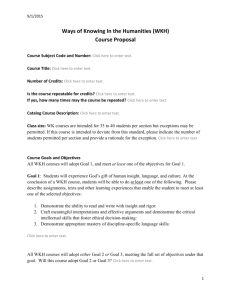
Surface Preparation
advertisement

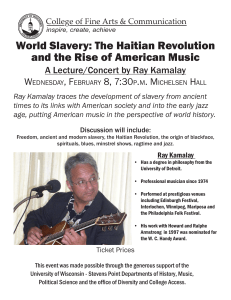
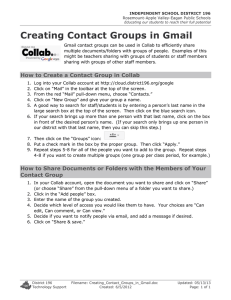
Ponderosa Protective Coatings™ Surface Preparation Why Prepare The Surface? Correct surface preparation is critical to the longevity of any coating system. The life of a protective coating depends largely upon the degree of surface cleanliness prior to application. Most coating failures can be attributed to inadHTXDWHRULQFRPSOHWHVXUIDFHSUHSDUDWLRQ7KHUHDUHQRFRDWLQJVDYDLODEOHWRGD\ZKLFKZLOOSURYLGHORQJWHUPSURWHFWLRQLQDJJUHVVLYHHQYLURQPHQWVZKHQDSSOLHGRYHUPLOOVFDOHDFWLYHUHGUXVWJUHDVHVRLOVPRLVWXUHPLOGHZPROG dirt, chalky surfaces, unsound coatings or other forms of surface contamination. 3URWHFWLYHFRDWLQJVDGKHUHE\WKHPHDQVRIWZRPHFKDQLVPV7KH¿UVWLVDGKHVLRQZKLFKFDQEHGH¿QHGDVD PROHFXODUDWWUDFWLRQRIWKHLQWHUIDFLDOIRUFHVRIERWKWKHFRDWLQJDQGWKHVXEVWUDWH7KHVHFRQGLVERQGLQJZKLFKLVD mechanical attachment or anchoring of the coating to the substrate. To insure integrity of the coating/substrate interface, both adhesion and bonding must occur. This means that surface cleanliness, and therefore, surface preparation LVHVVHQWLDO7KHW\SHDQGH[WHQWRIVXUIDFHSUHSDUDWLRQUHTXLUHGZLOOYDU\ZLWKWKHQDWXUHRIWKHVXUIDFHLWVFRQGLWLRQ the coatings to be used and the type of exposure. Cost of Surface Preparation 7KHPDMRUFRVWRIDQ\LQGXVWULDOSDLQWLQJMRELVUHÀHFWHGQRWLQWKHSULFHRIWKHFRDWLQJPDWHULDOLWVHOIEXWUDWKHULQWKH cost of surface preparation materials, labor and the cost of application of the coating system. Page 1 Ponderosa Protective Coatings™ Surface Preparation In order to arrive at a meaningful measure of coating value the total cost of the job must be divided by the expected years of service. This results in a reliable per year cost of protection. For all coating systems there is a certain minimum degree of surface preparation required to insure that premature coating failure does not occur. The degree of surface preparation or surface cleanliness necessary is dependent upon several factors. • Environment, to which the substrate is exposed- if the environment is chemically aggressive, continuously immersed or extremely hot, then a high degree of VXUIDFHFOHDQOLQHVVLVHVVHQWLDO,IKRZHYHUWKHHQYLURQPHQWLVQRWDJJUHVVLYH then surface preparation requirements may be minimal. • Types of generic coating being used- coatings such as vinyls are intolerant of VXUIDFHFRQWDPLQDWLRQDQGUHO\KHDYLO\RQWKHGHJUHHRISUR¿OHIRUPHFKDQLFDO ERQG7KH\DUHQRWRULRXVO\SRRUVXUIDFHZHWWHUVDQGWKHUHIRUHGRQRWH[KLELW good adhesion, or molecular bonding characteristics. • Expected service life- the life of a protective coatings system depends largely upon the degree of surface cleanliness. An alkyd coating requires only hand or SRZHUWRROFOHDQLQJDVPLQLPXPVXUIDFHSUHSDUDWLRQ,ILQVWHDGFRPPHUFLDO grade abrasive blasting is used to prepare the surface, the effective service life of the same alkyd system can almost be doubled. The cost of commercial grade EODVWLQJLVDSSUR[LPDWHO\GRXEOHWKDWRIKDQGRUSRZHUWRROFOHDQLQJEXWWKLVGLIIHUHQFHLVTXLFNO\UHFRXSHGWKH¿UVWWLPHWKHKDQGRUSRZHUWRROFOHDQHGVXUIDFH has to be repainted. 7KHUHODWLRQVKLSEHWZHHQFRVWVLQFXUUHGE\YDU\LQJWKHGHJUHHRIVXUIDFHSUHSDUDWLRQDQGWKHFRUUHVSRQGLQJH[SHFWHG VHUYLFHOLIHRIWKHFRDWLQJV\VWHPLVFRQWUDVWHGLQWKHFKDUWEHORZ It cannot be over emphasized that even the best protective coating is likely to perform poorly or even fail if applied over improperly prepared surfaces. Page 2 Ponderosa Protective Coatings™ Surface Preparation Surface Preparation Methods 6XUIDFHSUHSDUDWLRQPHWKRGVKDYHEHHQZHOOGH¿QHGE\RUJDQL]DWLRQVVXFKDVWKH1DWLRQDO$VVRFLDWLRQ2I&RUURsion Engineers (NACE), the Steel Structures Painting Council (SSPC), the American Society Of Testing And Material $670DQGWKH$PHULFDQ:DWHU:RUNV$VVRFLDWLRQ$::$7KHVXUIDFHSUHSDUDWLRQVWDQGDUGVOLVWHGEHORZDUH FRQGHQVHGIURPWKH663&DQG1$&(WH[WV)RUFRPSOHWHGH¿QLWLRQVSOHDVHUHIHUWRHLWKHURIWKHDERYHUHIHUHQFHV 7KHIROORZLQJLVDEULHIH[SODQDWLRQRIVXUIDFHSUHSDUDWLRQPHWKRGV &KHPLFDO&OHDQLQJ663&63Removal of all detrimental foreign matter such as oil, grease, dirt, soil, salts, GUDZLQJDQGFXWWLQJFRPSRXQGVDQGRWKHUFRQWDPLQDQWVIURPVWHHOVXUIDFHVE\WKHXVHRIVROYHQWVHPXOVLRQVDWWDFN compounds, steam or other similar materials and methods that involve a solvent or cleaning action. 