ON-LOAD TAP-CHANGER RMV-A 600 A / 1320 A
www.reinhausen.com
Operating Instructions
© 2010 All rights reserved, Maschinenfabrik Reinhausen
Unauthorised copying and distribution of this document and the utilisation and communication of its contents
are strictly prohibited unless expressly authorised.
Offenders will be held liable for the payment of damages. All rights reserved in the case of registration of a patent,
utility model or registered design.
The product may have been modified after this document went to press.
We expressly reserve the right to make changes to the technical data, the design or the scope of delivery.
The information provided and the arrangements agreed during processing of the relevant quotations and orders are
strictly binding.
The original operating instructions were drawn up in German.
Content
Content
1
Technical Data ............................................................................. 11
1.1
General Data........................................................................................... 11
1.2
Application Limits .................................................................................... 11
1.3
Equipment Standard Features ................................................................12
2
Safety instructions...................................................................... 13
3
Description .................................................................................. 15
3.1
Design .....................................................................................................16
3.2
Operation ................................................................................................18
3.3
Tap Selector ............................................................................................20
3.4
Change-over Selector (Reversing or Coarse/Fine).................................21
3.5
Vacuum Interrupter..................................................................................21
3.6
By-Pass Switch .......................................................................................22
3.7
Monitoring System ..................................................................................23
3.8
Drive Mechanism/Cam Switch Assembly................................................25
3.8.1
Option ................................................................................................................. 26
4
Installation ................................................................................... 27
4.1
Receiving, Handling and Storage............................................................27
4.2
Mechanical Set-up ..................................................................................28
4.2.1
4.2.2
Attaching the Oil Compartment .......................................................................... 28
Mounting the Drive Mechanism Air Compartment.............................................. 28
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
3
Content
4.3
Electrical Connections ............................................................................ 29
4.3.1
4.3.2
Connecting the Tap Leads to the LTC ................................................................ 29
Connecting the Monitoring System and the Drive Mechanism........................... 29
4.4
Test Procedures...................................................................................... 29
4.4.1
4.4.2
4.4.3
Manual Test Procedures..................................................................................... 29
Motorized Test Operations ................................................................................. 30
Monitoring System Tests .................................................................................... 31
4.5
Oil Filling/Transformer Vacuum Processing............................................ 34
5
Maintenance-Free Schedules and Service................................35
5.1
Maintenance-Free Intervals .................................................................... 35
5.2
Taking the LTC out of Service................................................................. 36
5.3
Draining the Oil ....................................................................................... 36
5.4
Internal Examination ............................................................................... 37
5.4.1
5.4.2
By-Pass Switch .................................................................................................. 38
Vacuum Interrupter Examination ........................................................................ 38
5.5
Preparing the LTC for Service ................................................................ 42
6
Replacement of the Vacuum Interrupter Assembly .................45
6.1
Removing the Old Vacuum Interrupter Assembly................................... 45
6.2
Installing the New Vacuum Interrupter Assembly ................................... 49
6.2.1
Adjustment of the Closing Travel ....................................................................... 51
7
Dehydrating Breather Assembly................................................53
7.1
Receiving ................................................................................................ 53
7.2
Installation............................................................................................... 53
4
VACUTAP® RMV-A
2161246/00 EN
© Maschinenfabrik Reinhausen 2010
Content
7.3
Operation ................................................................................................54
7.4
Maintenance............................................................................................54
8
Vacuum Interrupter Monitoring (VIM) System .......................... 57
8.1
Vacuum Interrupter Monitoring System Description ................................57
8.2
Evolution of Design .................................................................................58
8.3
Installation and Wiring.............................................................................59
8.4
In-Service Monitoring System Verification...............................................59
8.5
In-Service Monitoring System Trip (Lockout / 86RL)...............................60
8.6
Replacement, Spare or Upgrade Parts ...................................................60
8.7
Monitoring System Vintage Identification ................................................61
9
Spare parts List ........................................................................... 63
10
Appendix...................................................................................... 65
10.1
Operational Sequence Chart...................................................................65
10.2
Dehydrating Breather Assembly .............................................................66
10.3
Vacuum Interrupter Assembly.................................................................67
10.4
Parts Designation: Vacuum Interrupter Assembly ..................................68
10.5
Bypass Switch Assembly ........................................................................69
10.6
Parts Designation: Bypass Switch Assembly..........................................70
10.7
Cam Switch Assembly ............................................................................71
10.8
Parts Designation: Cam Switch Assembly ..............................................72
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
5
Content
10.9
Adjustment of Main Drive Shaft Coupling ............................................... 73
10.10
Parts Designation: Main Drive Shaft Coupling........................................ 74
10.11
Drive Mechanism, Ground Level Mounting............................................. 75
10.12
Parts Designation: Drive Mechanism, Ground Level Mounting .............. 76
10.13
Drive Mechanism, Standard Mounting.................................................... 77
10.14
Parts Designation: Drive Mechanism, Standard Mounting ..................... 78
6
VACUTAP® RMV-A
2161246/00 EN
© Maschinenfabrik Reinhausen 2010
Figures
Figures
Figure 1
Three-phase RMV-A load tap changer ............................................15
Figure 2
Tap changer oil compartment ..........................................................16
Figure 3
Vacuum interrupter, schematic layout .............................................17
Figure 4
Typical winding layout with LTC on position 16L with tap
sequence to position 15 L................................................................19
Figure 5
Tap selector, by-pass switch and change-over selector,
three-phase assembly .....................................................................20
Figure 6
Vacuumm interupter, single phase assembly ..................................21
Figure 7
By-pass switch.................................................................................22
Figure 8
Monitoring system schematic diagram ............................................23
Figure 9
Drive mechanism cam switch assembly, hinged door open
showing monitoring system and handcrank.....................................25
Figure 10
Monitoring system, cover removed..................................................32
Figure 11
CT connection for test......................................................................33
Figure 12
By-pass contact wear evaluation .....................................................37
Figure 13
Vacuum interrupter mechanical test ................................................38
Figure 14
Anvil Gap .........................................................................................39
Figure 15
Hi-Pot test connection A ..................................................................40
Figure 16
Hi-Pot test connection B1 ................................................................41
Figure 17
Hi-Pot test connection B2 ................................................................41
Figure 18
Coupling assembly (90) ...................................................................46
Figure 19
Cam disk (5) pointing toward the LTC door .....................................46
Figure 20
Removal / Installation of the vacuum interrupter assembly .............47
Figure 21
Removal / Installation of the vacuum interrupter assembly .............47
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
7
Figures
Figure 22
By-pass moving contact assembly .................................................. 48
Figure 23
Bearing half shells ........................................................................... 49
Figure 24
Closing travel C ............................................................................... 51
8
VACUTAP® RMV-A
2161246/00 EN
© Maschinenfabrik Reinhausen 2010
Tables
Tables
Table 1
General data ...........................................................................................11
Table 2
Application Limits ....................................................................................11
Table 3
Annual checks.........................................................................................35
Table 4
Routine checks........................................................................................35
Table 5
Spare parts..............................................................................................63
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
9
1 Technical Data
1
Technical Data
The RMV-A load tap changer fulfills all requirements in IEC 60214-1 and ANSI/
IEEE C57.131-1995. The Motordrive Mechanism complies to IEEE C57.1311995.
1.1
General Data
Design
3 phase, preventive autotransformer (reactor) switching
principle (to break load current by vacuum interrupters)
Tank
Will withstand full vacuum (+/- 15 psi)
Size (LxWxH)
Tank: 57 x 35 x 40 in.
Air compartment: 34 x 17 x 23.5 in. (250 lbs)
Total weight (incl.
oil)
4,190 lbs
Oil filling quantity
280 gals./2,100 lbs
Time per operation
Approximately 2 seconds
Table 1
1.2
General data
Application Limits
The maximum allowable recovery voltage across the reversing switch during
its operation is 12 kV. Tie-in resistors are necessary in case 12 kV are exceeded.
Tap changer type
RMV-A-1320*
RMV-A-600*
Operating voltage phase-to-phase and to ground
15 kv
15 kv
Three phase kVA of regulation
9,500 kVA
9,500 kVA
LTC through-current
1,320 Amp
600 Amp
Tap-to-tap Voltage
300 Volts
300 Volts
Impulse withstand voltage (full wave) phase-toground
150 kV
150 kV
Impulse withstand voltage
(full wave) phase-to-phase
125 kV
125 kV
Power frequency test voltage phase-to-ground
50 kV r.m.s.
50 kV r.m.s.
Table 2
Application Limits
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
11
1 Technical Data
Power frequency test voltage phase-to-phase
40 kV r.m.s.
40 kV r.m.s.
Impulse withstand voltage (full wave) across tap
range
75 kV
75 kV
Power frequency test Voltage across tap range
26 kV r.m.s.
26 kV r.m.s.
Impulse withstand voltage (full wave) tap-to-tap
45 kV
45 kV
Power frequency test voltage tap-to-tap
15 kV r.m.s.
15 kV r.m.s.
Number of positions (standard)
33
33
Regulating winding sections
9 (8 effective)
9 (8 effective)
Table 2
Application Limits
*Both LTCs are also available as RMV-A320Y and RMV-A-600Y variants providing one common output point P (neutral connection inside the LTC compartment for location of the LTC at the neutral end of Y-connected windings).
