Boiler and Its Tangential Fuel Firing System
advertisement

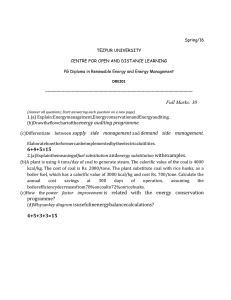
International Journal of Automation and Control Engineering (IJACE) Volume 3 Issue 3, August 2014 doi: 10.14355/ijace.2014.0303.02 www.seipub.org/ijace Boiler and Its Tangential Fuel Firing System Sharukh khan & Shahabaz Khan Electronics & Communication Engineering & Electrical Engineering, SIND - JNTUH SIND- JNTUH , Andhra Pradesh, INDIA Sharukhan472@gmail.com, shahabaz100@gmail.com Abstract Introduction Boiler can also be called as “the Burner”.The main Function of the Boiler is to Burn the Fuel and Make Combustion possible. In this project we are going to study how coal is pulverized and burnt in order to gain more heat. A thermal power station works on the basic principle that heat liberated by burning fuel is converted into mechanical work by means of a suitable working fluid. The mechanical work is converted into electrical energy by means Of generator. In a steam power station, heat is realized by burning fuel, this heat is taken by water, which works as the working fuel. Water is converted into steam as it receives heat in the boiler. The steam then expands in turbine producing mechanical work, which is then converted into electrical energy through a generator. The exhaust steam from the turbine is then condensed in the condenser and the condensate is there after pumped to the boiler where it again receives heat and the cycle is repeated. The basic theoretical working cycle is of a steam power plant is ‘THE RANKINE CYCLE’. The modern steam power plant uses ‘MODIFIED RANKINE CYCLE’, which includes reheating, superheating and regenerative feed water heating. Most coal fired power station boilers use pulverized coal. This technology is well developed, and there are thousands of units around the world, accounting for well over 90% of coal fired capacity. The coal is pulverized to a fine powder, so that less than 2% is +300 micro meter (μm) and 70-75 % is below 75 microns, for a bituminous coal. This system has many advantages such as ability to fire varying quality of coal, quick responses to changes in load, use of high pre-heat air temperatures etc. One of the most popular systems for firing pulverized coal is the tangential firing using four burners corner to corner to create a fireball at the centre of the furnace. Keywords Rankine Cycle; Condenser; Dearator; Economiser; Reheater; Recipitator & Pulveriser 71 www.seipub.org/ijace International Journal of Automation and Control Engineering (IJACE) Volume 3 Issue 3, August 2014 Water tube type Horizontal Straight tube Bent tube Natural Circulation Positive Circulation Shell type Cast Iron Boilers Special Design Boilers Nuclear Reactors Principle of Power Generation at Coal Based Power Plant The main function of oil and coal burning system is to convert chemical energy into heat energy, which is utilized by the components of the boiler to convert water into the steam, which drives the turbine. The combustion element of fuel consists of carbon, hydrogen and small amount of sulphur. The exhaust gases released after combustion contains CO2, SO2 and CO, etc. When the coal is burnt with oxygen following reaction takes place and large amount of heat is released. 𝐶𝐶 + 𝑂𝑂2 → 𝐶𝐶𝑂𝑂2 𝑆𝑆 + 𝑂𝑂2 → 𝑆𝑆𝑂𝑂2 𝐶𝐶 + 𝑂𝑂2 → 2𝐶𝐶𝐶𝐶 The average composition of air is 79% nitrogen and 21% oxygen by volume 77% nitrogen and 23% oxygen by weight During combustion process nitrogen does not burn but passes through the chimney. The amount of air required to burn any fuel can be calculated if the amount of the elements present in the fuel are known. The amount of air to burn is known as theoretical air. If this quantity is not sufficient for complete combustion process then extra amount of air is supplied, known as excess air. In combustion process, turbulence, time, temperature and combustion efficiency are the important parameters to be considered. The steam generator is a natural circulation, single drum type, corner fired, and natural draft unit of water tube type. In water tube boiler, boiler feed water flows through the tubes and enters the boiler drum. The circulated water is heated by the combustion of gases and converted into steam at the vapor space in the drum. These boilers are selected when the steam demands as well as the steam pressure requirements are high as in the case of process cum power boilers. The steam generating boiler is designed for following conditions. 1. 2. 3. 4. 