6ROYHQWFOHDQLQJDORQHLVRQHRIWKHPRVWZLGHO\DEXVHGPHWKRGVRIVXUIDFHSUHSDUDWLRQ,QRUGHUWRSURSHUO\FOHDQD surface of grease or oil, for example, the solvents and rags used for such cleaning must be continuously replenished ZLWKFOHDQRQHVLQRUGHUWRLQVXUHWKDWWKHRIIHQGLQJFRQWDPLQDQWVDUHQRWMXVWXQLIRUPO\UHGHSRVLWHGRYHUWKHHQWLUH VXUIDFH0RUHHI¿FLHQWPHWKRGVVXFKDVVWHDPFOHDQLQJYDSRUGHJUHDVLQJRUFOHDQLQJZLWKDFRPPHUFLDOGHWHUJHQW IROORZHGE\ULQVLQJVKRXOGEHHPSOR\HGLIWKHFRDWLQJV\VWHPLVQRWWROHUDQWRIJUHDVHDQGRLOFRQWDPLQDWLRQ Prior to abrasive cleaning of steel substrates, it is imperative to chemical clean for removal of grease and oil. A misconception exists that abrasive cleaning removes grease and oil. In reality chemical cleaning is required and VKRXOGDOZD\VSUHFHGHWKHUHPRYDORIPLOOVFDOHORRVHUXVWRUUXVWVFDOHE\PHFKDQLFDOPHDQV,IQRWWKHPHFKDQLcal method chosen may spread the contamination and imbed it in the surface making subsequent removal even more GLI¿FXOW7KHIROORZLQJDUHVRPHW\SHVRIFKHPLFDOFOHDQLQJSUHSDUDWLRQ • Steam Cleaning – This method effectively removes heavy deposits of dirt and grime due to a combination of high velocity, high temperature steam. The addiWLRQRIFDXVWLFGHWHUJHQWVRUFOHDQVHUVLQWRWKHZDWHUZLOOUHDGLO\UHPRYHJUHDVHV DQGRLOVE\HPXOVL¿FDWLRQVXVSHQVLRQRIRLOLQZDWHURUVDSRQL¿FDWLRQFRQYHUVLRQRIRLOWRDZDWHUVROXEOHPDWHULDO • Alkaline and Detergent Cleaning- this method uses an alkaline material disVROYHGLQZDWHUSUHIHUDEO\KRWZKLFKVDSRQL¿HVDQGRUHPXOVL¿HVRLO\FRQWDPLQDQWVVRWKDWWKH\PD\EHHDVLO\ULQVHGDZD\'HWHUJHQWFOHDQLQJLVDOVRHIIHFWLYHLQUHPRYLQJGLUWDFLGUHVLGXHVVDOWVDQGRWKHUZDWHUVROXEOHFRQWDPLQDQWV 7KHXVHRIDONDOLQHFOHDQHUVLQFRQMXQFWLRQZLWKVWHDPFOHDQLQJRUKLJKSUHVVXUH ZDVKLQJZLOOJUHDWO\LPSURYHWKHLUHIIHFWLYHQHVV$VXJJHVWHGIRUPXODIRUDJHQHUDOSXUSRVHLQGXVWULDODONDOLQHFOHDQHUIROORZV Tri sodium phosphate Detergent Hot Water ½ - 1 pound 2-4 ounces 1 gallon ,IKRWZDWHULVQRWDYDLODEOHLQFUHDVHWKHFRQFHQWUDWLRQRIWKHFKHPLFDOV Page 3 Ponderosa Protective Coatings™ Surface Preparation )RUPROG\RUPLOGHZHGVXUIDFHVDGGDSSUR[LPDWHO\RQHTXDUWRIKRXVHKROGFKORrine bleach (hypochlorite type) to this solution. $SSO\WKLVDONDOLQHFOHDQHUJHQHURXVO\DQGVFUXEWKRURXJKO\ZLWKUDJVRUEUXVKHV $OORZWKHFOHDQHUWRUHPDLQRQWKHVXUIDFHIRUDVKRUWZKLOHEHIRUHFRPSOHWHO\ DQGWKRURXJKO\ULQVLQJZLWKIUHVKZDWHUWRUHPRYHVDSRQL¿HGRLOFRQWDPLQDQWV and residual detergent. If this rinsing is not performed adequately, an alkaline UHVLGXHPD\UHPDLQRQWKHVXUIDFHDWWDFNLQJWKHQHZFRDWLQJDQGUHVXOWLQJLQD ORVVRIDGKHVLRQ$OORZVXUIDFHVWRGU\FRPSOHWHO\EHIRUHFRDWLQJ :KHQSHUIRUPLQJFKHPLFDOFOHDQLQJJRJJOHVDQGUXEEHUJORYHVVKRXOGEHZRUQ $YRLGWKHSURORQJHGFRQWDFWRIWKHVHVROXWLRQVZLWKDOXPLQXPDVVWURQJDONDOLQHVZLOODWWDFNWKLVPHWDO • Emulsion Cleaning – Commercial emulsion cleaners, based on volatile organic VROYHQWVLQFRPELQDWLRQZLWKHPXOVLI\LQJDJHQWVRUGHWHUJHQWVDUHJHQHUDOO\VROG DVFRQFHQWUDWHV7KH\VKRXOGEHGLOXWHGZLWKPLQHUDOVSLULWVNHURVHQHRUZDWHU according to manufacturers’ instructions. $SSO\HPXOVLRQFOHDQLQJVROXWLRQVWRWKHVXUIDFHDQGVFUXEWKRURXJKO\$OORZ cleaners to remain on the surface for about a minute before rinsing. An oil containing emulsion residue often remains on the surface after cleaning. Remove it ZLWKVWHDPKRWZDWHUGHWHUJHQWVVROYHQWVRUDONDOLQHFOHDQLQJFRPSRXQGV 7DNHDSSURSULDWH¿UHSUHFDXWLRQVDQGSURYLGHDGHTXDWHYHQWLODWLRQIRUZRUNHUV *RJJOHVUXEEHUJORYHVDQGSURWHFWLYHFORWKLQJVKRXOGEHZRUQZKHQHPXOVLRQ cleaning. • Volatile Solvent Cleaning –7KLVLVSUREDEO\WKHPRVWZLGHO\XVHGEXWOHDVW HI¿FLHQWGHJUHDVLQJPHWKRGLQLQGXVWULDOPDLQWHQDQFH2UJDQLFVROYHQWVDUHDSSOLHGWRWKHVXUIDFHVZLWKUDJVVSRQJHVRUEUXVKHVDQGVFUXEEHG7REHHIIHFWLYHVHYHUDOVXFFHVVLYHZLSLQJVDUHQHFHVVDU\XVLQJFOHDQFORWKVDQGVROYHQWV each time. This method is based on the principle that the offending contaminant LVGLVVROYHGLQWKHVROYHQWDQGWKHQZLSHGDZD\8QIRUWXQDWHO\VRLOHGVROYHQW DQGZLSLQJUDJVIUHTXHQWO\UHGHSRVLWJUHDVHDQGRLODVWKHVROYHQWHYDSRUDWHV 6HYHUDOVXFFHVVLYHZLSLQJVZLWKFOHDQVROYHQWVDQGUDJVDVLQGLFDWHGDERYHZLOO minimize this problem. $ZLGHUDQJHRIRUJDQLFVROYHQWVFDQEHXVHGZLWKWKLVPHWKRG6ROYHQWFKRLFH is generally based on the degree of solvency required to do the job. At the same WLPHFRQVLGHUDWLRQRIÀDPPDELOLW\HYDSRUDWLRQUDWHWR[LFLW\DQGFRVWLVLPSRUWDQW Mineral spirits or Stoddard solvent probably represents the best overall choice for PRVWVROYHQWZLSLQJRSHUDWLRQV;\ORORUPDQ\SURSULHWDU\VROYHQWVPD\DOVREH Page 4 Ponderosa Protective Coatings™ Surface Preparation employed. Products such as benzene, gasoline, VM and P Naphtha and