From the SelectedWorks of ali ali
2010
Novel predictive tools for design of radiant and
convective sections
ali ali
Available at: http://works.bepress.com/bahadori/2/
Applied Energy 87 (2010) 2194–2202
Contents lists available at ScienceDirect
Applied Energy
journal homepage: www.elsevier.com/locate/apenergy
Novel predictive tools for design of radiant and convective sections
of direct fired heaters
Alireza Bahadori *, Hari B. Vuthaluru
Department of Chemical Engineering, Curtin University of Technology, GPO Box U1987, Perth, WA 6845, Australia
a r t i c l e
i n f o
Article history:
Received 14 July 2009
Received in revised form 25 November 2009
Accepted 25 November 2009
Available online 21 December 2009
Keywords:
Correlation
Direct fired heater
Heat flux
Radiant section
Convection section
a b s t r a c t
Direct fired heaters are used considerably in the energy related industries and petroleum industries for
heating crude oil in the petroleum refining and petrochemical sectors. The aim of the current study is
to formulate simple-to-use correlations to design the radiant and convective sections of direct fired heaters. The developed tools are easier than currently available models and involves a fewer number of
parameters, requiring less complicated and shorter computations. Firstly, a simple correlation is developed to provide an accurate and rapid prediction of the absorbed heat in the radiant section of a fired
heater, expressed as a fraction of the total net heat liberation, in terms of the average heat flux to the
tubes, the arrangement of the tubes (circumferential), and the air to fuel mass ratio. Secondly, another
simple correlation is developed to approximate external heat transfer coefficients for 75, 100, and
150 mm nominal pipe size (NPS) steel pipes arranged in staggered rows and surrounded by combustion
gases. Finally, a simple correlation is presented to predict the gross thermal efficiency as a function of
percent excess air and stack gas temperature. This study shows that the proposed method has a good
agreement with the available reliable data in the literature. The average absolute deviations between
reported data and the proposed correlations are found to be around 1.5% demonstrating the excellent
performance of proposed predictive tool. The proposed simple-to-use method can be of significant practical value for the engineers and scientists to have a quick check on the design of radiant and convective
sections of direct fired heater. In particular, mechanical and process engineers would find the proposed
approach to be user-friendly involving no complex expressions with transparent and easy to understand
calculations.
Ó 2009 Elsevier Ltd. All rights reserved.
1. Introduction
Operation strategies of energy intensive plants strongly affect
the production cost [1,2]. The data gathered around the process
are not sufficient to analyze the plant behavior. Mathematical
models supply valuable information on the behavior of the plant
and can be used to search for optimal operating conditions
[1,3,4–6]. Knowledge of combined convective and radiative energy
transfer in participating media is crucial for the determination of
heat fluxes on the walls of systems in numerous engineering applications. Examples include boilers of power generating equipment,
fossil fuel-fired industrial furnaces for materials processing, hightemperature heat recovery equipment, combustors and rocket
engines, hypersonic propulsion, entry and re-entry vehicle protection, and numerous others [7]. Gas to wall heat transfer in such
systems results from coupled convection and radiation processes
which cannot, in general, be calculated separately [7].
* Corresponding author. Tel.: +61 8 9266 1782; fax: +61 8 9266 2681.
E-mail address: alireza.bahadori@postgrad.curtin.edu.au (A. Bahadori).
0306-2619/$ - see front matter Ó 2009 Elsevier Ltd. All rights reserved.
doi:10.1016/j.apenergy.2009.11.028
Direct fired heaters are used considerably in the chemical processing industries and oil and gas industries for heating crude oil
in the petroleum refining and petrochemical sectors. In a typical
petroleum refinery, there may be 25–75 direct fired heaters with
different configurations, and each heater may have different types
of burners [8]. Proper care and attention to these heaters can prolong run lengths and increase reliability and safe operation. For a
radiant burner, both the radiant power density and radiant efficiency are of practical importance. They are determined not only
by the design of the burner/emitters but also by the combustion
operating conditions [9]. Heaters are usually designed for uniform
heat distribution. The average radiant heat flux specified is defined
as the quotient of total heat absorbed by the radiant tubes divided
by the total outside circumferential tube area inside the firebox,
including any fittings inside the firebox. The rows of convection
tubes exposed to direct radiation shall be considered as being in
the radiant section and the maximum radiant heat absorption rate
shall apply to these tubes, irrespective of whether extended surface elements are used or not [10]. The maximum radiant heat flux
density is defined as the maximum heat rate to any portion of any
radiant tube. Direct fired heaters vary in size from 0.15 MW small
A. Bahadori, H.B. Vuthaluru / Applied Energy 87 (2010) 2194–2202
2195
Nomenclature
A
B
C
D
A
Eg
F
G
h
H
HHV
LHV
m
Q
coefficient
coefficient
coefficient
coefficient
area, m2
gross thermal efficiency percent
absorbed fraction of total heat liberation in the radiant
section of a direct fired heater
air to fuel mass ratio, kg/kg
heat transfer coefficient, W/(m2 °C)
enthalpy, kJ/kg
higher or gross heating value, kJ/(standard m3)
lower heating value, kJ/(standard m3)
mass velocity, kg/s
the allowable heat flux to the tubes, W/m2
package regeneration gas heaters to 300 MW steam hydrocarbon
reformer heaters. In the gas processing industry, the usual range
is 0.3–6 MW [11]. There are two basic configurations: cylindrical
and cabin. The simplest design is of vertical-cylindrical configuration with only radiant tubes. The net thermal efficiency (NTE) is
about 60% and the stack gas temperature is 650 °C or more. The
burner in the floor fires upward [11]. A stainless steel baffle slows
the exit flow of the hot gases and reradiates heat back to the top
part of the tubes. There is a short stack that usually has no damper.