5. The features of water tube boilers are: Forced, induced and balanced draft provisions help to improve combustion efficiency. Less tolerance for water quality calls for water treatment plant. The maximum combustion efficiency depends on 1. 2. 3. Design of boiler Fuel used Skill in obtaining combustion within the minimum amount of excess air. Boiler (Steam Generator) Boiler or the steam generator is the main part in the power generation process. Boiler acts as a medium in which the water is converted into the steam by using the heat released in the process of combustion of coal in the presence of oxygen. Categorization of Boilers Boilers are generally categorized as follows: Steel boilers Fire Tube type 72 Main steam flow 670000 kg/hr. Main steam pressure 157 kg/𝑐𝑐𝑐𝑐2 Main steam temperature 540 ºC Reheat steam flow 580000 kg/hr. Reheat steam temperature 540 ºC Higher thermal efficiency levels are possible. There are many mountings to the boiler, which are compulsory for the safe run of the boiler. Also, there are accessories, which increase the efficiency of the boile Arrangement of Main Boiler The illustration given in figure below shows a symbolic arrangement of various accessories of a Boiler. These accessories include 1. 2. 3. 4. 5. Economizer Boiler drum Down Comers Water walls Water wall platen (used for Low Pressure Boilers) International Journal of Automation and Control Engineering (IJACE) Volume 3 Issue 3, August 2014 6. 7. 8. 9. 10. 11. www.seipub.org/ijace Supporting Structures: Primary super heater Platen super heater Final super heater Reheater Burner Igniters Boilers supporting structure consists of a systematic arrangement of columns stiffened with horizontal beams and vertical diagonal bracings and comprise of Low carbon steel material. It is composed of 18 main columns and 12 auxiliary columns. The main columns support the main boiler components viz. drum, water wall, Membrane, panels, superheaters, Reheater, economizer’s, air preheater, burners and galleries at various levels. The auxiliary columns, supports the boiler platforms and other ducts coming in that region.The total weight of supporting structures is about 970 M.T. Galleries and Stairways: Galleries and stairways around the combustion and heat recovery areas are provided for proper approach to the boiler. Stairways on both the side of boiler are provided. All the floors are covered with floor gratings of required depth for walkway and are tig welded to the structure. The total weight of Galleries and stairway are 900 M.T. Furnace FIG. SHOWING BOILER BLOCK DIAGRAM Boiler Structural: The boiler structural is divided into two parts. • • Supporting Structure Galleries and stair ways A boiler furnace is that space under or adjacent to a boiler in which fuel is burned and from which the combustion products pass into the boiler proper. It provides a chamber in which the combustion reaction can be isolated and confined so that the reaction remains a controlled force. In addition it provides support or enclosurefor the firing equipment FIG. SHOWING FURNACE INTERNAL STRUCTUR 73 www.seipub.org/ijace International Journal of Automation and Control Engineering (IJACE) Volume 3 Issue 3, August 2014 Boiler Drum The function of steam drum is to separate the water from the steam generated in the furnace walls and to reduce the dissolved solid contents of the steam to below the prescribed limit of 1 ppm. The drum is located on the upper front of boiler. of radiant parallel flow type. The third stage superheater pendant spaced is of convection parallel flow type. The outlet temperature and pressure of the steam coming out from the superheater are 540°C and 157 Kg/Cm2 respectively for H.P.units. Economiser The purpose of economizer is to preheat the boiler feed water before it is introduced into the steam drum by recovering heat from the flue gases leaving the boiler. The Economiser is located in the boiler rear gas pass below the rear horizontal superheater. The economizer is continuous unpinned loop type and water flows in upward direction and gas in the downward direction. FIG. SHOWING SUPER HEATER OF BOILER Reheater The function of Reheater is to reheat the steam coming out from high pressure turbine to a temperature of 540°C. The Reheater is composed of two sections, the front pendant section and the rear pendant section. The rear pendant section is located above the furnace arc and the rear water wall and front pendant section is located between the rear water hanger tubes and the superheater platen section. FIG. SHOWING