Lateral High-Speed Bipolar Transistor on SOI for RF SoC Applications
advertisement

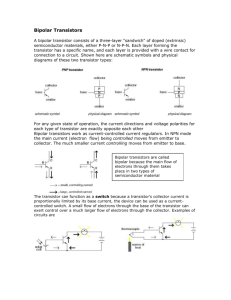
1376 IEEE TRANSACTIONS ON ELECTRON DEVICES, VOL. 52, NO. 7, JULY 2005 Lateral High-Speed Bipolar Transistors on SOI for RF SoC Applications I-Shan Michael Sun, Student Member, IEEE, Wai Tung Ng, Senior Member, IEEE, Koji Kanekiyo, Takaaki Kobayashi, Hidenori Mochizuki, Masato Toita, Hisaya Imai, Member, IEEE, Akira Ishikawa, Member, IEEE, Satoru Tamura, and Kaoru Takasuka, Member, IEEE Abstract—This paper introduces a novel silicon-on-insulator (SOI) lateral radio-frequency (RF) bipolar transistor. The fabrication process relies on polysilicon side-wall-spacer (PSWS) to self-align the base contact to the intrinsic base. The self-aligned base and emitter regions greatly reduce the parasitic components. In this unique design, the critical dimensions are not limited by lithography resolution. With the control of the SOI film thickness or SWS width, the device can be optimized for higher speed, gain, breakdown, or current drive capability. Furthermore, with no additional mask, both common–emitter and common–collector layout configurations can be realized, providing more flexibility to the circuit design and more compact layout. The experimental max of the high-speed device are 17/28 GHz, the second for lateral bipolar junction transistors (LBJT) fastest reported so far. As for the high-voltage device, the measured max of 12/30 GHz and BVCEO of over 25 V produces a Johnsons product well above 300 GHz V. This figure is currently the closest reported data to the Johnsons limit for lateral BJTs. This technology can easily be integrated with CMOS on SOI. Therefore, it is feasible to build fully complimentary bipolar and MOS transistors on a single SOI substrate to form a true complementary-BiCMOS process. This silicon-based lateral SOI–BJT technology is a promising candidate for realizing future RF SoC applications. Index Terms—BiCMOS integrated circuits, lateral bipolar junction transistors (LBJTs), microwave transistors, radio-frequency (RF) system-on-chip (RF SoC), silicon bipolar transistors, siliconon-insulator (SOI)technology. I. INTRODUCTION U NPRECEDENTED growth in wireless communications prompted the need for smaller and faster transistors. This sparks tremendous research effort in the development of better radio-frequency (RF) IC technologies [1]–[3]. In this costcompetitive industry, its often beneficial to integrate as many subsystems on silicon as possible. If technology and economics Manuscript received August 31, 2004; revised November 25, 2004. This work was supported in part by Asahi Kasei Microsystems, in part by the Natural Sciences and Engineering Research Council of Canada, and in part by the University of Toronto Fellowship and Ontario Graduate Scholarship for Science and Technology. The review of this paper was arranged by Editor A. Wang. I.-S. M. Sun and W. T. Ng are with the Edward S. Rogers, Sr. Department of Electrical and Computer Engineering, University of Toronto, Toronto, ON M5S 3G4, Canada (e-mail: suni@vrg.utoronto.ca; ngwt@vrg.utoronto.ca). K. Kanekiyo, T. Kobayashi, H. Mochizuki, M. Toita, H. Imai, A. Ishikawa, S. Tamura, and K. Takasuka are with Asahi Kasei Microsystems Company, Ltd., Tokyo 160-0023, Japan (e-mail: kanekyo.kc@om.asahi-kasei.co.jp; kobayashi.tcc@om.asahi-kasei.co.jp; mochi@chikyu.asahi-kasei.co.jp; himai @chikyu.asahi-kasei.co.jp; toita.mb@om.asahi-kasei.co.jp; ishikawa@dc.ag. asahi-kasei.co.jp; satoru@dc.ag.asahi-kasei.co.jp; takasuka@dc.ag.asahi-kasei. co.jp). Digital Object Identifier 10.1109/TED.2005.850676 continue to improve, soon it is possible to integrate the entire RF system on a single chip [system-on-chip (SoC)] [4]. For silicon-based technology, both CMOS and bipolar devices have made great progress in high-frequency performance to stay competitive for high-speed and RF applications. The state-of-the art n-MOSFETs and SiGe-HBTs can achieve cutoff above 100 and 200 GHz, respectively [2]–[6]. frequency To effectively utilize both types of devices, one popular approach is to develop BiCMOS processes that allow more flexibility and integration of more complex circuits on the same chip [1], [3], [7]. However, such processes are becoming increasingly more expensive, since the lithography resolution is scaled to make smaller and faster CMOS devices. Furthermore, the number of masks has increased due to the incorporation of the SiGe HBT, as well as the additional passive RF components. The wafer cost increases by approximately 1.3 times for each generation of lithography advancement. Therefore, the cost for implementing the state-of the art 0.13- m SiGe BiCMOS could easily be more than a fivefold increase when compared to an older 0.35- m process. Certainly, the cost will be astronomical for a 90- or 70-nm lithography process. Such a high processing cost is a major obstacle to overcome for the drive toward RF SoC [1]. For SoC applications, silicon-on-insulator (SOI) is the choice for the substrate since it offers the ultimate isolation, reduced crosstalk, and substrate noise [8], [9]. Also, the use of SOI substrate will improve the performance of passive components such as inductors