Purdue University
Purdue e-Pubs
Birck and NCN Publications
Birck Nanotechnology Center
7-15-2011
Multimodal grain size distribution and high
hardness in fine grained tungsten fabricated by
spark plasma sintering
Osman El-Atwani
Purdue University, oelatwan@purdue.edu
D.V. Quach
Purdue University
Mert Efe
Univ Calif Davis, CA
Patrick Cantwell
Purdue University, prcantwe@purdue.edu
Bryan Heim
Purdue University, bheim@purdue.edu
See next page for additional authors
Follow this and additional works at: http://docs.lib.purdue.edu/nanopub
Part of the Nanoscience and Nanotechnology Commons
El-Atwani, Osman; Quach, D.V.; Efe, Mert; Cantwell, Patrick; Heim, Bryan; Schultz, Bradley; Stach, Eric; Groza, Joanna; and Allain,
Jean P., "Multimodal grain size distribution and high hardness in fine grained tungsten fabricated by spark plasma sintering" (2011).
Birck and NCN Publications. Paper 754.
http://docs.lib.purdue.edu/nanopub/754
This document has been made available through Purdue e-Pubs, a service of the Purdue University Libraries. Please contact epubs@purdue.edu for
additional information.
Authors
Osman El-Atwani, D.V. Quach, Mert Efe, Patrick Cantwell, Bryan Heim, Bradley Schultz, Eric Stach, Joanna
Groza, and Jean P. Allain
This article is available at Purdue e-Pubs: http://docs.lib.purdue.edu/nanopub/754
Materials Science and Engineering A 528 (2011) 5670–5677
Contents lists available at ScienceDirect
Materials Science and Engineering A
journal homepage: www.elsevier.com/locate/msea
Multimodal grain size distribution and high hardness in fine grained tungsten
fabricated by spark plasma sintering
Osman El-Atwani a,b,∗ , Dat V. Quach c , Mert Efe a , Patrick R. Cantwell a,b , Bryan Heim b,d , Bradley Schultz a ,
Eric A. Stach a,b , Joanna R. Groza c , Jean Paul Allain a,b,d
a
School of Materials Engineering, Purdue University, West Lafayette, IN 47907, United States
Birck Nanotechnology Center, Purdue University, West Lafayette, IN 47907, United States
c
Department of Chemical Engineering and Materials Science, University of California, Davis, CA 95616, United States
d
School of Nuclear Engineering, Purdue University, West Lafayette, IN 47907, United States
b
a r t i c l e
i n f o
Article history:
Received 25 August 2010
Received in revised form 14 January 2011
Accepted 6 April 2011
Available online 13 April 2011
Keywords:
Spark plasma sintering
Tungsten
Grain size
Hardness
Multimodal distribution
a b s t r a c t
Preparation of fine grained, hard and ductile pure tungsten for future fusion reactor applications was
tested using the bottom-up approach via powder consolidation by spark plasma sintering (SPS) at different temperature (1300–1800 ◦ C) and pressure (90–266 MPa) conditions. Pure tungsten powders with
an average particle size of about 1 m were sintered to high density (about 94%) with almost no grain
growth at a temperature below 1400 ◦ C and an applied pressure up to 266 MPa. These samples had a
multi-modal grain size distribution (resembling the size distribution of the initial powder) and a very
high Vickers hardness (up to 530 kg/mm2 ). Above 1500 ◦ C fast grain growth occurred and resulted in
a drop in hardness. XRD on the surface of bulk samples showed a small amount of tungsten oxides;
however, XPS and EDS indicated that these oxides were only surface contaminants and suggested a high
purity for the bulk samples. The results demonstrate that SPS can lead to ultrafine and nanocrystalline
tungsten if used to consolidate pure nano tungsten powders.
© 2011 Elsevier B.V. All rights reserved.
