjusting the final resistance by cutting the circuit in a trim area. This element is produced in a flat configuration and may be over-molded to other configurations. One advantage of this type of sensing element is that greater resistance can be placed in smaller areas than with other elements. As an example, a 1000Ω sensor is typically manufactured no larger than 1.6mm wide x 2.6 mm long. Figure 2. The film-type sensing element is made by depositing a thin layer of platinum in a resistance pattern on a ceramic substrate. A layer of glass is applied for protection. Figure 1. The wire-wound sensing element is built by winding a small diameter platinum sensing wire around a nonconducting mandrel In the construction of this, or any of the element styles, it is important to match the coefficients of thermal expansion between sensing wire, mandrel, and coating as closely as possible. This minimizes compressive and tensile strain on the small diameter sensing wire. The less strain on the wire, the better the repeatability and stability of the sensor. A good indication of the amount of strain in a sensor is the closeness between the temperature coefficient of the finished sensor and that of the original unsupported sensing wire. Platinum sensing wire is usually purchased in a hard tempered condition. This makes winding easier, but also requires annealing of the element to obtain the optimum temperature coefficient. This annealing process will also affect the performance of the sensor if it is not done properly. These sensors are typically coated with a thin glassy coating over the resistance grid and with heavy glassy reinforcement over the lead attachment for mechanical and moisture protection. A typical film type sensor is shown in Figure 2. These sensors, being a very thin film, are susceptible to some substrate expansion mismatch and are available with a maximum temperature coefficient of 0.00385ohm/ohm/°C. This solid sensor, combined with RdF‘s packaging processes, produces extremely rugged RTD assemblies. The third style sensing element, the coiled element, is manufactured in several different designs, but they all have the same basic goal — to provide a strain-free sensing element. This is done by eliminating the constraints of a normal winding mandrel and overcoating. This freedom minimizes the influence of the mis-match of coefficients of thermal expansion between materials. These elements are constructed by starting with a helical coil of platinum sensing wire that resembles a lightbulb filament. The wire is inserted into the internal bores of an insulating mandrel. Powder is packed around the coil to prevent it from shorting and to provide vibration resistance during service. In other versions of this element, the tangent points on the coil are cemented to the winding element or the coil is placed on the outside of a -1- threaded mandrel (or the insulated inner wall of the sensor assembly). Figure 3 shows a typical coiled element manufactured by RdF. Whatever strain-free method is used, it generally provides a sensor with a higher temperature coefficient and better stability. Of all typical designs, the RdF design, shown here, is the most rugged. All laboratory standard platinum resistance thermometers (SPRTs) are specialized strain-free designs. Figure 3. The coiled element sensor, made by inserting the helical sensing wires into a packed powder-filled insulating mandrel, provides a strain-free sensing element. The last style, the hollow annulus sensing element, uses an open-ended metal winding mandrel which increases fluid contact and lowers thermal mass to provide a faster time response. In a typical design, shown in Figure 4, the winding mandrel — fabricated from weldable corrosion resistant metal — is machined to eliminate the internal mass. The winding area is coated with an insulating material and the sensing wire-wound to a predetermined value. The element is then covered with a coating of insulating material. This sensor has a thin external metal sheath welded over the winding area when it is used with no additional housing. Figure 4. The hollow annulus-type element is made by winding platinum sensing wire around a hollow corrosion-resistant metal mandrel. The entire unit is coated with an inuslating material. This element has the advantages of being completely sealed and having an extremely fast time response, but it is the most expensive of the four types. The large winding diameter enables high resistance sensors to perform optimally in cryogenic fluid applications. Each of the four sensing elements discussed has advantages and disadvantages. Before purchasing an RTD assembly, it is advisable to know what type of element the manufacturer is intending to provide and its limitations. The sensing elements are very seldom used by themselves and must be packaged to interface with existing hardware and withstand service conditions. Due to thousands of applications for RTDs, there are an infinite number of RTD assembly configurations. This section gives a brief description of the most simple and commonly used constructions. The assembly process begins with connections between the element leads and larger intermediate or external leads. These connections are generally made by welding, brazing or soldering. Welding is preferable because it keeps the junction metallurgically pure and avoids the introduction of additional materials that may generate an EMF output, as in a thermocouple. Intermediate leadwires are often used due to the length of the sensor assembly or the temperature profile exceeding the capabilities of the external leadwire (see Figure 5). Intermediate leadwires are usually solid as opposed to stranded for external wires. Solid wires are chosen because they are easier to handle, and are not subject to flexing. Common materials used for intermediate leads are: nickel, copper, constantan, nickel-plated or clad copper (most common), stainless steel clad copper, or platinum. The intermediate leadwires are then insulated with ceramic tubing, fiberglass sleeving, or organic sleeving if the temperature permits. External leadwires may be specified by the customer, but are usually stranded, plated copper conductors insulated with Teflon or