The design is low cost and suited for low cost fuel. Adding a convection section improves the NTE to about 80%. The radiant section
may be either cylindrical or cabin, and the coil configuration either
helical or serpentine. These heaters cost more than the all-radiant
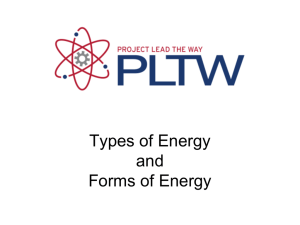
type but they use less fuel for any given duty [11]. Fig. 1a and b
shows a simple design of a vertical-cylindrical direct fired heater
with radiant tubes and convection section [11]. A fired heater
can be considered as an enclosure containing gaseous heat source,
heat sink and a refractory; in which heat is generated by the source
and is transferred to the sink [12]. In comparison to convection and
conduction heat transfer modes, radiation transfer is the dominant
heat transfer mechanism in fired heaters. Heat transfer in a furnace
strongly depends on system geometry, nature of surface and gases,
and the relative position of sinks and sources in the systems [12].
In the previous work [12], a mathematical model based on multi-zone method was developed for simulating performance of
industrial furnaces. Emphasis of their work is on the use of
three-dimensional zone method to deal with radiative heat transfer for the furnaces, boilers and other fired heaters [13]. According
to the literature [14,15], because of the difficulties of direct-exchange area (DEA) calculations and solving the matrices involved
in calculation of total exchange areas [16,17] the zone method
had limited application in three-dimensional complex geometries.
In zone method, the enclosure is subdivided into a finite number of isothermal volumes and surface area zones [15]. Energy balance and other governing equations are then applied to the
radiative exchange between any two zones [14,19] by employing
pre-calculated ‘‘exchange areas” [18]. In the zone method, exchange areas (direct and total) that are more general form of view
factors are used. Finally, a set of simultaneous non-linear equations
are numerically solved to find unknown temperatures and heat
fluxes [12].
The radiant tubes are placed above the bridge wall so that they
are, in effect, double fired. The radiant section or firebox should:
Obtain complete combustion of the fuel with a reasonable
amount of excess air, i.e., 10–15%.
P
r
X
nominal pipe size in mm
ratio of flue gases to heat release, kg/(MW h)
excess air percent, X
Subscripts
c
convective
f
film
g
gas
o
outside
p
pipe
r
radiant
LM
log mean base
Contain the flame and avoid impingement on the tubes.
Distribute the radiant heat flux.
Cool the combustion gases to 800–1000 °C to protect the convection section.
The proportions of the firebox are the key to good performance
[11].
The total heat liberation consists of the lower heating value of
the fuel and the sensible heat in combustion air, recirculated flue
gas, and fuel and atomizing steam, all heat contents referred to a
datum of 15 °C.
Fig. 1. Direct fired heater, vertical-cylindrical, helical coil with convection section
(a) and cross section of radiant coil (b)[11].
2196
A. Bahadori, H.B. Vuthaluru / Applied Energy 87 (2010) 2194–2202
Lower heating value (LHV) of the fuel is known, or by stoichiometry. In this study the proposed predictive tool is for direct fired
heaters with one row of 200 mm NPS pipes, spaced two pipe nominal sizes (NPS). Other designs require correction factors which
needs to be multiplied by air to fuel mass ratio prior to the application of this new proposed predictive tool [11].
Generally the flame length should be 60% of the firebox length
and the clearance between the flame and tubes at least 0.5 m.
For small cylindrical heaters, the tube circle should be equal to
the length of the firebox. For small cabin heaters, the width, height,
and tube length should be equal. For large heaters the height of a
cylindrical heater is twice the tube circle, and for cabins a good ratio of width to height to length is 1:2:4 [9].
1.1. Convection section
The purpose of the convection section is to transfer as much
heat as possible from the combustion gases leaving the radiant section. As always there is the trade-off between capital cost, i.e., adding more tubes, and operating cost, i.e., improved thermal
efficiency. The construction is similar to that for the radiant section, a steel plate shell with internal castable or ceramic fiber insulation. The tubes are staggered, and the space between the sidewall
and the tube is filled with ‘‘corbels” to prevent the flue gases from
bypassing the end tubes [11]. The first two rows of the convection
section are called shock tubes and they ‘‘see” the firebox flame. The
first row receives the full radiant heat flux and also some convective heat transfer. It has the highest heat transfer flux in the heater
and is always bare tubes. The second shock row receives about one
third of the radiant flux as well as convective heat transfer from the
flue gas. It is also bare tubes. If long radius return bends are used,
the third row will receive radiant heat and it too should be bare
tubes [11].
