The Nano-Contacts in Improving the Performance of Circuit Breakers
advertisement

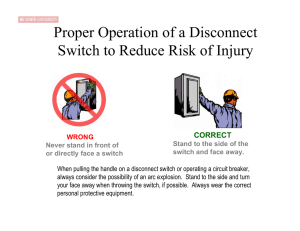
No. 15-E-AAA-0000 The Nano-Contacts in Improving the Performance of Circuit Breakers Mohammad Jazini S. M. Mousavi G. Department of Electrical Engineering, Damavand Branch, Islamic Azad University(IAU) Damavand, Iran mohammadjazini@gmail.com Centre of Excellence for Railway, Iran University of Science and Technology Tehran, Iran sm_mousavi@iust.ac.ir Gevork B. Gharehpetian Department of Electrical Engineering, Amirkabir University of Technology. Tehran, Iran Grptian@aut.ac.ir the main contacts because the arc interruption takes place between the arcing contacts. Abstract—Nowadays, Nanoengineers hope to use nanopowders as the basis of building materials for Electrical equipment factories, refineries, power plants, super distribution and transmission substations as well as gas and oil installations are mostly equipped with high tension power. However, charge increase and grid development bring some difficulties to the use of these equipments which in turn make high tension power designers face more complicated challenges. Due to its wide spread, power grid is exposed to numerous events, the worst of which is short-circuits and error currents. The closest breaker to error has the responsibility of error removal by cutting off the faulty part of the grid immediately. A shorter cut-off time results in protection and improvement of stability in grid electrical installations and users’ power quality. However, reduction in breaker operation does not have to do with its mechanical, pneumatical or hydraulical on-and-off system but with not extinguishing an electric arc caused during the separation of contacts in order to cut the electric current. As of yet, this problem has received different solutions, each of which involves some certain faults such as:cost increase in construction and exploitation,increase in equipment amounts,increase in place of installation, and so on. The fact that smart grids establishment intensifies the requirement of industries particularly electricity, oil and energy industries to faster breakers, adds to the difficulty. Keywords—nanopowder; Arc ;electrical breakdown; NANO Contact; I. This protects the current carrying surfaces of the main contacts so there is minimum contact resistance at the main contacts. Good contact surface means no overheating. For the same reason, when the circuit breaker closes, the arcing contacts close first, suffering any arcing damage. After the arcing contacts are closed, the main contacts close. All this keeps the main contacts in good condition. The arcing contacts are enclosed in something called an arc chute that extends and separates the arc until it is extinguished when the circuit breaker opens. When the arc chutes are contaminated with dirt or high humidity or interrupt very high loads or fault currents, the arc chutes take a beating. Whether you’re talking about Square D circuit breakers, Cutler Hammer circuit breakers, Siemens, Westinghouse or GE General Electric circuit breakers, molded case circuit breakers, power circuit breakers, or medium voltage air circuit breakers, the function of the arc chutes is the same, take a beating to protect the main breakers. MAINTENANCE TOOL DEVELOPMENT STRATEGY When discussing circuit breakers, we like to have good images to show the difference between the main contacts and the arcing contacts. When a circuit breaker opens, the main contacts should open partially first before the arcing contacts start to open. There should be no arcing damage to Fig. 1.Electrical Contacts The attached image shows the damage to the stationary and movable arcing contacts and to the arc runner that 1 The Nano-Contacts in Improving the Performance of Circuit Breakers The 3nd Nano Technology Conference in Power and Energy - 2015 Tehran, Iran extends into the arc chutes to extend and divide the arc until it is extinguished. The main contacts, the 16 curved segments across the middle of the image, are in good shape. No arcing damage what so ever. This image is from a medium voltage air circuit breaker. Tungsten copper (WCu) materials are used for arcing contacts in SF6 circuit breakers for high and medium voltage applications: At the heart of the switching chamber, WCu arcing contacts are exposed to extreme mechanical and thermal stresses, with (temperatures ≥ 20,000 K) being reached during arcing. Fig. 3 .The location of 400(kv) Contact in Curcuit Breaker The arc erosion behavior of tungsten-copper is also affected by the grain size of the tungsten, depending on whether it is used as the cathode (C) or anode (A) and in an SF6 or air atmosphere.Fig.1. Fig. 4. The arc measurements of nano Contact with tester Fig. 2. The arc erosion behavior of