Effect of Sheet Thickness and Type of Alloys
advertisement

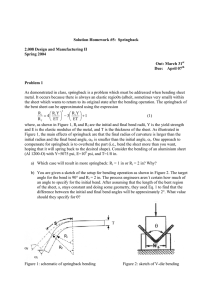
AMERICAN JOURNAL OF SCIENTIFIC AND INDUSTRIAL RESEARCH © 2012, Science Huβ, http://www.scihub.org/AJSIR ISSN: 2153-649X, doi:10.5251/ajsir.2012.3.6.480.486 Effect of Sheet Thickness and Type of Alloys on the Springback Phenomenon for Cylindrical Die Prof. Dr. Hani Aziz Ameen Dies and Tools Eng. Dept., Technical College- Baghdad ABSTRACT In this paper the effect of the springback on the bending operation of different materials are studied. Dies were designed and constructed in cylindrical shape. Three types of alloys are used; aluminum alloy 7020 T6, copper alloy and lead alloy. These alloys have different sheet thickness (2 and 4) mm. Bending was done by using the press of 80 ton. The springback is calculated by published equation. It can be concluded that, the Aluminum sheets (AA7020 T6) have the biggest springback factor, the springback factor equal one in lead alloy of 2 mm thickness that indicated there is no spring back in this sheet. Also concluded that the hardness of the sheet increased, the springback back factor increased too. Also in the aluminum and copper sheets when the thickness increased the spring back factor increased while in the lead alloy when the thickness increased the springback factor decreased. Keywords: Springback, forming process, aluminum alloy 7020, copper alloy, lead alloy, die design, bending die. INTRODUCTION Accurate estimation of spring back in which industries is important. Demands in bend angles can be within a narrow range. Many studies proposed to study spring back in bending. Johnson and Mellor (1973), studied the springback calculated with equation(1) Where: T = Thickness of the plate (mm) E = Modulus of elasticity (N/mm²) Ri = Internal radius curvature (before spring back) (mm) Rf = Real internal radius curvature (after spring back) (mm) σy = Yield stress(N/mm²) This equation is derived from bending a full plasticity and flexibility beam, and by calculating the internal stresses near the neutral axis and in order to know to the modulus of elasticity and the yield stress a tensile test of a standard sample of the metal must be done. And the amount of the value Ri/Rf depends on the mechanical properties of the metal which will vary depending on the value of (σyRi / ET) , if Ri/Rf=zero so the metal is with full spring back but if Ri/Rf=1 there is no spring back in the metal. The equation above was followed in many scientific researches to calculate the amount of spring back. Chan et al., (2006), studied of spring back in the Vbending metal forming process with one clamped (edge bend) end and one free end. Spring back occurs at the die-lip and V-region of the die model. Different die punch parameters such as punch radius, punch angle and die-lip radius are varied to study their effect on spring back. Also, the effect of the punch displacement on spring back is investigated. The results are analyzed using Abaqus / CAE. The analysis shows that spring back angle of the valley region decreases with increment of punch radius and punch angle. Thomas Schonbach (2008), presented a new method to calculate and compensate spring back in the early tool design phase. This method enables to get parts inside the tolerances also for these high strength and ultra-high strength steels. In the first step the forming process itself is optimized with the help of an accurate implicit solver, the spring back after forming is calculated with the required accuracy. Based on this simulation the robustness of spring back is analyzed by variation in some input parameters, e.g. material properties and lubrication. If the spring back is not robust or it is scattering in a wide range, the forming process must be made robust first. This can be done by different problem solving method, based on a robust spring back behavior; the spring back will be compensated by an Am. J. Sci. Ind. Res., 2012, 3(6): 480-486 integrated parametric software module. Aurelian Albut (2008), presents the results obtained by numerical simulation regarding spring back phenomenon of a part manufactured from tailor welded blanks. The final shape of the formed part is seriously affected by spring back phenomenon. And tries to prove the important role of the metal sheet thickness in the spring back effect. The part has different spring back values for each material from the welded assembly structure. The influence of the sheet thickness on the tailor welded stripes spring back is examined by finite element method using Abaqus Standard for forming process and Abaqus Explicit for spring back of the obtained part. Hani Aziz Ameen (2010), presented the novel derivation and