2. Developing simple equations
The required data to develop the first predictive tool include the
reliable data [10,11] for various absorbed heat fraction in the radiant section of a fired heater (F), air to fuel mass ratio (G) and the
average heat flux to the tubes (Q).
For first predictive tool, various absorbed heat fractions in the
radiant section of a fired heater (F) are predicted rapidly as a function of air to fuel mass ratio (G) and the average heat flux to the
tubes (Q) by proposing simple equations. The following methodology [20–24] has been applied to develop first simple predictive
tool:
1. Correlate the absorbed heat fraction in the radiant section of a
fired heater (F) as a function of air to fuel mass ratio (G) for a
average heat flux to the tubes (Q).
2. Repeat step 1 for other values of average heat flux to the tubes
(Q).
3. Correlate corresponding polynomial coefficients, which are
obtained in previous steps versus average heat flux to the tubes
(Q), so we have a = f(Q), b = f(Q), c = f(Q), d = f(Q) (see Eqs. (2)–
(5)).
The derived equations are applied to calculate new coefficients
for Eq. (1) to predict absorbed heat fraction in the radiant section of
a fired heater (F). Table 1 shows the tuned coefficients for Eqs. (2)–
(5) according to the data [10,11].
So, Eq. (1) represents the proposed governing equation in which
four coefficients are used to correlate the absorbed heat fraction in
the radiant section of a fired heater (F) as a function of ratio of air
Table 1
Tuned coefficients used in Eqs. (2)–(5) for radiant section.
Variable symbol
Coefficients
A1
B1
C1
D1
A2
B2
C2
D2
A3
B3
C3
D3
A4
B4
C4
D4
1.7718493787
1.001917635 104
3.7534689295 109
4.191035072 1014
1.366921187 101
1.531156947 105
5.963858747 1010
6.684546867 1015
6.519753696 103
8.1321392297 107
3.085147199 1011
3.435592722 1016
1.108513055 104
1.383758239 108
5.172400596 1013
5.748038181 1018
to fuel mass ratio (G) for various average heat fluxes to the tubes
(Q) where the relevant coefficients have been reported in Table 1.
In brief, Eq. (1) provides a reliable estimate of the absorbed heat
in the radiant section of a fired heater as a fraction of the total net
heat liberation, in terms of the average heat flux to the tubes and
the air to fuel mass ratio
3
F ¼ a þ bG þ cG2 þ dG
ð1Þ
where
a ¼ A1 þ B1 Q þ C 1 Q 2 þ D1 Q 3
2
ð2Þ
3
ð3Þ
c ¼ A3 þ B3 Q þ C 3 Q 2 þ D3 Q 3
ð4Þ
b ¼ A2 þ B2 Q þ C 2 Q þ D2 Q
2
d ¼ A4 þ B4 Q þ C 4 Q þ D4 Q
3
ð5Þ
In the above equations, ‘F’ and ‘G’ are the absorbed heat fraction in
the radiant section of a fired heater and the air to fuel mass ratio,
respectively. ‘Q’ is the average heat flux to the tubes. The tuned
coefficients in Eqs. (2)–(5) are given in Table 1.
Eq. (1) is for fired heaters with one row of 200 mm NPS pipes,
spaced two pipe nominal sizes (NPS). Correction factor for other
designs, to be multiplied by ‘C’ from Eq. (6) prior to applying Eq.
(1).
The coefficients in Eqs. (2)–(5) are correlated as a function of
allowable heat flux to the tubes (Q) in (W/m2). The tuned coefficients used in these equations are given in Table 1. These tuned
coefficients help to cover reported data in the air to fuel mass ratio
(G) variation from 5 to 40 kg/kg. In order to consider the effect of
pipe size on absorbed fraction of total heat liberation in the radiant
section of a direct fired heater the following coefficient (C) (Eq. (6))
is proposed as a function of pipe nominal size in meter:
C ¼ a þ bP þ cP 2 þ hP3
ð6Þ
Table 2 shows the coefficients for Eq. (6). Tables 3 and 4 show
correction factors to correct air to fuel mass ratio (G) as a function
of pipe spacing and number of pipes rows and pipe diameters and
correction factors for ratio of air to fuel (see Tables 5–10).
Table 2
Tuned coefficients used in Eq. (6).
Variable symbol
Coefficient
a
1.09266468
.995014836
0.995014836
4.17804154
b
c
h
2197
A. Bahadori, H.B. Vuthaluru / Applied Energy 87 (2010) 2194–2202
Table 3
Factors to correct air to fuel mass ratio (G) as a function of pipe spacing and number of
pipe rows.
Pipe spacing
Rows of pipes
2 NPS
Multiply ‘G’ by
3 NPS
1
2
1
1.34
0.9
1.14
Table 4
Correction factors for ratio of air to fuel.
Table 7
Coefficients for Eq. (17).
Fuel type
Natural gas
Natural gas
Fuel oils
Fuel oils
Coefficient
Value
a
1280
12
1320
12
b
a
b
Table 8
Coefficients for Eq. (18).
