Circuit Breaker Signature Analysis
advertisement

Circuit Breaker Signature Analysis
Summary
Timing circuit breakers has been a long standing tradition within electric utilities
in particular. The purpose of this test is something familiar to most in the
business, and needs little justification. When we think of timing, most of us tend
to think in terms of what we will call “traditional timing.” The traditional timing
of circuit breakers includes such measurements as; contact make and break times,
velocity, bounce, etc. These measurements are critical to the circuit breaker’s
operational integrity, and there can be little dispute of this fact. Circuit breaker
manufacturers provide operational parameters as they relate to these
measurements. In order to perform these tests a circuit breaker must be removed
from service and grounded for Safety reasons. As a result of many years of
timing circuit breakers with this equipment, the sight-glass by which we measure
potential problems has been somewhat narrowed in scope. For example; if a
transformer trips on transformer overload relaying, and a feeder overload relay
also operated as well, our first response to the problem is to assume that the
circuit breaker was slow opening (and indeed so). As a result of this narrowed
scope, we assume that “traditional timing” of the circuit breaker will reveal the
slow operation of the breaker. In most cases this produces disappointment and
finger pointing. By finger pointing we mean that an assumption is made that it
must be a relaying problem instead of a slow breaker once the traditional timing
method has been applied. As a result of this assumption, relay technicians are
called to the scene, find nothing wrong and together everyone shakes their heads
wondering what actually happened. This scenario may occur again, only this time
crews may find a failed trip coil and assume that the trip coil was faulty and fail
to look any deeper. Sound familiar?
Background
Most electric utilities have undergone some form of restructuring over the past 15
to 20 years. As a result of this restructuring, maintenance programs have been
pushed further and further out. Many utilities, in the execution of these past
maintenance programs used what is commonly referred to as “penetrants.” These
penetrants generally came in the form of spray cans, and were mistakenly applied
as a lubricant to the circuit breaker’s operating mechanism. These practices,
while widely accepted, actually removed the lubricating properties from the
grease in the bearings, leaving only a sticky soap base for the bearings to ride
upon during the operation of the breaker. Grease is simply a combination of oil
and soap. Once the oil is removed, the only thing left is the soap. This creates a
situation that makes it difficult for the breaker’s operator to overcome when called
upon to trip under fault conditions. Once a fault operation occurs, the small
amount of lubricant that may remain in the soap is redistributed allowing the
breaker to move freely for a period of time. This is the very reason why it is very
difficult, if not impossible to diagnose with traditional timing equipment. As
stated above, traditional timing equipment relies upon the breaker being removed
from service to perform the test. Once this occurs during the investigation of a
“slow breaker,” the breaker has been operated at least twice; once during the fault
operation, and once again during the removal of the breaker from service to
investigate the problem, thereby freeing the mechanism such that the problem
goes undetected.
As stated above, traditional timing equipment is critical to the utility’s arsenal of
test equipment. As a circuit breaker is received from the manufacturer, it is
critical to ensure that the speed measurements are within the manufacturer’s
specification. However, once the breaker has been commissioned for service,
typical problems encountered with age may go undetected utilizing traditional
timing equipment. Trip latch bearings are one of the leading causes for a slow
operating circuit breaker. One reason is that the trip latch bearings are easy to get
to as it relates to spraying penetrants into the breaker’s operator. Comparing trip
coil current signatures between first and second trips can relay information about
a breaker’s performance that can’t be detected by traditional means.
Technical Information
What is meant by comparing “trip coil currents?” When a trip coil is called upon
to operate, by design it produces a certain amount of current during the operation.
During this operation it can be determined when the breaker actually comes off
latch. For many breakers a “off latch” time of 20 milliseconds or less is normal.
Example: When capturing the “first trip” many breakers may produce a off latch
time of 180 milliseconds, while the very next trip may produce a “off latch” time
of 18 milliseconds. This is merely an example, but yet a very real example of
what has been found in the industry. Within just one operation of the breaker all
of the pertinent information has been lost unless captured by an instrument
designed to detail this information. To put this in perspective as it relates to the
scenario above, the first trip generated a “off latch” time of 10.8 cycles. The main
contacts at this point have not separated, but rather are just beginning to move that
direction. Add another 20 or so milliseconds to that equation and you have a
contact part time that would equal a 12 cycle trip or greater, and that depends
totally on everything else operating normally within the trip sequence. In other
words, this scenario assumes no main bearing issues but only trip latch bearing
issues. While it may be difficult to believe that a breaker will speed up as much
as 10 cycles or more during just 1 operation of a breaker, it can and does happen.
This is the very reason that traditional diagnostics are unable to detect the
problem.
Other items of measurement worth mentioning that create operational problems
include but are not limited to; station battery issues, auxiliary contact failure,
loose control wiring and poor battery charger filters.