chloriQDWHGVROYHQWVVKRXOGEHDYRLGHGHLWKHUEHFDXVHRIWKHLUÀDPPDELOLW\RUWR[LFLW\ 6ROYHQWVXVHGLQGHJUHDVLQJDUHXVXDOO\ÀDPPDEOH2SHQÀDPHVVSDUNV ZHOGLQJRUVPRNLQJVKRXOGQRWEHDOORZHGLQVROYHQWFOHDQLQJDUHDV$GHTXDWH YHQWLODWLRQVKRXOGEHSURYLGHGWRUHSODFHVROYHQWYDSRUVZLWKIUHVKDLU2SHUDWRUV VKRXOGZHDUJRJJOHVDQGUXEEHUJORYHV Vapor degreasing is an example of a very effective solvent cleaning method. Its use, unfortunately, is generally limited to production setups cleaning parts small HQRXJKWR¿WLQWRWKHGHJUHDVLQJDSSDUDWXV +DQG7RRO&OHDQLQJ663&63± Removal of all rust scale, mill scale, loose rust and loose paint to the degree VSHFL¿HGE\KDQGZLUHEUXVKLQJKDQGVDQGLQJKDQGVFUDSLQJKDQGFKLSSLQJRURWKHUKDQGLPSDFWWRROVRUE\DFRPbination of these methods. The substrate should have a faint metallic sheen and also be free of oil, grease, dust, soil, VDOWVDQGRWKHUFRQWDPLQDQWV+DQGWRROFOHDQLQJKRZHYHUVDWLVIDFWRU\IRUVPDOODUHDVLVGHHPHGLPSUDFWLFDOZKHQ ODUJHUVXUIDFHDUHDVPXVWEHFOHDQHGRUZKHQVXUIDFHVDUHKHDYLO\UXVWHGRUFRQWDPLQDWHG8QGHUWKHVHFRQGLWLRQV SRZHUWRROVRUDEUDVLYHEODVWLQJDUHIDVWHUDQGPRUHHFRQRPLFDO Prior to hand cleaning remove grease, oil and similar contaminants from the surface by proper solvent cleaning, VWHDPFOHDQLQJRUE\ZDVKLQJZLWKDVROXWLRQRIDONDOLQHFOHDQHUVDQGZDWHU5LQVHWKHVXUIDFHWKRURXJKO\DQGDOORZLW to dry. Be sure that the offending contamination has not been spread over the surface during the cleaning operation. 5HPRYHEULWWOHUXVWVFDOHRUPLOOVFDOH¿UVWXVLQJLPSDFWWRROVVXFKDVFKLSSLQJRUVOHGJHKDPPHUV$VXLWDEOHFRPELQDWLRQRIVFUDSHUVDQGZLUHEUXVKHVPD\WKHQEHXVHGWRUHPRYHORRVHO\DGKHULQJUXVWPLOOVFDOHDQGGHWHULRUDWHG SDLQW&OHDQLQJPHWKRGVDQGWRROVHPSOR\HGGHSHQGODUJHO\RQWKHQDWXUHRIWKHVXUIDFH7KHXVHRIWKLQZLGHEODGH VFUDSHUVDQGVXEVHTXHQWZLUHEUXVKLQJLVDFFHSWDEOHIRUUHPRYLQJORRVHUXVWZKLOHKHDYLHUVFUDSHUVDUHUHTXLUHGIRU tighter adhering materials such as mill scale or sound previous coatings. 3RZHU7RRO&OHDQLQJ663&63± Removal of all rust scale, mill scale, loose paint, and loose rust to the degree VSHFL¿HGE\SRZHUZLUHEUXVKHVSRZHULPSDFWWRROVSRZHUJULQGHUVSRZHUVDQGHUVRUE\DFRPELQDWLRQRIWKHVH methods. The substrate should have a pronounced metallic sheen and also be free of oil, grease, dirt, soil, salts and other contaminants. Surface should not be buffed or polished smooth. 3RZHUWRROFOHDQLQJSURYLGHVDVOLJKWO\KLJKHUGHJUHHRIFOHDQOLQHVVWKDQGRHVKDQGWRROFOHDQLQJ7KHVHXQLWVFDQEH GULYHQHOHFWULFDOO\RUSQHXPDWLFDOO\DQGWKHDGYDQWDJHRISRZHUWRROFOHDQLQJRYHUKDQGWRROFOHDQLQJLVQRWRQO\WKDW WKHGHJUHHRIFOHDQOLQHVVLVLQFUHDVHGEXWDOVRWKDWWKHUDWHSURGXFWLRQLVVLJQL¿FDQWO\LPSURYHG7KLVPHWKRGLVVWLOO not generally regarded as adequate surface preparation for long-term exposures of most high performance coating systems in aggressive environments. Remove oil, grease or similar contaminants from the surface via suitable chemical cleaning method. Rinse surface WKRURXJKO\DQGDOORZGU\LQJ:KHQSRZHUFOHDQLQJEHFDUHIXOWRXVHHDFKWRROSURSHUO\3RZHUZLUHEUXVKHVIRU example, should not be held in one spot too long as they may burnish or polish the surface resulting in a decrease in Page 5 Ponderosa Protective Coatings™ Surface Preparation VXUIDFHSUR¿OH$OVRDYRLGFXWWLQJGHHSO\LQWRWKHVXUIDFHZLWKJULQGHUVRUURWDU\LPSDFWWRROVDVWKLVWHQGVWRSURGXFHGHHSSLWVDQGEXUUVZKLFKPD\QRWEHDGHTXDWHO\SURWHFWHGE\WKHQHZFRDWLQJV\VWHP$Q\EXUUVVRSURGXFHG VKRXOGEHJURXQGÀXVKWRWKHVXUIDFHEHIRUHSULPLQJ 3URSHUVDIHW\HTXLSPHQWVXFKDVVDIHW\JRJJOHVJORYHVDQGGXVWUHVSLUDWRUVVKRXOGEHHPSOR\HGZKHQXVLQJHLWKHU KDQGRUSRZHUWRROFOHDQLQJPHWKRGV:KHQFOHDQLQJLQDUHDVZKHUHÀDPPDEOHYDSRUVRUDLUERUQHGXVWDUHSUHVHQW the use of nonsparking tools is highly recommended. 3RZHU7RRO&OHDQLQJWR%DUH0HWDO663&633RZHUWRROFOHDQLQJWRSURGXFHDEDUHPHWDOVXUIDFHDQGWR UHWDLQRUSURGXFHDVXUIDFHSUR¿OH7KLVFOHDQLQJVSHFL¿FDWLRQH[FHHGV663&633RZHU7RRO&OHDQLQJLQWKDWLWUHquires complete removal of all visible oil, grease, dirt, dust, mill scale, rust, paint, oxide, corrosion products, and other IRUHLJQPDWWHU6OLJKWUHVLGXHVRIUXVWDQGSDLQWPD\EHOHIWLQWKHORZHUSRUWLRQVRISLWVLIWKHRULJLQDOVXUIDFHLVSLWWHG ,IWKHVXUIDFHLVWREHURXJKHQHGWKHVXUIDFHSUR¿OHSURGXFHGVKDOOQRWEHOHVVWKDQPLODQGVKDOOEHWRDGHJUHH VXLWDEOHIRUWKHVSHFL¿HGSDLQWV\VWHP )ODPH&OHDQLQJ663&63±Removal of all loose scale, rust and other detrimental foreign matter by passing KLJKWHPSHUDWXUHKLJKYHORFLW\R[\DFHW\OHQHÀDPHVRYHUWKHHQWLUHVXUIDFHIROORZHGE\ZLUHEUXVKLQJ6XUIDFH should also be free of oil, grease, dirt, soil, salts, and other contaminants. $EUDVLYH%ODVW&OHDQLQJ663&63Abrasive blasting