Nominal pipe size (mm)
Multiply ‘‘fuel mass ratio (G)” by
Flue gas type
Coefficient
Value
50
75
100
150
200
250
1.05
1.04
1.02
1.01
1
0.998
Flue
Flue
Flue
Flue
a
30.7302785
1.19090080
205.192307
1.19465034
Table 5
Tuned coefficients used in Eqs. (8)–(11) for gross thermal efficiency percent.
Symbol
Temperature less than 400 °C
Temperature more than 400 °C
Aa
Ba
Ca
Da
Ab
Bb
Cb
Db
Ac
Bc
Cc
Dc
Ad
Bd
Cd
Dd
3.5867271007
5.97137044 104
1.041459411 104
2.706436001 107
8.0707270036 102
3.800851813
1.3006679819 101
3.538013277 104
2.5316310679 105
2.1062599069 103
5.1739316869 101
1.46145027479 101
2.73393876175 107
3.078059945 105
6.622921581 103
1.927246931 101
1.80332283009
1.199075376 101
2.116704420 103
1.940342135 105
4.6693314389 103
2.440655075 102
4.6657851398
4.444289104 102
3.063354486 106
1.690959337 105
3.40089217929 103
3.3787223665 101
7.128880427 108
3.935986933 107
8.2133524884 105
8.5237594268 103
So, Eq. (7) represents the proposed governing equation in which
four coefficients are used to correlate gross thermal efficiency percent (Eg) for a gas as a function of stack gas temperature (T) and excess air percent (X). This second predictive tool (Eqs. (7)–(11))
determines the gross thermal efficiency from the excess air and
gas
gas
gas
gas
LHV
LHV
HHV
HHV
b
a
b
stack gas temperature. Especially for insulated heaters or furnaces,
the combustion efficiency is close to the gross thermal efficiency.
The difference is the heat lost through the walls to the
surroundings.
Eg ¼ a þ
b
c
d
þ þ
T T2 T3
ð7Þ
where
a ¼ Aa þ Ba X þ C a X 2 þ Da X 3
2
b ¼ Ab þ B b X þ C b X þ D b X
ð8Þ
3
ð9Þ
c ¼ Ac þ Bc X þ C c X 2 þ Dc X 3
ð10Þ
d ¼ Ad þ Bd X þ C d X 2 þ Dd X 3
ð11Þ
So, Eq. (12) predicts approximate external heat transfer coefficients
for 75, 100, and 150 mm nominal pipe size (NPS) steel pipes arranged in staggered rows and surrounded by combustion gases as
a function of mass velocity and gas temperature. This third predictive tool (Eqs. (12)–(16)) determines flue gas convection-coefficients for flow across staggered banks of bare tubes.
ln ðhÞ ¼ a þ
b
c
d
þ
þ
m m2 m3
ð12Þ
where
Table 6
Tuned coefficients used in Eqs. (13)–(16) for prediction of convection coefficient.
Symbol
Pipe diameter, 89 mm
Pipe diameter, 114 mm
Pipe diameter, 168 mm
A1
B1
C1
D1
A2
B2
C2
D2
A3
B3
C3
D3
A4
B4
C4
D4
4.918737132
9.08329572 102
3.75751009 105
5.814371094 107
1.72287207
3.87317314 101
1.257490884 105
3.864705344 107
5.7447120608 101
1.84636037 102
3.703569982 104
2.146592072 107
3.742830645 102
9.504240999 101
8.9541624502 103
2.8005463579 106
4.955004725
8.475657696 102
2.42256423 105
2.731986387 107
2.626696297
4.065789429 102
2.747044931 104
1.704080417 107
1.367664112
2.472637134 102
6.031842028 104
1.9544314875 107
2.426865939 101
1.662288813 101
3.181288441 104
7.15701890 106
4.597974856
6.62358437 102
1.95364904 105
1.99840303 107
1.856362745
4.454201835 102
2.64223037 105
5.249216789 107
9.5280937416 101
1.465756727 102
7.406550924 104
1.82637445 107
2.243710488 101
3.6490362918 101
2.4517973416 104
2.77569628819 106
2198
A. Bahadori, H.B. Vuthaluru / Applied Energy 87 (2010) 2194–2202
Table 9
The accuracy of proposed predictive tool for predicting approximate external heat
transfer coefficients.
Mass
velocity,
kg/m2 s
0.5
2
3
0.5
2
3
0.5
2
3
0.5
1
3
2
3
.5
2.4
2
3
1
0.5
Temperature,
°C
100
100
100
300
300
300
600
600
600
100
100
300
200
600
400
100
200
300
600
600
Nominal
pipe
size
(NPS),
mm
Reported
external
heat
transfer
coefficient
[11]
Calculated
external
heat
transfer
coefficient
Average
absolute
deviation
percent
75
75
75
75
75
75
75
75
75
100
100
100
100
100
150
150
150
150
150
150
11
26
33
12.6
29.2
37
15
34
43
10
16
34.2
26
39
10.2
23
21
28.82
17
11
10.904
26.571
33.051
12.496
29.626
36.836
14.912
34.164
42.248
9.9215
15.965
33.669
26.0108
38.551
10.09
22.748
21.601
28.221
16.564
10.884
0.9
2.2
0.2
0.8
1.5
0.44
5.9
0.5
1.8
0.8
2.2
1.55
0.04
1.2
1.1
1.1
2.9
2.1
2.6
1.06
Average absolute deviation percent
Table 10
The accuracy of proposed predictive tool for predicting gross thermal efficiency
percent of gas with HHV = 37.3 kJ/m3.