ECONOMIZER INTERNAL TUBES Super Heater There are three stages of superheater besides the side walls and extended sidewalls. The first stage consists of horizontal superheater of convection mixed flow type with upper and lower banks located above economizer assembly in the rear pass. The upper bank terminates into hanger tubes, which are connected to outlet header of the first stage superheater. The second stage superheater consists of pendant platen which is 74 FIG. SHOWING REHEATER WITH 600 NIPPLES Burners There are total twenty four pulverized coal burners for corner fired C.E. type boilers and twelve oil burners provided each in between two pulverized fuel burner. International Journal of Automation and Control Engineering (IJACE) Volume 3 Issue 3, August 2014 www.seipub.org/ijace The pulverized coal burners are arranged in such a way that six mills boiler. The atomizing air for igniters is taken from plant air compressors at 7 Kg/cm2 (gauge). Supply the coal to the burners at 4 corners, of the furnace. All the nozzles of the burners are inter The burners are located at three elevations. Each elevation has four oil burners and igniters. These elevations are normally known as AB elevation, CD elevation and EF elevation. Igniters are used for lighting the main oil gun. There are two igniter air fans supply air for combustion of igniter oil. Mainly two types of igniters are used. Linked and can be tilted as a single unit from +30° to 30°.The oil burners are fed with heavy fuel oil till boiler load reaches to about 25%. 1. Eddy Plate Igniter 2. High Energy Arc Type Ignite FIG. SHOWING BURNER OF A BOILER Igniters There are twelve side eddy plate oil/H.E.A igniters per FIG. SHOWING EDDY PLATE IGNITER Boiler Auxilliaries 75 www.seipub.org/ijace International Journal of Automation and Control Engineering (IJACE) Volume 3 Issue 3, August 2014 Coal Bunker Wind Box These are in process storage silos used for storing crushed coal from the coal handling system. Generally, these are made up of welded steel plates. There are totally eight bunkers, four on each side of the boiler. Normally, there are six such bunkers supplying coal to the corresponding mills. These are located on top of the mills so as to aid in gravity feeding of coal. These act as distributing media for supplying secondary/excess air to the furnace for combustion. These are generally located on the left and right sides of the furnace while facing the chimney. Coal Feeders Each mill is provided with a drag link chain/rotary/gravimetric feeder to transport raw coal from the bunker to the inlet chute, leading to mill at a desired rate. Mills There are six mill (25% capacity each), for every 200 MW unit, located adjacent to the furnace at '0' M level. These mills pulverize coal to the desired fineness to be fed to the furnace for combustion. P.A. Fan The primary air fans (2 per unit - 50% capacity each) are designed for handling atmospheric air up to a temperature of 50 ºC. These fans are located at ‘0’M level near the boiler. Air Pre-heater Air pre-heater transfers heat from flue gases to cold primary and/ or secondary air by means of rotating heating surface elements. Beneath these regenerative type air pre-heaters, there exists a steam coil air preheater. Electrostatic Precipitator These are generally two plate type located between boiler and the chimney. The precipitator is arranged for horizontal gas flow and is constructed with welded steel casings. ID Fans There are two induced draft fans per boiler located between the Electrostatic precipitator and the chimney. These fans are used for sucking flue gas from furnace. Chimney These are tall RCC structures with single/multiple flues (one flue per 200 MW Unit). The heights of these chimneys vary depending on the location considerations; anywhere between 150 m. to 220 m. Seal Air Fan These are used for supplying seal air to the mills to prevent ingress of coal dust into gear box lubrication oil. There are two fans per boiler for 200MW units. Soot Blowers These are located in the secondary pass of the furnace at a height of around ‘16’ M level. Each 200 MW unit is provided with two such air pre-heaters. Burners As evident from the name itself, these are used for burning pulverized coal or oil. Every unit has a set of such burners located at different elevations of the furnace. F.D.Fan The forced draft fans (2 per unit - 50% capacity each) are designed for handling secondary air for the boiler. These fans are located at '0' M level near