1. Introduction
Tungsten is the primary material choice as the plasma-facing
material for the divertor region in the International Thermonuclear
Experimental Reactor (ITER) in its deuterium/tritium campaign
[1]. Compared to low Z materials such as carbon and beryllium,
tungsten’s high melting point, high thermal conductivity, low tritium retention, and low plasma-induced sputter threshold has
made it one of the best candidate materials for the extreme environments (e.g., 0.1–1.0 dpa, >5 MW/m2 ) encountered in the ITER
burning plasma. Although these attractive plasma-facing fusion
material properties are well suited to the application, blistering
and embrittlement of tungsten due to high exposure from hydrogen and helium irradiation is a serious materials challenge for
the viability of these materials in the ITER plasma [2]. This problem is also exacerbated by long pulses characteristic of anticipated
future burning-plasma experiments and transient events such as
edge localized modes, which induce cyclic stresses during plasma
operation. Long pulses lead to long temporal operation with heat
fluxes increasing surface temperatures to about 0.2 Tm of tungsten
plasma-facing components (PFCs) and irradiation damage greater
∗ Corresponding author at: School of Materials Engineering, Purdue University,
West Lafayette, IN 47907, United States. Fax: +1 765 494 9570.
E-mail address: oelatwan@purdue.edu (O. El-Atwani).
0921-5093/$ – see front matter © 2011 Elsevier B.V. All rights reserved.
doi:10.1016/j.msea.2011.04.015
than 0.1 displacements per atom (dpa) and 100–1000 atomic
parts per million (appm) He implantation/generation by transmutation from implanted neutrons. Irradiation-induced defects can
lead to enhanced erosion of tungsten beyond the minimum limits set by fusion plasma confinement. Fusion reactors, as opposed
to experimental fusion devices such as ITER, will also require the
steady-state (106 s) operation of PFC materials at temperatures of
about 0.2 Tm .
The PFC material must also be designed with strict structural
requirements including advanced cooling sections with dimensions of the order of several 10’s of centimeters. Designing a
radiation-tolerant, high toughness tungsten PFC material remains a
key challenge to fusion materials technology. Furthermore, fabrication of a candidate tungsten PFC material is also a critical limitation.
Therefore identifying effective processing strategies of advanced
radiation-tolerant and moderate ductility tungsten motivates the
work in this paper.
Suppression of point defect accumulation by annihilating the
freely migrating defects (interstitial and vacancy) to defect sinks
such as grain boundaries can lead to higher helium fluence threshold values of bubble formation and nanoscale structure in tungsten
[3]. The atomic fraction of these sinks in conventionally crystalline materials is usually small, and it might be possible to hinder
the accumulation of point defects by increasing the area of grain
boundaries through decreasing the grain size by formation of fine,
ultrafine or nanocrystalline materials [4–6].
O. El-Atwani et al. / Materials Science and Engineering A 528 (2011) 5670–5677
Ultrafine (<500 nm) or nanocrystalline tungsten (<100 nm)
materials have been shown to have an increase in ductility, which
can also be enhanced by the formation of microstructures with a
bimodal size distribution [7] where the small grains are responsible for strengthening and the large grains provide some limited
ductility.
Formation of ultrafine or nanocrystalline tungsten can be performed using top-down or bottom-up approaches. Top-down
approaches are based on severe plastic deformation of commercial
tungsten. Equal-channel angular pressing (ECAP) [8] and highpressure torsion (HPT) [9] have each been used to prepare ultrafine
and nanocrystalline tungsten. Due to the limitation of the size
and geometry of fusion device PFCs, application of top-down
approaches on tungsten for industrial purposes can be challenging. Bottom-up approaches based on consolidation of tungsten
powders, on the other hand, are more easily scalable to industrial
sample sizes. Consolidation of tungsten, however, is not an easy
process and advances in tungsten powder synthesis and sintering processes are needed to improve the materials created by this
approach. Tungsten experiences a steady state grain size increase at
around 1400 ◦ C (0.45 Tm ) [10], and thus, consolidation of tungsten
through conventional sintering processes leads to large grain sizes.
Shorter annealing times are thus necessary to sustain small grain
sizes comparable to the powder size used during the consolidation
process. Plasma pressure compaction (PPC) has been used to sinter tungsten powders [11,12]. In one of the PPC studies of tungsten
powders, Cho [11] achieved high densities of consolidated samples,
however, grain growth from 0.6 to 0.9 m (size of the powders)
up to several micrometers occurred. Spark plasma sintering is an
alternate electrical current/field assisted technique to consolidate
difficult-to-sinter materials. Due to its shorter sintering time and
often lower sintering temperature, materials exposure at elevated
temperature and grain growth can be significantly reduced.