tungsten-copper II. Fig. 5 .The Cheking Rate of Short Circuits for Fider in Substation WCu contact materials for use in vacuum. a)Nanostructured W-20% Cu electrical contact materials was prepared by mechanical alloying and hot press sintering process.The hardness of nanostructured W-Cu contact materials is higher than that of conventional W-Cu alloy, but the electric conductivity is similar. b) The electrical breakdown voltage of nanostructured W-Cu material does not depend on breakdown numbers, showing an excellent electrical arc stability. The nanostractured bulk of W-Cu contact material was fabricated by hot press sintering in an electrical vaccum furnace.The microstructure, electric conductivity, hardness and break down voltage of NS W- Cu alloys were measured and compared to those of conventional WCu alloys prepared by powder metallurgy.The experimental results show that microstructural refinement and uniformity can improve the breakdown behavior and the electric arc stability of nanostractured W- Cu contacts materials. Also, the nanostructured W-Cu contact material shows the characteristic of spreading electric arcs, which is of benefit to electric arc erosion. c) Nanostructured W-Cu material shows the characteristic of spreading electric arcs, which is of benefit to electrical arc erosion. Error occurrence in one part of a power transmission grid always leads to intensive disorders in other parts. Hence, employing such intelligent devices as Smartgrid Blackbox and breakers, and exploiting DCS and PMU system, the smart power grid detects the fault condition with a determined and calculated speed and finally separates it. But, function optimization of circuit cut-off devices and grid separators call for new and effective materials. This article investigates the role of Nano technology in development of short-circuit breakers and error occurrence 2 The Nano-Contacts in Improving the Performance of Circuit Breakers The 3nd Nano Technology Conference in Power and Energy - 2015 Tehran, Iran lose its opportunity to reach stability. Generally, breaker function time is the span between receive time of telecommunication command to cut off and electric arc extinguishing. Moreover, this time should not be more than two or three cycle (less than 60 seconds in HZ-50 frequency). in power grid and emphasizes its effect on power grid reliability and dynamic stability. Due to its wide spread, power grid is exposed to numerous events, the worst of which is short-circuits and error currents. The closest breaker to error has the responsibility of error removal by cutting off the faulty part of the grid immediately. A shorter cut-off time results in protection and improvement of stability in grid electrical installations and users’ power quality. However, reduction in breaker operation does not have to do with its mechanical, pneumatical or hydraulical on-and-off system but with not extinguishing an electric arc caused during the separation of contacts in order to cut the electric current. As of yet, this problem has received different solutions, each of which involves some certain faults such as: cost increase in construction and exploitation, increase in equipment amounts, increase in place of installation, and so on. The fact that smart grids establishment intensifies the requirement of industries particularly electricity, oil and energy industries to faster breakers, adds to the difficulty. III. TABLE I. Sequence of events The Function of High Voltage Breakers In comparison to remote substation breakers, plant substation breakers are more affected since they should remove more intense short-circuits during a shorter time. Therefore, it is necessary to calculate the enough critical time to remove the error which is mostly a short-circuit one[8]. IV. THE TIMING OF BREAKER FUNCTION AT ERROR MOMENT 1. error time 2. relay recognition 3. sending cut-off command to breaker 4. start and end of electric arc 5. breaker function 6. allowed delay 7. critical time 8. generator instability Thus, considering delay from electric arc extinguishing, breaker function should be faster than critical time for error removal[12]. V. Electric Arc Features Electric arc features are classified according to breaker type and extinguishers inside the arc suffocating chamber, shown at table 1. Calculation of Electric Arc Effect on Function of Substation Plant Breaker TABLE II. Since plant breakers should cut off more intense shortcircuit currents in a shorter time, they are considered as the most intensive breakers in power grid. So, the produced breakers should be measured and tested in their manufacturing factory and their test results gained in the high tension laboratory ought to be elicited as statistics in order to obtain the required time for short-circuit removal using the following