Excess
air
percent
Temperature,
°C
Reported gross
thermal efficiency
percent [11]
Calculated gross
thermal
efficiency
percent
Absolute
deviation
percent
0
20
40
60
80
100
150
200
0
20
40
60
80
100
150
200
20
50
100
200
300
400
20
50
400
500
600
700
800
900
400
600
88
87.5
85
79
72
63
87.8
85
75
68
59
48.5
38
23
57
28.5
88.16
87.13
85
79.055
71.496
63.18
87.68
85.306
74.932
67.978
59.187
48.787
37.386
24.361
57.434
31.866
0.2
0.42
0
0.07
0.7
0.3
0.14
0.36
0.1
0.03
0.32
0.6
1.62
5.92
0.76
11.8
Average absolute deviation percent
1.6%
B1 C 1 D1
þ þ
T T2 T3
B2 C 2 D2
b ¼ A2 þ þ 2 þ 3
T T
T
B3 C 3 D3
c ¼ A3 þ þ 2 þ 3
T T
T
B4 C 4 D4
d ¼ A4 þ þ 2 þ 3
T T
T
a ¼ A1 þ
ð13Þ
ð14Þ
ð15Þ
ð16Þ
Eq. (17) calculates ratio of flue gases to heat release as a function of
excess air percent. Eq. (18) predicts the enthalpy of the exit gas
from radiant section as a function of temperature.
1.46%
r ¼ a þ bX
ð17Þ
H ¼ a þ bT
ð18Þ
2.1. Proposed methodology to design radiant and convection sections
After developing the relevant simple predictive tools, the following step-by-step methodology is recommended to design radiant and convection sections in direct fired heaters.
1. Estimate the ratio of flue gases to heat release using new proposed Eq. (17).
2. Calculate density of flue gas and ratio of air to fuel, kg/kg.
3. Determine fraction of total heat liberation absorbed in radiant
section from new proposed simple correlation in this work
(using Eqs. (1)–(5)).
Fraction of Total Heat Liberation that is
Absorbed in Radiant Section
0.75
Q/A=18000
Data
Q/A=24000
Data
Q/A=30000
Data
Q/A=36000
Data
Q/A=42000
Data
Q/A=48000
Data
0.7
0.65
0.6
0.55
0.5
0.45
0.4
0.35
12
14
16
18
20
22
24
26
28
30
32
Ratio of Air to Fuel (kg/kg)
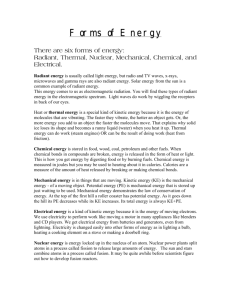
Fig. 2. Prediction of absorbed fraction of total heat liberation in the radiant section of a direct fired heater as a function of air to fuel mass ratio, kg/kg and the allowable heat
flux to the tubes (W/m2) from Eqs. (1)–(5) and comparison with some typical data [11].
2199
A. Bahadori, H.B. Vuthaluru / Applied Energy 87 (2010) 2194–2202
4. Calculate heat transfer (rates) and radiant heat transfer area.
5. Determine the heat content rate of the combustion gases leaving radiant section.
6. Calculate heat transfer coefficient by new proposed simple correlation for convection section (Eqs. (12)–(16)).
7. Predict the required surface area.
8. Calculate the length of heat transfer surface.
3. Results
Fig. 2 illustrates the results of proposed predictive tool for predicting the absorbed fraction of total heat liberation in the radiant
section of a direct fired heater as a function of air to fuel mass ratio,
kg/kg and the allowable heat flux to the tubes (W/m2), comparing
with some typical data [10,11]. As can be seen, the results of the
new proposed predictive tool are accurate and acceptable. It also
shows the emissivity of combustion gases decreases at higher air
to fuel mass ratio, and increases for lower allowable heat flux to
the tubes.
Fig. 3 shows the results of the proposed Eq. (6) to calculate the
correcting coefficient ‘C’ of the allowable heat flux to the tubes as a
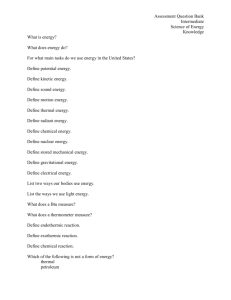
function pipes nominal size in meter. Figs. 4 and 5 show the accuracy of proposed predictive tool to estimate the percent gross thermal efficiency as a function of stack gas temperature and excess air
percent in comparison with the reported data [10,11]. These
graphs show excellent agreement between proposed predictive
tool and reliable data in the literature. Figs. 6 and 7 show external
heat transfer coefficients for 75, 100 mm nominal pipe sizes (NPS)
for steel pipes arranged in staggered rows and surrounded by combustion gases as a function of mass velocity and gas temperature.
These graphs also demonstrate the excellent performance of the
proposed predictive tool.
4. Case study
Given below is an example [11] to demonstrate the application
of the proposed predictive tool showing the easiness of handling
these predictive tools for design purposes.