Ductility in tungsten is postulated to be enhanced by eliminating or re-distributing impurities in the grain boundaries [8], which
are thought to be the origin of brittleness in tungsten [13]. Groza
et al. noticed an impurity removal process and reported clean grain
boundaries down to atomic level for AlN and W consolidated by
SPS [14,15]. Advantages of the SPS process indicate that improved
hardness, purity and ductility of bulk tungsten samples can be
achieved through the removal of impurities during sintering. Moreover, the very short annealing times during SPS, can lead to highly
dense nanocrystalline or ultrafine grain tungsten materials with
attractive properties desired for PFC materials, as discussed earlier.
Fundamental study of SPS consolidated tungsten samples is then a
necessary step in the context of SPS in the preparation of tungsten
materials that can be of high radiation tolerance [4] and enhanced
fracture toughness.
Here, we have used SPS to sinter tungsten powders (1 m average size) at different temperatures, pressures and annealing times.
Highly pure and dense consolidated samples were achieved at
optimized sintering conditions. The grains showed a multimodal
distribution at low temperatures. Surface and bulk analyses of the
samples provide evidence for high purity of the consolidated samples. Microhardness tests demonstrated higher hardness of the
samples sintered at low temperatures. We believe that the results
shown in this paper will support the idea of using bottom-up
approaches in the preparation of nanocrystalline refractory metals as future PFCs, and motivate further research into elucidating
the mechanism behind SPS.
2. Experimental setup and methods
The powders (1 m average size) were supplied by ESPI
(http://www.espi-metals.com). Type and values of impurities
5671
Table 1
Powders specific analysis in PPM.
Powders specific analysis in PPM
Al
<2
Ca
Mo
142
Fe
Ni
<2
Cu
Mg
<2
Sn
K
49
Nb
5
6
<2
<2
<20
Si
Cr
Mn
Na
<5
<3
<2
49
present in the powders are shown in Table 1. The size distribution
of the powders is given in Table 2.
Consolidation of the powders was carried out using the spark
plasma sintering (SPS) apparatus (Sumitomo Coal Mining Co.,
Japan, Model 825S). For each experiment about 3 g of W powder
was poured into a small 10-mm graphite die, which was in turn
inserted into a larger graphite die. SiC punches and spacers were
used for the high-pressure application. A detailed description of
the high-pressure double-acting die was presented elsewhere [16].
In all experiments, temperature was measured on the larger die’s
surface by a pyrometer. The sample was heated up from room
temperature to 600 ◦ C in 3 min; then it was brought to the target temperature at a heating rate of about 160 ◦ C/min. For various
samples, different levels of uniaxial pressure ranging from 90 to
266 MPa were applied. At 90 MPa the sample was heated up to and
held at 1800 ◦ C for 1 min. At higher pressure (190–266 MPa), samples were sintered at 1300–1500 ◦ C for 5 min. For each specimen,
the final density was averaged after three measurements using
Archimedes’ method. For samples with high density (>93%), the
standard deviations from these measurements are small (<0.08%).
For samples with lower density, the standard deviation is greater
(∼0.25%). The sintered samples were then mechanically polished
and then etched. X-ray diffraction (XRD) of the powders and the
consolidated samples was performed using a Bruker D8 diffractometer (CuK␣) at 40 KeV and 40 mA. Optical microscopy results
were achieved using an Olympus BX51. A Philips XL 40 SEM (with
Schottky FEG) and a Hitachi S4800 FESEM were used for morphology characterization. For better morphology determination, cross
section cuts were performed using an FEI xT Nova NanoLab Dual
Beam focused ion beam/scanning electron microscope (FIB/SEM)
and secondary electron images were taken using the electron
beam. For EDX analysis of the samples, an FEI Quanta 3D FEG SEM
equipped with an Oxford INCA PentFEXx3 system with 33 mm window EDX detector was used.
Transmission electron microscopy imaging was performed
using an FEI Titan 80/300 field emission TEM operating at 300 kV
equipped with a Tridiem GIF and were zero-loss filtered. The samples were prepared using the in situ FIB liftout technique [17].
Microhardness test equipment was used to determine the Vickers hardness of the samples with diamond tip under 200 g load
conditions. The hardness value of each sample was determined by
averaging 20 different indents on different parts of the sample. The
hardness value of a commercial sample (17 m average grain size
and 98% relative density) supplied by Materials Modification Inc.