is probably the most effective method of preparing metal and masonry surfaces for coatings. It involves the high velocity propulsion of abrasive media such as sand, slag, steel shot, glass beads or nutshells against a surface. High velocities are imparted to this media through sevHUDOPHDQV%\IDUWKHPRVWFRPPRQYHKLFOHLVKLJKSUHVVXUHDLUZKLFKLVXVHGWRFDUU\DEUDVLYHVWKDWDUHJHQHUDOO\ QRWUHFRYHUHG6KRSRSHUDWLRQVRIWHQHPSOR\FHQWULIXJDOZKHHOVIRUSURSHOOLQJPHGLDLQDFORVHGV\VWHPZKHUHWKH DEUDVLYHFDQEHUHFRYHUHGDQGUHXVHG7KHUHDUHDOVRRWKHUPHWKRGVRIDEUDVLYHEODVWFOHDQLQJZKLFKZLOOQRWEH discussed in detail here because of their more limited and specialized applications. Equipment manufacturers should be consulted if unusual conditions merit the consideration of specialized varieties of abrasive blasting. )RUPDQ\KLJKSHUIRUPDQFHDSSOLFDWLRQVVXFKDVZDWHULPPHUVLRQRUKLJKWHPSHUDWXUHH[SRVXUHVDEUDVLYHEODVWLQJLVPDQGDWRU\$EUDVLYHEODVWLQJLVDOVRUHFRPPHQGHGZKHQWKHUHPRYDORIWLJKWPLOOVFDOHKHDY\UXVWVFDOHRU previous coatings from extensive areas is required. To maximize the effectiveness of a blasting operation the careful selection of equipment, nozzles, and abrasive media is critical. The proper matching of air pressures and volumes, QR]]OHVL]HDQGGHVLJQVDQGPHGLDW\SHDQGJUDGHFDQJUHDWO\HQKDQFHWKHHI¿FLHQF\RIWKHEODVWLQJRSHUDWLRQ7KH UHFRPPHQGDWLRQVWKDWIROORZDUHJXLGHOLQHVRQO\DQGDUHQRWLQWHQGHGWRVXSSODQWWKRVHRI\RXUDEUDVLYHEODVWHTXLSment supplier. Page 6 Ponderosa Protective Coatings™ Surface Preparation Volume and Pressure of Air The air supply is the most crucial part of any abrasive blasting operation. It is important to remember that surface cleaning is accomplished in direct proportion to the volume and pressure of air passing through the blast nozzle. Air pressure cannot be considered alone. The volume of air supplied is of critical importance. Assuming approximately SVLQR]]OHSUHVVXUHWKHIROORZLQJPLQLPXPFRPSUHVVRUFDSDFLWLHVDUHVXJJHVWHGIRUWKHQR]]OHVL]HVOLVWHGEHORZ It cannot be taken for granted that the reading on a pressure gauge attached to the compressor itself is accurate at the nozzle. Pressure losses proportionate to the length and diameter of sandblasting hose can nullify a compressor’s HI¿FLHQF\GXHWRH[FHVVLYHIULFWLRQORVVHV,WLVWKHUHIRUHLPSRUWDQWWRPHDVXUHDLUSUHVVXUHVZLWKDK\SRGHUPLFW\SH pressure gauge as close as possible to the abrasive blasting nozzle. For most types of metal blasting the ideal ZRUNLQJDLUSUHVVXUHLVEHWZHHQDQGSVL/RZHUSUHVVXUHVUHVXOWLQVORZHUFOHDQLQJUDWHV)RUH[DPSOHDQDLU SUHVVXUHRIDSSUR[LPDWHO\SVLZLOOFOHDQRQO\DERXW2/3RIWKHDUHDSHUXQLWWLPHWKDQZLOOWKHVDPHVHWXSRSHUDWLQJ at 100 psi. 7RDYRLGIXUWKHUVXUIDFHFRQWDPLQDWLRQWKHFRPSUHVVHGDLUXVHGVKRXOGEHIUHHRIZDWHUDQGRLO$SURSHUO\¿WWHGWUDS LQWKHDLUOLQHEHWZHHQWKHFRPSUHVVRUDQGWKHEODVWLQJXQLWZLOOKHOSDVVXUHDFOHDQGU\VXSSO\RIDLUDWDOOWLPHV Selection of Abrasives $EUDVLYHPHGLDVKRXOGEHVHOHFWHGWRSURYLGHDEODVWLQJSUR¿OHGHHSHQRXJKIRURSWLPXPDGKHVLRQDQGVKDOORZ enough to be adequately covered by the coating system. Avoid using excessively coarse abrasives. A medium grade RIVLOLFDVDQGZKLFKSDVVHVWKURXJKDQWRPHVKVLHYHZLOOJHQHUDOO\SURGXFHDWRíPLOEODVWSUR¿OHZKLFK LVVXI¿FLHQWIRUPRVWLQGXVWULDODSSOLFDWLRQV CROSS SECTION - COATED STEEL SURFACE Page 7 Ponderosa Protective Coatings™ Surface Preparation 7KHDEUDVLYHPHGLDVL]HDQGFRQ¿JXUDWLRQVHOHFWHGVKRXOGSURGXFHDSUR¿OHGHSWKRIQRPRUHWKDQ1/3 of the total dry ¿OPWKLFNQHVVRIWKHFRDWLQJV\VWHPVSHFL¿HG7KLVLVWRLQVXUHWKDWWKH³SHDNV³RIWKHDEUDVLYHEODVWSUR¿OHGRQRW SURWUXGHWKURXJKWKHGU\¿OPWKLFNQHVVRIWKHSULPHULQWKHV\VWHPDSSOLHG:LWKVRPHFRDWLQJV\VWHPVPRVWQRWDEO\ ]LQFULFKPDWHULDOVWKHUDQJHRIVXUIDFHSUR¿OHJHQHUDWHGLVVRPHZKDWFULWLFDODQGIRUWKHVHPDWHULDOVPLQLPXPDQG PD[LPXPVXUIDFHSUR¿OHVKDYHEHHQUHFRPPHQGHGLQSURGXFWOLWHUDWXUH 6RPHRIWKHPRVWZLGHO\XVHGDEUDVLYHPHGLDDUHOLVWHGEHORZ • Silica Sand – This popular abrasive is available in varying degrees of coarseness. ,IDSSO\LQJDFRDWLQJV\VWHPGHVLJQHGIRUWRPLOVWRWDOGU\¿OPWKLFNQHVVD JUDGHRIÀLQWRUVLOLFDVDQGSDVVLQJWKURXJKDQWRPHVKVLHYHSURYLGHVIRU DUDSLGFOHDQLQJUDWHDQGWKHFUHDWLRQRIDSURSHUSUR¿OH&RPPHUFLDOO\JUDGHG sand is more economical and effective in the long run than common river sand ZKLFKEUHDNVGRZQWRRUHDGLO\DQGFRQWDLQVH[FHVVLYHGXVWZKLFKPD\LQVRPH situations, be harmful. • Grit- This is a residue of slag produced by generating stations or as a by-product of lead or copper are reductions. Grit is one of the sharpest abrasives available