1.3
12
Equipment Standard Features
•
Finish: light gray epoxy solid resin primer
•
Oil gauge with low level SPDT contacts
•
Provision for pressure relief device
•
Drain valve, 1 in. globe with sampler
•
Guide pins for inspection door
•
Non-corrosive hardware
•
Dehydrating breather
•
Handcrank with interlocking switch
•
Cam switch control: tap changer pilot shaft 10 cams, tap changer limit shaft
4 cams
•
Position indicator: 16L-N-16R, 33 positions/32 steps
•
Wiring: 12 pt. terminal blocks, PVC-insulated wire, pre-insulated terminals
•
Air compartment heater with thermostat
•
Stainless steel inspection door studs
•
Vacuum interrupters with monitoring system
•
Drive motor: single-phase, 208-240 V, 60 Hz, 1,725 r.p.m. (standard, other
available on request).
VACUTAP® RMV-A
2161246/00 EN
© Maschinenfabrik Reinhausen 2010
2 Safety instructions
2
Safety instructions
All personnel involved in installation, commissioning, operation, maintenance or
repair of the equipment must:
•
be suitably qualified
•
strictly observe these Operating Instructions.
Improper operation or misuse can lead to
•
a reduction in the efficiency of the equipment
•
damage to the equipment
•
serious or fatal injury to personnel.
Safety instructions in this manual are presented in three different forms to
emphasize important information.
WARNING
This information indicates particular danger to life and health. Disregarding
such a warning can lead to serious or fatal injury.
CAUTION
This information indicates particular danger to the equipment or other property
of the user. Serious or fatal injury cannot be excluded.
These notes give important information on a certain subject.
The instructions contained in this manual apply for tap changers with standard
position designation 16L...N...16R only. For LTC’s with a different position designation please refer to the LTC sequence chart supplied for each order.
Drawings and illustrations contained in this instruction manual are subject to
change without notice and are for reference only. For specific details refer to
drawings submitted with each individual customer order.
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
13
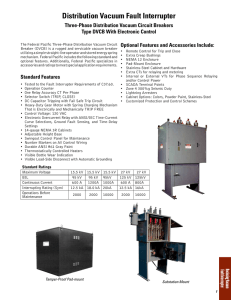
3 Description
3
Description
The RMV-A Load Tap Changer is used in conjunction with oil-immersed network
power transformers and voltage regulators to change taps under load, thereby
controlling the voltage magnitude, Figure 1.
Figure 1
Three-phase RMV-A load tap changer
The tap changer works on the preventive autotransformer (reactor) switching
principle with vacuum interrupters to accomplish the tap change. Vacuum interrupters are used to interrupt the circuit within a half cycle. The interruption takes
place in a vacuum of approximately 10-6 torr instead of the usual arcing under
oil. Thus, oil contamination is eliminated.
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
15
3 Description
3.1
Design
The RMV-A load tap changer is a three-phase design with full insulation between phases and to ground, Figure 2.
Figure 2
Tap changer oil compartment
It consists of an oil compartment containing tap and change-over selectors
(reversing or coarse/fine), vacuum interrupters and by-pass switches, a separately housed drive mechanism/cam switch assembly and other accessories as
required by customer specification. Each phase consists of a tap selector, a
change-over selector and a vacuum interrupter with bypass switch positioned
on a vertical insulating panel. Three of these phase assemblies are connected
with tie rods and mounted rigidly from the bottom of the tap changer oil compartment. All switching elements involved in the tap change operation, tap and
changeover selectors, vacuum interrupters and by-pass switches of all phases,
are driven by one main shaft from the drive mechanism.
The vacuum interrupter drive assembly is a cam-action, spring-driven mechanism which moves an operating rod when opening and closing. The operating
rod is connected to the vacuum interrupter moving contact.
16
VACUTAP® RMV-A
2161246/00 EN
© Maschinenfabrik Reinhausen 2010
3 Description
The vacuum interrupter consists of a stationary and a moving contact enclosed
in a vacuum-tight, ceramic insulating envelope, Figure 3.
Figure 3
Vacuum interrupter, schematic layout
The moving contact is sealed through flexible metal bellows protected from the
arc by a shield. A metal shield surrounds the contacts, forming an arc chamber
and condensing surface to collect vaporized contact material which arises
during arcing.
The motor drive/cam switch assembly is normally housed in a separate air compartment and is accessible through a weatherproof, hinged door. Optionally, the
compartment can be lowered to ground level.
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
17
3 Description
3.2
Operation
The tap changer operation is divided into three major functions, Figure 4.
•
Arc interruption and reclosing by use of the vacuum interrupters in conjunction with the associated bypass switches.
•
Selection of the next position by the tap selector assemblies in proper
sequence with the operation of the vacuum interrupters and by-pass switches.
•
Operation of reversing or coarse/fine selector in order to double the number
of tap positions.
The tap changer is operated by a motor drive mechanism which rotates the
main drive shaft through a reduction gear. A bevel gear assembly drives the
operating mechanism inside the oil compartment. This gear unit distributes the
input torque to the three horizontal insulating drive shafts assuring a precise
operational sequence.
The selector shaft is driven by a geneva gear mechanism which also provides
the pinion for the geneva gear segment of the reversing switch shaft. A crank
mechanism drives the vacuum/by-pass switch shaft.
When moving from one tap position to the next, one set of by-pass switch contacts opens, while the second one stays closed, routing the current through the
vacuum interrupter just prior to its operation. The vacuum interrupter opens by
a spring-operated mechanism before the corresponding moving tap selector
contact selects the next tap.
After the vacuum interrupter recloses under spring force and is locked into position, the by-pass switch closes shunting the vacuum interrupter, thus completing the tap change operation.
The tap selector connects the preventive autotransformer alternately into
bridging (F) or nonbridging position (A). The reversing or coarse/fine switch
operates only when changing from position 1L to N or N to 1L, Figure 4.
18
VACUTAP® RMV-A
2161246/00 EN
© Maschinenfabrik Reinhausen 2010
3 Description
Figure 4
Typical winding layout with LTC on position 16L with tap sequence to
position 15 L
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
19
3 Description
3.3
Tap Selector
The tap selector consists of one contact arm operated by geneva gear,
Figure 5.
The geneva gear also locks the movable contacts on position between operations. The stationary contacts are equally spaced forming a circle on the vertical
insulating panel. They are connected by bus bars to a cast epoxy terminal board
which becomes the interface between tap changer and transformer. The stationary contacts and the inner collector rings are silverplated.
Each moving contact assembly consists of parallel contact fingers. They are
spring-loaded and digitally calibrated prior to assembly to provide safe contact
force not only during normal operating but also during shortcircuit conditions.
Figure 5
20
VACUTAP® RMV-A
Tap selector, by-pass switch and change-over selector, three-phase
assembly
2161246/00 EN
© Maschinenfabrik Reinhausen 2010
3 Description
3.4
Change-over Selector (Reversing or Coarse/Fine)
The silverplated stationary contacts of the change-over selector are mounted
on the vertical insulating panel adjacent to the tap selector assembly, Figure 5.
The change-over selector moving contact assembly is of the same design as
the tap selector moving contact assembly but uses an increased number of parallel contact fingers.
3.5
Vacuum Interrupter
The vacuum interrupter assembly of each phase is mounted vertically on one
side of the insulating panel, Figure 6. Vacuum filling, therefore, is not required
when oil is replaced in the field. Cam action drives the vacuum interrupter
through a spring mechanism which latches at its end positions. The mechanism
provides a direct drive by its operating rod to the vacuum interrupter contact,
both moving in the same action line. The interrupter is locked in the open position while the tap selector changes taps. Upon completion of the tap selection,
the interrupter mechanism unlocks and the moving contact recloses under positive spring force. Opening and closing speeds of the vacuum interrupter are
dashpot controlled.
Figure 6
Vacuumm interupter, single phase assembly
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
21
3 Description
3.6
By-Pass Switch
The by-pass switch is located on the opposite side of the insulating panel from
the interrupter mechanism and is operated from the same drive shaft, Figure 7.
It consists of two moving contact assemblies with parallel spring-loaded contact
fingers closing on a silver-plated contact.
Both moving contacts are operated by the same drive shaft to open and reclose.
The by-pass switch normally bridges between the legs of the preventive autotransformer, thus by-passing the vacuum interrupter.
During a switching operation the by-pass switch opens one set of contacts routing the current through the remaining closed set of contacts to the vacuum
interrupter before it operates.
Figure 7
22
VACUTAP® RMV-A
By-pass switch
2161246/00 EN
© Maschinenfabrik Reinhausen 2010
3 Description
3.7
Monitoring System
A unique monitoring system is utilized to protect the LTC in the unlikely event
that a vacuum interrupter fails to interrupt and transfer the load current during a
tap change operation, Figure 8.
Figure 8
Monitoring system schematic diagram
WARNING
Do not operate the LTC without this monitoring system properly connected and
functional if the transformer is energized. Follow the test procedures outlined in
Chapter 4.4.3.
During operation, if the monitoring system trips, do not reset until the LTC has
been inspected and the cause of the trouble corrected. Failure to adhere to these
requirements can lead to property damage and/or personal injury.
