Chapter
15
Gas Tungsten Arc Welding
Equipment and Materials
OBJECTIVES
After completing this chapter, the student should be able to:
• Demonstrate how to set up a gas tungsten arc (GTA) welding station.
• Identify different types of tungsten electrodes and explain their uses.
• List the different GTA welding currents and explain their effects on
welding.
• List the different GTA welding shielding gases and explain how they are
used.
KEY TERMS
cleaning action
collet
flowmeter
frequency
inert gas
noble inert gases
postflow
preflow
tungsten
INTRODUCTION
The gas tungsten arc welding (GTAW) process is sometimes referred to as
TIG, or heliarc. The term TIG is short for tungsten inert gas welding. Under
the correct welding conditions, the tungsten electrode does not melt and is
considered to be nonconsumable. The surface of the metal being welded does
melt at the spot where the arc impacts its surface. This produces a molten
weld pool.
To make a weld, either the edges of the metal must melt and flow together
by themselves or filler metal must be added directly into the molten pool.
Filler metal is added by dipping the end of a filler rod into the leading edge
of the molten weld pool. Most metals oxidize rapidly in their molten state.
339
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s).
Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
340
CHAPTER 15
To prevent oxidation from occurring, an inert gas
flows out of the welding torch, surrounding the hot
tungsten and molten weld metal shielding it from
atmospheric oxygen.
GTA welding is efficient for welding metals ranging from sheet metal up to 1/4 in. The eye–hand
coordination required to make GTA welds is very
similar to the coordination required for oxyfuel gas
welding.
Two of the advantages of GTA welding for welding fabrication are that it can be used to produce
very high-quality welds and it can be used to weld
on almost any metal. Two of the limitations of GTA
welding are the slow welding rate and tedious nature,
both of which limit its use to small projects or highintegrity critical welds. Although most other welding
processes are faster and less expensive, the clean, neat,
slag-free welds GTAW produces are used because of
their appearance and ease of finishing.
GTA WELDING
EQUIPMENT
Four major components make up a GTA welding station. They are the welding power supply, often called
the welder; the welding torch, often called a TIG
torch; the work clamp, sometimes called the ground
clamp; and the shielding gas cylinder, Figure 15-1.
There are a variety of hoses and cables that connect
all three of these components together.
GTA WELDING TORCHES
GTA welding torches are available water-cooled or
air-cooled, Figure 15-2. The heat transfer efficiency
for GTA welding may be as low as 20%. This means
that 80% of the heat generated does not enter the
weld. Much of this heat stays in the torch. To avoid
damage to the torch, the heat must be removed by
some type of cooling method. Following are some of
the advantages of air-cooled GTAW torches:
•
•
•
•
•
•
Lighter weight for the same amperage range
Easier to manipulate without the water hoses
More portable
Easier to maintain
No water supply required
No water leakage danger
The above advantages of the air-cooled GTAW
torches are the disadvantages of water-cooled
GTAW torches. This is a case in which the advantages of one are the disadvantages of the other.
Some of the advantages of the water-cooled GTAW
torches include the following:
• Continuous operation without overheating
• Lower torch temperatures means less tungsten
erosion
• Less torch handle temperature in the welder’s
hands
The above advantages of the water-cooled GTAW
torches are the disadvantages of air-cooled GTAW
torches.
WELDING MACHINE
SHIELDING
GAS CYLINDER
WELDING TORCH
AC
OFF
DC
GAS
IN O
UT
ON
WATE
IN OUR
T
WORK CLAMP
FIGURE 15-1
Gas tungsten gas welding station setup.
© Cengage Learning 2012
FIGURE 15-2
Power cable safety fuse.
ESAB Welding
and Cutting Products
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s).
Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
Gas Tungsten Arc Welding Equipment and Materials
The advantages of air-cooled torches make them
the preferred GTA welding torch type for most small
shops. The lower operating temperature and continuous operating ability of the water-cooled GTA
welding torches make them the preferred torch type
for most production welding.
GTA welding torch heads are available in a variety of amperage ranges and designs, Figure 15-3. The
amperage listed on a torch is the maximum rating
and cannot be exceeded without possible damage to
the torch. The various head angles allow better access
in tight places. Some of the heads can be swiveled easily to new angles. The back cap that both protects and
tightens the tungsten can be short or long, Figure 15-4
and Figure 15-5.
341
FIGURE 15-4
Short back caps are available for torches
when space is a problem. ESAB Welding and Cutting
Products
FIGURE 15-5 Long back caps allow tungstens that are
a full 7 in. (177 mm) long to be used. ESAB Welding and
Cutting Products
Shielding Gas Hose
Air-cooled torches have just the shielding gas hose
that needs to be connected to the welding machine or
flowmeter, Figure 15-6. The shielding gas hose must
be plastic to prevent the gas from being contaminated. Rubber hoses contain oils that can be picked
up by the gas, resulting in weld contamination.
Water Hoses
FIGURE 15-3
GTA welding torches. Larry Jeffus
Water-cooled torches have three hoses connecting to
the welding machine. In addition to the shielding gas
hose, they have two cooling water hoses, Figure 15-7.
One hose is for transporting the cooling water to the
torch. This allows the head to receive the maximum
cooling from the water. The power cable is usually
inside the second hose, which is for the return cooling water. By running the power cable through the
return water line, it is kept cool. This permits a much
smaller-size cable to be used because the water keeps
it cool. The smaller diameter cable is more flexible.
The water-in hose may be made of any sturdy
material. Water hose fittings have left-hand threads,
and gas hose fittings have right-hand threads. This prevents the water and gas hoses from accidentally being
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s).
Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
342
CHAPTER 15
FLOWMETER REGULATOR
ARGON HOSE
TORCH
CABLE ADAPTER
ARGON
GAS
POWER CABLE
AND GAS HOSE
WELDING POWER CABLE
POWER SUPPLY
WORK LEAD
FIGURE 15-6
Schematic of GTA welding setup with air-cooled torch.