and capacitors. CMOS transistors on SOI also enjoy the added improvement in speed due to the reduction of parasitic capacitances [6]. However, integrating SiGe HBT with SOI-CMOS is a difficult task since the vertical bipolar structure requires the SOI layer to be at least a few micrometers [10] thick. Although IBM has demonstrated SiGe-HBTs on thin-film SOI, their performance is not nearly as good as those built on silicon substrate [11], [12]. The additional cost of the SOI wafers makes such BiCMOS process even less attractive. A more interesting yet economical alternative is to design lateral bipolar structure, such that the current will flow in the same horizontal plane as the CMOS transistors [8], [13]–[16]. This configuration will allow the tuning of the SOI layer to optimize the CMOS devices, without degradation of bipolar device performance. In fact, one theoretical study points out that SOI lateral bipolar transistor can effectively reduce parasitic and . SOI SiGe Lateral HBTs can theand improve oretically achieve of over 500 GHz, exceeding current 0018-9383/$20.00 © 2005 IEEE SUN et al.: LATERAL HIGH-SPEED BIPOLAR TRANSISTORS ON SOI Fig. 1. Three-dimensional cross section view of the PSWS LBJT. state-of-the-art vertical HBT [17]. Previous work has demonstrated cost-effective integration of lateral BJT with minimal number of additional masks. However, there have been only a few successful demonstrations of lateral bipolar transistors that in the range of are fast enough for most RF applications. 4–15 GHz has been reported in [13]–[16], and the maximum achieved was 67 GHz with the use of cobalt silicide base contact [15]. Comparatively, vertical BJTs in mass production at around 20/30 GHz. generally operate with In this paper, a novel lateral bipolar transistor that exhibits similar performance when compared to its vertical counterpart is described. This design uses polysilicon side-wall-spacer (PSWS) to form the base contact, circumventing the problem of aligning the contact mask to the thin base region. This side wall spacer allows self-alignment of the base/emitter region, which is a norm in vertical bipolar processes. In combination with greatly reduced base resistance and junction capacitance, and . The PSWS-LBJT this device exhibits improved is compatible with SOI-CMOS and other novel CMOS devices such as the FinFET [18]. In this paper, the structural concept, and fabrication sequences of the PSWS-LBJT are presented. The measured electrical characteristics of the fabricated devices are compared to previously published LBJTs. II. DEVICE STRUCTURE AND PROCESS The three-dimensional (3-D) view of the proposed PSWS LBJT is as shown in Fig. 1. The emitter, base, and collector regions are laterally formed on a SOI substrate. The emitter area and the of the LBJT is defined by the width of emitter silicon layer that is equivalent to the emitter size . The proposed PSWS technology enables two important features in our LBJT design. The first key feature is that the extrinsic and intrinsic base is connected via the p-type doped PSWS. Consequently, this makes possible the second feature that the emitter and base can be laterally self-aligned to dimensions less than the lithography resolution. In previously published lateral BJT designs, the extrinsic base (p-type polysilicon or p-type diffusion) comes into contact with both the intrinsic base and the collector region. This caused undesirable increase in base-collector capacitance, but cannot be avoided due to the limitation of mask alignment. In our design, such capacitance is reduced by the introduction of a thick 1377 layer of isolating base-oxide. The intrinsic base is contacted via the low resistive poly-side-wall-spacer (PSWS) and the basepoly (as shown in Fig. 1). Since this PSWS can be controlled to be within 100-nm wide (comparable to the contact size of state-of-the-art 90-nm process) and is self-aligned to the intrinsic base, the parasitic capacitance at the base can be minimized. For all LBJTs, the base width is defined by the lateral width of the p-base region. In conventional design, the base width is often limited by the minimum tolerance of the mask alignment. It is difficult to produce a well-controlled base width that is small enough to yield high operating frequency. The advantage of our design is that the base and emitter implants are self-aligned with the formation of the PSWS and nitride side-wall-spacer (NSWS). With this technique, it is possible to self-align base/emitter to less than 0.15 m, and produce a base width that is ideal for RF BJTs. Another variation of this design is the fact that the base can be implanted prior to or after the PSWS formation to make highvoltage (HV) or high-speed (HS) versions of the LBJT. Both devices are implemented on the same wafer to demonstrate the tailoring of more specific device performance. This lateral BJT technology is fabricated with AKMs standard 0.35- m CMOS lithography process. The process starts with a unibond SOI substrate, as shown in Fig. 2(a). The thicknesess of the SOI/box oxide are 190/400 nm, respectively. The SOI film is p-type and cm . The process flow is described in is lightly doped to detail below. A. Extrinsic Base