Please contact Reinhausen Manufacturing for assistance and refer to Chapter 8
for further details.
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
23
3 Description
Three saturating current transformers in the moving contact leads of the
vacuum interrupters are provided. The electrical signal from the current transformer is transmitted by fibre optic cable to the monitoring circuit board. These
cables must be handled with reasonable care. DO NOT BEND OR COIL these
cables to a radius smaller than 100 mm (3.94”). Overbending will damage the
cable and destroy its ability to carry a light pulse.
The system monitors the current in all three phases at a threshold of less than
20 amperes after the interrupters are open but prior to the movement of the tap
selector contacts. The logic circuit evaluates these signals and protects the LTC
in case of vacuum interrupter failure by operating a bistable output relay. This
relay operation returns the LTC to the original position before the tap selector
opens the circuit and prevents further operations.
CAUTION
The monitoring system is functional only when the RMV-A load tap changer is
operated by control power (either by manual control switch raise/ lower or
automatically). It does not function if the unit is operated by hand cranking.
Therefore, never hand crank the unit if the transformer is energized as damage
to the transformer and/or personal injury may result if any of the vacuum
interrupters fails to interrupt.
An optional mechanical interlock is available to prevent hand cranking if a
vacuum interrupter failure occurs or upon loss of control power. As with any
safety device, the mechanical interlock should not be intentionally defeated or
tampered with.
The monitoring system’s control and indicating components are located inside
the door of the drive mechanism cabinet. It contains the electronic circuitry,
power supply, 86 L, 86 C and 86 R trip relays, SP supervision power relay, 3 red
and 3 yellow LEDs and a green LED, a TEST push-button (green) and a RESET
push-button (red).
The red LEDs indicate energizing of the associated trip relays. The yellow
LED’s indicate energizing of the SP relay denoting loss of CT signal for the
associated phase. The green LED indicates operability of the system. The
green TEST push-button is used to test the internal circuitry of the monitoring
system.
Pressing the TEST push-button simulates a failure condition of all three phases,
energizes the trip relays and lights the three red LEDs. After testing the monitoring system must be reactivated by pressing the red RESET push-button.
24
VACUTAP® RMV-A
2161246/00 EN
© Maschinenfabrik Reinhausen 2010
3 Description
The system should be tested at installation and scheduled examination intervals. The physical layout of the monitoring system circuit board is shown in
Figure 12.
3.8
Drive Mechanism/Cam Switch Assembly
Figure 9
Drive mechanism cam switch assembly, hinged door open showing
monitoring system and handcrank
The drive mechanism and cam switch control assembly are housed in a separate air compartment attached to the bottom of the tap changer oil compartment,
Figure 9. The entire assembly, together with the position indicator, motor capacitors and terminal blocks, is mounted to a detachable mounting plate affixed to
the rear wall of the motor drive housing.
The drive mechanism is powered by a single-phase, 208 - 240 Volt, 60 Hertz,
permanent split capacitor motor which is flange-mounted to a self-contained
reduction gear unit. This gear unit is grease filled and sealed at the factory to
eliminate the need for subsequent lubrication. Its output shaft couples directly
to the tap changer main shaft which extends through the tap changer oil compartment bottom. An auxiliary reduction gear driven from this gear unit operates
the factory preset cams and the position indicator.
The air compartment is accessible through a front mounted, weather-proof, hinged door. The LTC tap position indicator is visible through a viewing port in the
door.
The position indicator has two red drag hands indicating the maximum and minimum positions (raise and lower) of the actual operating range.
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
25
3 Description
A handcrank coupling with interlocking switch is provided at the main gear unit
and can be used with the air compartment door open.
A modified version of the drive mechanism/cam switch assembly with weatherproof drive shaft seal on top of the housing allows for separate attachment of
the air compartment to the transformer main tank at a lower level, if required. In
this case, a single drive shaft couples tap changer and drive mechanism. Its
length may be varied according to customer specifications (max. shaft length
2,500 mm (98.4 in.).
The drive mechanism requires a separate customer supplied control cabinet
with appropriately sized motor control relays and protective circuit breaker. On
request this control cabinet can be supplied by Reinhausen. Please consult
wiring diagram supplied with each order for specification guidelines concerning
motor control relays and protective circuit breaker.
3.8.1
Option
The drive mechanism assembled on the mounting plate including cam switch
assembly, monitoring system circuit board, position indicator, drive shaft and
required fittings is also available to be mounted into the transformer control
cabinet by the customer.
26
VACUTAP® RMV-A
2161246/00 EN
© Maschinenfabrik Reinhausen 2010
4 Installation
4
Installation
4.1
Receiving, Handling and Storage
Before mounting on the transformer the tap changer oil compartment and the
drive mechanism air compartment should be opened and inspected for damage
which may have occurred in shipment due to rough handling. If shipping
damage is evident, file a claim with the transporting company. The sales office
of Reinhausen Manufacturing should be notified promptly of damage occurring
during shipment from its plant.
No special handling of the tap changer is required other than that accorded the
transformer in general. The tap changer is shipped from Reinhausen Manufacturing filled with dry nitrogen under positive pressure. If the tap changer is opened and the nitrogen fill is lost the tap changer oil compartment must be purged
and filled with dry nitrogen at a pressure not exceeding 4 psi, when stored again
indoors.
The LTC and drive mechanism are not prepared for storage in an unheated building or outdoors. Such conditions require:
•
filling the LTC tank with clean, dry oil and the gas space with dry nitrogen,
•
weather protecting of the exterior of the tank and terminal board,
•
heating the drive mechanism air compartment by connecting the built-in
space heater to power.
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
27
4 Installation
4.2
Mechanical Set-up
4.2.1
Attaching the Oil Compartment
CAUTION
Welding adjacent to the epoxy terminal board may distort its mounting surface
and cause damage to the terminal board or its oil seal.
Check the size of the opening in the transformer main tank. For minimum tank
opening dimensions see customer dimensional arrangement drawing. Weld the
LTC compartment to the transformer main tank taking care that the weld is oiltight, pressure and vacuum resistant.
The transformer manufacturer is responsible for mounting the LTC on a transformer tank wall that is designed to withstand normal test and operating pressures (15 psi maximum). A 0.25-in. oil tight weld is required around the outside
perimeter of the LTC mounting flange. Welding on the transformer side of the
LTC is not required.
4.2.2
Mounting the Drive Mechanism Air Compartment
WARNING
Do not turn the LTC input shaft nor the drive mechanism output shaft until they
are coupled with each other. Coupling LTC and motor drive in non-matching
positions may cause mechanical damage.
The LTC and motor drive are shipped on separate pallets in the neutral position.
The LTC and motor drive serial numbers should be checked prior to assembly
to ensure they match.
Prior to shipment the LTC is locked in the neutral position by a cotter pin which
is inserted through the boss and the drive shaft extension on the bottom of the
tank. This cotter pin should not be removed until the motor drive is ready for
assembly to the LTC.
The motor drive unit is also shipped in the neutral position. Confirm this by
checking that:
28
•
the position indicator is on neutral
•
the cam switch timing wheel is at zero degrees
VACUTAP® RMV-A
2161246/00 EN
© Maschinenfabrik Reinhausen 2010
4 Installation
4.2.2.1
Standard Mounting (Attachment to the LTC oil compartment)
The LTC and motor drive must be coupled in the neutral position per drawing
4D32012 (see appendix).
4.2.2.2
Detached (Ground Level) Mounting (Attachment to the transformer
main tank)
This version requires, provided by the transformer manufacturer, a mounting
support on the transformer main tank. The support is fastened to the rear of the
drive mechanism housing.
The LTC and motor drive must be coupled in the neutral position per drawing
4D32009 (see appendix).
4.3
Electrical Connections
4.3.1
Connecting the Tap Leads to the LTC
Connect tap leads to the proper LTC terminal on the epoxy terminal board. For
terminal location and designation see dimensional arrangement drawing.
4.3.2
Connecting the Monitoring System and the Drive Mechanism
The drive mechanism is to be wired according to the wiring diagram which is
supplied with each order. To connect the monitoring system, insert the cable
plug from the motordrive cabinet into the receptacle on the bottom of the LTC
tank per drawing 4D32012 (see appendix).
4.4
Test Procedures
4.4.1
Manual Test Procedures
Open the LTC compartment and the drive mechanism. Insert the handcrank into
the guide lever and engage the motor drive. Sequence check the LTC operation
by hand cranking one step in the lower direction, position N to 1L (see sequence
chart in drawing DD00001 of appendix). This movement requires 7.5 handcrank
revolutions.
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
29
4 Installation
While hand cranking from N to 1L (counter-clockwise) observe that the by-pass
switch P2 opens, then the vacuum interrupter trips open and the tap selector
moving contact P1 (nearest to the insulating panel) moves from M to 11. At the
same time as the tap selector, the changeover selector will move from B to A.
Continue cranking and the vacuum interrupter will reclose and finally the bypass
switch P2 closes, positioning the tap changer in “on position”. (Both by-pass
moving contacts are fully engaged to their respective stationary contacts.)
Observe the engagement of tap and change-over selector moving contacts for
smooth, non-binding operation. Observe closure of by-pass switch.