© Cengage Learning 2012
FLOWMETER REGULATOR
ARGON HOSE
TORCH
WELDING POWER CABLE
TORCH CABLE
CABLE ADAPTER
SAFETY FUSE
WATER INLET HOSE
POWER
SUPPLY
WATER OUTLET HOSE
WORK LEAD
FIGURE 15-7
ARGON
GAS
RECIRCULATING WATER PUMP
Schematic of GTA welding setup with water-cooled torch.
© Cengage Learning 2012
reversed when attaching them to the welder. The return
water hose also contains the welding power cable.
A protective covering can be used to prevent the
hoses from becoming damaged by hot metal, Figure 15-8.
Even with this protection, the hoses should be supported, Figure 15-9, so that they are not underfoot on
the floor. Supporting the hoses reduces the chance of
their being damaged by hot sparks.
Cooling Water
There are two GTA welding torch water-cooling systems. One system is an open system and the other is
FIGURE 15-8
the hoses neat.
Zip-on protective covering also helps keep
ESAB Welding and Cutting Products
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s).
Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
Gas Tungsten Arc Welding Equipment and Materials
343
WATER TO TORCH
WATER RETURN
POWER SWITCH
WATER FLOW
INDICATOR
FIGURE 15-9
A bracket holds the leads off the floor.
Larry Jeffus
a recirculating system. The open system uses potable water from the building or shop’s fresh drinking
water supply. The water passes through a pressure
regulator, then once through the torch, and then
down the drain. Water pressures higher than 35 psi
may cause the water hoses to burst. These systems
are not water conservative, and many local communities, cities, or states have ordinances or laws
restricting their use.
Recirculating systems use water pumps to circulate
water through the torch. An air-to-water coil and fan
in the unit cool the water, Figure 15-10. A low conductive antifreeze solution may be added to the water
to prevent freezing and corrosion. Only manufacturerapproved antifreeze solutions may be used.
Shielding Gas Nozzles
The nozzle or cup is used to direct the shielding gas
directly on the welding zone. The nozzle size is determined by the diameter of the opening and its length,
Tungsten Electrode
Diameter
FIGURE 15-10
Typical GTA welding machine
connections. © Cengage Learning 2012
Table 15-1. Nozzles may be made from a ceramic
such as alumina or silicon nitride (opaque) or from
fused quartz (clear). The nozzle may also have a gas
lens to improve the gas flow pattern.
The nozzle size, both length and diameter, is
often the welder’s personal preference. Occasionally, a specific choice must be made based upon joint
design or location. Small nozzle diameters allow the
welder to better see the molten weld pool and can
be operated with lower gas flow rates. Larger nozzle
diameters can give better gas coverage, even in drafty
places.
Ceramic nozzles are heat-resistant and offer a
relatively long life. The useful life of a ceramic nozzle
is affected by the current level and proximity to the
work. Silicon nitride nozzles withstand much more
heat, resulting in a longer useful life.
The fused quartz (glass) used in a nozzle is a special type that can withstand the welding heat. These
nozzles are no more easily broken than ceramic
ones but are more expensive. The added visibility
Nozzle Orifice
Diameter
in.
(mm)
in.
(mm)
1/16
3/32
1/8
3/16
(2)
(2.4)
(3)
(4.8)
1/4 to 3/8
3/8 to 7/16
7/16 to 1/2
1/2 to 3/4
(6 to 10)
(10 to 11)
(11 to 13)
(13 to 19)
Table 15-1 Recommended Cup Sizes
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s).
Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
344
CHAPTER 15
with glass nozzles in tight, hard-to-reach places is
often worth the added expense. The longer a nozzle,
the longer the tungsten must be extended from the
collet. This can cause higher tungsten temperatures,
resulting in greater tungsten erosion. When using
long nozzles, it is better to use low amperages or a
larger-size tungsten.
TUNGSTEN ELECTRODES
The high melting temperature and good electrical conductivity make tungsten the best choice for a
nonconsumable electrode. As the tungsten electrode
becomes hot, the arc between the electrode and the
work will stabilize. Because electrons are more freely
emitted from hot tungsten, the very highest temperature possible at the tungsten electrode tip is desired.
A balance must be maintained between the temperature required to have a stable arc and one too high
that would melt the tungsten.
The thermal conductivity of tungsten is what
allows the tungsten electrode to withstand the arc temperature well above its melting temperature. The heat
of the arc is conducted away from the electrode’s end
so fast that it does not reach its melting temperature.
Because of the intense heat of the arc, some erosion of the electrode will occur. This eroded metal
is transferred across the arc, Figure 15-11. Slow erosion of the electrode results in limited tungsten droplets entering the weld, which are acceptable. Standard
codes give the size and amount of tungsten inclusions that are allowable in various types of welds. The
tungsten inclusions are hard spots that cause stresses
to concentrate, possibly resulting in weld failure.
Although tungsten erosion cannot be completely
eliminated, it can be controlled. Following are a few
ways of limiting erosion:
• Have a good mechanical and electrical contact
•
•
•
•
•
•
•
between the electrode and the collet.
Use as low a welding current as possible.
Use a water-cooled torch.
Use as large a size of tungsten electrode as possible.
Use direct-current electrode negative (DCEN) current.
Use as short an electrode extension from the collet
as possible.
Use the proper electrode end shape.
Use an alloyed tungsten electrode.
Types of Tungsten Electrodes
Pure tungsten has a number of properties that make
it an excellent nonconsumable electrode for the GTA
welding process. These properties can be improved
by adding cerium, lanthanum, thorium, or zirconium
to the tungsten.