results of spring back of a sheet subjected to combined biaxial moment and axial load. Spring back is a common phenomenon in metal forming caused by elastic redistribution of internal stresses during unloading and it appears clearly in pure bending and stretch bending of plates and sheets. Due to the great importance of calculating accuracy, it is necessary to assist the die designer in obtaining spring back values easily. An exact analytical solution for spring back due to bi-stretch bending of plate of elastic work hardening material is presented (elasticlinear work hardening and elastic exponential work hardening). Two cases are considered. The first is a circular plate subjected to stretch bending and it was found that the final curvature and the spring back ratio (final curvature to elasto plastic curvature) increases with increasing stretch bending. And the second case is that of rectangular plate subjected to stretch bending where the bending moment in the xdirection is kept constant. Jamal H. Mohammad (2010), studied of the effect of backing pad in the Ubending process. Different backing pad values are used to study their effect on distributions of stresses and strains in work piece. Two examples were analyzed one without backing pad and another with backing pad to understand the effect of the backing pad on the process. 3D model of U-bending was used and analyzed by using ANSYS 11 FEM code. DILIP KUMAR K. (2010), Described a finite element for bending process of the Aluminum sheet metal which allows for the prediction of the elastic spring back. Material is considered as elasto-plastic after yielding and plastic deformation is computed using Newton Raphson method. The result obtained by FEM is presented graphically. Experiments are conducted for different thickness and clearance between the die and punch and the results are closely scrutinized with the results obtained by finite element method. In this paper the design and manufacturing of the unconstrained cylindrical bending die is presented. Also to investigate the value of spring back in bending process, three materials alloys are used (Aluminum, brass, and lead). Experimental Work: The die and punches designed and manufactured for Unconstrained cylindrical bending die. Specimens for spring back test: Estimating springback value by performing a series of experiments has been the basis of this study . in order to perform the experiments work. The specimens must fit the die and punch with a suitable clearance. It should be : 1- lead sheet of 70 mm of width and 50 mm of length and 2 mm thickness. 2- lead sheet of 70 mm of width and 50 mm of length and 4 mm thickness. 3- aluminum sheet of 70 mm of width and 50 mm of length and 2 mm thickness. 4- aluminum sheet of 70 mm of width and 50 mm of length and 4 mm thickness. 5-copper sheet of 70 mm of width and 50 mm of length and 2 mm thickness. 6- copper sheet of 70 mm of width and 50 mm of length and 4 mm thickness. Preparation of sheet metal: The sheets is perpetrated by three stages , casting , rolling and trimming as shown in Fig.(1). 481 Am. J. Sci. Ind. Res., 2012, 3(6): 480-486 A b c Fig.(1 ) a. Lead sheet b. Aluminum sheet c. Copper sheet and the chemical composition of the die and it’s punches are shown in Table (1). Chemical composition of the die and punches: The die and the to punches material is (T72301) according to the ASTM standard “A 686 – 92 R99” Table (1) chemical composition of the die and punches C Si Mn Ni S P Cr Cu 0.95 - 1.09 0.17 - 0.33 0.17 - 0.33 max 0.25 max 0.02 max 0.03 max 0.2 max 0.25 Chemical composition of the sheets alloy: The chemical composition of the copper sheets alloy shown in Table(2). And the chemical composition of aluminum sheets shown in Table(3) while for lead alloy shown in Table(4). Table (2) chemical composition of copper alloy Zn% 0.01 Ag% 0.005 Pb% 0.02 Co% 0.01 Sn% 0.01 Cu% 99. 5 P% 0.007 Mn% 0.002 Fe% 0.005 Ni% 0.02 Si% 0.006 Table (3) chemical composition of aluminum 7020 alloy Elements % Standard value Measured value Si < = 0.35 0.121 Fe < = 0.40 0.290 Cu < = 0.20 0.200 Mn 0.05 - 0.5 0.0764 Mg 1 -1.5 1.25 Cr 0.10 – 0.35 0.228 Zn 4–5 4.56 Ti 0.08 0.0319 Al BALANCE BALANCE 482 Al% 0.014 S% 0.003 Am. J. Sci. Ind. Res., 2012, 3(6): 480-486 Table (4) chemical composition of lead alloy Sb% As% Bi% Cd% Cu% Fe% Mn% 0.002 0.0005 0.005 0.0005 0.003 0.001 0.0005 Ni% Se% Ag% Te% Sn% Zn% 0.001 0.0005 0.002 0.0005 0.001 0.002 Measuring the hardness of the sheets: The hardness of the sheets is measured by Rockwell test using steel ball of 1/16 inch diameter for aluminum and copper , 1/8 inch for lead, At the beginning 10 kgf applied on the surface of the sheet to remove the Oxides of aluminum, lead, copper and impurities and then 100 kgf applied for Aluminum, copper and 60kgf for lead to measure the hardness. The result of the test shown in table(5). Thickness(mm) 2 71 Aluminum 4 68 Lead 2 36 34 Copper 2 56 Copper 4 51 The Die shape: In This work the unconstrained cylindrical bending die and two punches is designed and manufactured, this die designed under standard specification, its consist of one part, normally punch and die both are made from carbon tools steel ( A 686-92 R99) according to ASTM standard as shown in Fig.