Stack After depositing the initial field oxide (IFO), the entire wafer is implanted with phosphorus at an energy of 120 keV. The energy is selected such that phosphorus can fully penetrate the SOI film and with no p-type region remains at the SOI/Box-Oxide interface. This implantation forms the lightly doped collector cm is used to pro(LDC) region. A dose level of 2 cm . Following duce a LDC concentration of roughly the removal of the IFO, 200 nm of oxide (refer hereafter as base–oxide) and 350 nm of undoped polysilicon (refer hereafter as base–poly) are deposited. This is followed by a boron imcm ) to form a highly doped base–poly plant (dose of 5 to minimize the extrinsic base resistance. Thermal annealing at 950 C for 30 s is applied to drive-in dopant in both the LDC and base–poly regions. An additional 200 nm of oxide (refer hereafter as top-oxide) is deposited on top of the base–poly. The first lithography mask, poly–base mask (PBS), defines the lateral base–emitter regions, by etching away all three pre-deposited layer and exposing the SOI film. The structure after the PBS photolithography and the pursuing etching steps is as shown in Fig. 2(b). Note that the left side of structure is truncated for simplicity, but in fact, it has the exact mirrored structure to the drawn schematic. B. HV/HS Base Implant and PSWS Formation The second mask is applied to expose the active regions for the HV device. The first base implant is used to form the base region for the HV device. Double implant of BF (120 keV, cm ) and Boron (50 keV, 5 cm ) are used 7 to produce a uniform doping profile across the entire depth of 1378 IEEE TRANSACTIONS ON ELECTRON DEVICES, VOL. 52, NO. 7, JULY 2005 Fig. 3. SIMS impurity profile for HS/HV boron implantation. Fig. 2. (a) PSWS LBJT process started on SOI substrate. (b)–(f) Mirrored cross sections (divide at collector) are as shown. (b) The structure undergoes n-LDC implantation, base–stack forming with first mask. (c) HV implant to define HV p-base. Polysilicon deposition and 45 tilt implantation. (d) Etchback to form PSWS, and HS implant to define HS p-base. (e) COP mask to open collector SOI region. NSWS is formed with etch-back technique followed by collector/emitter implant (f). (g) The completed full structure, including salicidation process, BPSG deposition, contacts, and metal processing. the SOI, thus insuring that the base region has a relatively constant lateral doping profile. Unlike the default 7 tilt for conventional implantation, this implant uses 0 tilt to minimize any shadowing effect [19]. This is necessary since 7 tilt implant will offset the equal amount of dose intended for all four vertical base regions, and produce inconsistent base widths. However, in the actual fabrication its difficult to achieve perfect 0 implantation. Small nonzero angle implantations can be used to fine-tune the process for better process yield. The SIMS data for the HV implant is as shown in Fig. 3. Note that the dopant concentration remains constant over the entire junction depth. Essentially, the HV base region is aligned to the base–poly stack. After removing the photoresist, 100 nm of undoped polysilicon are deposited across the entire wafer. The polysilicon is doped with a cm , 20 keV) and 45 tilted shallow implant of boron ( cm , 80 keV), in order for sufficient dopant to penBF ( etrate into the sidewalls attached to the base–poly stack. Since all four side-planes are encircled with polysilicon sidewalls, the implantation is done at four incidence angels (0 , 90 , 180 , 270 ) to dope every sidewall. At this stage, the planar part of the polysilicon film, both on top of the top-oxide and SOI, are still connected as shown in Fig. 2(c). RTA is applied to activate the implanted dopant in the polysilicon, as well as allowing p out-diffusion into the SOI layer to reduce poly-Si contact resistance. After PSWS annealing, anisotropic etch-back is used to remove 100 nm (with 10% overetching) of polysilicon covering any oxide or silicon region. This leaves only the vertical part of the film untouched, and thus forming the final shape of PSWS. This is a similar technique used to make Nitride SWS in CMOS devices [20]. The second base implant is used to form the base region for the cm ) HS device. Double implant of BF (120 keV, 1.5 cm ) with 0 tilt are used. The HS and Boron (50 keV, region is self-aligned to the PSWS, which is different from the case for HV device. The SIMS data for the HS implant is as shown in Fig. 3. The cross-sectional diagram is as shown in Fig. 2(d). Although the physical structure is the same for both HV/HS devices, the location of the base region is different. The HV implant is aligned to the edge of PBS mask, while the HS implant is aligned to the PSWS. C. Open Collector Region and NSWS Formation The third mask [collector open (COP) mask] defines the highly doped collector. After this photolithography step, etching through the base–poly stack exposes the designated collector region of the SOI. It is important to note that this mask defines the final width of the base–poly as well as the width of LDC region. This width is chosen specifically to tradeoff speed with breakdown voltage. During the etching of the