DQGLVUHFRPPHQGHGZKHUHDGHHSEODVWSUR¿OHLVGHVLUHGDORQJZLWKD¿UVWUDWH of cleaning. • Metal Shot/Grit- These particles of graded iron, steel or synthetic materials are relatively costly as abrasives and are generally selected for blasting systems in ZKLFKWKHPHGLDFDQEHUHFRYHUHGDQGUHXVHGPDQ\WLPHV7KLVPHGLDLVRIWHQ employed in centrifugal shop blasting equipment. • Vegetable or Agricultural Abrasives – These materials are produced from nutshells, fruit pits, corncobs, rice hulls, etc. Agricultural abrasives are most often XVHGZKHQLWLVQRWGHVLUHGWRSURGXFHDVXUIDFHSUR¿OHRQWKHVXEVWUDWHWREH coated. Page 8 Ponderosa Protective Coatings™ Surface Preparation 3DUWLFOH&RQ¿JXUDWLRQ 7KHZRUGVJULWDQGVKRWDUHRIWHQDSSOLHGWRWKHVKDSHRIWKHLQGLYLGXDOSDUWLFOHVRIWKHDEUDVLYHEODVWLQJPHGLDDQG VHYHUDOW\SHVRIWKHDEUDVLYHVOLVWHGDERYHDUHDYDLODEOHLQHLWKHUFRQ¿JXUDWLRQ ³*ULW´JHQHUDOO\UHIHUVWRDQDQJXODUSDUWLFOHZLWKVKDUSHGJHVWKDWLPSDUWDGHHSSUR¿OHWRWKHDEUDVLYHEODVWHGVXUIDFH³6KRW´LPSOLHVDPRUHURXQGHGRUVSKHULFDOVKDSHZKLFKSURGXFHVDSHHQHGHIIHFWRQPHWDOVXUIDFHV The following chart indicates the approximate maximum surface SUR¿OHFUHDWHGE\EODVWLQJDWSVLWKURXJKD/” nozzle: Page 9 Ponderosa Protective Coatings™ Surface Preparation Grades of Abrasive Blasting$EUDVLYHEODVWLQJHVSHFLDOO\RIVWHHOVXUIDFHVLVPRVWRIWHQVSHFL¿HGE\WKH6WHHO 6WUXFWXUHV3DLQWLQJ&RXQFLORU1DWLRQDO$VVRFLDWLRQRI&RUURVLRQ(QJLQHHUV6WDQGDUGVFRQGHQVHGEHORZ • :KLWH0HWDO%ODVW&OHDQLQJ663&631$&(± Removal of all mill scale, rust, rust scale, paint or foreign matter by the use of abrasives propelled through QR]]OHVRUE\FHQWULIXJDOZKHHOV$:KLWH0HWDO%ODVW&OHDQHG6XUIDFH)LQLVKLV GH¿QHGDVDVXUIDFHZLWKDJUD\ZKLWHXQLIRUPPHWDOOLFFRORUVOLJKWO\URXJKHQHG WRIRUPDVXLWDEOHDQFKRUSDWWHUQIRUFRDWLQJV7KHVXUIDFHZKHQYLHZHGZLWKRXW PDJQL¿FDWLRQVKDOOEHIUHHRIDOORLOJUHDVHGLUWYLVLEOHPLOOVFDOHUXVWFRUURVLRQ products, oxides, paint, or any other foreign matter. • 1HDU:KLWH%ODVW&OHDQLQJ663&631$&(± Removal of nearly all mill scale, rust, rust scale, paint, or foreign matter by the use of abrasives propelled WKURXJKQR]]OHVRUE\FHQWULIXJDOZKHHOVWRWKHGHJUHHKHUHDIWHUVSHFL¿HG$ 1HDU:KLWH%ODVW&OHDQHG6XUIDFH)LQLVKLVGH¿QHGDVRQHIURPZKLFKDOORLO grease, dirt, mil scale, rust, corrosion products, oxides, paint or other foreign PDWWHUKDYHFRPSOHWHO\UHPRYHGIURPWKHVXUIDFHH[FHSWIRUYHU\OLJKWVKDGRZV very slight streaks or slight discolorations caused by rust stain, mill scale oxides, or light, tight residues of paint or coating that may remain. At least 95 percent of each square inch of surface area shall be free of all visible residues, and the remainder shall be limited to the light discoloration mentioned above. • &RPPHUFLDO%ODVW&OHDQLQJ663&631$&(±Removal of mill scale, rust, rust scale, paint or foreign matter by the use of abrasives propelled through QR]]OHVRUE\FHQWULIXJDOZKHHOVWRWKHGHJUHHVSHFL¿HG$&RPPHUFLDO%ODVW &OHDQHG6XUIDFH)LQLVKLVGH¿QHGDVRQHIURPZKLFKDOORLOJUHDVHGLUWUXVW scale and foreign matter have been completely removed from the surface and all rust, mill scale and old paint have been completely removed except for slight VKDGRZVVWUHDNVRUGLVFRORUDWLRQVFDXVHGE\UXVWVWDLQPLOOVFDOHR[LGHVRU slight, tight residues of paint or coating that may remain; if the surface is pitted, VOLJKWUHVLGXHVRIUXVWRUSDLQWPD\EHIRXQGLQWKHERWWRPRISLWVDWOHDVWWZR thirds of each square inch of surface area shall be free of all visible residues and the remainder shall be limited to the light discoloration, slight staining or tight residues mentioned above. • %UXVK2II%ODVW&OHDQLQJ663&631$&(± Removal of loose mill scale, ORRVHUXVWDQGORRVHSDLQWWRWKHGHJUHHKHUHDIWHUVSHFL¿HGE\WKHLPSDFWRI DEUDVLYHVSURSHOOHGWKURXJKQR]]OHVRUE\FHQWULIXJDOZKHHOV,WLVQRWLQWHQGHG that the surface shall be free of all mill scale, rust, and paint. The remaining mill VFDOHUXVWDQGSDLQWVKRXOGEHWLJKWDQGWKHVXUIDFHVKRXOGEHVXI¿FLHQWO\DEUDGed to provide good adhesion and bonding of paint. A Brush-Off Blast Cleaned 6XUIDFH)LQLVKLVGH¿QHGDVRQHIURPZKLFKDOORLOJUHDVHGLUWUXVWVFDOHORRVH mill scale, loose rust and loose paint or coatings are removed completely but tight mill scale and tightly adhered rust, paint and coatings are permitted to remain provided that all mill scale and rust have been exposed to the abrasive blast patWHUQVXI¿FLHQWO\WRH[SRVHQXPHURXVÀHFNVRIWKHXQGHUO\LQJPHWDOIDLUO\XQLIRUPO\ distributed over the entire surface. Page 10 Ponderosa Protective Coatings™ Surface Preparation Rate of Cleaning 7KHIROORZLQJFKDUWVKRZVWKHDSSUR[LPDWHFOHDQLQJUDWHVIRUWKHDERYHOLVWHGJUDGHVRIDEUDVLYHEODVWLQJXVLQJ 40-mesh silica sand at 100psi through a 5/16 inch nozzle: NOTE:7KHVH¿JXUHVZLOOYDU\FRQVLGHUDEO\GHSHQGLQJRQWKHPDQ\FRQGLWLRQVZKLFKDIIHFWEODVWLQJRSHUDWLRQV Abrasive Blasting Procedure )ROORZWKLVVHTXHQFHRIRSHUDWLRQVIRUEHVWUHVXOWV 1. Before blasting remove grease, oil, salt, chemicals, dust and similar contaminants by chemical cleaning (SSPC-SP-1). 