formula. Finally, its effect on a substation plant breaker connected to a generator can be examined. Critical time for error removal can be calculated by the below formula: ELECTRIC ARC FEATURES Electric Arc Feature Arc Speed Arc Time Period Oil breaker with quenching the arc by oil Gas breaker (GIS) with quenching the arc by SF6 gas and vacuum Air breaker (AIS) without quenching device Arc Temperature 6000 (m/s) 10 (μs) 0.4 (μs) some seconds c 6000 Electric arc suppressing is crucial for grid and industrial installations; therefore, numerous technical techniques have been suggested. Power plant breaker should operate within allowed delay range (Fig. 4) at the error occurrence moment and breaker function time should be less than tcr. VI. Electric Arc Extinguishing Methods These methods include [3]: 1. Lengthening the distance between two contacts. 2. Quenching the electric arc by oil, gas and vacuum. 3. Adding multiple electric arc extinguishing chambers. 4. Employing Nano metal alloys in breakers’ blades[13]. tcr = treceive + tarc tcr: critical time of error removal. treceive : receive time of telecommunication command to cut off from DCS and PMU devices [1]. tarc: time delay from electric are extinguishing or breaker function time. According to Fig. 4 if the generator is going to remain stable, the error should be removed in an angle less than critical one; otherwise, the generator will lose its stability. Thus, as to jitter, the breaker function time should be less than critical time for error removal so that system does not VII. Usage of Nano Metals in Improving the Function of High Voltage Breakers. 1. 3 Decreasing the distance between two contacts: The Nano-Contacts in Improving the Performance of Circuit Breakers The 3nd Nano Technology Conference in Power and Energy - 2015 Tehran, Iran production of Sulfide layer has made it the most suitable cover for other metals and alloys. Applying silver in construction of gas breakers (GIS) with arc extinguishing by SF6 gas is very productive, for this gas is a combination of sulfur and fluorine, is 6 times heavier than air and its isolation property is 3 times more than that of air [4], [10] . The distance between breakers’ blades (breakers which cut off the grid and error current) and sectionners (breakers which separate the grid without charge and error) can be decreased by lessening the electric arc length using Nano alloys[14]. TABLE III. Tungsten Nanopowder / Nanoparticles (W) Purity: 99.95+% (metal basis) APS: 40-60 nm SSA: ~25 m2/g Color: black Morphology: spherical Bulk Density: ~3.5 g/cm3 Nanoparticles True Density: 19.3 g/cm3 In comparison between silver-copper alloy (Ag-Cu) and silver-palladium alloy (Ag-Pd), copper is the most resistant metal against corrosion. Moreover, cadmium in silvercadmium alloy (Ag-Cd) is an environmental pollutant for which environmental limitations have been regarded. Instead, silver-lithium-lanthanum alloy (Ag-Li-La) can be replaced which has more properties, as well. However, the usage of Nano silver would have positive effects on improvement of following items: 1. The increase of cross section to transmit power with faster pass of electric arc because of higher conductivity of Nano silver. 2. Quenching the electric arc without any loss of oil, gas and vacuum in breaker: Each time an electric arc is produced, the amount of oil, gas or vacuum of the breaker is reduced, too. Decreasing the electric arc slows this process which in turn decreases the reduction of electric arc extinguishing materials. 3. Preventing from contact corrosion: Each on-and-off in breaker makes the contacts corrosive, burns breaker’s particles and increases its heat which finally result in longer-period arc. Nano alloys applied in breaker’s contacts prevent from corrosion and heat, for although Nano metals are small, they have more stability [2], [9]. 4. 2. The increase of electric arc heat transmission and the decrease of arc period by cooling it faster[6], [7]. Cooling of equipments is of great importance, especially in crucial places and underground spaces in urban, like: common tunnel of energy installations and gas lines (GIL) [9]. Reducing the extinguishing time of electric arc: If conductivity of breaker’s contacts is increased, the electric arc is more quickly established and finished. On the other hand, since in Nano materials the contact area of material is enhanced, the cross section to transfer power is added, too. And it is known that because of skin effect, electric current tends to flow on conductive areas. SILVER HIGH CONSUMPTION ALLOYS[11] Nevertheless, regarding the attention should not be given methods of electric installations not producing heat and electric heat production. Nano Silver Alloys in Breaker’s Contacts usage of Nano metals the to investment on cooling