(MMI) was determined in the same manner for comparison purposes. This commercial sample was prepared using PPC and then
was hot isostatically pressed.
Table 2
Average particle size distribution of the powders.
Average particle size distribution
Micron range
Weight percent
0–1
1–2
2–3
3–4
54.9
35.4
6.9
2.8
5672
O. El-Atwani et al. / Materials Science and Engineering A 528 (2011) 5670–5677
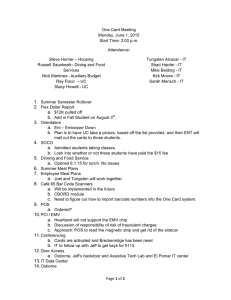
Fig. 1. SEM micrographs of the tungsten powders (a) and the tungsten samples produced by SPS (W1–W5). The size distribution of the powders can be found in Table 2. SPS
conditions were given in Table 3.
For surface chemistry analysis of the samples, an Omicron MultiTechnique Surface Analysis Cluster Tool was used including XPS
performed using an Al K␣ source. For grain size analysis, four SEM
images were taken for each sample. On each image, twenty lines
were placed in different directions to eliminate the bias of grain
counting. There were seven horizontal, seven vertical, three diagonal from upper left to lower right, and three diagonal from upper
right to lower left. The same film with the twenty lines was placed
on all twenty SEM micrographs. The SEM micrographs, which can
be seen in Fig. 1, have clearly defined grain boundaries. The grain
sizes were measured from the intersection of the grain boundary
and the line to the next intersection of the grain boundary. Grains
that are at the ends of the lines are not counted if both intersections are not on the line. All of the grains were then placed into a
histogram.
3. Results and discussion
3.1. Properties and distribution of the consolidated samples
Pressure, temperature and annealing time are the three main
parameters of the SPS method that can be varied to produce the
desired density and microstructure of the samples. Table 3 summarizes how the density and Vickers hardness change due to variations
of the experimental conditions. The consolidated samples have
high densities. To our knowledge, such high densities accompanied
by a small grain size have not been reported elsewhere for consolidated tungsten via bottom-up approaches starting from micron size
powders. As shown in Fig. 1, from the morphology of the samples,
the density is observed to be higher than those measured ones by
the Archimedes approach, and hence, chemical analysis of the sam-
O. El-Atwani et al. / Materials Science and Engineering A 528 (2011) 5670–5677
5673
Table 3
SPS sintering conditions, density, and Vickers hardness of the samples.
Sample
Temperature (◦ C)
Pressure (MPa)
Time (min)
Relative density (%)
Vickers Hardness
(kg/mm2 ) ± standard
deviation
W1
W2
W3
W4
W5
Commercial W
1800
1300
1300
1400
1500
90
200
266
200
200
1
5
5
5
5
90.80
93.76
93.16
93.94
94.30
231
513
523
518
341
423
±
±
±
±
±
±
9.53
13.1
23.3
14.2
13.5
17.6
Fig. 2. Optical micrographs of W2 (a) and a commercial tungsten sample (b) W2 was sintered at 1300 ◦ C and 200 MPa for 5 min.
ples was conducted to determine if other phases were present in the
samples. Optical microscopy results shown in Fig. 2 for W2 sample (sintered at 1300 ◦ C and 200 MPa), demonstrates the absence
of micro scale porosity in the samples. Any uncertainty about the
effect of mechanical polishing on the morphology of the samples
is eliminated by generating a cross-sectional image of W2 using
the FIB/SEM. The cross-sectional image shows only small signs of
porosity but again higher densities than determined by Archimedes
approach. (Fig. 3a) The bright field TEM image supports this result,
as shown in Fig. 3b.
Statistics of the multimodal peaks in each sample are shown
in Table 4. Samples W2, W4 and W5 were sintered at different
temperatures but similar pressure and annealing time. As the temperature increased, the center of the peaks in the multimodal
distribution increased. The number of modes at 1400 ◦ C decreased
to three (compared to 4 at 1300 ◦ C) suggesting the beginning of
grain growth. As the temperature increased from 1300 ◦ C to 1500 ◦ C
the multimodal distribution is no longer observed and the average grain size was found to be 4.97 m (SD = 2.84). It has been
reported [10] that above 1400 ◦ C (the secondary recrystallization
temperature of tungsten), tungsten shows steady grain growth.