The American Welding Society (AWS) classifies
GTA welding as the following:
•
•
•
•
•
•
•
Pure tungsten, EWP
1% thorium tungsten, EWTh-1
2% thorium tungsten, EWTh-2
1/4% to 1/2% zirconium tungsten, EWZr
2% cerium tungsten, EWCe-2
1% lanthanum tungsten, EWLa-1
Alloy not specified, EWG
See Table 15-2.
ELECTRODE
WELD BEAD
TUNGSTEN DROPLETS
TRANSFERRING
ACROSS THE ARC
BASE METAL
TUNGSTEN INCLUSIONS IN
THE WELD METAL
MOLTEN WELD POOL
FIGURE 15-11 Some tungsten will erode from the electrode, be transferred across the arc, and become trapped in the weld deposit. © Cengage
Learning 2012
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s).
Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
Gas Tungsten Arc Welding Equipment and Materials
AWS
Classification
Tungsten
Composition
Tip
Color
EWP
EWTh-1
EWTh-2
EWZr
EWCe-2
EWLa-1
EWG
Pure tungsten
1% thorium added
2% thorium added
1/4 to 1/2% zirconium added
2% cerium added
1% lanthanum added
Alloy not specified
Green
Yellow
Red
Brown
Orange
Black
Not
specified
345
Table 15-2 Tungsten Electrode Types and Identification
Pure Tungsten, EWP
Pure tungsten has the poorest heat resistance and
electron emission characteristic of all the tungsten
electrodes. It has a limited use with alternating current (AC) welding of metals, such as aluminum and
magnesium.
Thoriated Tungsten, EWTh-1
and EWTh-2
Thorium oxide (ThO2), when added in percentages of
up to 0.6% to tungsten, improves its current-carrying
capacity. The addition of 1 to 2% of thorium oxide
does not further improve current-carrying capacities.
It does, however, help with electron emission. This
can be observed by a reduction in the electron force
(voltage) required to maintain an arc of a specific
length. Thorium also increases the serviceable life of
the tungsten. The improved electron emission of the
thoriated tungsten allows it to carry approximately
20% more current. This also results in a corresponding reduction in electrode tip temperature, resulting in less tungsten erosion and subsequent weld
contamination.
Thoriated tungstens also provide a much easier
arc-starting characteristic than pure or zirconiated
tungsten. Thoriated tungstens work well with DCEN.
They can maintain a sharpened point well. They are
very well-suited for making welds on steel, steel alloys
(including stainless), nickel alloys, and most other
metals other than aluminum or magnesium.
Thoriated tungsten does not work well with
AC. It is difficult to maintain a balled end, which is
required for AC welding. A thorium spike, Figure
THORIUM SPIKE
FIGURE 15-12
tungsten electrode.
Thorium spike on a balled end
© Cengage Learning 2012
15-12, may also develop on the balled end, disrupting
a smooth arc.
CAUTION
Thorium is a very low-level radioactive oxide, but the
level of radioactive contamination from a thorium
electrode has not been found to be a health hazard
during welding. It is, however, recommended that
grinding dust be contained. Because of concern in
other countries regarding radioactive contamination
to the welder and welding environment, thoriated
tungstens have been replaced with other alloys.
Zirconium Tungsten, EWZr
Zirconium oxide (ZrO2) also helps tungsten emit
electrons freely. The addition of zirconium to the
tungsten has the same effect on the electrode characteristic as thorium, but to a lesser degree. Because
zirconium tungstens are more easily melted than
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s).
Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
346
CHAPTER 15
thorium tungsten, ZrO2 electrodes can be used with
both AC and direct current (DC currents). Because
of the ease in forming the desired balled end on thorium versus zirconium tungstens, they are normally
the electrode chosen for AC welding of aluminum
and magnesium alloys. Zirconiated tungstens are
more resistant to weld pool contamination than pure
tungsten, thus providing excellent weld qualities with
minimal contamination.
Zirconiated tungstens also have the advantage over
thoriated tungsten in that they are not radioactive.
are not normally available from manufacturers; however, they do provide welding characteristics for these
electrodes.
Tungsten Electrode Surface Finish
The type of finish on the tungsten must be specified
as cleaned or ground. More information on composition and other requirements for tungsten welding
electrodes is available in the AWS publication A5.12,
Specifications for Tungsten and Tungsten Alloy Electrodes for Arc Welding and Cutting.
Cerium Tungsten, EWCe-2
Cerium oxide (CeO2) is added to tungsten to improve
the current-carrying capacity in the same manner as
does thorium. These electrodes were developed as
replacements for thoriated tungstens because they are
not made of a radioactive material. Cerium oxide electrodes have a current-carrying capacity similar to that
of pure tungsten; however, they have an improved arcstarting and arc-stability characteristic, similar to that
of thoriated tungstens. They can also provide a longer
life than most other electrodes, including thorium.
Cerium tungsten electrodes have a slightly higher
arc voltage for a given length than does thoriated
tungsten. This very slight increase in voltage does
not cause problems for manual welding. The higher
voltage, however, may require that a new weld test be
performed to requalify welding procedures. Cerium
tungsten may be used for both AC and DC welding. Cerium electrodes contain approximately 2% of
cerium oxide.
FLOWMETER
The flowmeter may be merely a flow regulator used
on a manifold system, or it may be a combination
flow and pressure regulator used on an individual cylinder, Figure 15-13 and Figure 15-14.
The flow is metered or controlled by opening a
small valve at the base of the flowmeter. The rate of
flow is then read in units of cfh (cubic feet per hour).
Lanthanum Tungsten, EWLa-1
Lanthanum oxide (La2O3) in about 1% concentration
is added to tungsten. Lanthanum oxide tungstens are
not radioactive. They have current-carrying characteristics similar to those of the thorium tungstens,
except that they have a slightly higher arc voltage
than thorium and cerium tungstens. This does not
normally pose a problem for manual arc welding;
however, it will usually require that new test plates be
produced to recertify weld procedures.