Hand crank in the raise direction (clockwise) back to neutral (position N). The
same events should take place in the same order as above except that the
movement is from 11 to M and from A to B.
Then check the LTC operation by hand cranking from position N to 1R. While
hand cranking in the raise direction (clockwise) observe that the by-pass switch
P3 opens, then the vacuum interrupter trips open, followed by the tap selector
moving contact P4 (furthest from the insulating panel) moving from M to 4. Continue hand cranking and the vacuum interrupter will reclose, then the by-pass
switch P3 will reclose, positioning the LTC in “on position”.
Observe the engagement of tap selector moving contacts for smooth, non-binding operation. Observe closure of by-pass switch.
Hand crank in the lower direction (counter-clockwise) back to neutral
(position N). The same events should take place in the same order as above
except that the movement is from 4 to M.
Withdraw the handcrank and place it in the storage holder provided.
4.4.2
Motorized Test Operations
Operate the tap changer with the drive mechanism connected to electrical
power. Do not run more than 120 consecutive operations or damage to the
motor may occur.
Extended operation of the LTC without oil is not recommended. However, the
LTC may be run once to both limits and back to neutral position for test purposes. When running the LTC electrically it typically stops between 0° to 18° on
the timing wheel. This is a normal condition.
30
VACUTAP® RMV-A
2161246/00 EN
© Maschinenfabrik Reinhausen 2010
4 Installation
Make sure that both the monitoring system and the drive mechanism are connected to power. Make sure that the motor control breaker is closed and the
handcrank is in its storage holder. Place the monitoring system into “Maintenance Mode” as per Chapter 8.1 of this manual. Operate the LTC by closing
the raise/ lower switch one step from neutral position toward the lower limit.
Check the movement of the position indicator to confirm that the motor is connected properly. The drive mechanism should operate and stop “on position”.
Operate the LTC one step of at a time from position N toward the lower limit.
Open the handcrank interlock switch by lifting the handcrank guide lever while
operating the LTC. The tap changer should not operate. Release and continue
with the operation toward the lower limit. Stop on the lowest limit position (position 16L). With one hand on the motor control breaker, close the raise/lower
switch in the lower direction. The drive mechanism should not run. If it does, turn
off the circuit breaker at once because either the limit switch timing or connections are wrong.
Remove the handcrank from its storage holder and insert. Try to hand crank the
tap changer in lower direction. The mechanical stop should operate in approximately 3 handcrank revolutions. This can be felt readily on the handcrank. Do
not force the handcrank.
Run the tap changer one step at a time in the raise direction and repeat the
checks as above in the raise limit (position 16R).
Upon completion of the checks return the tap changer to the assembly position
(position N), return the handcrank to its storage holder. Close the drive mechanism air compartment.
4.4.3
Monitoring System Tests
CAUTION
The monitoring system is functional only when the RMV-A load tap changer is
operated by control power (either by manual control switch raise/ lower or
automatically). It does not function if the unit is operated by hand cranking.
Therefore, never hand crank the unit if the transformer is energized as damage
to the transformer and/or injury to the operator may result if any of the vacuum
interrupter tails to interrupt.
Open the drive mechanism door for access to the system. There is a green LED
which indicatesoperability of the system. Two push-buttons are provided, one
red to reset and one green to test. Figure 10 shows the layout of these items.
Check the green LED to ensure that the monitoring system is operative.
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
31
4 Installation
4.4.3.1
Power-off Test at the Transformer Control Cabinet
Open the transformer control cabinet. The green lamp 86 GL in the control cabinet should be on indicating that the monitoring system is energized.
Drop control power. Remove cover from monitoring system circuit board. Interrupt the power supply to the circuit board by removing the 0.25 A fuse. Reinstate control power. The 86 GL lamp should then be off and the red lamp 86 RL,
on. Try to operate the LTC drive mechanism. It should not start. Reinstall the
monitoring system fuse and it’s cover. Close the transformer control cabinet
3 red and 3 yellow LEDs
Right, Center, Left
Green push button=TEST
Red push button=RESET
Green LED
Figure 10
4.4.3.2
Monitoring system, cover removed
Operational Tripping Test
Connect a variable CT to busbar P2 and the stationary end of the flexible connector on the moving contact of one of the vacuum interrupter assemblies, for
example left phase, Figure 11. The CT should be able to drive a current of at
least 20 Amperes.
A monitoring system trip test set is available, reference Chapter 9.
Place monitoring system into “Maintenance Mode” so that all three yellow LED’s
are flashing slowly, Chapter 8.1. Raise the CT input voltage to drive a primary
current of approximately 20 A. Start the drive mechanism in one direction. The
86 L relay should trip, the associated red LED should light, the drive mechanism
32
VACUTAP® RMV-A
2161246/00 EN
© Maschinenfabrik Reinhausen 2010
4 Installation
should stop and return to its previous position. The moving selector contact
must not disconnect from the stationary during the process. The drive mechanism must not be operable in either direction, until the monitoring system is
reset.
Perform same test procedure with the vacuum interrupter assemblies of center
and right phase. Observe tripping of 86 C and 86 R relays. Be sure to reset the
monitoring system so that all 86 relays are untripped and all red lights out. Close
the LTC compartment access door.
Do not overtighten the LTC access door nuts. These nuts should be tightened
to a maximum torque of 15 Nm (11.1 ft. lbs.), which corresponds to a compression of the gasket to 5/16” thickness.
Figure 11
CT connection for test
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
33
4 Installation
4.5
Oil Filling/Transformer Vacuum Processing
During transformer vacuum processing (druing) the LTC should be considered
part of the transformer. Therefore, the tap changer and transformer gas spaces
should be connected together through the vent plug. The differential pressure
across the terminal board and its gasket system will then be zero during the
entire processing cycle. Auxiliary devices, e.g. dehydrating breather, sudden
pressure relay, etc., must be removed or disconnected during processing or
filling to prevent damage due to oil “flooding”. The sudden pressure relay can
also be damaged by rapid pressure changes (consult the instruction leaflet).
The vacuum should always be broken with dry, inert gas to prevent moisture
contamination.
In preparation for factory testing of the transformer at the maximum tap changer
voltage rating (15 kV, 25 kV or 69 kV), vacuum fill the LTC tank with oil to the
proper level prior to initiating any transformer tests.
1. Make the oil input and vacuum connections to the compartment. Remove
and plug the 1/4-in. coupling to the dehydrating breather system.
2. Hold a vacuum of 1 torr, or better, on the tap changer compartment for
2 hours prior to filling. Continue to hold this vacuum during filling. Degassed
oil will facilitate this process.
3. Break the vacuum with dry, inert gas.
4. Take three oil samples from the LTC oil compartment and test for breakdown
voltage. All three samples should have a minimum breakdown voltage of 30
kV by ASTM D 877 or 28 kV by ASTM D 1816. Moisture content should not
exceed 20 ppm by ASTM D1533.
5. Run the tap changer with motor power through the complete range limit-tolimit, 16 L to 16 R.
6. Reclose the compartment openings.
The RMV-A tank is designed to withstand a full vacuum. The terminal board is
designed to withstand a maximum differential pressure of 18 psi. This allows
for full vacuum in the LTC tank with a maximum positive pressure of 3.3 psi
from the transformer side of the terminal board.
34
VACUTAP® RMV-A
2161246/00 EN
© Maschinenfabrik Reinhausen 2010
5 Maintenance-Free Schedules and Service
5
Maintenance-Free Schedules and Service
Prior to initial energization of the transformer, perform tests and examinations
per Chapter 4.4.3 and 5.4.2.
Because of its basic design, the RMV-A Load Tap Changer will require a minimum of maintenance. However, as with any mechanical device, it should
receive periodic examination.
5.1
Maintenance-Free Intervals
The RMV-A is a Maintenance-Free Load Tap Changer through 250,000 operation count intervals or through 5 year time spans, whichever occurs first.
The Maintenance-Free interval can become strictly operation count based
regardless of time span by use of the Model 'B' monitoring system. Refer to
Chapter 8 for detailed information.
The Maintenance-Free intervals, whether time-based or operations countbased, will only need complementing by checks (annually) as follows:
Test
Check
Oil Sampling
Check for dielectric, combusti- Chapter 4.5
ble gases and water content
VIM System Test
Check circuit board ‘test &
reset’ function; simulated
monitoring runback & ‘power
off’ test
Chapter 8.4, 4.4.3
Motor drive condition
Check heater & accessory
operation; general mechanical
condition
Chapter 4.4.2
Table 3
Reference
Annual checks
Routine site visits should include as good practice the following:
Test
Check
Reference
Dehydrating Breather
check
Check for oil level and desiccant material color
Chapter 7.3,
Chapter 7.4
Check for oil leaks
All areas with seals or gaskets
that retain oil should be examined
Table 4
Routine checks
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
35
5 Maintenance-Free Schedules and Service
5.2
Taking the LTC out of Service
1. De-energize the transformer and ground all external bushings.
2. Open the drive mechanism motor control breaker.
3. Record the number of operations on the tap changer operations counter.
5.3
Draining the Oil
1. Take a tap changer oil sample.
2. Test and record the breakdown voltage.
3. Remove the vent plug on top of the LTC compartment and drain the oil.
CAUTION
Transformer oil should always be handled as a flammable liquid. LTC tanks
may, under some conditions, accumulate explosive gasses. Filtering and
handling the oil may generate static electricity. A damaging explosion could
result if any electrical discharge takes place in an explosive gas mixture. Safety
precautions should include purging the gas space with dry nitrogen before
filtering and grounding the transformer, its bushings, and all oil handling
equipment.