This explains why W4 (1500 ◦ C) has a very low density of small
grains, and why W1 (1800 ◦ C) has the largest average grain size
(5.72 m) in spite of the very small annealing time (1 min). Moreover, samples sintered at temperatures of 1300 ◦ C and 1400 ◦ C have
average grain sizes similar to the average grain size of the initial powders (0.8–1 m). (Fig. 1a) This result demonstrates the key
advantages of SPS in limiting the grain growth during the sintering process while still forming high-density consolidated samples.
The advantages characteristic to SPS are attributed to key mechanisms during sintering. Compared to hot pressing, where the
sample is heated in a furnace, SPS has direct Joule heating from
Fig. 3. Cross-sectional micrograph of sample W2 (a) using a focused ion beam. (b) Bright field TEM.
5674
O. El-Atwani et al. / Materials Science and Engineering A 528 (2011) 5670–5677
Table 4
Data found from the Gaussian fit of the grain size distribution guide-the-eye plot.
Sample
Peak #
Center (m)
Width (m)
Height (counts)
Standard deviation of peaks (m)
Total grains analyzed
W1
Peak 1
Peak 2
Peak 1
Peak 2
Peak 3
Peak 4
Peak 1
Peak 2
Peak 3
Peak 4
Peak 1
Peak 2
Peak 3
Peak 1
2.95
7.12
0.532
1.08
2.02
2.11
0.330
0.670
1.27
2.18
0.737
1.79
3.38
5.41
0.910
6.01
0.455
0.768
0.155
2.28
0.134
0.294
0.743
0.263
0.726
1.64
0.003
5.95
56.0
125
73.5
67.5
17.0
13.0
110
104
70.0
13.3
85.6
63.4
1.06
126
0.455
3.00
0.228
0.384
0.078
1.14
0.067
0.147
0.372
0.132
0.363
0.818
0.002
2.98
565
W2
W3
W4
W5
the passing of electrical current through the graphite die, and in
this case, the tungsten powder compact. Although the mechanism
remains unclear [18], some experimental results indicate a mechanism for impurity removal during SPS of AlN and W [14,15]. This
so called cleaning effect may “activate” powder particle surfaces
and create a favorable condition for subsequent neck formation. In
addition, direct evidence from the sintering of copper spheres on
a copper plate inside the SPS apparatus showed an enhanced neck
growth with increasing current density [19]. This enhancement was
attributed to an improved mass transport due to momentum transfer between the “electron wind” and sintering materials during the
SPS of metals.
The small grain size observed in the consolidated samples compared to the initial powder size is also attributed to the high
pressure applied in SPS. The application of an external pressure
provides an additional driving force for densification besides the
intrinsic sintering stress as shown in the following equation: [20]
d
=B g +P
x
(1 − )dt
599
701
452
508
2. Table 4 shows the number of grains used to determine the grain
size distribution for each sample. For W2 and W3 samples (1300 ◦ C
sintering temperature), a multi-modal distribution is observed, and
the distribution of W2 is very similar to the initial powder distribution (Table 2). As the sintering temperature increased, the number
of modes in the distribution decreased and the peaks shift to the
right due to grain growth. For W1 and W5 (1800 ◦ C and 1500 ◦ C
respectively), the multi-modal distribution of grains is no longer
observed. Since the grain size distribution of the samples sintered
at low temperatures resembles the powder size distribution, the
multi-modal distribution is speculated to be a result of sintering
(1)
where is the fractional density, B is a term that combines the diffusion coefficient and temperature, g is a geometric constant, is
the surface energy, x represents a size scale parameter, t is time,
and P is the applied external pressure. The right hand term in Eq.
(1) represents the intrinsic sintering driving force due to surface
curvature g/x and the applied pressure contribution P. The great
influence of applied pressure is clearly shown when sample W1
is compared with sample W2. An increase in pressure from 90 to
200 MPa markedly improves the final density from 90.8 to 93.76%
even though the former is sintered at 1800 ◦ C (500 ◦ C higher than
where the latter is sintered). Pressure, however, has a limited effect
during the final stage of sintering. An increase in pressure from 200
to 266 MPa essentially does not change the final density. This is
because in the final stage of sintering, pores are closed and the effective pressure is low. The process of eliminating closed pores during
this stage of sintering heavily relies on diffusion, which is strongly
influenced by temperature rather than pressure. Moreover, it was
also suggested that applying pressure during SPS leads to better
thermal and electrical transport in the bulk of the sample [21]. This
is evident, to some extent, when comparing samples W2 and W3.