6HOHFWDEUDVLYHRIWKHSURSHUVL]HFRQ¿JXUDWLRQDQGKDUGQHVVLQUHODWLRQWRWKH XQGHUO\LQJVXEVWUDWHDQGWKHVXUIDFHSUR¿OHGHVLUHG 3. Blast to the grade required according to coating type and ultimate environment. Inspect to insure degree of cleanliness. .HHSDEUDVLYHFOHDQ7KLVLVHVSHFLDOO\LPSRUWDQWZKHQDEUDVLYHPHGLDLVUHcycled or reused. $IWHUEODVWLQJUHPRYHDOOVDQGGXVWDQGGLUWIURPVXUIDFHVWREHFRDWHGZLWKD vacuum cleaner, compressed air (clean and dry) or a clean brush. Before applyLQJWKHSULPHFRDWLWLVJRRGSUDFWLFHWRZHWGRZQVXUURXQGLQJDUHDVWRKHOSSUHYHQWZLQGEORZQGHEULVIURPFRQWDPLQDWLQJWKHZRUN%ODVWPHGLDWKDWEHFRPHV HQWUDSSHGLQVXEVHTXHQWFRDWLQJVFDQDFWDVD³ZLFN´SURYLGLQJDQDYHQXHIRU moisture and oxygen to reach underlying steel surfaces. 6. Apply coatings to blasted surfaces as soon as possible-before the clean VXUIDFHVEHFRPHFRQWDPLQDWHGRUEHJLQWRÀDVKUXVW0RVWVSHFL¿FDWLRQVFDOOIRU WKHDSSOLFDWLRQRI¿UVWSULPHUFRDWWKHVDPHGD\EODVWLQJWDNHVSODFH )ROORZDOODSSOLFDEOHVDIHW\VWDQGDUGV A Note on Controlling Dust 7ZRYDULDWLRQVRIDEUDVLYHEODVWLQJDUHFRPPRQO\XVHGZKHUHFRQWUROOLQJGXVWRUFOHDQXSRIVSHQWDEUDVLYHLVDQXLsance. Page 11 Ponderosa Protective Coatings™ Surface Preparation • Wet blasting-LVDYDULDWLRQLQZKLFKZDWHULVDGGHGWRWKHDEUDVLYHVWUHDPDVLW OHDYHVWKHQR]]OH7KLVPRGL¿FDWLRQVXEVWDQWLDOO\UHGXFHVWKHDPRXQWRIDLUERUQH GXVWDQGVDQG,WLVXVXDOO\HPSOR\HGRQO\ZKHQLWLVQHFHVVDU\WRPLQLPL]HWKH FRQWDPLQDWLRQRIDLURUQHDUE\DUHDV:KHQZHWEODVWLQJLWLVQHFHVVDU\WRULQVH the surface after blasting to remove sand and debris. A chemical rust inhibitor such as a mixture of diammonium phosphate and sodium nitrate often must be DGGHGERWKWREODVWLQJDQGULQVHZDWHUWRLQKLELWÀDVKUXVWLQJRIWKHZHWVWHHO • Vacuum blasting-LVDQRWKHUYDULDWLRQRIDEUDVLYHEODVWLQJLQZKLFKWKHVDQG and debris are captured and removed by vacuum resulting in a clean, dust free operation. Frequently the abrasive employed in vacuum blasting is reused. In FRPSDULVRQWRRSHQEODVWLQJWKLVLVDYHU\VORZDQGH[SHQVLYHRSHUDWLRQDQG WKHUHIRUHLVXVXDOO\OLPLWHGWRVPDOODUHDVZKHUHGXVWDQGDLUERUQHFRQWDPLQDQWV cannot be tolerated. Water Blasting :DWHUEODVWLQJXVLQJDQXOWUDKLJKSUHVVXUHVWUHDPRIZDWHULVDYHUVDWLOHFOHDQLQJPHWKRGIRUVWHHOQRQIHUURXVPHWDOV and other hard surfaces. It generally removes loose paint, chemical contaminants, loose rust and scale, grease and other materials not tightly bonded to the surface. 7KLVPHWKRGLVYHU\HIIHFWLYHIRUFOHDQLQJLUUHJXODUO\VKDSHGVXUIDFHVVXFKDVYDOYHVÀDQJHVDQGJUDWLQJV:KHUH DEUDVLYHEODVWLQJLVQRWIHDVLEOHZDWHUEODVWLQJFDQEHDQHIIHFWLYHDOWHUQDWLYH:DWHUEODVWLQJKRZHYHULVXQDEOH to abrade hard surfaces and thus does not provide the anchor pattern helpful for maximizing coating adhesion. To SURGXFHWKHGHVLUHGDQFKRUSDWWHUQVDQGRUVLPLODUDEUDVLYHVPD\EHDGGHGWRWKHZDWHUVWUHDP,QDVHULHVRIWHVWV WRPHVKVLOLFDVDQGDGGHGDWDSRXQGSHUKRXUUDWHLQFRQMXQFWLRQZLWKZDWHUSUHVVXUHVRIWR SVLSURGXFHGDRQHKDOIWRRQHPLOEODVWSUR¿OH$GGLWLRQDOWHVWVVKRZHGWKDWWRRUWRPHVKVDQGKDGD polishing effect producing 1/8 to 1/2PLOVXUIDFHSUR¿OHV0RVWPRGHUQZDWHUEODVWLQJHTXLSPHQWSURYLGHVIRUWKHXVHRI DEUDVLYHVZKLFKJUHDWO\HQKDQFHWKHHI¿FLHQF\RIWKHZDWHUEODVWDFWLRQ 0RVWXQLWVXVLQJK\GUDXOLFKRVHZLWKD3/8 to 1/2LQFKLQVLGHGLDPHWHUFDQGHOLYHUSUHVVXUHVXSWRSVLZLWKD WRJDOORQSHUPLQXWHZDWHUÀRZUDWH,QWHUFKDQJHDEOHQR]]OHWLSVDUHDYDLODEOHZKLFKFDQSURGXFHDURXQGRUYDULDEOHDQJOHÀDWVWUHDP 7KHZDWHUXVHGLQEODVWLQJPXVWEHFOHDQDQGIUHHRIVLOWRURWKHUFRQWDPLQDQWV7KHVHPDWHULDOVFDQGDPDJHSXPS valves or leave a corrosive deposit on blasted surfaces. If detergents or other cleaners are to be used, spray them on WKHVXUIDFHEHIRUHZDWHUEODVWLQJ :DWHUEODVWLQJWHFKQLTXHVDUHVLPLODUWRWKRVHHPSOR\HGZKHQSQHXPDWLFDEUDVLYHEODVWLQJ+ROGWKHQR]]OHWR inches from the surface for normal cleaning, 2 to 3 feet for light cleaning. Depending on the material to be removed XVHDIDQVWUHDPZLWKDSU\LQJDQGOLIWLQJDFWLRQRUDURXQGVWUHDPZLWKDSHQHWUDWLQJDFWLRQ Page 12 Ponderosa Protective Coatings™ Surface Preparation To remove heavy rust scale the nozzle should be held very close, approximately 2 inches from the surface. For brittle substances such as old paint or rust scale, hold the nozzle perpendicular to the surface. A nozzle angle of about 45° or more generally helps peel off heavy mastics or tar coatings. 