1.07
1.06
Coefficient
1.05
1.04
1.03
1.02
1.01
1
0.99
0.05
0.1
0.15
0.2
0.25
0.3
Nominal Pipe Size, m
Fig. 3. Results of the proposed Eq. (6) to calculate the correcting coefficient ‘C’ of the allowable heat flux to the tubes as a function pipes nominal size (Eq. (6)).
Gross Thermal Efficiency, Percent
90
85
80
75
70
65
60
55
50
250
Excess Air=0 Percent
Data
Excess Air=20 Percent
Data
Excess Air=40 Percent
Data
Excess Air=60 Percent
Data
Excess Air=80 Percent
Data
Excess Air=100 Percent
Data
Excess Air=150 Percent
Data
Excess Air=200 Percent
Data
300
350
400
450
500
550
600
650
700
Stack Gas Temperature, K
Fig. 4. Gross thermal efficiency percent as a function of stack gas temperature and excess air percent for temperature less than 400 °C.
2200
A. Bahadori, H.B. Vuthaluru / Applied Energy 87 (2010) 2194–2202
Gross Thermal Efficiency, Percent
80
70
60
Excesa Air=0 Percent
Data
Excesa Air=20 Percent
Data
Excesa Air=40 Percent
Data
Excesa Air=60 Percent
Data
Excesa Air=80 Percent
Data
Excesa Air=100 Percent
Data
Excesa Air=150 Percent
Data
50
40
30
20
10
0
600
700
800
900
1000
1100
1200
Stack Gas Temperature, K
Fig. 5. Percent gross thermal efficiency as a function of stack gas temperature and excess air percent for temperatures more than 673 K.
45
Convection Coefficient
40
35
30
25
T=100°C
Data
T=200°C
Data
T=300°C
Data
T=400°C
Data
T=500°C
Data
T=600°C
Data
20
15
10
0.5
1
1.5
2
2.5
3
Mass Velocity
Fig. 6. Prediction of convection heat transfer coefficient
W
m2 C
as a function of mass velocity
kg
m2 S
and temperature for 89 mm OD steel pipe.
40
Convection Coefficient
35
30
T=100°C
Data
T=200°C
Data
T=300°C
Data
T=400°C
Data
T=500°C
Data
T=600°C
Data
25
20
15
10
5
0.5
1
1.5
2
2.5
3
Mass Velocity
Fig. 7. Prediction of convection heat transfer coefficient
W
m2 C
as a function of mass velocity
kg
m2 s
and temperature for 114 mm OD (outside diameter).
2201
A. Bahadori, H.B. Vuthaluru / Applied Energy 87 (2010) 2194–2202
Problem statement: Estimate the radiant tube area for a
3000 kW regeneration gas heater. To avoid overheating the tubes,
a radiant flux of 30,000 W/m2 is specified. The design calls for
100 mm NPS Sch 80 tubes on a 2400 mm tube circle. The fuel is
0.61 relative density gas with LHV of 37 260 kJ/m3. Use 20% excess
air. Fuel gas and combustion air are supplied at 15 °C. The heater
NTE is 80%. The tubes are arranged in one row at 200 mm spacing.
Design the convection section for the above 3000 kW regeneration gas heater. The heat loss is assumed to be 2% of the heat release. Use six 100 mm NPS Sch 80 tubes on 200 mm centre-tocentre spacing with 2400 mm effective length in each row. After
two rows of bare shock tubes use finned pipe, 118 fins/m, 32 mm
high, 2.7 mm thick. Assume pipe wall temperatures of 90–240 °C
across the finned part of the convection section and average values
of 250 and 260 °C for the two shock row.
H ¼ 6073:2 103 =5625
¼ 1080 kJ=kg
T g ¼ 918 C ðflue gas-LHVÞ ðfrom Eq: ð18ÞÞ
Area of gas flow ¼ ðNumber of tubesÞðLÞðSpacing-DÞ
¼ ð6Þð2:4Þð0:2 0:114Þ ¼ 1:24 m2
Gg ¼ 5625=ð1:24 3600Þ ¼ 1:23 kg=ðs m2 Þ
First shock row: assume the average gas temperature is 885 °C
and tube wall temperature is 260 °C.
260 þ 885
¼ 573 C
2
W
ho ¼ 21:6
2
m C
T gmean ¼
A = 0.359 m2 per linear meter and 14.4 is linear meter per row.
4.1. Solution
Atube ¼ 14:4ð0:359Þ ¼ 5:17 m2
6
r ¼ 1520 ðkg flue gasÞ=ðMW hÞ ¼ 417 ðkg flue gasÞ=ð10 kJÞ
ðfrom Eq: ð17ÞÞ
Flux ¼ Q=A ¼ 30; 000 W=m2
kg flue gas
r LHV ¼ 417 37;260 ¼ 15:537 3
m fuel gas
1 0:61 29
¼ 0:747 kg
Mass of 1 m3 fuel gas ¼
23:68
Mass of combustion air ¼ 15:537 0:747 ¼ 14:79 kg
G¼
Q C ¼ ho AðDTÞ ¼ ð21:6Þð5:17Þð885 260Þ ¼ 69; 795 W
14:79
kg air
¼ 19:8
0:747
kg fuel
Correction factor for 100 mm tube is 1.02 (from Eq. (6)).