Alloy Not Specified, EWG
The EWG classification is for tungstens whose alloys
have been modified by manufacturers. Such alloys have
been developed and tested by manufacturers to meet
specific welding criteria. Specific alloy compositions
FIGURE 15-13
Flowmeter.
Controls Corporation of
America
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s).
Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
Gas Tungsten Arc Welding Equipment and Materials
CO2
Ar
347
He
10 cfh
10 cfh
10 cfh
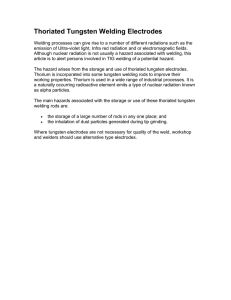
FIGURE 15-16
Each of these gases is flowing at
the same cfh (L/min) rate. Because helium (He) is less
dense, its indicator ball is the lowest. Be sure that you
are reading the correct scale for the gas being used.
© Cengage Learning 2012
FIGURE 15-14
Flowmeter regulator.
Controls Corporation of America
The reading is taken from a fixed scale that is compared to a small ball floating on the stream of gas.
Meters from various manufacturers may be read differently. For example, they may read from the top,
center, or bottom of the ball, Figure 15-15. The ball
floats on top of the stream of gas inside a tube that
gradually increases in diameter in the upward direction. The increased size allows more room for the gas
flow to pass by the ball. If the tube is not vertical, the
reading is not accurate, but the flow is unchanged.
Also, when using a line flowmeter, it is important to
have the correct pressure. Changes in pressure will
affect the accuracy of the flowmeter reading. To get
accurate readings, be sure that the gas being used is
read on the proper flow scale. Less dense gases, such
as helium and hydrogen, will not support the ball on
as high a column with the same flow rate as a denser
gas, such as argon, Figure 15-16.
Shielding Gas Flow Rate
The rate of flow should be as low as possible and still
give adequate coverage. High gas flow rates waste
shielding gases and may lead to contamination. The
contamination comes from turbulence in the gas at
high flow rates. Air is drawn into the gas envelope by
a venturi effect around the edge of the nozzle. Also,
the air can be drawn in under the nozzle if the torch is
held at too sharp an angle to the metal, Figure 15-17.
The larger the nozzle size, the higher the permissible flow rate without causing turbulence. Table 15-3
5° TO 10°
AIR
(A)
(B)
(C)
FIGURE 15-15
Three methods of reading the ball and
line on a flowmeter: (A) top of the ball, (B) center of the
ball, (C) bottom of the ball. © Cengage Learning 2012
FIGURE 15-17 Too steep an angle between the torch
and the work may draw in air. © Cengage Learning 2012
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s).
Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
348
CHAPTER 15
Nozzle Inside Diameter
Gas Flow*
in.
(mm)
cfh
(L/min)
1/4
5/16
3/8
7/16
1/2
5/8
(6)
(8)
(10)
(11)
(13)
(16)
10–14
11–15
12–16
13–17
17–20
17–20
(4.7–6.6)
(5.2–7.0)
(5.6–7.5)
(6.1–8.0)
(8.0–9.4)
(8.0–9.4)
Table 15-3 Suggested Argon Gas Flow Rate for Given
Cup Sizes
shows the average and maximum flow rates for most
nozzle sizes. A gas lens can be used in combination
with the nozzle to stabilize the gas flow, thus eliminating some turbulence. A gas lens will add to the
turbulence problem if there is any spatter or contamination on its surface.
SHIELDING GAS FLOW
WELDING CURRENT
WELDING TIME
Preflow and Postflow
Preflow is the time during which gas flows to clear
out any air in the nozzle or surrounding the weld zone.
The operator sets the length of time that the gas flows
before the welding current is started, Figure 15-18.
Because some machines do not have preflow, many
welders find it hard to hold a position while waiting
for the current to start. One solution to this problem is to use the postflow for preflow. Switch on the
current to engage the postflow. Now, with the current off, the gas is flowing, and the GTA torch can be
lowered to the welding position. The welder’s helmet
should be lowered, and the current restarted before
the postflow stops. This allows welders to have postflow and to start the arc when they are ready.
PREFLOW
TIME
POSTFLOW
TIME
TOTAL GAS FLOW TIME
FIGURE 15-18
gas flow time.
Welding time compared to shielding
© Cengage Learning 2012
The postflow is the time during which the gas
continues flowing after the welding current has
stopped. This period serves to protect the molten
weld pool, the filler rod, and the tungsten electrode
as they cool to a temperature at which they will
not oxidize rapidly. The time of the flow is determined by the welding current and the tungsten size,
Table 15-4.
Electrode Diameter
in.
(mm)
Postwelding Gas
Flow Time*
0.01
0.02
0.04
1/16
3/32
(0.25)
(0.5)
(1.0)
(2)
(2.4)
5 sec
5 sec
5 sec
8 sec
10 sec
1/8
5/32
3/16
1/4
(3)
(4)
(4.8)
(6)
15 sec
20 sec
25 sec
30 sec
Table 15-4 Postwelding Gas Flow Times
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s).
Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
Gas Tungsten Arc Welding Equipment and Materials
349
SHIELDING GASES
The shielding gases used for the GTA welding process
are argon (Ar), helium (He), hydrogen (H), nitrogen
(N), or a mixture of two or more of these gases. The
purpose of the shielding gas is to protect the molten
weld pool and the tungsten electrode from the harmful effects of air. The shielding gas also affects the
amount of heat produced by the arc and the resulting
weld bead appearance.
Argon and helium are noble inert gases. This
means that they do not combine chemically with
any other material. Argon and helium may be found
in mixtures but never as compounds. Because they
are inert, they do not affect the molten weld pool in
any way.
CAUTION
Never allow gases such as O2, CO2, or N to come
in contact with your inert gas system. Very small
amounts can contaminate the inert gas, which may
result in the weld failing.