base–poly, the SOI layers that are not cover by either this mask or the base–poly will be simultaneously removed. Note that PBS and COP masks are designed so that the collector/emitter regions have sufficient area to accommodate at least one contact hole. The redundant areas outside of collector/emitter are purposely moved by this technique for device isolation. The removal of the unmasked SOI layers isolates all devices without the use of any additional mask or process techniques, such as deep or SUN et al.: LATERAL HIGH-SPEED BIPOLAR TRANSISTORS ON SOI 1379 shallow trench isolation for vertical BJT. After removing the photoresist, 150 nm of nitride is deposited. This is then etched back with 10% overetching to form the NSWS (130 nm wide). This NSWS exists adjacent to the PSWS (emitter side) and the base–poly (collector side). Fig. 2(e) illustrates the structure after NSWS formation. D. Collector/Emitter Formation The collector and emitter are formed simultaneously by double implantations of arsenic (40 keV, cm ) and Phoscm ). The arsenic implant reduces phorus (90 keV, 5 the contact resistance from the metal to the SOI layer. The phosphorus implant defines the active concentration of the collector and emitter. The emitter region is self-aligned to the NSWS, which in turn is aligned to PSWS and to the base–poly stack. Therefore, the emitter region is self-aligned to the p-base of both the HV and HS devices. For vertical BJTs, the depth of the emitter and base regions are defined by implant energy and vertical diffusion. In this device structure, the base profile is precisely tailored by the thickness of the PSWS and NSWS. After the n-type implantation, 30 s of RTA is applied at 950 C to activate all the dopants, while keeping all lateral diffusions to a minimum in order to achieve more abrupt profile for the base and emitter junction. A more box-like or abrupt junction is the key to minimize the base width and improve transistor speed. The cross-sectional diagram at this stage is as shown in Fig. 2(f). E. TiSi Formation and Contacts Prior to salicidation, the base–poly need to be exposed by removing the top-oxide. However, etching the top oxide also remove the same thickness on the BOX oxide. It is important to choose a thin top-oxide such that the BOX oxide is not totally etched away and exposing the silicon substrate. Titanium is sputtered and annealed to form self-aligned titanium silicide TiSi across all exposed silicon and polysilicon areas, any unreacted titanium is subsequently removed. Note that due to the trench etching in step C, no TiSi is formed above the trench region and thus all devices are isolated. A thick layer of borophosphosilicate glass (BPSG) is then deposited. Contact holes are opened with the contact (CNT) mask. Note that the lateral lengths of the base–poly, emitter and collector regions are limited by the lithography resolution to accommodate at least one contact hole. A thick layer of aluminum is sputtered and the metal mask is used to define the metal pattern. The final completed structure is as shown in Fig. 2(g), including the mirrored side of the device that is not shown previously. In Section III, a novel 3-dimensional design concept that is unique for the PSWS LBJT will be discussed. III. LAYOUT DESIGN The proposed PSWS LBJT can be realized in two distinctive configurations. For common-emitter (C–E) configuration, the emitter encircles the base, and the base encircles the collector. The emitter is accessible from every planar direction, thus two transistors can be connected together by sharing the outer emitter regions (thus common–emitter). The common–collector (C–C) configuration is the reversal of the collector and emitter Fig. 4. Layout of device with both C–E and C–C configurations using PBS and COP mask, with the corresponding 3-D structures of the PSWS LBJT. regions in the C–E layout, where the collector en-circles the base, and the base encircles the emitter. The layout schematic and the 3-D cross-sectional view are as shown in Fig. 4. The vertical cross-sectional area of the SOI underneath the inner/outer edge of the base–poly stack for the C–C/C–E type device is the equivalent of the active area as in the conventional BJTs. This proposed layout design has two notable features. Since the base–poly and the PSWS in both vertical planes ( - , plane) are physically made identical, the horizontal cross section in any direction is almost identical. Only at the corners, the PSWS may be slightly thicker. Consequently, since there are no dead-zones (areas that are not used for conduction of current), this significantly reduces the three dimensional parasitic junctions existed in traditional vertical or other lateral designs. Also, is almost equals to unity. In vertical designs, the ratio of the ratio is anywhere between 0.5–0.8. The second feature is that since the current flows horizontally, the length and width of the poly-base controls the amount of conduction current as in CMOS transistors. In CMOS, the , but in the current multiplication factor is defined as case of the PSWS LBJT, it is simply the circumference of the . Since all four planes are emitter area, which is used for current conduction, more current can flow