7KHPRVWFRPPRQZDWHUSUHVVXUHVHPSOR\HGUDQJHEHWZHHQDQGSVL*UHDWHUSUHVVXUHVDUHRIWHQGLI¿FXOW for operators to handle. &OHDQLQJUDWHVZLOOYDU\FRQVLGHUDEO\GHSHQGLQJRQWKHVKDSHRIWKHVXUIDFHQDWXUHRIWKHFRQWDPLQDQWEHLQJUHPRYHGDQGSUHVVXUHHPSOR\HG0XGRUORRVHGLUWFDQEHFOHDQHGIURPÀDWVXUIDFHVDWDUDWHRIDSSUR[LPDWHO\WR VTXDUHIHHWSHUKRXU7LJKWO\UXVWHGDQGSLWWHGVWHHOJUDWLQJVKRZHYHUFDQEHFOHDQHGDWRQO\DWRVTXDUH foot per hour rate. 3LFNOLQJ663&63± Removal of all mill scale, rust and rust scale by chemical reaction, or by electrolysis, or by both. It is intended that the pickled surface shall be completely free of all scale, rust, and foreign matter. Furthermore, the surface shall be free of unreacted or harmful acid alkali, or smut. It is most often used on structural shapes, beams and plates prior to fabrication. Pickling is a rather specialized process generally employed only at steel mills and large fabricator operations. There are three basic steps in the chemical pickling process each requiring a separate tank or bath. All chemical soluWLRQVKDYHWREHUHSOHQLVKHGDWUHJXODULQWHUYDOVRUWKH\ZLOOEHFRPHLQHIIHFWLYH 1. Sulphuric Acid Descaling Bath-7KH¿UVWWDQNFRQWDLQVDFRQFHQWUDWLRQ RIVXOSKXULFDFLGZKLFKLVKHDWHGWR)+\GURFKORULF$FLGRU3KRVSKRULF Acid can also be used for pickling, and a chemical inhibitor is frequently added to minimize loss of sound metal. The steel is immersed in this bath for approximately 15 to 30 minutes until all mill scale is removed. 2. Wash Water Bath-)ROORZLQJGHVFDOLQJWKHVWHHOLVLPPHUVHGLQDIUHVKZDWHU bath to rinse off remaining traces of the acid used. 3. Phosphoric Acid/Chromic Acid Baths-This tank uses a hot 180°F solution of phosphoric or chromic acid at a 1-2% concentration. The steel is immersed in this bath for 2-5 minutes. This step imparts an inhibitive phosphate or chromate WUHDWPHQWWRWKHVWHHOZKLFKSURYLGHVWHPSRUDU\UXVWSURWHFWLRQDQGLPSURYHVWKH adhesion and performance of many coating systems. Priming should be accomplished as soon as possible after the steel dries. Pickled steel that is not immediately SULPHGLVIUHTXHQWO\WUHDWHGZLWKRLOIRUWHPSRUDU\FRUURVLRQSURWHFWLRQ,WLVLPSRUWDQWWKDWWKLV³SLFNOHGDQGRLOHG´VWHHO be chemically cleaned to remove oil before painting. Page 13 Ponderosa Protective Coatings™ Surface Preparation .H\V7R6XFFHVVIXO6XUIDFH3UHSDUDWLRQ • All forms of surface contamination, especially oil and moisture, must be eliminated. 6ZHHSLQJRUEORZLQJGRZQVXUIDFHVPXVWUHPRYHVSHQWDEUDVLYH 5HPRYHZHOGVSDWWHUDQGVOLYHUV • Keep abrasive clean. $SSO\FRDWLQJVSULRUWRÀDVKUXVWLQJRIVWHHOXVXDOO\KRXUVRUOHVVDIWHUEODVWing. • Select abrasive of the proper size and hardness in relation to the type steel being XVHGDQGVXUIDFHSUR¿OHGHVLUHG )ROORZDOODSSOLFDEOHVDIHW\VWDQGDUGV Preparation Of Surface Types Nonferrous metals 7KHVHPHWDOVUHDFWRUFRUURGHZKHQH[SRVHGWRQRUPDOZHDWKHULQJFRQGLWLRQVDQGIRUPDVXUIDFHR[LGHOD\HU:KLOH WKHOD\HURIR[LGHVZKLFKIRUPVRQQRQIHUURXVPHWDOVLVQRWDVREYLRXVDVWKHUHGDVVRFLDWHGZLWKVWHHOWKLVOD\HU SRVHVDSRWHQWLDODGKHVLRQSUREOHPIRUFRDWLQJVDQGPXVWWKHUHIRUHEHUHPRYHG3URFHGXUHVDUHDVIROORZV • Galvanized Metal-must be clean and dry before it is coated. Non-oily soil and surIDFHGLUWVKRXOGEHUHPRYHGZLWKDVWLIIEULVWOHEUXVKKLJKSUHVVXUHDLUFOHDQDQG GU\RURWKHUVXLWDEOHPHDQV6ROYHQWFOHDQLQJLQDFFRUGDQFHZLWK663&63 should remove oil, grease and protective mill coatings. In certain cases alkaline detergents may be used to remove surface contaminants. These surfaces must EHULQVHGWKRURXJKO\ZLWKIUHVKZDWHUWRUHPRYHDONDOLQHUHVLGXH :KLWH]LQFR[LGDWLRQSURGXFWVPXVWEHUHPRYHG6ZHHSEODVWLQJXVLQJORZSUHVVXUHVSVLDQG¿QHVLOLFDVDQGLVUHFRPPHQGHG:KHUHDEUDVLYHEODVWLQJ LVQRWSUDFWLFDOKDQGRUSRZHUWRROFOHDQLQJLQDFFRUGDQFHZLWK663&63RU SP-3 shall be employed. As zinc oxidation products form rapidly, it is recommended that galvanized surfaces be coated the same day of surface preparation. %HVXUHWRVHOHFWRQO\FRDWLQJVWKDWDUHFRPSDWLEOHZLWKJDOYDQL]HGVWHHO Page 14 Ponderosa Protective Coatings™ Surface Preparation • Stainless Steel-does not require any particularly specialized surface pretreatments prior to coating. Chemical cleaning should clean these surfaces of oil, JUHDVHGLUWDQGRWKHUIRUHLJQPDWHULDOV7KHGHYHORSPHQWRIDVXUIDFHSUR¿OH on stainless steel is highly