If the drained oil is to be reused it should be pumped through a filter press to
remove the small amount of carbon and metallic particles produced by the switching duty of the by-pass switch and the normal wear of the mechanism.
The oil should be stored in clean, dry containers if it is to be reused.
Open the LTC front inspection door. Check the door gasket for signs of deterioration. Replace with a new gasket if necessary.
36
VACUTAP® RMV-A
2161246/00 EN
© Maschinenfabrik Reinhausen 2010
5 Maintenance-Free Schedules and Service
5.4
Internal Examination
CAUTION
The monitoring system uses FIBRE OPTIC CABLES inside the LTC to transmit
signals to the electronic control box. These cables must be handled with
reasonable care. DO NOT BEND OR COIL these cables to a radius smaller
than 100 mm (3.94"). Overbending will damage the cable and destroy its ability
to carry a light pulse.
1. Check the LTC compartment floor and horizontal surfaces for debris that
might indicate abnormal wear.
2. Check all sliding surfaces for signs of excessive wear.
Make a general inspection of the tightness of bolts and nuts on those parts
which are subjected to mechanical shock and vibrations during the tap change
operation.
Figure 12
By-pass contact wear evaluation
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
37
5 Maintenance-Free Schedules and Service
5.4.1
By-Pass Switch
Check the condition of the by-pass switch contacts P2 and P3, Figure 7. These
contacts are subjected to light arcing as they re-route the tap changer current
to the vacuum interrupter during a tap change operation. For this reason the stationary and moving contact assemblies are equipped with copper-tungsten tips.
Both moving and arcing by-pass contact assemblies must be replaced when
the area of erosion is closer than 8 mm (0.3") to the end of the copper-tungsten
tip on any location on the stationary by-pass contact P2 or P3, Figure 12.
5.4.2
Vacuum Interrupter Examination
Inspect the condition of the flexible connector for broken strands.
5.4.2.1
Mechanical Test
To open the vacuum interrupters, crank the LTC between position N and 1L
(timing wheel 180°). At the end of the power spring lift the lever and watch the
operating rod move down until it engages the latch, Figure 13. Repeat a few
times to get a feel for the movement and the force required.
CAUTION
During this check lift the lever only until the operation rod just touches the edge
of the latch. Beyond that point the additional force required to operate the latch
will show to a misleading result.
Figure 13
38
VACUTAP® RMV-A
Vacuum interrupter mechanical test
2161246/00 EN
© Maschinenfabrik Reinhausen 2010
5 Maintenance-Free Schedules and Service
5.4.2.2
Contact Erosion Indicator
Due to the expected very small contact erosion (less than 2 mm during the life
of the vacuum interrupter) a contact erosion indicator is not provided. A much
more precise and reliable method to determine the contact wear is to measure
the gap between the operating rod and the lever (in the following paragraph this
gap is called "anvil gap") using a set of feeler gages.
The vacuum interrupter is rated for 750,000 operations at full load (overload
conditions may reduce the operational life of the vacuum interrupter). However,
when the anvil gap is equal or less than 0.5 mm, the vacuum interrupter is worn
beyond its limit and must be replaced. Independently from the contact erosion
measurement the vacuum interrupter must be replaced after 750,000 operations due to mechanical wear.
Recording the anvil gap at commissioning and subsequent routine maintenance will provide the best estimate of the remaining contact life.
To measure the anvil gap, crank the LTC off position until the lever is engaged
to the latch. This means, until the tripping edge of the lever is seated against the
latch, but the vacuum interrupter is still closed, Figure 14.
Figure 14
Anvil Gap
When the load tap changer is opened for the first time and at subsequent inspections, the anvil gap should be measured to allow the evaluation of the contact wear.
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
39
5 Maintenance-Free Schedules and Service
5.4.2.3
Hi-Pot Test
Due to the high reliability we have experienced with our products over many
years in service, we recommend the Hi-Pot Test only as a means of troubleshooting in the unlikely event of a specific suspicion that a vacuum interrupter
might be defective.
With the tap changer in “off position” between Pos. N and 1R (180° on the cam
switch timing wheel) test each vacuum interrupter by applying a hi-pot test of
10 kV AC or 14 kV DC for one minute as follows:
Ground all transformer windings. Open the vacuum interrupter contacts by turning the hand crank approximately 3 1/2 revolutions clockwise until the P3
bypass contact is open and the cam switch timing wheel is at 180°. Temporarily
remove the stationary contact P3, Figure 7. Ground the P3 contact stud.
A) Testing with an Asymmetrical Test Transformer (AC) or with a DC Test
Set
(A test set with one hot lead and one ground lead, Figure 15)
Figure 15
Hi-Pot test connection A
Connect the ground test lead to the aluminum casting which carries the vacuum
interrupter mechanism, and the hot test lead to the stud which connects to the
stationary vacuum interrupter contact (bottom) on the right side of the phase
board. Perform the hi-pot test.
40
VACUTAP® RMV-A
2161246/00 EN
© Maschinenfabrik Reinhausen 2010
5 Maintenance-Free Schedules and Service
B1) Testing with a Symmetrical Center-Tapped Test Transformer
(A test set with two hot leads and with test voltage of 20 kV or higher, Figure 16)
Figure 16
Hi-Pot test connection B1
Connect the ground test lead to the aluminum casting which carries the vacuum
interrupter mechanism, and the hot test lead to the stud which connects to the
stationary vacuum interrupter contact (bottom) on the right side of the phase
board. Perform the hi-pot test.
B2) Testing with a Symmetrical Center-Tapped Test Transformer
(A test set with two hot leads and with maximum test voltage lower than 20 kV,
Figure 17)
Figure 17
Hi-Pot test connection B2
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
41
5 Maintenance-Free Schedules and Service
Temporarily disconnect the flexible connector from the bus bar shunt connector
P2 carrying the CT and tie it to the aluminum housing. Apply the two hot test
leads as shown and perform the hi-pot test. This is a special test method when
the maximum voltage of the test transformer is less than 20 kV.
5.4.2.4
Hi-Pot Test Spare Parts Kit
Reinhausen Manufacturing offers spare parts kits to replace lock nuts, lock tabs
and other not reusable items after the Hi-Pot test. For ordering information refer
to the spare parts list in Chapter 9 of this manual.
Reassemble the previously disconnected or removed items. Use new locking
hardware as provided in the respective spare parts kit.
Once the Hi-Pot test has been completed bring the LTC back to “on position”.
A vacuum Interupter Hi-Pot Test Set is available; reference spare parts
Chapter 9 of this manual.
5.5
Preparing the LTC for Service
Examine the vacuum interrupter as per Chapter 5.4.2.1.
Wipe the LTC compartment clean to remove all dirty oil, metallic fall-out and
moisture that may have condensed on the walls and insulating surfaces during
the time the oil compartment was open.
Ensure the drive mechanism and monitoring system are operating properly.
Perform test operations of the drive mechanism and a monitoring system test
according to Chapter 4.4.
Close the LTC compartment.
Do not overtighten the LTC inspection door gaskets. Inspection door nuts
should be tightened to a maximum torque of 15 Nm (11.1 ft. lbs.), which corresponds to a compression of the gasket to 5/16”.
Using a filter press fill the LTC compartment with clean, dry oil to the proper
level. Vacuum filling is not required during field service.
Make the oil fill connections to the LTC drain valve. Make sure the vent opening
is unplugged. Remove and plug the 1/4" coupling to the dehydrating breather
system.
After oil filling reclose the LTC compartment openings and reconnect the dehydrating breather system.
42
VACUTAP® RMV-A
2161246/00 EN
© Maschinenfabrik Reinhausen 2010
5 Maintenance-Free Schedules and Service
Run the Tap Changer with motor power from the neutral (or assembly position)
to position 16L (or the lowest position) for approximately 100 operations without
pausing. Return to the neutral position.
Let the tap changer sit de-energized for one hour to allow gas bubbles to dissipate from the oil.
Take three oil samples and test for break-down voltage. All three should have a
minimum breakdown voltage of 30 kV by ASTM D877 or 28 kV by ASTM
D1816. Moisture content should not exceed 20 ppm by ASTM D1533.
The dehydrating breather should be checked to verify that the desiccant is dry
and the oil level in the clear plastic oil collection cell is between the two fill level
lines (refer to drawing DD10008 in the appendix).
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
43
6 Replacement of the Vacuum Interrupter Assembly
6
Replacement of the Vacuum Interrupter Assembly
Due to the high life expectancy of the vacuum interrupter a replacement is
necessary only after 750,000 operations. After this period the contacts may not
have reached their maximum erosion, but in order to insure continued reliability
the vacuum interrupter assembly must be replaced as a unit. With this all the
parts subjected to mechanical wear are replaced as well. Reinhausen Manufacturing offers a pre-assembled replacement kit. Refer to DD10005 in the appendix and Figure 18 through Figure 24 for the item numbers used in the following
instructions.