through the device per chip area. In fact, this is the first bipolar transistor that allows current flow in more than one-plane. Similar multiple-plane concepts for current conduction are being realized in FinFET and other cutting-edge CMOS devices [19], [21]. All these translate into several advantages; higher current drive, smaller chip area, more design flexibility and compactness. For comparison purposes, we use a conventional 0.35- m BJT process as an example. A typical RF BJT transistor in of 2 m (4 0.5), and the active area such process has needed for such BJT is around 80 m . For an equivalent , the PSWS BJT only requires an active area of 40 with 0.19 m of SOI thickness. Naturally, as the thickness of the SOI layer decreases, this advantage will disappear, but thin-film SOI are generally used for low power applications, and the current drive can be designed accordingly to fit the needs of low power. For circuit designers, there is more flexibility to size transistors similar to CMOS. Also, with the availability of both C–E/C–C type configurations, its possible to connect devices through sharing of collector or emitter areas. This enables more compact designs with less interconnect parasitic. 1380 IEEE TRANSACTIONS ON ELECTRON DEVICES, VOL. 52, NO. 7, JULY 2005 TABLE I SUMMARY OF DEVICE PERFORMANCE FOR HS/HV TRANSISTORS Fig. 5. SEM micrograph of a PSWS LBJT in C–C configuration. IV. PSWS LBJT STRUCTURE AND INTEGRABILITY An SEM micrograph of the fabricated PSWS LBJT structure in C–C configuration is as shown in Fig. 5. The PSWS is formed vertically against the poly-base stack, and is sandwiched by the NSWS on both sides. The PSWS connects the base–poly and the p-base regions. The emitter, collector, and base diffusion regions are as indicated in the figure. Due to the over etching process required to form both the PSWS and NSWS, slight over etching of the SOI is observed. Also, the salicidation process that forms TiSi (as shown in the black area in Fig. 5) consumes some additional silicon. Therefore, the SOI layer thickness at the collector/emitter area is much thinner. The advantage of this process is the elimination of trench isoburied layer in common vertical BJT. lation, epitaxy and the Only five masks are required to make the LBJT structures, including one to separate HS and HV devices. This is the lowest of all vertical or lateral BJTs. One additional mask can be saved if only one type of device (HS or HV) is needed, and both C–E/C–C layout configurations can be implemented. The device is self-isolated in this process, therefore no trench isolation process is needed. The PNP bipolar and CMOS transistors can also be implemented to create full complimentary BiCMOS process. One additional mask is needed to shield the NPN device during the PNP device processing. As for CMOS integration, one can observe that the PSWS-BJT as shown in Fig. 5 resemble a conventional CMOS structure. Other than the PSWS and a much thicker gate-oxide, these structures are almost identical, opening up the possibility of fully compatible CMOS integration. Due to the similarities in the MOSFET and LBJT fabrication, our LBJT design has the advantage that base-with-gate topology is possible. A multigate-oxide process is used to obtain different thicknesses for both the gate/base–oxides. The same poly can be subsequently deposited to form the gate/base–poly for the CMOS/bipolar. An extra blanket mask is needed to make sure the PSWS only forms on the LBJT, not the CMOS devices. The rest of processing can be designed effectively to minimize mask usage and processing steps, as described in our earlier work [22]. Similar to SiGe HBT BiCMOS technology, the base-aftergate topology can also be used to integrate both LBJT and CMOS. The CMOS gate structures can be first constructed, followed by a blanket mask that covers the CMOS regions. The LBJT is then constructed on the unmasked regions, followed by removal of the blanket mask and thermal annealing for both bipolar and CMOS devices. Comparatively, the advantage of base-with-gate topology results in the reduction in cost and processing time, but the bipolar/CMOS transistor characteristics are compromised by this simplify process. The base-after-gate topology has the advantage of more flexibility for device optimization at the cost of more mask layers and processing steps. Nevertheless, both topologies can fulfill the need for full BiCMOS integration. V. ELECTRICAL CHARACTERISTICS The electrical properties of the fabricated PSWS LBJTs, both HS/HV versions, with both C–C and C–E configuration were measured. Since C–C and C–E devices exhibit similar property, only the active areas are different due to layout, we will mainly focus on the C–E type devices. The performance of both HV and HS devices are summarized in Table I. As the results of PSWS self-aligned base/emitter and reduced parasitic elements, of the HS device reaches 17 GHz, the second highest the for LBJT reported so far. Also, the HV device achieves and BV of 12 GHz and 27.5 V. This produces a Johnson’s is the highest for product of 330 GHz V. The value of BV devices that operate above 10 GHz, and the Johnsons product matches the theoretical limit of 320–340 GHz V. Note