(2). Hardness (HRB) Aluminum 4 It can be indicated that the hardness according to the table(5) would be ( 72 ,57 and 36) HRB for the sheets of aluminum, copper and lead respectively . Table (5) the hardness of the sheets Material Lead Fig.(2) ) unconstrained cylindrical bending die 483 Am. J. Sci. Ind. Res., 2012, 3(6): 480-486 Experimental bending device: A press of 80 Ton are used as a experimental bending device to bend the specimens as shown in Fig.(3). Fig.(4) illustrated the bending process. Fig.(3) Press device Fig. (4) Experimental work of the die Effective Parameter on spring back in this study: The effective parameter which affect on the springback phenomenon is thickness of the sheet and type of materials alloys. Procedure of measure the springback factor: 1. Drawing the radius of the die (25mm) on the paper and measure the angle of the radius as shown in Fig.(6). st 2. Drawing the radius of 1 specimen tangent to the die radius as shown in Fig.(6) 3. Measuring the angle of the specimen and calculate the springback factor according to the equation Thickness of sheets and the type of materials are the most effective parameter that have a big effect on the springback . Spring back Testing Method and Procedure: The steps illustrated the spring back testing are as follows 1- fixing the die and punch in the compression device. The punch is moved down. .. (2) 2- the punch is now in contact with the sheet and the sheet is drawn through the opening in the die. nd 4. Repeat the same steps on the 2 to the last specimen. 3-the punch proceeds downwards, the outer radius of the work piece is reduced. 4- After the load is released and the tools are removed, different radius is measured between die radius and sheet radius. This is the value of spring back, as shown in Fig.(5). 484 Am. J. Sci. Ind. Res., 2012, 3(6): 480-486 The die radius 25 mm The sheet radius Fig.(5) Different between die radius and sheet radius Sheet radius The die radius 25 mm αf αi Fig.(6) the procedure of measure the springback factor Table(6) springback factors RESULTS AND DISCUSSION No. The springback is measured experimentally, table(6) illustrated the springback factors for the Aluminum, copper and lead alloy with 2 and 4mm thickness . Fig.(7) shows the value of springback with different thickness and materials. 485 Aluminum sheets thickness Copper sheets thickness Lead sheets thickness Springback factor Ks= 1 2 mm 1.1143 2 4 mm 1.0857 3 2 mm 1.0571 4 4 mm 1.0429 5 2 mm 1 6 4 mm 1.0143 Am. J. Sci. Ind. Res., 2012, 3(6): 480-486 ©Springbac k factor (K) Fig.(7) springback factor REFERENCES CONCLUSIONS W. Johnson and Mellor ( 1973) “Engineering Plasticity” . In the present work , it can be concluded the following : W.M.Chan, H.I.Chew, H.P.Lee, B.T.Cheok, "Finite element analysis of Spring-back of V-bending sheet metal forming processes", J. Mater. Process. Technol. vol.172, pp 35–41, 2006. 1. The Aluminum sheets (AA7020 T6) have the biggest springback factor . 2. The springback factor equal one in lead alloy of 2 mm thickness that indicate there is no spring back in this sheet. 3. When the hardness of the sheet increase the springback back factor (K) increase 4. In the aluminum and copper sheets when the thickness increase the spring back factor increase while in the lead alloy when the thickness increase the springback factor decrease. 5. Springback could be predicted effectively by sheet thickness. 6. Springback can be minimized by reducing the diameter of the die. Thomas Schonbach, “New method to calculate and compensate spring back” , Mashhad, Iran, 2008. Aurelian Albut “ The sheet thickness effect on springback phenomina” , University of Galati Fascicle Technologies in machine building , ISSN 1221-4566, 2008). Hani Aziz Ameen “effect of the combined biaxial moment and axial load on the springback of a sheet”, American Journal of Scientific And Industrial Research, 2010. Jamal H. Mohammad “study the effect of the backing pad on the U-bending process using FEM”, 2010. Dilip Kumar K. “thinning and spring back of aluminum sheet metal during L-bending operation”. International Journal of Engineering Science and Technology, Vol. 2 , No.10, P. 5120-5129, 2010. 486