6.1
Removing the Old Vacuum Interrupter Assembly
CAUTION
The Fibre Optic Cables must be handled with reasonable care. DO NOT BEND
OR COIL these cables to a radius smaller than 100mm (3.94"). Overbending
will damage the cable and destroy its ability to carry a light pulse.
CAUTION
If the vacuum interrupter is being removed for reasons other than replacement
DO NOT TWIST the moving contact. This may damage the bellows and cause
the vacuum interrupter to fail.
When removing the old vacuum interrupter assembly carefully observe the configuration of the parts and hardware during disassembly so that reinstallation
can be completed easily and correctly. To remove the old vacuum interrupter
proceed as indicated below.
1. Remove the coupling assembly (90) which connects the vacuum/by-pass
switch shaft assembly to the operating mechanism, Figure 18.
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
45
6 Replacement of the Vacuum Interrupter Assembly
Figure 18
Coupling assembly (90)
2. Turn the shaft assembly 90°, so the the cam disk (5) points toward the door,
Figure 19.
Figure 19
46
VACUTAP® RMV-A
Cam disk (5) pointing toward the LTC door
2161246/00 EN
© Maschinenfabrik Reinhausen 2010
6 Replacement of the Vacuum Interrupter Assembly
3. Unscrew the socket head screw (22) and lock washer (11) to take off the
front guide (47), Figure 19.
4. Open the hex head screws (1) and disassemble the clamp (4),Figure 18.
5. Rotate the cam disk (5) toward the LTC door and set aside. Check that the
socket head screw (15) is loose on the clamp (52), Figure 19, 21.
Figure 20
Removal / Installation of the vacuum interrupter assembly
Figure 21
Removal / Installation of the vacuum interrupter assembly
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
47
6 Replacement of the Vacuum Interrupter Assembly
6. Disconnect the flexible connector (12) from the CT assembly (97) by
removing the mounting hardware (20, 29, 30), Figure 19.
7. In order to remove the vacuum interrupter assembly, remove the mounting
hardware, flat washer (91), lock washer (92) and hex head bolt (93), on the
back of the aluminum mounting base from the vacuum interrupter
mechanism (49), Figure 18.
8. Remove the mounting hardware (34, 28,31) from the vacuum bottle carrier
(50).
9. Disconnect the carrier (50) from the P3 stationary contact by taking out the
hex head bolts (94) and their related lock washers (95), Figure 19.
10.Take out the mounting hardware (21, 29, 23) from the support (52), Figure
20.
11. The vacuum interrupter assembly can then be removed by carefully pulling
it to the left and tilting it to an almost horizontal orientation Figure 20.
12.Take the moving by-pass contact assembly (98) of all three phases away
from the drive shaft by opening the clamp on its back, Figure 22.
Figure 22
48
VACUTAP® RMV-A
By-pass moving contact assembly
2161246/00 EN
© Maschinenfabrik Reinhausen 2010
6 Replacement of the Vacuum Interrupter Assembly
Move the drive shaft towards the operating mechanism on the left until the bearing half shells (99) can be removed from the bore in the left and right phase
board, Figure 23.
Figure 23
6.2
Bearing half shells
Installing the New Vacuum Interrupter Assembly
Lock tabs and lock nuts should not be reused for reasons of reliability. Always
use new lock tabs and lock nuts when reassembling the unit. Sufficient spare
tabs and nuts are contained in our spare parts kit.
1. To install the new vacuum interrupter assembly, follow the steps previously
described but in reverse order.
2. Insert new bearing half shells (99) and move the drive shaft back into its
original location, Figure 23.
3. Reinstall the By-Pass stationary contact assemblies, Figure 22. Refer to
Chapter 5.4.1 to decide if they need to be replaced with new ones.
CAUTION
Avoid excessive twisting of the bellows during assembly and adjustment.
Excessive twisting will reduce the mechanical life of the bellows or will fracture
it, making the vacuum interrupter inoperative.
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
49
6 Replacement of the Vacuum Interrupter Assembly
4. Careful not to damage the bellows of the vacuum interrupter insert the spare
assembly in reverse order.
5. Tighten the fasteners (34, 28, 31) for the vacuum bottle carrier (50) and the
connection to the P3 stationary contact (94, 95).
6. Insert the mounting hardware (91, 92, 93) on the back of the aluminum
mounting base (49) and tighten.
7. Reassemble the mounting hardware (21, 29, 23) of the support (52), but do
not fasten the socket head screw (15) to close the clamp yet.
8. Connect the flexible connector (12) to the CT assembly (97) using new lock
nuts (30).
9. Check, if the operating rod (53) can move freely. For this refer to the
mechanical test described in Chapter 5.4.2. If this is not the case, loosen the
hardware on the back of the aluminum mounting base (49) and move it
within the clearance of the bolt holes to improve the alignment of the
operating rod (53) within the bearing (13).
10.Retighten the hardware. There should be no binding now.
11. Reassemble the new cam disk (5) using the new hardware (1, 2) and guide
(47) with the fasteners (11) and (22).
12.Rotate the vacuum/by-pass switch shaft assembly back to "on position" and
reconnect the coupling assembly (90) using new locking tabs (96).
13.Check that the By-Pass moving contact assemblies are centered in relation
to the stationary contacts and the contact finger assemblies are floating
within their carriers.
14.Align if necessary.
50
VACUTAP® RMV-A
2161246/00 EN
© Maschinenfabrik Reinhausen 2010
6 Replacement of the Vacuum Interrupter Assembly
6.2.1
Adjustment of the Closing Travel
Figure 24
Closing travel C
1. With the LTC "on position" measure the dimension "A" from the top of the
brake cylinder (86) to the top of the operating rod (53) using a depth gage.
Make sure to take the reading away from the M4 tap in the center of the operating rod to avoid a false result, Figure 24.
2. Hand crank the LTC between positions until the vacuum interrupter opens.
Continue hand cranking slowly until the operating rod is just retained by the
latch (62) but the tang on the back of the lever (43) is not touching the latch
(62) yet. Measure the dimension "B" from the top of the brake cylinder (86)
to the top of the operating rod (53).
3. The closing travel "C" is calculated by subtracting "B" from "A" (C=A-B). "C"
must be adjusted to 0.8 to 1 mm:
0.8 mm ≤ C ≤ 1.0 mm
4. The closing travel "C" is adjusted by rotating the vacuum interrupter (37)
within the M18 tap of the carrier (50).
5. Loosen the clamping hardware (20, 29) and (28, 27) on the carrier (50) and
the split nut (44) respectively. You may have to pry the split nut open until it
can rotate freely on the moving contact stem of the vacuum interrupter.
6. Check that the socket head screw (15) is loose on the clamp (52). Carefully
rotate the vacuum interrupter to adjust “C”. The pitch of the thread is 1.5 mm,
i.e. one rotation of the vacuum interrupter translates to an axial movement
of 1.5 mm. If “C” measured more than 1mm the interrupter must be moved
up, if “C” measured less than 0.8 mm the interrupter must be moved down.
Be careful not to loosen the operating rod (53) within the tap of the moving
vacuum interrupter contact while turning it during the adjustment.
7. Tighten all loose hardware and check again for free movement of the
operating rod.
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
51
6 Replacement of the Vacuum Interrupter Assembly
8. Using a feeler gage check and record the anvil gap. It should not be less
than 2.5 mm (0.1"), Figure 14.
9. Perform several test operations between two tap positions to ensure the
correct stroke of the vacuum interrupter moving contact. Perform the
operations by hand cranking and observe the vacuum interrupter opening
and closing.
10.Finally set the load tap changer to “on position”.
Refer to Chapter 4.4 and Chapter 5.5 for testing requirements prior to placing
the LTC back inservice.
52
VACUTAP® RMV-A
2161246/00 EN
© Maschinenfabrik Reinhausen 2010
7 Dehydrating Breather Assembly
7
Dehydrating Breather Assembly
The dehydrating breather is designed to remove moisture from the air breathed
into the load tap changer. It consists of a cylindrical glass body, top connecting
flange, bottom breather/trap and an exterior protective grate with three observation ports.
7.1
Receiving
The breather is shipped detail with the dehydrating material placed in separate
containers.
7.2
Installation
To mount the disassembled breather:
1. Fill the breather chamber with dry dehydrating material (approx. 2.2 lbs)
through the opening in the flange on the breather top.
2. Place the flange gasket on top of the flange followed by the mounting
bracket, aligning the threaded hole with the flange opening. Secure with two
M10 x 35 hex head bolts, washers and locking nuts.
Mount the dehydrating chamber to the pad (provided by the user) on the
transformer tank wall. See sketch "A" on drawing DD10008 for recommended mounting pad dimensions. Secure with two M10 x 35 hex bolts, washers
and locking nuts.
Connect the tubing between the top of the breather and one of the 0.25" half
couplings provided on the LTC side walls.
All connections must be air tight. Use of a high temperature grease on the
screw joints helps prevent rust and permits the parts to be removed easily
when necessary.