In this case both samples have the same temperature and annealing time conditions, however the pressure in W3 is higher. For the
higher pressure case there is some indication that the multi-modal
distribution is preferentially shifted to smaller grain size values.
The role of external pressure in SPS warrants further investigation
based on these findings.
Based on the SEM images, the morphology exhibits bimodal and
multi-modal grain size distributions. The distributions of all the
sintered samples were determined as described earlier in Section
Fig. 4. Histograms of the grain size distributions for samples W1–W5. A Gaussian
Fit was performed on the histogram and the results were summarized in Table 4.
The black line is used to “guide the eye”. The purple lines are the Gaussian fits for
each peak, and the blue line is the sum of the purple lines.
O. El-Atwani et al. / Materials Science and Engineering A 528 (2011) 5670–5677
5675
Fig. 6. Tungsten (4f) XPS spectra of commercial tungsten, W3, W4, and W5 before
and after cleaning with Argon sputtering. The peaks at 30.6 and 31.75 eV binding
energy correspond to W 4f7/2 and 4f5/2 respectively. The smaller peaks at 35 and
37 eV correspond to Tungsten Oxide.
Wang and Ma [7] conjectured that materials with bimodal or multimodal grain size distribution are responsible for improved ductility
and strength at the same time. For a multi-modal grain size distribution the smaller grains give the high strength while the larger
grains enable ductility, thus increasing toughness.
Fig. 5. XRD plots of the tungsten powders and the tungsten samples produced by
Spark Plasma Sintering. The peaks are similar in location, but different in intensity.
The labeled peaks of W5 correspond to the six XRD plots.
without significant grain growth. These grain size distributions are
also correlated with the high Vickers hardness values of the samples sintered at temperatures less than 1400 ◦ C, as will be discussed
in the next section (Fig. 4).
3.2. Vickers hardness of the consolidated samples
Samples sintered at temperature 1300 ◦ C and 1400 ◦ C showed
high Vickers hardness values and high densities. As the temperature went higher, the hardness values dropped. For a crystalline
material, the Hall–Petch relationship states that for a given material, the yield strength decreases as the grain size increases. This
relation is represented in the following equation: [22,23]
= o + k · d−0.5
3.3. Sample impurity analysis
Bulk and surface analysis were conducted to determine if any
other phase(s) were present in the consolidated samples, and to
determine the efficiency of SPS to reduce the level of impurities in
the samples.
X-ray diffraction results on the surface of bulk samples shown
in Fig. 5 reveal a dominant W phase in the consolidated samples.
Compared to the powder XRD results, the consolidated samples
have very small random peaks between 20 and 30◦ in 2. These
peaks in particular correspond to the tungsten oxide phase. Oxygen is also present in the powders; however, XRD analysis of the
powders may not show a tungsten oxide if the oxygen layer is thin.
This suggests that perhaps oxygen is forming tungsten oxide phases
(2)
where is the yield strength of the material, d is the grain size,
and o and k are constants, which are experimentally determined.
The hardness values of the samples with multimodal distribution
shown in this study are much higher than the values mentioned
in the literature (up to 350 kg/mm2 ) for consolidated tungsten
sintered by plasma activated sintering (PAS) [24], PPC [25], and
SPS [26]. Samples W2, W3 and W4 had a Vickers hardness of
∼520 kg/mm2
We also compared the sample’s hardness to the commercial
sample The data in Table 3 shows the SPS sintered samples have
higher hardness than the bulk sample. In addition to the high density of the samples, the small grains in the multi-modal distribution
are responsible for such a high hardness of consolidated tungsten
despite the fact that the samples are not fully dense. Prior studies of the effect of bi-modal distributions in metals have indicated
improvement in the ductility and strength of the material [27–29].
Fig. 7. EDX spectra using SEM performed on W3. The spectra indicate a small oxygen
peak among the tungsten peaks. This small oxygen peak represents the thin oxide
layer on the tungsten sample.