the PA Fan. 76 FIG. SHOWING CORNER OF A TANGENTIAL BURNER Following three types of soot blowers, in requisite numbers, are provided: International Journal of Automation and Control Engineering (IJACE) Volume 3 Issue 3, August 2014 i. ii. iii. Long retractable soot blowers Wall blower Air heater blower Superheated steam is tapped from super heater for the purpose of soot blowing. The pressure is reduced to 31 Kg/cm2 at 330 ºC by means of pressure reducing valve. The soot blowers are used for efficient on-load cleaning of furnace, super heaters, reheaters and regenerative air heaters. Fuel Firing System Most coal fired power station boilers use pulverized coal, and many of the larger industrial water tube boilers also use this pulverized fuel. This technology is well developed, and there are thousands of units around the world, accounting for well over 90% of coal fired capacity. The coal is pulverized to a fine powder, so that less than 2% is +300 micro meter (μm) and 70-75 % is below 75 microns, for a bituminous coal. It should be noted that too fine a powder is wasteful of grinding mill power. On the other hand, too coarse a powder does not burn completely in the combustion chamber and results in higher unburnt losses. The pulverized coal is blown with part of the combustion. Air into the secondary boiler plant through 2 series of burner nozzles. Secondary and tertiary air may also be added. Combustion takes place at temperatures from 1300-1700ºC, depending largely on the coal grade. Particle residence time in the boiler is typically ₐ to 5 seconds, and the particles must be small enough for complete combustion to have taken place during this time.This system has many advantages such as ability to fire varying quality of coal, quick responses to changes in load, use of high pre-heat air temperatures etc. One of the most popular systems for firing pulverized coal is the tangential firing using four burners corner to corner to create a fireball at the center of the furnace. Fuels There are two types of fuels which play a vital role in fuel firing system. They are: 1. 2. Coal Oil www.seipub.org/ijace Coal Fuel (coal) is fed from mines to the boiler through the fuel feeding plant commonly known as “Coal handling plant”. Selection of proper methods of coal supply from the mines to the power station depends upon the system capacity in the tons/hour, location of available outsides storage and overhead coal bunkers. The unloading will take place by “Merry Go Round” system in which loading and unloading will take place within 12-20 minutes. Coal is crushed to the sizes of 25mm in the crusher house before it is fed to the bunkers of individual units. The coal from CHP is transferred to the bunkers through the conveyer belts via turning points. The storage capacity of bunkers in terms of time is 14 hours. The coal from the bunkers enters the mills through the coal feeders by gravity action. The quantity of coal reaching the coal mill is controlled by feeders by altering the speed of DC motors as per the requirements of the unit. Coal Bunker These are in process storage silos used for storing crushed coal from the coal handling system. Generally, these are made up of welded steel plates. Normally, there are six such bunkers supplying coal of the corresponding mills. These are located on top of the mills so as to aid in gravity feeding of coal. Coal Feeders In most of the power stations the types of feeders used for transporting coal from Raw Coal bunker to the mills are: 1. 2. Volumetric feeders Gravimetric type feeders Mills Pulverised fuel firing is a method whereby the crushed coal, generally reduced to fineness such that 70-80% passes through a 200 mesh sieve, is carried forward by air through pipes directly to burners or storage bins from where it is passed to burners. When discharged into combustion chamber, the mixture of air and coal ignites and burns in suspension. The economic motives for the introduction and development of pulverised fuel firing are: 77 www.seipub.org/ijace International Journal of Automation and Control Engineering (IJACE) Volume 3 Issue 3, August 2014 i. Efficient utilization of cheaper low grade coals. c) Low sulphur heavy stock (LSHS). ii. Flexibility in firing with ability to meet fluctuating loads. iii. Elimination of banking losses. iv. Better reaction to automatic control. v. Ability to use high combustion air temperature; increasing the overall efficiency of boiler. The boiler is equipped with equipment for heavy oil firing