3. Remove the clear plastic oil collection cell by squeezing the retaining
bracket. Fill it with clean transformer oil until the oil level is between the two
fill level lines on the cell. Carefully place the filled oil collection cell back onto
the breather housing bottom.
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
53
7 Dehydrating Breather Assembly
7.3
Operation
The breather permits in- and out-breathing when there is a difference in pressure between the LTC gas space and the atmosphere exceeding the head of oil
in the breather/trap. The dehydrating material is protected from the ambient
humidity by the oil in the collection cell which also serves to trap any particles
in the air during in-breathing.
The cylindrical body is filled with dehydrating material which is orange in color
when in the dry state. When it becomes saturated with moisture, its color changes to green or colorless. The color change can be observed through the observation ports in the protective grate. The dehydrating material should be replaced when 75% of the material has changed from orange to green or colorless.
7.4
Maintenance
Two dehydrating materials (desiccant) are available:
1. Silica gel (6 to 16 mesh) which is orange in color when in dry state. It turns
green when saturated.
2. Sorbead® ORANGE (4 to 8 mesh) which is orange in color when in dry state.
It turns colorless when saturated.
The time between subsequent changes of the dehydrating material depends
upon the load cycle of the transformer and the ambient conditions. It is advisable to check the color of the material frequently at first, to determine the
approximate time interval for replacement of the desiccant for the particular
application.
A recommended method is to have a second charge of dry dehydrating material
on hand in a sealed container. This allows a quick renewal of the dehydrating
breather filling. The removed saturated desiccant can later be dried out and
stored for the next change.
To replace the desiccant, carefully remove and empty the oil collection cell and
remove the dehydrating breather from its holder by loosening the two M10 x 35
hex bolts. Empty the saturated material through the hole in the top flange into a
pan. Refill the breather with a fresh charge and fill the oil collection cell with
clean transformer oil to the level indicated on the cell. Reinstall the breather on
its holder, making sure the flange gasket is in place. Finally, place the oil collection cell in its bracket.
54
VACUTAP® RMV-A
2161246/00 EN
© Maschinenfabrik Reinhausen 2010
7 Dehydrating Breather Assembly
The saturated desiccant can be placed in an open pan and dried at a temperature of 130°C to 160°C (266°F to 320°F) for about 2- 3 hours. When dry, the
material regains its orange color. Since the particles dry from the outside
towards the center, the outer surface will change its color first. This initial
change in color should not be considered as a complete reactivation of the
desiccant. It should be allowed to dry as specified above.
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
55
8 Vacuum Interrupter Monitoring (VIM) System
8
Vacuum Interrupter Monitoring (VIM) System
Refer to Chapter 3.7 for safety instructions.
8.1
Vacuum Interrupter Monitoring System Description
The RMV LTC utilizes a unique monitoring system to abort the tap change operation in case a vacuum interrupter has failed to interrupt the current just prior to
the opening of the tap selector contacts or in the event of monitoring system
supply power loss. The system is the only one of its kind on a load tap changer.
Utilizing bias resistant fiber optic signals, which move through the LTC tank for
a portion of each tap change, the RMV provides self-examination of each and
every operation. Special DC logic within the monitoring system electronics interprets current sensing optical signals as trigger input is received from a precisely
timed cam-operated microswitch (186). Should current be flowing through the
vacuum interrupter circuit when it normally would be open, the LTC is immediately stopped and returned to the position from whence it came. Latching alarm
relays prevent further operation until the system has been reset. System verification must always take place prior to resetting and placing the LTC back in
operation.
Specific components utilized in the monitoring scheme are as follows: SP
supervisory power indication relay located on the printed circuit board; 86L,
86C, 86R latching alarm relays located on the printed circuit board; 86X, 86XL
& 86XR control relays located within customer’s control cabinet; 86GL (green/
power on) & 86RL (red/alarm) status pilot lights located within customer’s control cabinet.
Any alarm condition, whether vacuum interrupter failure, abnormal CT signal, or
loss of monitoring supply power, will cause the 86RL pilot light <alarm condition> to illuminate. Additionally, any single or combination of the latching relays
will energize the 86X relay blocking the function of the raise/lower switch while
bringing the LTC back to the position from whence it came via the 86XL or 86XR
relays, depending on which direction the LTC was moving.
Additionally the function of the CT-Light Conductor circuit within the LTC is continuously verified. Utilizing the input from the AIW (‘All is Well’) microswitch, the
© Maschinenfabrik Reinhausen 2010 2161246/00 EN
VACUTAP® RMV-A
57
8 Vacuum Interrupter Monitoring (VIM) System
circuit checks for signals between the time that the Bypass opens until the
Vacuum Interrupter opens. In this situation, CT signals should be present to
indicate that the devices (CTs, Light Conductors) and wiring are functional and
all is normal. If any component is not working properly, the associated input terminal would not have signals present, and the system would recognize the fault
condition. The appropriate phase LED (Yellow) would be illuminated, and the
(SP) trip relay would be latched causing the 86RL pilot light to illuminate and
locking out the LTC.
If the LTC is to be operated while being “out-of-service”, the Monitoring System
is able to ignore the CT-Light Conductor condition allowing tap change without
a CT signal. Temporary bypass of the CT-Light Conductor integrity check (Maintenance Mode) can be initiated with the TEST (Green) and RESET (Red) pushbuttons using the following sequence:
1. Press and hold the RESET button for 5-6 seconds to disable the verification
system for 10 hours (three yellow LEDs flash slowly). At the end of the 10
hours, the LED's go out and the unit returns to normal function.
2. Push the TEST button to manually exit Maintenance Mode and return to normal function again, as opposed to waiting for the time to expire.
The monitoring system electronics are protected from over-voltage and transient conditions on the power supply by varistor technology and against inadvertent improper power supply by a traditional in-line replaceable fuse. The monitoring system is completely functional between 90 & 140 VAC supply voltage.
8.2
Evolution of Design
The original RMV-I vacuum interrupter monitoring system is triggered by a reed
switch “RSW” with input to its circuit board at terminal points 19 & 24. This system remained in production until superseded by the “186” microswitch design in
August 1995. The “186” microswitch input to the circuit board was then changed
to terminal points 6 & 7. The circuit board at that time was changed to service
either construction (universal) by making terminal points 6 common to 19 and 7
common to 24.
A dedicated input circuit board with microprocessor based logic (Model ‘A’) was
introduced in September 2002, to supersede the universal input circuit board. It
has the “186” microswitch input only at terminal points 6 & 7.
58
VACUTAP® RMV-A
2161246/00 EN
© Maschinenfabrik Reinhausen 2010
8 Vacuum Interrupter Monitoring (VIM) System
In addition an optional Model ‘B’ circuit board with a secondary microswitch
“AIW” input at terminal points 8 & 9 was also introduced in September 2002, to
base the Maintenance-Free schedule strictly on operation count intervals
regardless of time in service. The Model ‘B’ circuit board was made standard in
July 2005 for all RMV’s.
8.3
Installation and Wiring
Due to the close proximity of the terminal points on the circuit board, care must
be taken to insure that no loose strands of adjacent circuit wires contact one
another. Using wire ferrules or twisting and soldering strands together will help
insure that no loose strands contact other conductors. Conductor capacity for
the terminal blocks is as follows: Single stranded conductor - 26 to 14 AWG;
double stranded conductor (jumpers; sharing) - 26 to 16 AWG.
If larger conductors must be used with the ends reduced by cutting away
strands, care must be taken to insulate the cut back strands so they do not short
to adjacent conductors! (heat shrink tubing is recommended).
8.4
In-Service Monitoring System Verification
Verification of the monitoring and runback systems can be accomplished while
the transformer is energized, with or without load. With the transformer energized, bring the LTC to any bridging position. On a standard position indicator
16L-N-16R, this would be any odd numbered position. In this position there will
be enough circulating current to generate a signal through the CT-Light Conductor circuit. By simply simulating the closure of the “RSW” or “186” switch
while the LTC is on the bridging position, a three phase vacuum interrupter
alarm can be generated. This test confirms the LTC internal components are
functional. For reed switch “RSW” triggered units momentarily jump terminals
19 & 24 and for “186” microswitch triggered units jump terminals 6 & 7 while the
LTC is on a bridging position to perform the test. All three red LEDs must come
on and the RESET (Red) pushbutton on the circuit board must clear or turn the
three red LEDs back off.
The runback circuit may then be checked by initiating a tap change and pushing
the TEST (Green) button during the movement of the LTC. This test usually
requires two people; one at the control cabinet and one at the monitoring circuit
board. This should be performed in both the raise and lower direction to verify
the runback system. The RESET (Red) pushbutton will need to be pushed to
clear the alarm condition prior to testing in the opposite direction.
© Maschinenfabrik Reinhausen 2010 2161246/00 EN
VACUTAP® RMV-A
59
8 Vacuum Interrupter Monitoring (VIM) System
8.5
In-Service Monitoring System Trip (Lockout / 86RL)
If an in-service installation experiences a vacuum interrupter alarm on its own
(one, two or three phases), call Reinhausen Manufacturing for support and
instruction at 731-784-7681.