Argon
Argon is a by-product in air separation plants. Air is
cooled to temperatures that cause it to liquefy; then
its constituents are fractionally distilled. The primary
products are oxygen and nitrogen. Before these gases
were produced on a tonnage scale, argon was a rare
gas. Now it is distributed in cylinders as gas or in bulk
in a liquid form. Because argon is denser than air, it
effectively shields welds in deep grooves in the flat
position. However, this higher density can be a hindrance when welding overhead because higher flow
rates are necessary. The argon is relatively easy to
ionize and thus suitable for alternating-current applications and easier starts. This property also permits
fairly long arcs at lower voltages, making it virtually
insensitive to changes in arc length. Argon is also
the only commercial gas that produces the cleaning
discussed earlier. These characteristics are most useful for manual welding, especially with filler metals
added, as shown in Figure 15-19.
Helium
Helium is a by-product of the natural gas industry.
It is removed from natural gas as the gas undergoes
FIGURE 15-19
column.
Highly concentrated ionized argon gas
Larry Jeffus
separation (fractionation) for purification or refinement. Helium offers the advantage of deeper penetration. The arc force with helium is sufficient to displace the molten weld pool with very short arcs. In
some mechanized applications, the tip of the tungsten electrode is positioned below the workpiece
surface to obtain very deep and narrow penetration.
This technique is especially effective for welding aged
aluminum alloys prone to overaging. It is also very
effective at high welding speeds, such for tube mills.
However, helium is less forgiving for manual welding.
With helium, penetration and bead profile are sensitive to the arc length, and the long arcs needed for
feeding filler wires are more difficult to control.
Helium has been mixed with argon to gain the
combined benefits of cathode cleaning and deeper
penetration, particularly for manual welding. The
most common of these mixtures is 75% helium and
25% argon. Although the GTA process was developed with helium as the shielding gas, argon is now
used whenever possible because it is much cheaper.
Helium also has some disadvantages because it is
lighter than air, thus preventing good shielding. Its
flow rates must be about twice as high as argon’s for
acceptable stiffness in the gas stream, and proper protection is difficult in drafts unless high flow rates are
used. It is difficult to ionize, necessitating higher voltages to support the arc and making the arc more difficult to ignite. Alternating-current arcs are very unstable. However, helium is not used with alternating current because the cleaning action does not occur.
Hydrogen
Hydrogen is not an inert gas and is not used as a primary shielding gas. However, it can be added to argon
when deep penetration and high welding speeds are
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s).
Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
350
CHAPTER 15
DCEN
(DCSP)
DCEP
(DCRP)
–
AC
+
_2 HEAT
3
_1 HEAT
3
_1 HEAT
2
–
–
–
–
–
–
–
–
+
_2 HEAT
3
–
_1 HEAT
3
_1 HEAT
2
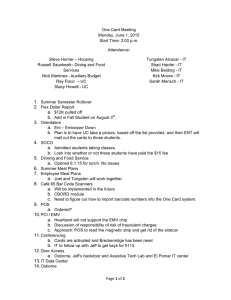
FIGURE 15-20
Heat distribution between the tungsten electrode and the work with each type of
welding current.
© Cengage Learning 2012
needed. It also improves the weld surface cleanliness
and bead profile on some grades of stainless steel
that are very sensitive to oxygen. Hydrogen additions
are restricted to stainless steels because hydrogen is
the primary cause of porosity in aluminum welds.
It can cause porosity in carbon steels and, in highly
restrained welds, underbead cracking in carbon and
low-alloy steels.
the heat distribution between the tungsten electrode
and the weld and the degree of surface oxide cleaning
that occurs. Figure 15-20 shows the heat distribution
for each of the three types of currents.
Nitrogen
DCEN, which used to be called direct-current straight
polarity (DCSP), concentrates about two-thirds of its
welding heat on the work and the remaining onethird on the tungsten. The higher heat input to the
weld results in deep penetration. The low heat input
into the tungsten means that a smaller-size tungsten
can be used without erosion problems. The smallersize electrode may not require pointing, resulting in a
savings of time, money, and tungsten.
Nitrogen is not an inert gas. Like hydrogen, nitrogen
has been used as an additive to argon. But it cannot
be used with some materials, such as ferritic steels,
because it produces porosity. In other cases, such as
with austenitic stainless steels, nitrogen is useful as an
austenite stabilizer in the alloy. It is used to increase
penetration when welding copper. Unfortunately,
because of the general success with inert gas mixtures
and because of potential metallurgical problems,
nitrogen has not received much attention as an additive for GTA welding.
TYPES OF WELDING
CURRENT
All three types of welding current can be used for
GTA welding. Each current has individual features
that make it more desirable for specific conditions or
with certain types of metals. The current used affects
Direct-Current Electrode
Negative (DCEN)
Direct-Current Electrode
Positive (DCEP)
DCEP, which used to be called direct-current reverse
polarity (DCRP), concentrates only one-third of the
arc heat on the plate and two-thirds of the heat on
the electrode. This type of current produces wide
welds with shallow penetration, but it has a strong
cleaning action upon the base metal. The high heat
input to the tungsten indicates that a large-size tungsten is required, and the end shape with a ball must
be used. The low heat input to the metal and the
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s).
Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
Gas Tungsten Arc Welding Equipment and Materials
351
ONE FULL CYCLE
1/60 SEC
ONE-HALF CYCLE
1/120 SEC
FIGURE 15-21
Sine wave of alternating current at 60 cycle.
strong cleaning action on the metal make this a good
current for thin, heavily oxidized metals. The metal
being welded will not emit electrons as freely as
tungsten, so the arc may wander or be more erratic
than DCEN.
© Cengage Learning 2012
help the electrons get the arc restarted every 1/120 of
a second, a very high-frequency (50,000 to 3,000,000
cycles), high-voltage (3000 volts), very low-amperage
(100 milliamps) current is added to the lowerfrequency (60 cycle), lower-voltage (20 volts), highamperage (100 amps) welding current, Figure 15-22.