at elevation AB, CD and EF. Heavy oil guns are used for stabilizing flame at low load carrying. Warm up oil guns are used for cold boiler warm up during cold start up and igniter are used for start-up and oil flame stabilizing. vi. High availability. The only disadvantage is that the initial cost of equipment for preparation of pulverised coal will be high. This system requires maximum total output of the oil burners is 30% of the boiler MCR heat input with HFO and 7.5 % of the boiler MCR heat input with LFO. This corresponds to synchronisation needs before firing coal burners. For the preparation of fuel oil, pumping the oil and heating are the major preparatory functions to remove any dust, dirt, sediment, sludge, etc. Fuel oil atomisation is the process of spraying the fuel oil into fine mist for better mixing of fuel with combustion air. By passing through the spray nozzles of the oil gun, the pressure Energy of the oil converts into fine particles. Fuel Data Oils A coal fired unit incorporates oil burners to a firing capacity of 30% of boilers load for following reasons: a) To provide necessary ignition energy to light off coal burner. b) To stabilise the coal flame at low boiler/burner loads. c) As a safe start-up fuel and for controlled heat input during light off. Firing Systems: This can be broadly classified into direct firing system and indirect firing or intermediate bunker system. Both the systems can use any type of mill. Either hot gas or air can be used for drying and transporting the coal. The types of oil used in the oil burners are: Direct Firing System a) Light Diesel Oil b) Heavy fuel oil In this type of firing system, coal is fed to the mill at controlled quantity. Hot air whose temperature 78 International Journal of Automation and Control Engineering (IJACE) Volume 3 Issue 3, August 2014 can be controlled with the help of cold air is permitted to flow through the mill. The air dries the coal and picks up the milled product and flows through the classifier where higher size particle is rejected back to the mill. The fine coal is carried by the air through the coal burner to the combustion chamber. The flow through the system is carried out by primary air fan or by exhauster. In case of hammer mills forced draft itself can do the purpose of primary air fan. This system is simple involving minimum equipment hence minimum initial cost and maintenance cost. As there is no fine coal storage the mill load is varied according to the boiler load. Hence part load operation of mill is essential and this means increase in power consumption and maintenance per tonne of coal. Mill outage will result in reduction of boiler output if spare mills are not provided or available. This is best suited to use with high speed and medium speed mills as the mill power consumption varies in direct proportion to the mill load. Tube ball mills with this system is also used but to a limited extent. Indirect Firing System In this system, mills are operated independent of boiler loading and pulverised coal is stored in the intermediate bunker. From the bunker it is taken to combustion chamber with the help of primary air fan. Boiler loading is controlled by the amount of pulverised fuel fed to boiler. Hot air or gas is used for drying and transporting. Cyclone type separators are used to separate the fine coal from coal, air/gas mixture for storing in fine coal bunker. As fine coal dust cannot be completely removed by cyclone type separators, a certain portion of very fine particle is carried along by air/vapour. This necessitates admissions of vapour/air into the combustion chamber to utilise the heating value of fine coal dust carried along with vapour/air. This can be done by providing separate vapour burners or the air can be used as primary air for carrying the fine coal. This system using gas as drying medium requires one additional can called vapour fan for each mill. If air is used for drying, one fan called mill fan can be designed to carry out both the functions of www.seipub.org/ijace primary air fan and vapour fan. This system favours the following advantages: a) Mill can be operated always at full load, thus saving in power, maintenance cost per tonne of coal for the selected mill. Hence this system is adopted normally for tube ball mill. b) Separate spare mill is not necessary for carrying out the maintenance. Certain percentage as spare capacity on total basis is normally enough. c) Mills can be operated during off peak hours only and