that the for HS device is much smaller than HV device, this is BV caused by premature punchthrough breakdown due to the thin base used to push for higher speed. The Gummel plots for both the HS and HV transistors in C–E configuration are as depicted in Fig. 6. The active areas for the HS and HV devices are 2.28 and 2.85 m , respectively. Fairly good voltage-current BJT characteristics are observed. A comparison of the voltage-current characteristics of C–C and C–E configuration is as shown in Fig. 7. The active areas of the corresponding C–C type devices are 3.8 and 5.7 m , respectively. It is clear that the Gummel plot for C–C and C–E devices scale nicely with respect to the size of the active area. The typical of the PSWS LBJT is as shown output characteristics is only in Fig. 8. Due to the thin base of the HS device, the 4 V compare to 12.6 V for the HV devices. The three breakdown , BV and BV characteristics of the transistor, BV are as shown in Fig. 9. Although the BV is lower for HS devices, its sufficient for systems that operate at 2–3 V supply. of the HV device is too high for most Ironically, the BV SUN et al.: LATERAL HIGH-SPEED BIPOLAR TRANSISTORS ON SOI Fig. 6. Gummel plot of the HS and HV NPN transistors at V = 1 V. Fig. 7. Gummel plot comparison of the C–C and C–E type configuration, showing current scaling due to size of active area. AE of HSCC, HSCE, HVCC, and HVCE devices are 2.28, 3.8, 2.85, and 5.7 m , respectively. 1381 Fig. 9. Breakdown voltage characteristics of the HS and HV transistors. Current is limited at 1 A. ( ) =2 ( ) ( Fig. 10. Cutoff frequency f and maximum oscillation frequency f versus collector current I at V V for HV and HS transistors. ) Johnsons product. The S-parameters of the transistors were evalis calculated from the uated from 200 MHz to 15 GHz. The parameter. The is calculated from the uniextracted - characteristics for lateral power gain. The - and both transistors are as plotted in Fig. 10. Peak and of of 0.4 mA for the HS device. 17 and 28 GHz are reached at and of 12 and 30 GHz At similar current level, peak are achieved for the HV device. VI. CONCLUSION Fig. 8. Output characteristics of HS and HV transistors (1I = 1 A). RF applications. With adequate base optimization, such as reducing PSWS thickness for thinner base width or reducing base can effectively be implant dose for lower base doping, BV and , while maintaining similar tradeoff for increasing A novel concept for fabricating CMOS-compatible lateral BJT on SOI is developed. This technology requires simple PSWS structure and only five lithography masks to realize high-performance lateral BJTs. A novel layout methodology is used to form area efficient devices in both C–E and C–C configurations, thus increasing design compactness and flexibility. This is the first functional bipolar transistor that has emitter current injection in multiple planes, an idea that is currently being explored by cutting-edge CMOS devices. The electrical characteristics are measured and summarized in Table II, with comparison data from previously published 1382 IEEE TRANSACTIONS ON ELECTRON DEVICES, VOL. 52, NO. 7, JULY 2005 TABLE II SUMMARY OF PROCESS AND PERFORMANCE OF PSWS LBJT COMPARED WITH PREVIOUSLY PUBLISHED LBJTS Fig. 11. BV versus f tradeoff for RF bipolar transistors. Johnsons limit 2 f product of 340 GHz1 V. (dashed line) corresponds to BV LBJTs. Notably, the external base width WB is not limited by photolithography, and a minimum width of 0.1 m is achieved. This novel PSWS design greatly reduces parasitic capacitance that translates into higher frequency performance. The measured of 17 GHz is the second highest reported and of around 30 GHz is fairly high considering the fact that no exotic base material is used [15]. The Johnsons product for the HV device is the highest reported for silicon BJT (depicted in Fig. 11), exceeding not only lateral BJTs but vertical BJTs that incorporate smaller lithography and epitaxial base process as well. Only the most advanced SiGe-HBT processes can achieve Johnsons product of above 400 GHz V. By improving the base resistance and optimize the base doping, even higher can be obtained. This low cost bipolar is suitable for SOI-CMOS integration, and an ideal BiCMOS process for future RF SoC application. ACKNOWLEDGMENT The authors wish to thank all the engineers at the Process Development Group of AKM, Nobeoka, Japan for their support in the device fabrication, as well as AK Fuji Analytical Lab for SIMS and SEM analysis. I. S. M. Sun would like to thank D. Lee and E. Xu at the VLSI Research Group, University of Toronto, for their support in device design and simulation. REFERENCES [1] K. Washio, “SiGe HBT and BiCMOS technologies for optical transmission and wireless communication systems,” IEEE Trans. Electron Devices, vol. 50, no. 3, pp. 656–668, Mar. 2003. [2] G. Freeman, B. Jagannathan, S.-J. Jeng, J.