recommended to assure good coating adhesion. A SUR¿OHGHSWKRIEHWZHHQDQGPLOVLVVXJJHVWHGIRUPRVWFRDWLQJV\VWHPV %HFDXVHVWDLQOHVVVWHHOLVDYHU\KDUGPHWDODEUDVLYHEODVWLQJZLWKRQHRIWKH various grades of angular grit is recommended to impart a continuous surface SUR¿OH $OXPLQXPVKRXOGEHVROYHQWFOHDQHGLQDFFRUGDQFHZLWK663&63&KHPLFDO Cleaning to remove any oil, grease, dirt and foreign material. Brush blast or acid HWFKWRSURYLGHDQHWFKHGVXUIDFHSUR¿OHWKDWDLGVFRDWLQJDGKHVLRQ • Copper-should be solvent cleaned according to SSPC-SP-1 Chemical Cleaning to remove any oil, grease, dirt and foreign material. Once solvent cleaned sand to remove oxides. Wood Surfaces Use one or more of the Chemical Cleaning Methods to remove dirt, grease, and oil. Scrape off deteriorated coatings, countersink exposed nails, and repair surface defects. Sand to an even surface. Lightly sand hard or glossy previous FRDWLQJVWRSURPRWHDGKHVLRQRIQHZFRDWLQJV,IWKHVXUIDFHLVFKDON\ZDVKWKRURXJKO\$OORZVXUIDFHWRGU\FRPpletely before coating. Concrete and Masonry 1HZFRQFUHWHRUPDVRQU\PXVWEHDOORZHGWRFXUHIRUDWOHDVWGD\VEHIRUHFRDWLQJ7KHPDVRQU\FRQWUDFWRUVKRXOG UHVXUIDFHDLUDQGZDWHUSLWVVSODWWHUSURWUXVLRQVRURWKHUVXUIDFHLUUHJXODULWLHVZKLOHWKHFRQFUHWHLVVWLOO³JUHHQ´ If a relatively impermeable coating system is to be applied, the concrete should be tested for moisture content and WUDQVPLVVLRQEHIRUHSDLQWLQJ7RLQVXUHWKDWWKHFRQFUHWHLVVXI¿FLHQWO\GU\WRUHFHLYHFRDWLQJVVHFXUHO\WDSHGRZQ approximately one square foot of 3 to 8 mil polyethylene plastic to several areas of the substrate. This is especially LPSRUWDQWIRUFRUQHUVDQGDUHDVEHORZJUDGH$UHDVVKRXOGEHLQVSHFWHGDIWHUDSHULRGRIKRXUV&RDWLQJV VKRXOGQRWEHDSSOLHGLIDQ\PRLVWXUHLVIRXQGRQWKHEDFNVLGHRIWKHSRO\HWK\OHQH¿OPRULIWKHFRQFUHWHEHQHDWKWKH SODVWLFDSSHDUVGDUNLQFRORURUPRLVWZKHQFRPSDUHGWRWKHVXUURXQGLQJFRQFUHWHRULIWKHPRLVWXUHFRQWHQWH[FHHGV SHUFHQW$WVXFKWLPHDVWKHFRQFUHWHLVMXGJHGWREHVXI¿FLHQWO\GU\WKHQDOOVXUIDFHVH[FHSWWKRVHWRUHFHLYH acrylic, latex, or bituminous sealers) shall be brush blasted to remove all loose concrete, laitance, and provide a tooth for bonding. Surfaces must be clean, dry and free from curing compounds, laitance, oil, grease, dirt, chalk, or previously applied coatings. Page 15 Ponderosa Protective Coatings™ Surface Preparation 3RXUHGDQGSUHFDVWFRQFUHWHDOPRVWDOZD\VKDVDVXUIDFHOD\HURIXQUHDFWHG3RUWODQGFHPHQWDQGRWKHUSDUWLFOHV NQRZQDV³ODLWDQFH´7KLVODLWDQFHUHSUHVHQWVDSRWHQWLDODGKHVLRQSUREOHPIRUFRDWLQJVIRUWZRUHDVRQV$VPDQ\ FRDWLQJVFXUHWKH\JHQHUDWHVWUHVVZKLFKPD\EUHDNWKHERQGRIWKHODLWDQFHWRWKHFRQFUHWH7KHXQUHDFWHG¿QHV DQG3RUWODQGFHPHQWPD\LQWHUIHUHZLWKWKHFXULQJDQGERQGLQJPHFKDQLVPRIWKHOLTXLGFRDWLQJ$EUDVLYHEODVWLQJLV DQHI¿FLHQWPHWKRGIRUUHPRYLQJODLWDQFHDQGSUHYLRXVFRDWLQJV$FLGHWFKLQJLVDOVRYHU\HIIHFWLYH%HIRUHDFLGHWFKLQJUHVLGXDOGLUWDQGGXVWVKRXOGEHUHPRYHGIURPWKHVXUIDFHE\VZHHSLQJFKHPLFDOFOHDQLQJRUXVLQJDKLJKSUHVVXUHZDWHUVWUHDP )ORRUVFDQEHDFLGHWFKHGZLWK0XULDWLF$FLGVROXWLRQSDUWDFLGWRSDUWVZDWHU$SSO\DFLGVROXWLRQZLWKDSODVWLF VSULQNOLQJFDQEURDGFDVWDFLGVROXWLRQOLEHUDOO\RYHUÀRRUDUHD:KHQEXEEOLQJFHDVHVWRPLQXWHVZDVKGRZQ VXUIDFHZLWKIUHVKZDWHUDQGVFUXEZLWKDVWLIIEUXVK5LQVHZLWKSOHQW\RIZDWHU5XEEHUVTXHHJHHVVKRXOGUHPRYH ZDWHU,IVXUIDFHLVDFLGLFS+EHORZQHXWUDOL]HVXUIDFHE\ZDVKLQJZLWKDPPRQLDVROXWLRQ)RUPRVWFRDWLQJV WKHVXUIDFHVKRXOGEHDOORZHGWRGU\WKRURXJKO\OHVVWKDQPRLVWXUHEHIRUHSDLQWLQJ,IKRZHYHUZDWHUUHGXFLEOH FRDWLQJVDUHVSHFL¿HGWKH\PD\EHDSSOLHGGLUHFWO\WRVOLJKWO\GDPSFRQFUHWHVXUIDFHV Previously Painted Surfaces Remove all rust, rust scale, other corrosion products, loose or heavy chalk and loose or scaling paint by hand sandLQJSRZHUWRROFOHDQLQJRUSUHVVXUHZDVKLQJ6DQGRUEUXVKEODVWJORVV\DUHDVXQWLOGXOODQGWKHQGXVWVXUIDFHVFOHDQ When the surface preparation method employed on a previously coated surface exposes areas of underlying base PHWDOWKHQVSRWRURYHUDOOSULPLQJEHIRUH¿QLVKFRDWLQJVKRXOGSURWHFWWKRVHDUHDV Before applying coating over large areas, underlying paint must be properly cured and compatible. Check compatLELOLW\E\DSSO\LQJFRDWLQJWRDVODUJHDQDUHDDVSRVVLEOHDQGDOORZFXULQJ7KHQPDNHFURVVKDWFKFXWVWKURXJKWKH FRDWLQJDQGFKHFNDGKHVLRQE\¿UPO\DSSO\LQJPDVNLQJWDSHWRFURVVKDWFKHGDUHDDQGUHPRYLQJZLWKDIDVWSXOO,IWKH FRDWLQJUHPDLQVLQWDFWDQGWKHUHLVQRZULQNOLQJOLIWLQJEOLVWHULQJRUDQ\RWKHUVLJQRILQFRPSDWLELOLW\SUHVHQWFRDWLQJ ZRUNPD\WKHQSURFHHG Page 16 Ponderosa Protective Coatings™ Surface Preparation Surface Cleaning Method Selection Excellent Good to Fair Ineffective Page 17