fiberglass. Figure 5. Intermediate lead wires in a sensor assembly are typically solid wire and are welded to the element leads. Sensor elements must be packaged to interface with other hardware and to withstand service conditions. The subassembly must then be placed into a protective housing (shown as a tubular sheath in Figure 6). This housing is designed to physically mate with the process and protect the subassembly. After being placed into the sheath, the subassembly is packed with a fine grit metal oxide powder, typically aluminum oxide or magnesium oxide. This acts as an electrical insulator while increasing thermal conductivity between the sensing element and the process. The powder also supports the subassembly and protects against damage from mechanical vibration or shock. These oxides are hygroscopic and must be protected from the environment, particularly in humid areas. If the powder is allowed to absorb moisture, a high-impedance parallel shunt across the sensing element will result and produce a low erroneous output. Sealing RTD assemblies is one of the biggest problems faced by manufacturers today. Most industrial sensors are sealed with epoxy potting compounds poured into the open end of the sheath. A satisfactory seal can be achieved if adequate attention is given to the proper cleaning and preparation of the surfaces, proper mixing and curing of the compound, and the penetration of potting to a reasonable depth. (See Figure 6). Ceramic cement is another sealant for assemblies with service temperatures higher than the recommended range for epoxy. The cement is usually impregnated with a silicone fluid for moisture resistance. A more secure but also more expensive method for sealing an assembly is a glass-to-metal or a ceramic-to-metal seat, accomplished by welding a header or connector to the sensor housing. -2©2003 RdF Corporation • 23 Elm Avenue, Hudson, NH 03051-0490 USA • TEL 603-882-5195 • 800-445-8367 • FAX 603-882-6925 • www.rdfcorp.com Figure 6. After the sensor assembly is encased in a protective sheath and surrounded by a fine grit metal oxide insulating powder, it is sealed with an epoxy potting compound or ceramic cement. Commonly used sheath materials for industrial sensors and their recommended service are as follows: • Brass. Used for low-temperature commodity applications in mild environments such as air or water temperature measurements. • 304 stainless steel. Good corrosion-resistant characteristics and adequate for most common corrosive agents encountered in industry; service temperatures up to 900°F; advantages for machined housings. • 316 stainless steel. The most corrosion resistant of the common stainless steels; increased corrosion resistance to non-oxidizing acids such as sulphuric, phosphoric, and acetic; service temperature up to 900°F; standard on RdF industrial probes and capsules. • Inconel 600. Better high-temperature corrosion resistance than stainless steels; pre-oxidized sheaths for temperatures up to 1500°F; optional on RdF industrial probes. Now that the sensor is built it must be able to mate with the process where the measurement is to be made. Generally, this is done using standard pipe threads. This standardizes process and conduit connections and reduces the number of different types of threads used in a plant. For example, a direct immersion sensor assembly for most applications will have a 1/2 NPT thread. In processes where it is not practical or possible to open the process line to replace sensors, a thermowell is used. The thermowell is permanently installed in the system and a springloaded sensor whose length is designed to fit into the thermowell is installed. The sensor length is designed to bottom in the thermowell with a predetermined spring force. This contact increases thermal conductivity to the thermowell and supports the sensing sheath for protection from process vibration. The sensor can now be removed from the thermowell for replacement or calibration without disrupting the process. RdF’s exclusive springload design interaces with all 1/2 NPT hardware, offers failsafe spring loading directly on the end of the probe sheath, and prevents probe rotation due to vibration that can damage connection leads. Thermowell materials vary from carbon steel to Hastelloy, depending on process fluid and service temperatures. Figure 7 illustrates the three common thermowell mounting configurations: threaded, flanged, and socketweld. Connections between the thermowell and the connection heads are typically made using pipe nipples. The pipe nipple length varies depending on the insulation material requirements and clearances in the plant. It is also common in some applications to use a union/nipple extension which assists installation. The pipe union permits easier removal of the sensor assembly and provides a method for orienting the conduit connection in a particular direction. Connection heads are generally used as protection for sensor leadwire exit and as a junction point for leadwires going to other instrumentation (readout or control). Connection heads have screw-on covers, internal terminal boards, and female pipe threads for conduit and process connections. Standard connection heads are usually: • General purpose. Cast iron or aluminum heads with screwed on gasketed covers; designed to withstand normal plant conditions including a washdown of equipment and generally will meet NEMA 4 requirements; standard size is approximately 4 x 4 in. • Explosion proof. Also cast connection heads with screwed-on covers; designed to be used in areas with explosive or combustible materials and often certified by Factory Mutual. RdF’s explosion proof head is smaller than others: approximately 2.75 x 2.75 in. with a custom terminal block leaving good cavity volume and up to eight connection posts to fit most applications. • Specialty connection heads. A variety of plastic or stainless steel connection heads available for use in sanitary applications or near corrosive processes such as chemical processing for plating. Figure 7. The common thermowell mounting configurations are the threaded, socketweld and flanged thermowell ©RdF, 2003, updated excerpts. Original Publishing SENSORS, March 1985, AN ADVANSTAR PUBLICATION