5676
O. El-Atwani et al. / Materials Science and Engineering A 528 (2011) 5670–5677
Fig. 8. (a) SEM micrograph of W3. EDX mapping performed for 900 s shows tungsten on the surface (b). The dots in (c) represent oxygen and noise from the system.
along grain boundaries. It has been suggested that tungsten is not
intrinsically a brittle material and it is the interstitial impurities
that are segregated in the grain boundaries that embrittle tungsten
[13]. This is supported by that fact that single crystalline tungsten
shows plastic deformation behavior even at very low temperatures
[30]. To extend the analysis of bulk tungsten with XRD, XPS analysis on the surface of the consolidated samples was conducted after
polishing, etching and cleaning the samples. These results were
compared with the XPS spectra of the same samples after 5 min
argon sputtering to remove any oxygen or carbon contamination
on the surface.
As shown in Fig. 6, the 4f XPS peaks of all the samples are present
at 30.6 and 31.75 eV binding energies. The results overlap with the
bulk sample peaks and with literature values [31]. Small peaks at 35
and 37 eV correspond to tungsten oxide (WO3) [32,33]. The peaks
shift to the left as tungsten electron binding energy goes higher
in the oxidation states. However these peaks were minimized after
argon cleaning (sputtering) suggesting that most of the oxygen was
present as surface contaminants.
To have more interaction depth with the samples, EDX analysis
was performed. EDX data (Fig. 7) from W3 showed only tungsten
and a small oxygen peak. EDX-mapping was used to determine if
oxygen was present at specific locations. The mapping was done for
more than 900 s and as evidenced from Fig. 8, no specific locations
were observed for oxygen. The dots in Fig. 8(c) represent oxygen
and noise from the system. The results showed that oxygen is distributed evenly over the grains and did not segregate preferentially
to the grain boundaries, with the detection limits of the technique
(>1%).
- Since lower temperatures are needed to consolidate smaller size
powders, these results indicate that SPS can lead to the formation
of high density, nanocrystalline tungsten materials. These materials may lead to higher radiation tolerance and higher fluence
thresholds for helium bubble formation.
- The results also demonstrate the ability to sinter tungsten powders via SPS at temperatures where no grain growth is observed.
- Bimodal grain size distribution of tungsten can be obtained if SPS
is used to consolidate a bimodal size distribution powder, thus,
higher ductility and higher strength of the consolidated samples.
4. Conclusion
[1] B. Lipschutlz, et al., Nucl. Fusion 47 (2007) 1189–1205.
[2] S.J. Zinkle, N.M. Ghoniem, Fusion Eng. Des. 51–52 (2000) 55.
[3] S. Kajita, W. Sakaguchi, N. Ohno, N. Yoshida, T. Saeki, Nucl. Fusion 49 (2009)
095005 (6 p.).
[4] T.D. Shen, Nucl. Instrum. Methods Phys. Res. B 266 (2008) 921–925.
[5] H. Wang, R. Araujo, J.G. Swadener, Y.Q. Wang, X. Zhang, E.G. Fu, T. Cagin, Nucl.
Instrum. Methods Phys. Res. B 261 (2007) 1162–1166.
[6] T.D. Shen, S. Feng, M. Tang, J.A. Valdez, Y. Wang, K.E. Sickafus, Appl. Phys. Lett.
90 (2007) 263115.
[7] Y.M. Wang, E. Ma, Acta Mater. 52 (2004) 1699–1709.
[8] Q. Wei, Acta Mater. 54 (2006) 77–87.
[9] Q. Wei, Acta Mater. 54 (2006) 4079–4089.
[10] R.M. German, Sintering: Powder Metallurgy Science, Metal Powder Industries
Federation, Princeton, NJ, 1984, pp. 145–200.
[11] K.C. Cho, Mater. Manuf. Process. 19 (4) (2004) 619–630.
[12] K. Cho, Proceedings of the 25th Army Science Conference, Orlando, FL, 27
November, 2006.
[13] E. Lassner, W.D. Schubert, Tungsten-Properties, Chemistry, Technology of the
Element Alloys and Chemical Compounds, Kluwer Academic/Plenum Publishers, NY, New York, 1998.
[14] J.R. Groza, M. Garcia, J.A. Schneider, J. Mater. Res. 16 (1) (2000) 286–292.