hence higher power out during the peak period. Methods of Fuel Firing There are many ways of firing the coal in furnace. They are: a) Vertical firing b) Horizontal firing c) Impact firing d) Corner or tangential firing Vertical Firing In vertical firing, a number of rectangular fan shaped nozzles are set across the width of the furnace in an arc immediately under the boiler setting. The pulverised fuel mixture ignites under the arc and is directed vertically downwards to the bottom of the furnace where the gases are made to turn upwards to pass through the combustion chamber this gives a long path to the flame and is particularly suitable for coals of low volatile content. Horizontal Firing (Front Firing) Horizontal firing with the turbulent type of burner is set up usually in the front (front wall fired) or rear walls of the furnace. This burner consists of an inner cone for primary air and fuel which is given a rotary motion as it passes through the burner. This mixes with a stream of rotating secondary air before burning. Impact Firing This is the arrangement with the type of burner used with slag tap furnaces where the ash is kept in a molten state on the furnace floor and tapped off as and 79 www.seipub.org/ijace International Journal of Automation and Control Engineering (IJACE) Volume 3 Issue 3, August 2014 when necessary. Corner or Tangential Firing Tangential firing is a method of firing a fuel to heat air, which is the most common one in thermal power Stations.The flame envelope rotates ensuring thorough mixing within the furnace, providing complete combustion and uniform heat distribution. The most effective method for producing intense turbulence is by the impingement of one flame on another. This action is secured through the use of burners located in each of the four corners of the furnace, close to the floor or the water-screen. The burner nozzles are so directed that the streams of coal and air are projected along a line tangent to a small circle, lying in a horizontal plane, at the centre of the furnace. Intensive mixing occurs where these streams meet. A scrubbing action is present which assures contact between the combustible and oxygen, thus promoting rapid combustion and reducing carbon loss. A relative motion, similar to that of a cyclone, is imparted to the flame body, which spreads out and fills the furnace area. The ignition at each burner is aided by the flame from the preceding one. With tangential firing the furnace is essentially the burner, consequently air and coal quantities need not be accurately proportional to the individual fuel nozzle assemblies. Turbulence produced in the furnace cavity is sufficient to combine all the fuel and air. This continuously insures uniform and complete combustion so that test performance can be maintained throughout daily operation. With other types of firing the fuel and air must be accurately proportioned to individual burners making it difficult to always equal test results. With this type of firing, combustion is extremely rapid and short flame length results. The mixing is so intense that combustion rates exceeding 35,000 Btu/ (ft3·h) or 360 kW/m3 are practical under certain conditions. However, since there is considerable impingement of flame over the furnace walls it is absolutely necessary that they be fully watercooled. This sweeping of the water-cooled surfaces, in the furnace, by the gas increases the evaporation rate. Thus, in addition to absorption by radiation from the flame envelope, there is transfer by convection, and the resulting furnace temperatures 80 are lower than with other types of burners, even though the heat liberation rates may be somewhat higher. Tangentially-fired furnaces are usually clean in the upper zone and, as a result, both the furnace and the boiler are comparatively free from objectionable slag deposits. Brief Explanation of Tangential Fuel Firing System In this system, burners are set at each corner of the furnace and are directed to strike the outside of an imaginary circle in the centre of the furnace. Because the streams of fuel so strike each other, extremely good mixing is obtained. Since the body of the flame produced is given a rotary motion it leads to a longer flame travel and the gases spread out-and flows through combustion chamber. Burners and Burner Arrangement Coal burners mainly comprise of coal nozzle, steel tip, seal plate and tilting link mechanism. These are housed in coal compartment in all four corners of the furnace and