but it ought to be drawn to arc which is the source of Conclusion Since silver has the highest electrical and thermal conductivity of all elements, it is the most common metal used in construction of relay contacts, power breakers and conductors. Meantime, its high malleability as well as its severe tendency to show reaction with Sulfur and then Power equipment design with technological approach towards Nano materials and their application in power industry remove many problems in the area of power and energy[15], [16]. One of these equipments is breaker, the 4 The Nano-Contacts in Improving the Performance of Circuit Breakers The 3nd Nano Technology Conference in Power and Energy - 2015 Tehran, Iran very cut-off keys in short-circuits and circuit breakers of error currents. Nanotechnology is very productive regarding oil and the contacts between two sides of the breakers. Following items are improvements which can be reached through this process: 1. 2. 3. 4. [10] Considerable reduction in breakers’ size The increase of lifetime and the decrease of protection and repair service (P.M.) Considerable saving in amount of power substation installations[17]. Considerable saving in place of power substation construction[18]. [11] [12] Reaching reliability is of great significance for which measurement should be carried out through simulators and accuracy should be evaluated by experimental tests. Of course, these two factors have to be accompanied by considering the sensitivity of substations and passive defense. [19] Afterwards, these equipments can be utilized in development of substations. [13] [14] REFERENCES [1] [2] [3] [4] [5] [6] [7] [8] [9] [15] Mohammad Jazini, S. M. Mousavi G., G. B. Gharehpetian and Mohssen Rafie, "Increasing of Contact Strength with Nanomaterials in Electrical Breakdown", 2nd Regional CIRED Conference and Exhibition on Electricity Distribution, Tehran, Iran, [16] G. Eason, B. Noble, and I.N. Sneddon, “On certain integrals of Lipschitz-Hankel type involving products of Bessel functions,” Phil. Trans. Roy. Soc. London, vol. A247, pp. 529-551, April 1955. (references) J. Clerk Maxwell, A Treatise on Electricity and Magnetism, 3rd ed., vol. 2. Oxford: Clarendon, 1892, pp.68-73. I.S. Jacobs and C.P. Bean, “Fine particles, thin films and exchange anisotropy,” in Magnetism, vol. III, G.T. Rado and H. Suhl, Eds. New York: Academic, 1963, pp. 271-350. Junbo, “Electrical Breakdown Characteristic of Nanostructured W-Cu Contacts Materials”. Abbrev., in press. K. Elissa, “Title of paper if known,” unpublished. WANG. Y. Yorozu, M. Hirano, K. Oka, and Y. Tagawa, “Electron spectroscopy studies on magneto-optical media and plastic substrate interface,” IEEE Transl. J. Magn. Japan, vol. 2, pp. 740-741, August 1987 [Digests 9th Annual Conf. Magnetics Japan, p. 301, 1982]. M. Young, The Technical Writer’s Handbook. Mill Valley, CA: University Science, 1989. L J Kecskes, M D Trexler, B R Klotz, et ol. Densification and Structural Change of Mechanically Alloyed W-Cu Com- [17] [18] [19] 5 posites [ J ]. Metallurgical and Materials Transactions A, 2001, 32A (11) : 2885-2893 B Thomas, K V Walter, M Roland, K E Sacegr. On the Application of W/Cu Materials in the Fields of Power Engineering and Plasma Technology[ J ]. IEEE Transactions, 1991,14 (1):8-13 C S Xiong, Y H Xiong, H Zhu, T F Sun, et al. Synthesis and Structural Studies of the Cu-W Alloys Prepared by Mechanical Alloying[J]. Nanostructured Materials, 1995,5(5) : 425. J C Kim, S S Ryu, Y D Kim and I H Moon. Densificatiun Behavior of Mechanically Alloyed W-Cu Composite Powders by the Double Rearrangement Process[J]. Scripta Materialia, 1998,39(6) : 669 Jin-Chun Kim, Sung-soo Ryu and In-Hyung Moon. Nanostructural Characteristics mad Sintering Behavior of W-Cu Composite Powder Prepared by Mechanical Alloying [ J ]. Journal of Advanced Materials, 1999,31(4) : 37-44 D Y Ying and D L Zhang. Effect of High Energy Ball Milling on Solid State Reactions in A1-25at. % Ni Powders[ J]. Materials Science and Technology, 2001,17(7): 815-822 J C Kim and I H Moon. Sintering of Nanostructured W-Cu Alloys Prepared by Mechanical Alloying [ J ]. Nanostructured Materials, 1998,10(2) : 283 J Kaczmar. Effect of Production Engineering Parameters on Structure and Proerties of Cu-W Composite Powders [ J]. Powder Metall, 1989,32(3) : 171 B Ding, Z Yang and X Wang. Influence of Microstructure on Dielectric Strength of CuCr Contact Materials in a Vacuum [J]. IEEE Trans. On CPMT, 1996,19(1): 76-$1 H Zhang, Z Yang and B J Ding. Characteristic of W-ThO2 Thennionic Cathode Activated with Nanoscale Oxide [ J ]. IEEE Trar~. On CPT Part A,1999,22(3): 455-459 Y Wang and B J Ding. The Preparation and Properties of Microcrystalline and Nanocrystalline CuCr Contact Materials[J]. IEEE Trans. On CPT Part A, 1999,22(3): 467-472