20 V
VOLTAGE
0
VOLTAGE
Alternating current (AC) concentrates about half of
its heat on the work and the other half on the tungsten. Alternating current is continuously switching back and forth between DCEN and DCEP. This
switching takes place once every 1/120 of a second.
The complete cycle takes 1/60 of a second, so it makes
60 complete cycles per second, Figure 15-21. Alternating current would look like waves on water if you
could stretch it out with the peaks of the waves coming along every 1/60 of a second. The speed at which
current changes back and forth is referred to by three
different names that all mean the same thing—cycles,
frequency, or hertz.
The tungsten electrode is much better at releasing electrons than is the metal being welded. This
results in an imbalance in the amount of current that
flows from the electrode to the work and back. Some
welding machines have internal controls that correct
this problem; they are called balanced wave machines.
There are several advantages of using a balanced wave
GTA welder. Two of the advantages are the better arc
cleaning of surface oxides and less internal heat in the
welder.
Electrons flow from the tip of the tungsten electrode for 1/120 of a second. They stop flowing for a
very short moment in time before reversing direction
and flowing from the work to the electrode. It is this
stopping and starting every 1/120 of a second that
causes problems with using AC for GTA welding. To
3000 V
Alternating Current High
Frequency (ACHF)
1
1
50,000 SEC TO 3,000,000 SEC
CYCLE TIME
WELDING CURRENT
(LOW FREQUENCY, LOW VOLTAGE, HIGH AMPERAGE)
HIGH-FREQUENCY CURRENT
(HIGH FREQUENCY, HIGH VOLTAGE, LOW AMPERAGE)
FIGURE 15-22
High-frequency arc-starting current
shown over the low-frequency welding current.
© Cengage Learning 2012
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s).
Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
352
CHAPTER 15
CAUTION
Very high-frequency, high-voltage, very lowamperage electricity is not dangerous, but it can
shock you. High-frequency welding current can easily
pass through lots of normal insulating materials. Be
careful not to touch the electrode when the highfrequency current is turned on.
The high-frequency (HF) first current ionizes the
shielding gas around the tungsten. This appears as a
light blue glow, Figure 15-23. Once the shielding gas
is ionized, it can conduct the lower-frequency welding
current. The term alternating current, high-frequency
stabilized (ACHF) is used to describe this GTA
welding current.
The high frequency may be set so that it automatically cuts off after the arc is established when
welding with DC. It is kept on continuously with AC.
When used in this manner, it is referred to as alternating current, high-frequency stabilized, or ACHF.
FIGURE 15-23 The high frequency first appears as a
blue glow around the tungsten before the welding current
starts its arc. Larry Jeffus
There are many theories as to why DCEP and the
DCEP portion of the AC cycle have a cleaning action.
The most probable explanation is that the electrons
accelerated from the cathode surface lift the oxides
that interfere with their movement. The positive ions
accelerated to the metal’s surface provide additional
energy. In combination, the electrons and ions cause
the surface erosion needed to produce the cleaning.
Although this theory is disputed, it is important to
note that cleaning does occur, that it requires argonrich shield gases and DCEP polarity, and that it can
be used to the welder’s advantage, Figure 15-24.
Arc Cleaning Action
As the electrons leave the surface of the metal, they
provide some surface cleaning or removal of these
oxides. This cleaning action is most important when
welding on aluminum.
+
DCEP
AC
0
DCEN
–
DCEN
(DCSP)
–
+
DCEP
(DCRP)
– –
––
–
–
–
OXIDE LAYER
–
+
–
––
– –
–
– –
– –
FIGURE 15-24
Electrons collect under the oxide layer during the DCEP portion
of the cycle and lift the oxides from the surface. © Cengage Learning 2012
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s).
Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
Gas Tungsten Arc Welding Equipment and Materials
HOT START
CURRENT
WELDING
CURRENT
353
DOWNSLOPE
WELDING
CURRENT
(A)
(B)
FIGURE 15-25 (A) Standard method of starting welding current. (B) Hot start
method of starting welding current. © Cengage Learning 2012
Hot Start
The hot start allows a controlled surge of welding current as the arc is started to establish a molten weld
pool quickly. Establishing a molten weld pool rapidly
on metals with a high thermal conductivity is often
hard without this higher-than-normal current. Adjustments can be made in the length of time and the percentage above the normal current, Figure 15-25.
REMOTE CONTROLS
A remote control can be used to start the weld,
increase or decrease the current, and stop the weld.
The remote control can be either a foot-operated or
hand-operated device. The foot control works adequately if the welder can be seated. Welds that must
be performed away from a welding station may use a
hand or thumb control or may not have any remote
welding controls.
Most remote controls have an on–off switch that
is activated at the first or last part of the control movement. A variable resistor increases the current as the
control is pressed more. A variable resistor works in
a manner similar to the accelerator pedal on a car to
increase the power (current), Figure 15-26. The operating amperage range is determined by the value that
has been set on the main controls of the machine.
FIGURE 15-26
A foot-operated device can be used to
increase the current. Larry Jeffus
equipment. The following topics are intended to help
explain the significance of the various steps required
to assemble and set up a typical GTA welder.
Shaping the Tungsten Electrode
The desired end shape of a tungsten electrode can
be obtained by grinding, breaking, remelting the end,
or using chemical compounds. Tungsten is brittle
and easily broken. Welders must be sure to make a
smooth, square break where they want it to be located.
Grinding a Tungsten Electrode Point
SETTING UP A GTA
WELDER
Each manufacturer’s GTA welding machine and
welding torch are assembled and set up differently.
Read and follow the manufacturer’s instructions and
safety guidelines any time you are setting up any
A grinder is often used to clean a contaminated tungsten or to point the end of a tungsten. The grinder
used to sharpen tungsten should have a fine, hard
stone. It should be used for grinding tungsten only.