Q r ¼ ðQ =AÞA ¼ 30; 000ð5:17Þ ¼ 155:1 kW
Q c þ Q r ¼ 69:795 þ 155:1 ¼ 224:9 kW
Q exitgases ¼ ð1687 224:9Þ ¼ 1462:1 kW
Hexitgases ¼ 5263:6 103 =5625 ¼ 935:7 kJ=kg
T gexit ¼ 820 C ðFlue gas-LHVÞ ðfrom Eq: ð18ÞÞ
Second shock row is analogous except that the radiant heat flux
is one third of that for the first row, i.e., 10,000 W/m2.
Corrected G ¼ 1:02 19:8 ¼ 20 ðkg air=kg fuelÞ
Q r ¼ 10; 000 5:17 ¼ 51:7 kW
a ¼ 1:012639040591 ðfrom Eq: ð2ÞÞ
With ho ¼ 21 W=ðm2 CÞ
b ¼ 0:033609556267 ðfrom Eq: ð3ÞÞ
Q c ¼ ð21Þð5:17Þð885 260Þ ¼ 67 kW
c ¼ 6:13560449361 104
ðfrom Eq: ð4ÞÞ
Q c þ Q r ¼ 67 þ 51:7 ¼ 111 kW
d ¼ 6:0428565753 106
ðfrom Eq: ð5ÞÞ
Q exitgases ¼ 1462:1 119 ¼ 1343 kW
F ¼ 0:53 ðfrom Eq: ð1ÞÞ
UHT R 3000 0:53
¼
¼ 1988 kW
Q¼
NTE
0:8
Q
1988 1000
¼ 66:9
Radiant heat transfer area ¼ r ¼
30; 000
I
The surface area of 100 mm NPS pipe is 0.359 square meter per
meter.
Total tube length ¼ 66:9=0:359 ¼ 186:4 m
There are 37 vertical tubes in a cylindrical heater with a
2400 mm diameter tube circle when the tubes are 200 mm centre-to-centre:
Tube length ¼ 186:4=37 ¼ 5:04 m
Then Qtotal is calculated:
Q total ¼ Duty=GTE ¼ 3000=0:80 ¼ 3750 kW
r ¼ 1500 kg flue gas=ðMW hÞ
Flow rate of flue gases = 3.75 (1500) = 5625 kg/h.
Assuming the setting loss of 2% or 75 kW occurs in the radiant
section, the heat content rate of the combustion gases leaving radiant section can be estimated to be:
Qradiant exit ¼ 3750 1988 75 ¼ 1687 kW
¼ 6073:2 103 kJ=h
The enthalpy of the exit gas from radiant section:
Hexitgases ¼ 4864 103 =5625 ¼ 864:7 kJ=kg
T gexitgases ¼ 762 C ðfrom Eq: ð18ÞÞ
Finned rows : the combustion gas mass velocity increases because of the increased cross sectional area of finned pipe.
Acs ¼ 114=1000 þ ð118ð2:7Þð178 144ÞÞ=106 ¼ 0:134 m2 =
ðLinear meterÞ
562
¼ 1:64 kg=ðs m2 Þ
Gg ¼
14:4ð0:2 0:134Þð3600Þ
Q f ¼ 3000 1988 224:9 111 ¼ 676:1 kW
Q exit ¼ 3750 3000 75 ¼ 675 kW
2:43 106
¼ 432 kJ=kg
5625
T g ðexitÞ ¼ 395 C ðfrom Eq: ð18ÞÞ
Hgexit ¼
Assuming that HHV is 10% more than LHV, the gross heater efficiency is calculated by Eqs. (7)–(11):
a ¼ 3:559176613 ðfrom Eq: ð8ÞÞ
b ¼ 7:8025197 102
c ¼ 2:3056447 10
ðfrom Eq: ð9ÞÞ
5
ðfrom Eq: ð10ÞÞ
7
d ¼ 2:3678256 10 ðfrom Eq: ð11ÞÞ
Eg ¼ 73:161% ðfrom Eq: ð7ÞÞ
Pipe and gas temperatures are:
2202
A. Bahadori, H.B. Vuthaluru / Applied Energy 87 (2010) 2194–2202
T P1 ¼ 90 C; T P2 ¼ 240 C; T pav ¼ 165 C
T g1 ¼ 762 C; T g2 ¼ 395 C; T gav ¼ 578:5 C
DT LM ¼ ½ð762 240Þ ð395 90Þ=ðln ð522=305ÞÞ ¼ 405 C
165 þ 578:5
T film ¼
¼ 372 C
2
W
ho ¼ 25 2 m C
Q f ¼ ho Ao DT LM
Ao ¼
676:1 103
¼ 66:78 m2
25 405
This is the theoretically required surface area. The fin efficiency
is 87% and the external surface area of the finned pipe is 3.676 m2/
linear m.