8.6
Replacement, Spare or Upgrade Parts
Original Reed Switch “RSW” Triggered System:
Fuse for circuit board (1/8A 250V)
Reed Switch “RSW”
58632700
094391
186 Upgrade for RSW units
Model ‘A’ Printed Circuit Board
Model ‘B’ Upgrade (AIW)
1A68859
8993C70H01*
1A68858*
*Note: If reed switch trigger is retained, the circuit board will require jumpers
from 6 to 19 and 7 to 24.
“186” Microswitch Triggered System (Time-Based Maintenance-Free
Interval):
Fuse for circuit board (1/4A 250V)
8991C00H33
“186” Microswitch
1A67580H02
Model ‘A’ Printed Circuit Board
8993C70H01
Model ‘B’ Upgrade (AIW)
1A68858
“186” plus “AIW” Microswitch Triggered System (Operation Count-Based
Maintenance-Free Interval):
“186” or “AIW” Microswitch
1A67580H02
Model ‘B’ Printed Circuit Board
8999C51H01
It is recommended that the printed circuit board be replaced every 15 years,
regardless of the vintage or model type.
*Note: If reed switch trigger is retained, the circuit board will require jumpers
from 6 to 19 and 7 to 24.
60
VACUTAP® RMV-A
2161246/00 EN
© Maschinenfabrik Reinhausen 2010
8 Vacuum Interrupter Monitoring (VIM) System
8.7
Monitoring System Vintage Identification
•
Original Reed Switch “RSW” Triggered (Dedicated) Circuit
The circuit board for this version of the system has an enclosed signal transformer which is blue in color and has relay covers that are transparent. This circuit
board has one green and three red LEDs.
•
“186” Microswitch or Reed Switch “RSW” Triggered (Universal) Circuit
The circuit board for this version of the system has an open signal transformer
which is yellow in color and has relay covers that are transparent. This circuit
board has one green and three red LEDs.
•
“186” Microswitch Triggered (Dedicated) Circuit - Model ‘A’
The circuit board for this version of the system has an open signal transformer
which is black in color and has relay covers that are also black. This circuit
board has one green and three red LEDs.
•
“186” plus “AIW” Microswitch Triggered (Dedicated) Circuit - Model ‘B’
The circuit board for this version of the system has an open signal transformer
which is black in color and has relay covers that are also black. This circuit
board has one green, three red, and three yellow LEDs.
© Maschinenfabrik Reinhausen 2010 2161246/00 EN
VACUTAP® RMV-A
61
9 Spare parts List
9
Spare parts List
No.
Quantity
Designation of Parts/Kits
RM-item
No.
9.1
1
Set Of “Hi-Pot Test” spare parts (Miscellaneous
Hardware) for three phases
DA10092
9.2
3
Vacuum Interrupter Replacement kit (600 A and
1320 A) for one phase
DA10093
9.3
3
Bypass contact replacement kit for one phase
DA10094
9.4
1
Bearing replacement kit for By-pass shaft
DA10110
9.5
1
1
Front door gasket
Side door gasket
9001C03H01
8991C34H01
9.6
1
1
1
3
1
LTC Drive Shaft Flange Assembly
Gear Box Drive Shaft Seal (large)
Endplug (large)
Gear Box Drive Shaft Seal (Small)
Endplug (Small)
DA10095
400 310
401 828
401 676
401 827
9.7
1
1
50115400
8990C54H01
1
Motor 208-240 V, 60 Hz, single phase
Motor with Thermo Switch (special design)
208-240V, 60 Hz, single phase
Motor 120V, 60 Hz, single phase
9.8
1
Motor Capacitor (Cylindrical)
585 546
9.9
1
Brake Capacitor Set
094 608
9.10
1
1
Brake Relay (4 Pole)
Brake Relay (3 Pole)
8207C39H21
1A68742H01
9.11
1
Fuse for Electronic Box
8991C00H33
9.12
1
Test Set: Monitoring System Tripping Device
4D36273
9.13
1
Test Set: Vacuum Interupter Hi-Pot Device
4D36277
Table 5
8990C01H01
Spare parts
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
63
10 Appendix
10
Appendix
10.1
Operational Sequence Chart
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
65
10 Appendix
10.2
66
Dehydrating Breather Assembly
VACUTAP® RMV-A
2161246/00 EN
© Maschinenfabrik Reinhausen 2010
10 Appendix
10.3
Vacuum Interrupter Assembly
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
67
10 Appendix
10.4
68
Parts Designation: Vacuum Interrupter Assembly
VACUTAP® RMV-A
2161246/00 EN
© Maschinenfabrik Reinhausen 2010
10 Appendix
10.5
Bypass Switch Assembly
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
69
10 Appendix
10.6
70
Parts Designation: Bypass Switch Assembly
VACUTAP® RMV-A
2161246/00 EN
© Maschinenfabrik Reinhausen 2010
10 Appendix
10.7
Cam Switch Assembly
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
71
10 Appendix
10.8
Parts Designation: Cam Switch Assembly
42
Part No.
Designation
Part No.
Designation
011 618
CAM DISC
094 075
HNDCRNK LOCKOUT MTG PLATE
025 919
WASHER
094 076
HNDCRNK PIPE SLEEVE
043 126
MOUNTING PAD
094 083
TIMING WHEEL
049 010
WASHER
1A67533H03
SPRING
052 633
INSULATION
1A67580H01
MICROSWITCH
052 758
MOUNTING BOW
1A67580H02
MICROSWITCH 186 AND AIW ONLY
056 907
HOLDING SHEET
1A67582H01
INSULATION TUBING
074 284
MOUNTING BRACKET
200 887
SLIDING PAD
074 285
MOUNTING BRACKET
400 195
PIN SPNG DIN1481-4 x 24
074 286
MOUNTING BRACKET
400 441
SCR CHD DIN84-M 3 x 25-4.8
074 287
MOUNTING BRACKET
401 534
PIN SPNG DIN1481- 3 x 18
074 293
PLATE
401 641
KEY DIN6885-A 4x 4 x 18
076 156
DRIVE SHAFT
401 642
SCR SET DIN914-M 5 x 6
076 157
LIMIT SHAFT
401 643
SCR SET DIN914-M 4 x 6
076 158
PARALLEL SHAFT
401 670
PIN SPNG DIN1481- 3 x 12
076 159
PILOT SHAFT
401 815
SCR SET DIN914-M 3 x 5
076 160
TIE ROD
450 488
SCR HX DIN933-M 5 x 12-8.8
076 161
TIE ROD
450 494
SCR HX DIN933-M 6 x 12-8.8
076 163
SPUR GEAR
450 498
SCR HX DIN933-M 6 x 18-8.8
076 165
SPUR GEAR
451 251
NUT HX DIN934-M 5-8
076 169
MOUNTING BRACKET
451 334
WSHR FL DIN125-B 6.4
076 179
POS. IND. MOUNTING
451 385
WSHR LK DIN7980- 5
BRACKET
452 203
RING RTNG DIN471- 8 x 0.8
077 356
SPACER
453 256
SCR HX DIN933-M 5 x 16-8.8
077 403
POS. IND. SUPPORT
453 266
SCR HX DIN933-M 8 x 16-8.8
078 876
REDUCER BUSHING
453 373
WSHR GL *-VSKD 6
094 068
PLATE ASSEMBLY
453 973
NUT LK DIN980-V M 6-8
094 069
PLATE ASSEMBLY
455 284
WSHR GL *-VSKD 8
094 070
SPUR GEAR ASSY
584 836
POSITION INDICATOR
094 071
SPUR GEAR ASSY
R0003700
RS3104-C M 3 x 8
094 072
SPUR GEAR ASSY
R0003800
RS3104-C M 3 x 12
094 073
SPUR GEAR ASSY
R0003900
RS3302-B 3.2MM
094 074
SPUR GEAR ASSY
R0014200
RS3100-C .190-32 x .75
094 074
SPUR GEAR ASSY
RMV-II LOAD TAP CHANGER
Cam Switch Assembly
72
VACUTAP® RMV-A
2161246/00 EN
Parts designation
for dwg 4D32299
© Maschinenfabrik Reinhausen 2010
10 Appendix
10.9
Adjustment of Main Drive Shaft Coupling
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
73
10 Appendix
10.10
74
Parts Designation: Main Drive Shaft Coupling
VACUTAP® RMV-A
2161246/00 EN
© Maschinenfabrik Reinhausen 2010
10 Appendix
10.11
Drive Mechanism, Ground Level Mounting
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
75
10 Appendix
10.12
76
Parts Designation: Drive Mechanism, Ground Level Mounting
VACUTAP® RMV-A
2161246/00 EN
© Maschinenfabrik Reinhausen 2010
10 Appendix
10.13
Drive Mechanism, Standard Mounting
© Maschinenfabrik Reinhausen 2010
2161246/00 EN
VACUTAP® RMV-A
77
10 Appendix
10.14
78
Parts Designation: Drive Mechanism, Standard Mounting
VACUTAP® RMV-A
2161246/00 EN
© Maschinenfabrik Reinhausen 2010
www.reinhausen.com
©Maschinenfabrik Reinhausen GmbH
Falkensteinstraße 8
D - 93059 Regensburg
2161246/00 EN • 05/10• F0209700• TL8001.03
Telefon:
Telefax:
E-Mail:
+49 (0)941 4090 0
+49 (0)941 4090 7001
sales@reinhausen.com