connected with coal pipes. Coal nozzle's one end (outlet) is rectangular and another end is cylindrical. The rectangular end which forms the nozzle is connected with nozzle tip by pivot pin. The tip can be tilted on this pivot. The nozzle tip is divided into several sectors to form separate coal and air International Journal of Automation and Control Engineering (IJACE) Volume 3 Issue 3, August 2014 passages. Again coal and air passages are divided into several parts for uniform distribution of flow. To seal the air and coal passage a seal plate is provided. Oil Burner Design Considerations The essential requirements for an oil burner design are: a) It must completely atomise the oil without -drooling, fouling or clogging. b) The jet must be so shaped that it will completely mix with the air necessary for combustion. c) Maintenance of atomisation over a comparatively wide capacity range. www.seipub.org/ijace c) Mechanically atomised burners Air Atomising System The air atomising system uses compressed air at 7 kg/ sq.cm. The quantity of air required depends on design of burner, degree of atomisation required, grade of oil, its pressure and temperature. The air used in the system should be free of condensate. Air atomising systems are not recommended for heavy oil system as they tend to chill the oil and decrease atomisation quality. The guns used in this system have two main components for atomisation. They are: d) Combustion must be complete and excess air at a minimum over the entire operating range. a) Mixing plate b) Spray Plate. e) A ready accessibility for effecting repairs, thereby minimising burner outage as well as maintenance costs. The role of mixing plate is to mix the air and oil properly and the role of spray plate is to inject this mixture uniformly into the furnace. Mechanical Atomisation Oil under pressure is supply to the burner gun and enters the atomiser tip through slots cut tangentially to the periphery of the Whirling. The drop pressure is converted into velocity causing the oil to enter the whirling chamber at a very high speed, thus establishing a rapid rotation of the oil in the whirling chamber. Atomisation Atomisation breaks the fuel into fine particles that readily mixes with the air for combustion. Oil should be divided up into small particles for effective atomisation. The advantages of atomisation are: a) Atomising burners can be used with heavier grades of oil. b) Can be adopted to large applications because of large capacity range. Since the mechanical atomisation oil guns are limited in range they are generally selected for boiler operating at fixed loads. Steam Atomisation This system uses auxiliary steam to assist in the atomisation of the oil. The steam used in this method should be slightly superheated and free of moisture. As in the air atomising system, the steam used for atomising as well as the fuel pass through the tip and into the furnace. The main advantages of steam atomising burners over other are: Classification a) Simplicity of its design b) Initial cost of installation is low c) Low pumping pressure d) Low preheating temperature. Oil burners are classified according to the method used for atomization, as follows: The only disadvantage is the steam consumption in burners. a) Air-atomised burners b) Steam-atomised burners Refer the figure below for air / steam atomised oil gun compartment with wind box assembly. c) Complete combustion .is assured by the ability of the small particles to penetrate turbulent combustion. 81 www.seipub.org/ijace International Journal of Automation and Control Engineering (IJACE) Volume 3 Issue 3, August 2014 Burner Arrangement There are twenty four pulverised coal burners arranged on the corners at a height of 18 to 25 meters and twelve oil burners provided each in between two pulverised fuel burners. The pulverised coal burners are arranged in such a way that six mills supply the coal to burners at 4 corners, of the furnace, all the nozzle of the burners are inter linked and can be tilted as a single unit from +30 deg. to -30 degree. The oil burners are fed with heavy fuel oil till boiler load reaches to about 25%. There are four wind boxes fixed at 4 corners of the furnace. There are 13 nozzles in each wind box 6 for coal and 7 for air. In tangentially fired boilers, four tall wind boxes are arranged at each corner of the furnace. The coal burners are located at different elevations of wind boxes. The numbers of coal nozzles elevations are equivalent to the number of