Lpipe ¼
66:78
¼ 20:88 m
0:87 3:676
5. Conclusions
In this work, simple-to-use predictive tools, which are simpler
than current available models involving a large number of parameters, requiring more complicated and longer computations, is formulated to design radiant and convective sections of direct fired
heaters. Over the past decades, several methods have been developed to design radiant and convective sections of direct fired heaters However, in practice, these approaches are not easy to use,
since they require a detailed understanding of complex mathematical formulations. According to the authors’ knowledge, there is no
simple-to-use predictive tool in the literature to design radiant and
convective sections of direct fired heaters. In view of this status,
our efforts have been directed at formulating simple-to-use predictive tool that can help engineers to design radiant and convective
sections of direct fired heaters. The predictive tool proposed in
the present work is simple and unique expression which is nonexistent in the literature. In addition, the proposed predictive tools
are smooth and well-behaved (i.e. smooth and non-oscillatory)
equations which should allow for more accurate predictions.
Acknowledgements
The lead author acknowledges the Australian Department of
Education, Science and Training for Endeavour International Postgraduate Research Scholarship (EIPRS), the Office of Research &
Development at Curtin University of Technology, Perth, Western
Australia for providing Curtin University Postgraduate Research
Scholarship and the State Government of Western Australia for
providing top-up scholarship through Western Australian Energy
Research Alliance (WA:ERA). Useful comments from three anonymous reviewers and the editor are also acknowledged which led
to improvements in the original version of the paper.
References
[1] Kaya S, Mançuhan E, Küçükada K. Modelling and optimization of the firing
zone of a tunnel kiln to predict the optimal feed locations, mass fluxes of the
fuel and secondary air. Appl Energy 2009;86:325–32.
[2] Guo Jiangfeng, Xu Mingtian, Cheng Lin. The application of field synergy
number in shell-and-tube heat exchanger optimization design. Appl Energy
2009;86:2079–87.
[3] Tittelein P, Achard G, Wurtz Etienne. Modelling earth-to-air heat exchanger
behaviour with the convolutive response factors method. Appl Energy
2009;86:1683–91.
[4] Yang W, Shi M, Liu Guangyuan, Chen Zhenqian. A two-region simulation model
of vertical U-tube ground heat exchanger and its experimental verification.
Appl Energy 2009;86:2005–12.
[5] Shaeri MR, Yaghoubi M, Jafarpur K. Heat transfer analysis of lateral perforated
fin heat sinks. Appl Energy 2009;86:2019–29.
[6] Medrano M, Yilmaz MO, Nogués M, Martorell I, Roca Joan, Cabeza Luisa F.
Experimental evaluation of commercial heat exchangers for use as PCM
thermal storage systems. Appl Energy 2009;86:2047–55.
[7] Viskanta R. Overview of convection, radiation in high temperature gas flows.
Int J Eng Sci 1998;36:1677–99.
[8] Vinayagam K. Minimizing flame impingements in fired heaters. Chem Eng
2007;114(5):70–3.
[9] Qiu K, Hayden ACS. Thermophotovoltaic generation of electricity in a gas fired
heater: influence of radiant burner configurations and combustion processes.
Energy Convers Manage 2003;44:2779–89.
[10] Iranian Petroleum Standard (IPS). Ahwaz (Iran): National Iranian Oil Company
Press; 1999.
[11] Gas Processors and Suppliers Association (GPSA). Engineering data book, 12th
ed. Tulsa, OK (USA); 2004 [SI edition].
[12] Ebrahimi H, Soltan Mohammadzadeh JS, Zamaniyan A, Shayegh F. Effect of
design parameters on performance of a top fired natural gas reformer. Appl
Thermal Eng 2008;28:2203–11.
[13] Rhine JM, Tucker RJ. Modeling of gas-fired furnaces and boilers and other
industrial heating processes. London: McGraw-Hill; 1991.
[14] Hottel HC, Cohen ES. Radiant heat exchange in a gas-filled enclosure:
allowance for non uniformity of gas temperature. AIChE J 1958;4:3–14.
[15] Hottel HC, Sarofim AF. Radiative transfer. New York: McGraw-Hill; 1967.
[16] Noble J. The zone method: explicit matrix relations for total exchange areas.
Int J Heat Mass Transfer 1974;18:261–9.
[17] Naraghi MHN, Chung BTF. A unified matrix formulation for the zone method: a
stochastic approach. Int J Heat Mass Transfer 1985;28:245–51.
[18] Modest MF. Radiative heat transfer. New York: McGraw-Hill; 1993.
[19] Siegel R, Howell JR. Thermal radiation heat transfer. New York: Hemisphere
Publishing Corp.; 1992.
[20] Bahadori A, Vuthaluru HB. A simple method for the estimation of thermal
insulation thickness. Appl Energy 2010;87:613–9.
[21] Bahadori A, Vuthaluru HB. Predicting emissivity of combustion gases. Chem
Eng Prog 2009;105(6):38–41.
[22] Bahadori A, Vuthaluru HB. A Simple correlation for estimation of economic
thickness of thermal insulation for process piping and equipment. Appl
Thermal Eng 2010;30:254–9.
[23] Bahadori A, Vuthaluru HB. Prediction of silica carry-over and solubility in
steam of boilers using simple correlation. Appl Thermal Eng
2010;30:250–3.
[24] Bahadori A. New correlation accurately predicts thermal conductivity of liquid
paraffin hydrocarbons. J Energy Inst 2008;81(1):59–61.