-S. Rieh, A. D. Stricker, D. C. Ahlgren, and S. Subbanna, “Transistor design and application considerations for > 200-GHz SiGe HBTs,” IEEE Trans. Electron Devices, vol. 50, no. 3, pp. 645–655, Mar. 2003. [3] T. Hashimoto et al., “Direction to improve SiGe BiCMOS technology featuring 200-GHz SiGe HBT and 80-nm GAT CMOS,” in IEDM Tech. Dig., 2003, pp. 5.5.1–5.5.4. [4] A. Matsuzawa, “RF-SoC—Expectations and required conditions,” IEEE Trans. Microw. Theory Tech., vol. 50, no. 1, pp. 245–253, Jan. 2002. [5] N. Zamdmer et al., “A 0.13-m SOI CMOS technology for low-power digital and RF applications,” in VLSI Symp. Tech. Dig., 2001, pp. 85–86. [6] M. Vanmackelberg, S. Boret, D. Gloria, O. Rozeau, R. Gwoziecki, C. Raynaud, S. Lepilliet, and G. Dambrine, “90 nm SOI-CMOS of 150 GHz f and 0.8 dB NFmin @6 GHz for SOC,” in Proc. SOI Conf., 2002, pp. 153–154. [7] D. L. Harame et al., “Current status and future trends of SiGe BiCMOS technology,” IEEE Trans. Electron Devices, vol. 48, no. 11, pp. 2575–2594, Nov. 2001. [8] M. Kumar, Y. Tan, and J. K. Sin, “A simple, high performance TFSOI complementary BiCMOS technology for low power wireless applications,” IEEE Trans. Electron Devices, vol. 49, no. 1, pp. 200–202, Jan. 2003. [9] F. Burke, C. S. Kim, A. Rambhatla, Y. Zhao, J. Zahurak, and S. Parke, “Optimizing dynamic-threshold DTMOS device performance in an SOI embedded DRAM technology,” in Proc. UGIMS., 2003, pp. 292–294. 6.7 ps ECL SOI/HRS self[10] K. Washio et al., “A 0.2 m 180 GHz f aligned SEG SiGe HBT/CMOS technology for microwave and highspeed digital applications,” IEEE Trans. Electron Devices, vol. 49, no. 2, pp. 271–278, Feb. 2002. [11] J. Cai, A. Ajmera, C. Ouyang, P. Oldiges, M. Steigerwalt, and K. Stein, “Fully depleted-collector polysilicon-emitter SiGe-base vertical bipolar transistor on SOI,” in Proc. VLSI Symp., 2002, pp. 172–173. [12] Q. Quyang, J. Cai, T. Ning, P. Oldiges, and J. B. Johnson, “A simulation study on thin SOI bipolar transistors with fully or partially depleted collector,” in Proc. BCTM, 2002, pp. 28–31. [13] R. Dekker, W. T. A. v. d. Einden, and H. G. R. Mass, “An ultra low power lateral bipolar polysilicon emitter technology on SOI,” in IEDM Tech. Dig., 1993, pp. 75–78. [14] T. Shino, K. Inoh, T. Yamada, H. Nii, S. Kawanaka, T. Fuse, M. Yoshimi, lateral Y. Katsumata, S. Watanabe, and J. Matsunaga, “A 31 GHz f BJT on SOI using self-aligned external base formation technology,” in IEDM Tech. Dig., 1998, pp. 953–956. [15] H. Nii, T. Yamada, K. Inoh, T. Shino, S. Kawanaka, M. Yoshimi, and on Y. Katsumata, “A novel lateral bipolar transistor with 67 GHz f thin-film SOI for RF analog applications,” IEEE Trans. Electron Devices, vol. 47, no. 7, pp. 1536–1541, Jul. 2000. [16] T. Suligoj, M. Koricic, P. Bijanovic, and K. L. Wang, “Fabrication of horizontal current bipolar transistor (HCBT),” IEEE Trans. Electron Devices, vol. 50, no. 7, pp. 1645–1651, Jul. 2003. [17] J. S. Hamel, Y. T. Tang, and K. Osman, “Technological requirements for a lateral SiGe HBT technology including theoretical performance predictions relative to vertical SiGe HBTs,” IEEE Trans. Electron Devices, vol. 49, no. 3, pp. 449–456, Mar. 2002. [18] D. Hisamoto et al., “FinFET-A self-aligned double-gate MOSFET scalable to 20 nm,” IEEE Trans. Electron Devices, vol. 47, no. 12, pp. 2320–2325, Dec. 2000. [19] G. Krieger, G. Spadini, P. P. Guevas, and J. Schuur, “Shadowing effects de to tilted arsenic source/drain implants,” IEEE Trans. Electron Devices, vol. 26, no. 11, pp. 2458–2461, Nov. 1989. [20] F. Matsuoka, K. Kasai, H. Oyamatsu, M. Kinugawa, and K. Maeguchi, “Drain structure optimization for highly reliable deep submicrometer n-channel MOSFET,” IEEE Trans. Electron Devices, vol. 41, no. 3, pp. 420–426, Mar. 1994. [21] J. M. Hergenrother, S. H. Oh, T. Nigam, D. Monroe, F. P. Klemens, and A. Kornblit, “The vertical replacement-gate (VRG) MOSFET,” Solid State Electron., vol. 46, pp. 939–950, Jul. 2002. [22] I.-S. M. Sun, W. T. Ng, P. K. T. Mok, H. Mochizuki, K. Shinomura, H. Imai, A. Ishikawa, N. Saito, K. Miyashita, S. Tamura, and K. Takasuka, “RF bipolar transistors in CMOS compatible technologies,” in Proc. IEEE Hong Kong Electron Devices Meeting, 2001, pp. 108–111. SUN et al.: LATERAL HIGH-SPEED BIPOLAR TRANSISTORS ON SOI I-Shan Michael Sun (S’99) was born in Taiwan, R.O.C., in 1976. He received the B.ASc. and M.A Sc. degrees in electrical and computer engineering from the University of Toronto, Toronto, ON, Canada, in 1999 and 2002, respectively, where he is currently pursuing the Ph.D. degree. In the summer of 1998, he worked at Philips Semiconductors, Caen, France, as an Undergraduate Intern. Since 2000, he has been collaborating with Asahi Kasei Microsystems Company, Ltd, Tokyo, Japan, working on the development of CMOS-compatible Si/SiGe homo/heterojunction bipolar transistors. His current research interests are in radio-frequency semiconductor devices and integrated circuits, SOI-compatible BiCMOS technologies, and novel bipolar transistor structures and design concepts. Mr. Sun is the recipient of the Charitat Award (Best Young Researcher) at the 17th International Symposium on Power Semiconductor Devices and ICs (ISPSD’05). Wai Tung Ng (M’90–SM’04) was born in Hong Kong in 1961. He received the B.A.Sc., M.A.Sc., and Ph.D. degrees in electrical engineering from the University of Toronto, Toronto, ON, Canada, in 1983, 1985, and 1990, respectively. In 1990, he joined the Semiconductor Process and Development Center of Texas Instruments, Dallas, TX, to work on LDMOS power transistors for