[15] J.R. Groza, A. Zavaliangos, Mater. Sci. Eng. A A287 (2) (2000) 171–177.
[16] U. Anselmi-Tamburini, J.E. Garay, Z.A. Munir, Scripta Mater. 54 (2006) 823–828.
[17] B.I. Prenitzer, L.A. Giannuzzi, K. Newman, S.R. Brown, R.B. Irwin, T.L. Shofner,
F.A. Stevie, Metall. Mater. Trans. A 29 (9) (1998) 2388.
[18] D.M. Hulbert, A. Anders, D.V. Dudina, J. Andersson, D. Jiang, C. Unuvar, U.
Anselmi-Tamburini, E.J. Lavernia, A.K. Mukherjee, J. Appl. Phys. 104 (3) (2008),
033305/1–7.
Formation of fine grained, hard and ductile tungsten materials is crucial for future fusion reactor applications. Because of
inherent size limitations to the creation of ultrafine and nanocrystalline tungsten materials via top-down approaches, bottom-up
approaches via powder metallurgy (consolidation) have become of
increasing interest. A fundamental study of SPS sintering of 1 m
tungsten powders was performed. Mainly, temperature, pressure
and annealing time were varied to obtain high density of the samples. The results let us reach the following conclusions:
- High applied external pressure during SPS of the powders led to
high density of the consolidated samples at temperatures below
the second recrystallization temperature of tungsten (1400 ◦ C)
where no grain growth was observed.
- In addition to the their high purity – demonstrated from surface
and bulk chemical analysis results – the samples had a multimodal size distribution similar to the powder distribution, where
ultrafine grains are present in the samples and are responsible for
the very high Vickers hardness obtained.
Future work will look at the radiation tolerance of these materials to helium bubble formation by irradiating the samples with
helium ion particles. Since the samples have different grain sizes, it
is possible to correlate the radiation tolerance of grained tungsten
to the average grain size of the samples.
Acknowledgements
The authors acknowledge Material Modification Inc. (MMI) for
providing of the commercial tungsten sample and for the financial
support. The authors also acknowledge Prof. Mysore Dayananda
in the school of Materials Engineering at Purdue University for his
help in determining the grain size distribution of the samples. Ray
Gabaldon and affiliates at Modern Drop Forge is acknowledged for
EDM cutting of the samples.
References
O. El-Atwani et al. / Materials Science and Engineering A 528 (2011) 5670–5677
[19] J.M. Frei, U. Anselmi-Tamburini, Z.A. Munir, J. Appl. Phys. 101 (114914) (2007)
1–8.
[20] Z.A. Munir, U. Anselmi-Tamburini, M. Ohyanagi, J. Mater. Sci. 41 (2006)
763–777.
[21] S. Grasso, Y. Sakka, G. Maizza, C. Hu, J. Am. Ceram. Soc. 92 (10) (2009)
2418–2421.
[22] E.O. Hall, Proc. Phys. Soc. Lond. B 64 (1951) 747.
[23] N.J. Petch, J. Iron Steel Inst. 174 (1953) 25.
[24] G. Jones, J.R. Groza, K. Yamazaki, K. Shoda, Mater. Manuf. Process. 9 (6) (1994)
1105–1114.
[25] S.H. Yoo, T.S. Sudarshan, K. Sethuram, G. Subhash, R.J. Dowding, Powder Metall.
42 (2) (1999) 181–182.
5677
[26] C. Shearwood, H.B. Ng, Proc. of SPIE 6798 (2007), 67981B-1.
[27] Y. Wang, M. Chen, F. Zhou, E. Ma, Nature 419 (2002) 912–915.
[28] K.M. Youssef, R.O. Scattergood, K.L. Murty, C.C. Koch, Appl. Phys. Lett. 85 (6)
(2004) 929–931.
[29] Zhao, et al., Adv. Mater. 18 (2006) 2949–2953.
[30] A.S. Argon, S.R. Maloof, Acta Metall. 14 (1966) 1449–1462.
[31] M. Katoh, Y. Takeda, Jpn. J. Appl. Phys. 43 (10) (2004).
[32] J.B. Joo, J.S. Kim, P. Kim, J. Yi, Mater. Lett. 62 (2008) 3497–3499.
[33] Vesel, et al., Surf. Coat. Technol. 204 (2010) 1503–1508.