coal mills. The same elevations of coal nozzles at four corners are fed from a single coal mill. The coal nozzle is sandwiched between air nozzles or compartments. That is, nozzles are arranged between coal nozzles, one below the bottom coal nozzle and above the top coal nozzle. If there are ‘n’ numbers of coal nozzles per corner there will be (n+1) number of air nozzles per corner. The coal fuel and combustion air streams from these nozzles directed tangential to imaginary circle at the center of the furnace. This creates 82 turbulent vortex motion of the fuel, air and the hot gases which promotes the mixing, ignition energy availability and thus combustion efficiency. All the nozzles of the burners are interlinked and can be tilted as a single unit from +30º to -30º. The air nozzles in between are termed as “Auxiliary air nozzles”, and the topmost and the bottommost air nozzles are termed as “End air nozzles”. The coal nozzles elevations are designed as A, B, C, D, E, F, G, and H from bottom to top, the bottom end air nozzles as AA, and the top end air nozzles as HH. The auxiliary air nozzles are designated by the adjacent coal nozzles as, like AB, BC, CD, DE, EF, FG, GH and HH from bottom to top. The four furnace corners are designated as 1, 2, 3 and 4 in clockwise direction looking from the top, and counting front water wall left corner as ‘1’, as shown in the figure below. Each pair of coal nozzle elevation is served by one elevation of oil burners located in between the auxiliary air nozzles. In this with the eight mills or eight elevations of coal nozzles, there are 16 oil guns arranged in four elevations at auxiliary air nozzles at AB, CD, EF and GH. Heavy fuel oil can be fired at the oil gun elevations and L.D.O can be fired only in AB elevation. Each oil gun is associated with an igniter arranged at the side. International Journal of Automation and Control Engineering (IJACE) Volume 3 Issue 3, August 2014 Typical Corner Arrangement for a Tangentially Fired System S.NO 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 CORNER -1, 2, 3, 4 H H AIR H COAL G H OIL G COAL F G AIR F COAL E F OIL E COAL D E AIR D COAL C D OIL C COAL B C AIR B COAL A B OIL A COAL A A AIR www.seipub.org/ijace Coal Nozzel MILLS Nozzle are the place from where primary air and coal sent to Boiler. G H In a power Station there are two type of coal nozzle used. E F C D A B 1) Impellor: - Impellor type nozzle is used in first stage unit. • • • • • • It is based on Italian design. Oil gun is used in impellor type nozzle In impellor the upper side is diamond shaped. The length of impellor is 1900 mm. 7018 no electrode rod is used for welding in impellor type nozzle. For patching 6013 no electrode rod is used. 2) Tangential: - Tangential coal nozzle is used in 4th, 83 www.seipub.org/ijace International Journal of Automation and Control Engineering (IJACE) Volume 3 Issue 3, August 2014 5th, 6th and 7th unit.It is used in corner firing. Details of Nozzle Weight: Cost of one nozzle = 350000 Rs Total no of nozzle used in one boiler = 32 Hence, total cost = 32x350000 = 11200000 Rs The weight of nozzle is 991kg. The cost for repairing one nozzle is approximately 10000 Length: Cost of repairing one nozzle = 10000 Rs Tip to nozzle is 2400mm. Total no of nozzle = 32 Tip: Hence, total repairing cost = 320000 Rs Tip of nozzle is 800mm square As for new nozzle 11200000 Rs is required and its life is 2 years. But for repairing it costs 320000 Rs. Nozzle Outer Diameter: The outer diameter of nozzle is 640mm. 1 2 3 4 5 IGNITER GUNS 4 X 8 = 32 OIL GUNS 4 X 4 = 16 COAL BURNERS 4 X 8 = 32 SCANNERS IR (COAL) 4 X 4 = 16 SCANNERS UV (OIL) 4 X 4 = 16 Filler Cobal Arc is used as filler. • • • • For metallic filler 7018 no electrode rod is used. For joining divider 604 no electrode rod is used. For welding stainless steel 308 and309 no electrode rod is used. For making diamond shape 604 no electrode rod is used for preventing from erosion. Hence saving = 11200000-320000 = 10880000 Rs. Conclusion A thorough examination and keen study on the various fuel igniters, burners and the fuel firing systems have been observed in UNIT 4 & 5 of stage II in RSTPS. In addition, we have also observed the various flow processes taking place in the boiler and its auxiliaries. REFERENCES www.ntpc.co.in www.google.co.in www.bhel.co.in Cost of Tangential Coal Nozzle Wikipedia • The cost of one tangential coal nozzle is 350000 Rs Few other sources available online Total number of nozzle used in one boiler is 32. 84