automotive applications. His academic career started in 1992 when he joined the University of Hong Kong. In 1993, he joined the University of Toronto and was promoted to Associate Professor in 1998. He has collaborated with Asahi Kasei Microsystems Company, Ltd, Tokyo, Japan since 2000 on various CMOScompatible process development. His current work covers a wide spectrum, ranging from advanced MOS and RF BJT device designs, VLSI power management circuits, smart power-integrated circuits, and fabrication processes. Koji Kanekiyo was born in Osaka, Japan, in 1969. He received the B.E. and M.E. degrees in inorganic materials engineering from Tokyo Institute of Technology, Tokyo, Japan, in 1991 and 1993, respectively. In 1993, he joined Asahi Kasei Microsystems Company, Ltd., Kawasaki, Japan, where he engaged in the research and development of lithium-ion secondary batteries. In 2001, he joined the Process Technology and Development Department, Tokyo, where he has been working on the development of bipolar transistor. Takaaki Kobayashi was born in Tokyo, Japan, in 1957. He received the B.E. and M.E. degrees in material synthesis engineering from Tsukuba University, Tsukuba, Japan, in 1981 and 1983, respectively. In 1983, he joined Asahi Kasei Microsystems Company, Ltd., Kawasaki, Japan, where he engaged in the research and development of organic semiconductors. In 1985, he joined the Process Technology and Development Department, where he has been working on the development of an analog CMOS transistor. Hidenori Mochizuki was born in Shizuoka, Japan, in 1971. He received the B.E. and M.E degrees in applied chemistry from the University of Tokyo, Tokyo, Japan, in 1993 and 1995, respectively. In 1995, he joined the Process Technology and Development Department, Asahi Kasei Microsystems Company, Ltd., Tokyo, where he engaged in EEPROM research. He has been working on device physics and process technology of bipolar transistor by methods of electrical measurement and physical analysis. 1383 Masato Toita received the B.S. and M.S. degrees in industrial chemistry from Chiba University, Chiba, Japan, and the Ph.D. degree in engineering from Tohoku University, Sendai, Japan, in 1987, 1989, and 2004, respectively. He joined Asahi Kasei Microsystems Company, Ltd., Tokyo, Japan, in 1989. From 1997 to 1999, he was a Visiting Scholar with the Department of Electrical Engineering, Stanford University, Stanford, CA. He is currently working on the development of BiCMOS front-end processes for high-speed wireless communication devices. His research interests also include mechanisms that cause low-frequency noise in MOS transistors and reduction of that noise by optimizing the wafer process for precision mixed-signal integrated circuits. Dr. Toita is a member of the Electrochemical Society. Hisaya Imai (M’92) was born in Tokyo, Japan, in 1955. He received the M.S. degree in chemistry from Hokkaido University, Sapporo, Japan, in 1980. In 1980, he joined the Central R&D Laboratory, Asahi Kasei Microsystems Company, Ltd, Fuji, Japan and was concerned with mixed-metal–oxide chemistry and characterization. Since 1986, he has engaged in CMOS process development for precision analog circuits. He is currently with the Process Technology Development Division, Tokyo, where he is now directing development programs for advanced analog CMOS technologies including EEPROM, high-voltage MOSFETs, RF bipolar, and other precise analog components. Akira Ishikawa (M’96) was born in Saitama, Japan, in 1960. He received the B.S. and M.S. degrees in electronic engineering from Tohoku University, Miyagi, Japan, in 1984 and 1986, respectively. He joined the LSI Design and Development Center, Asahi Kasei Microsystems Company, Ltd., Tokyo, Japan, in 1986, working on communication and data storage read/write channel analog LSI design. He is currently with the Design Technology Group and working on the research and development of circuit simulation models for CMOS and BiCMOS process. Satoru Tamura was born in Yokohama, Japan, in 1958. He received the B.S. and M.S. degrees in electronic engineering from Keio University, Yokohama, in 1982 and 1984, respectively. He joined the LSI Design and Development Center, Asahi Kasei Microsystems Company, Ltd., Tokyo, Japan, in 1984, working on the mixed-signal LSI design and development including process, device, and CAD tools. He is currently with the Design Technology Group and working on the research and development of the advanced CMOS technology including SiGe HBT-BiCMOS, high-voltage CMOS, and RF passive devices for the mixed-signal LSI design. Kaoru Takasuka (M’99) was born in Hiroshima, Japan, in 1947. He received the B.S. and M.S. degrees in instrumentation engineering from the Kyushu Institute of Technology, Kitakyushu, Japan, in 1970 and 1972, respectively. He joined Asahi Kasei Microsystems, Ltd., Tokyo, Japan, in 1972. Since 1983, he has been engaged in the design of custom CMOS LSIs. He is currently the Vice President-CTO. Mr. Takasuka was a corecipient of the Award for Technical Excellence from the Society of Instrument and Control Engineers of Japan in 1986 and received the Institute of Electrical Engineers of Japan Millennium Best Paper Award in 2001.