Because of the hardness of the tungsten and its brittleness, the grinding stone chips off small particles of the
electrode. A coarse grinding stone will result in more
tungsten breakage and a poorer finish. If the grinder
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s).
Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
354
CHAPTER 15
is used for metals other than tungsten, particles of
these metals may become trapped on the tungsten as
it is ground. The metal particles will quickly break free
when the arc is started, resulting in contamination.
CAUTION
Any time you use a grinder, always wear safety
glasses and follow all grinder safety instructions.
Because of the hardness of the tungsten, it will
become hot. Its high thermal conductivity means that
the heat will be transmitted quickly to your fingers.
To prevent overheating, only light pressure should be
applied against the grinding wheel. This will also reduce
the possibility of accidentally breaking the tungsten.
Grind the tungsten so that the grinding marks run
lengthwise, Figure 15-27 and Figure 15-28. Lengthwise grinding reduces the amount of small particles of
tungsten contaminating the weld. Move the tungsten
up and down as it is twisted during grinding. This will
prevent the tungsten from becoming hollow-ground.
FIGURE 15-28
sten electrode.
Incorrect method of grinding a tungLarry Jeffus
CAUTION
When holding one end of the tungsten against the
grinding wheel, the other end of the tungsten must
not be directed toward the palm of your hand,
Figure 15-29. This will prevent the tungsten from
being stuck into your hand if the grinding wheel
catches it and suddenly pushes it downward.
FIGURE 15-29
when grinding.
Correct way of holding a tungsten
Larry Jeffus
Breaking and Remelting Tungsten
FIGURE 15-27
electrode.
Correct method of grinding a tungsten
Larry Jeffus
Tungsten is hard but brittle, resulting in a low-impact
strength. If tungsten is struck sharply, it will break
without bending. When it is held against a sharp corner
and hit, a fairly square break will result. Figure 15-30,
Figure 15-31, and Figure 15-32 show ways to break
the tungsten correctly on a sharp corner using a
hammer, two pliers, and wire cutters, respectively.
Observe the break; it should be square and relatively
smooth, Figure 15-33. Once the tungsten has been
broken squarely, the end must be melted back so that
it becomes somewhat rounded. This is accomplished
by switching the welding current to DCEP and striking an arc under argon shielding on a piece of copper.
If copper is not available, another piece of clean metal
can be used. Do not use carbon, as it will contaminate
the tungsten.
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s).
Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
Gas Tungsten Arc Welding Equipment and Materials
FIGURE 15-32
the tungsten.
Using wire cutters to correctly break
Larry Jeffus
(A)
FIGURE 15-30
Breaking the contaminated end from a
tungsten by striking it with a hammer. Larry Jeffus
355
(B)
FIGURE 15-33 (A) Correctly broken tungsten
electrode. (B) Incorrectly broken tungsten electrode.
© Cengage Learning 2012
in the compound, a strong alkaline, which rapidly dissolves the hot tungsten. The chemical reaction is so fast
that enough additional heat is produced to keep the tungsten hot, Figure 15-34. When the tungsten is removed
FIGURE 15-31
two pairs of pliers.
Correctly breaking the tungsten using
Larry Jeffus
Chemical Cleaning and Pointing
Tungsten
The tungsten can be cleaned and pointed using one of
several compounds. The tungsten is heated by shorting it against the work. The tungsten is then dipped
(A)
(B)
(C)
FIGURE 15-34
Chemically cleaning and pointing
tungsten: (A) Shorting the tungsten against the work
to heat it to red hot, (B) inserting the tungsten into the
compound and moving it around, (C) cleaned and pointed
tungsten ready for use. © Cengage Learning 2012
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s).
Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
356
CHAPTER 15
from the chemical cleaner, it must be cooled and cleaned.
The chemical will have both cleaned the tungsten and
produced a fine point. If the electrode was contaminated, the chemical compound dissolves the tungsten
under the contamination, allowing it to fall free.
Pointing and Remelting Tungsten
The tapered tungsten with a balled end, a shape
sometimes used for DCEP welding, is made by first
grinding or chemically pointing the electrode. Using
DCEP, as in the procedure for the remelted broken end, strike an arc on some copper under argon
shielding and slowly increase the current until a ball
starts to form on the tungsten. The ball should be
made large enough so that the color of the end stays
between dull red and bright red. If the color turns
white, the ball is too small and should be made larger.
To increase the size of the ball, simply apply more
current until the end begins to melt. Surface tension
will pull the molten tungsten up onto the tapered
end. Lower the current, and continue welding. DCEP
is seldom used for welding. If the tip is still too hot, it
may be necessary to increase the size of the tungsten.
Assembling the GTA Welding
Station
1. Start with the power switch off, Figure 15-35.
Use a wrench to attach the torch hose to the
FIGURE 15-36 Tighten each fitting as it is connected
to avoid missing a connection. Larry Jeffus
machine. The water hoses should have left-hand
threads to prevent incorrectly connecting them.
Tighten the fittings only as tightly as needed to
prevent leaks, Figure 15-36. Attach the cooling
water “in” to the machine solenoid and the water
“out” to the power block.
CAUTION
Never work on a welding machine when the power is
on because an electrical shock or arc could occur.
2. The flowmeter or flowmeter regulator should
be attached next. If a gas cylinder is used, secure
it in place with a safety chain. Then remove the
valve protection cap, and crack the valve to blow
out any dirt, Figure 15-37. Attach the flowmeter
so that the tube is vertical.
3. Connect the gas hose from the meter to the gas
“in” connection on the machine.
4. With both the machine and main power switched
off, turn on the water and gas so that the connection
DIRT
FIGURE 15-35
Always be sure thet the power is off
when making machine connections. Larry Jeffus
FIGURE 15-37 During transportation or storage, dirt
may collect in the valve. Cracking the valve is the best way
to remove any dirt. © Cengage Learning 2012
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s).
Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
Gas Tungsten Arc Welding Equipment and Materials
357
to the machine can be checked for leaks. Tighten
any leaking fittings to stop the leak.
5. Turn on both the machine and main power
switches, and watch for leaks in the torch hoses
and fittings.
6. With the power off, switch the machine to the
GTA welding mode.
CAUTION
Turn off all power before attempting to stop any
leaks in the water system.
FIGURE 15-39
Setting the amperage range.
Larry Jeffus
7. Select the desired type of current and amperage
range, Figure 15-38 and Figure 15-39. Set the
fine current adjustment to the proper range,
depending upon the size of tungsten used,
Table 15-5.
8. Place the high-frequency switch in the appropriate position, auto (HF start) for DC or continuous for AC, Figure 15-40.
9. The remote control can be plugged in and the
selector switch set, Figure 15-41.
FIGURE 15-40 The high-frequency switch should be
placed in the appropriate position. Larry Jeffus
FIGURE 15-41
FIGURE 15-38
Setting the current.
Electrode Diameter
in.
(mm)
0.04
1/16
3/32
1/8
5/32
(1)
(2)
(2.4)
(3)
(4)
Larry Jeffus
switch.
Setting the remote-control
Larry Jeffus
DCEN
DCEP
AC
15–60
70–100
90–200
150–350
300–450
Not recommended
10–20
15–30
25–40
40–55
10–50
50–90
80–130
100–200
160–300
Table 15-5 Amperage Range of Tungsten Electrodes
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s).
Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
358
CHAPTER 15
FIGURE 15-42
Inserting collet and collet body.
FIGURE 15-43
body.
Larry Jeffus
10. The collet and collet body should be installed on
the torch first, Figure 15-42.
11. On the Linde or copies of Linde torches, installing the back cap first will stop the collet body
from being screwed into the torch fully. A poor
connection will result in excessive electrical and
thermal resistance, causing a heat buildup in the
head.
12. The tungsten can be installed and the end cap
tightened to hold the tungsten in place.
13. Select and install the desired nozzle size, Figure
15-43. Adjust the tungsten length so that it does
not stick out more than the diameter of the nozzle, Figure 15-44.
14. Check the manufacturer’s operating manual for
the machine to ensure that all connections and
settings are correct.
15. Turn on the power, depress the remote control,
and again check for leaks.
16. While the postflow is still engaged, set the gas
flow by adjusting the valve on the flowmeter.
Install the nozzle (cup) to the torch
Larry Jeffus
NOZZLE DIAMETER
ELECTRODE STICKOUT
FIGURE 15-44
Electrode stickout.
© Cengage
Learning 2012
SUMMARY
One of the prime considerations for gas tungsten arc
welding is the cleanliness of the equipment, supplies,
base metal, filler metal, the welder’s gloves, and so forth.
When everything is clean, you will find that the welding
process proceeds more easily and more successfully.
Another major factor affecting your ability to produce quality welds is the tungsten end or tip shape.
As you practice making the various welds, you will
find that keeping the tungsten electrode tip shaped
appropriately assists you in producing uniform welds.
Often, new welders feel that there is some sort
of attraction between the tungsten electrode, filler
metal, and base metal during the welding process
because it seems to continually become contaminated.
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s).
Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
Gas Tungsten Arc Welding Equipment and Materials
This almost continuous contamination can be very
frustrating. At times it may seem overwhelming;
however, with continued practice and diligence you
will be able to control this problem. Even experienced welders in the field can be plagued from time
to time with tungsten contamination. At other times,
359
they can weld for an entire day without contaminating the tungsten. It is often beneficial for students to
realize that tungsten contamination is just part of the
process, and they must, therefore, try to ignore the
possibility of it happening and concentrate on producing the welds.
REVIEW QUESTIONS
1. What are the two other names used for GTA
welding?
2. What are two advantages of GTA welding?
3. List four major components that make up a GTA
welding station.
4. List three advantages that using an air-cooled
GTAW torch might have over using a watercooled GTAW torch.
5. List three advantages that using a water-cooled
GTAW torch might have over using an air-cooled
GTAW torch.
6. List the hoses and cables that might be attached
to a water-cooled torch.
7. What type of antifreeze solution may be used in a
water-cooling system?
8. What is the purpose of the shielding gas nozzle?
9. Why is tungsten used as an electrode?
10. List five ways to limit tungsten erosion.
11. What are the AWS classifications for the following types of tungsten electrodes?
a. Pure tungsten
b. 1% thorium tungsten
c. 2% thorium tungsten
d. 1/4 to 1/2% zirconium tungsten
e. 2% cerium tungsten
f. 1% lanthanum tungsten
12. Which type of tungsten electrode has the poorest
heat resistance and emission characteristics?
13. Which type of tungsten electrode has a very lowlevel radioactive oxide additive?
14. According to Table 15-2, what color tip does the
EWCe-2 tungsten electrode have?
15. What is La2O3?
16. What are the units of shielding gas flow?
17. How high should the shielding gas flow rate be?
18. What is preflow time used for?
19. How is argon produced?
20. What is the advantage of using helium as a shielding gas?
21. Nitrogen cannot be used as a shielding gas for
GTA welding for what types of materials?
22. What do the following abbreviations mean?
DCEN, DCEP, and ACHF?
23. What part of the AC cycle provides surface oxide
cleaning?
24. What does a hot start provide to the GTA weld?
25. What are the functions of a remote control?
26. List the ways of shaping the end of a tungsten
electrode.
27. When the end of a tungsten electrode is broken
off to remove contamination, how should the
broken end look?
28. How does a chemical cleaner remove tungsten
contamination?
29. Why must the power be off when you attach the
GTA welding torch to a welding machine?
30. What is the maximum distance that the tungsten
electrode should stick out of the nozzle?
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s).
Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.