Randy Cox
Sales & Support Manager
Kelman North America
Case Studies
Progress Energy is in the very infant stages of putting a working preventative
maintenance program in place that will effectively use and benefit from “first trip”
technology. We began using “first trip” technology in 2002. We purchased a handful of
first trip units and let the crews experiment with them. In 2004 the first procedure was
put together that described the use of the first trip unit and how the data was to be
gathered and analyzed. The good data was to be analyzed by the crews against the limits
mentioned in the procedure. These limits dealt with MCON times for opening and
closing 3 to 5 cycle breakers. After analyzing the data, the crews were to place the data
on the network and one person in our System Reliability Power Quality Unit was to look
at the data and create baselines. A baseline shot is a grouping of 3-4 good shots from 3-4
different breakers with the same mechanism type (voltage class and trip coil ratings must
be considered as well). The set back here, as with any other preventative maintenance
program, is the influx of data never matches the manpower given to analyze it. Also, as
was mentioned above, there is more to a first trip circuit breaker signature analysis than
just verifying the MCON time.
From 2004-2005 this program self existed. This is not the best way to run an infant
preventative maintenance program. In early 2005, Progress Energy joined the likes of
other utilities and added an Asset Management group to its Transmission department
which would support both the Florida and Carolina’s portion of the company. Within
this Asset Management group is a group called Component Engineering. This unit was
given the Circuit Breaker Signature Analysis program. The Carolina’s had already had
training on how to read a Circuit Breaker Signature. Florida had not. So in 2006, various
training sessions were held in Florida on how to read a Circuit Breaker signature. At this
point, it was obvious that the original procedure would need to be updated.
One of the reasons for the formulation of Component Engineering was to go to
equipment specific procedures. This meant writing specific procedures for different
manufacturers and model types of equipment. This evolved into equipment specific job
plans (what to do), instructional material (additional information on how to do something
over and beyond the manufacturers instruction manual) and a basis document (why we do
what we do when we do it).
Therefore in addition to turning the original general maintenance procedure (MNTTRMX-00020, Circuit Breaker Mechanism Timing Test) in to a basis document, a
specific job plan (Job Plan 81245, Circuit Breaker Mechanism Timing Test Job Plan) and
instructional material (MNT-TRMX-00021, Instructional Material for Circuit Breaker
Mechanism Timing Test) were created. This was done in the middle of 2007. The
advantage of having this specific job plan is it guides the Maintenance personnel on what
to look for in a circuit breaker’s mechanism signature (i.e. the data out of first trip unit).
This will reinforce the training they have had on how to read a circuit breaker signature
and empower them to fix what can be fixed immediately and initiate work requests for
those things that must be scheduled into the work plan. Looking forward, Progress
Energy fully desires for this preventative maintenance program to be self sustaining,
provided all the necessary documentation, training, and product reliability are in place.
After all it is one of the easiest ways, when used properly, to reduce Customer Minutes
Interrupted (CMI).
Here is a portion of each of the above mention documents:
Circuit Breaker Mechanism Timing test Basis Document
MNT-TRMX-00020
1.0
Introduction
1.1
Purpose
The purpose of this document is to provide a basis for the time directed preventative maintenance of circuit
breaker mechanism timing.
Basis that supports the task/interval can be derived from but not limited to industry/PGN operating experience
(i.e. Doble knowledge database, benchmarking, lessons learned, EPRI), industry standards, manufacturer
recommendations (i.e. instruction book, service advisories, and bulletins), NERC/FERC/SERC/NEIL
requirements, and IEEE/ANSI/ASTM standards.
This procedure shall be followed in accordance with the Transmission Maintenance Procedures Policy
(MNT-TRMX-00000).
2.0
References
1.
2.
3.
3.0
Job Plan #81245, Circuit Breaker Mechanism Timing Test Job Plan.
Kelman Profiler P2 Operating Manual.
MNT-TRMX-00021, Instructional Material for Kelman Profiler Circuit Breaker Mechanism Timing Test
Safety & Environment
For protection of our employees and environment, employees should stay abreast of, and adhere to all safety rules, all
established work practices, and all environmental compliance practices while performing maintenance on this
equipment. Circuit breaker mechanisms contain apparatus and components that travel at high speeds and caution
should be observed when using this device to capture mechanism coil signature data.
4.0
Time Directed Preventative Maintenance Program
Job Plan #
81245
4.1
PM Application not
4.1.1
Task Description
CB Mechanism Timing Test - Profile
Frequency
Yearly
PM Application notes
4.1.1
CB Mechanism Timing Test – Profiler
Task Description:
Identifying slow circuit breaker operation via a predictive tool can target breaker maintenance to help prevent
operating failures. The Circuit Breaker Mechanism timing test is a method of determining the operating
mechanism conditions related to the reliability of breaker tripping and closing functions. The test device, a
Kelman Profiler, captures a measurement of control circuitry source voltage, coil current, and the operation of
the main contacts during an opening or closing operation. These voltage and current measurements produce
a signature of the coil characteristics and are used most importantly to determine breaker operating speeds
with a simple and efficient clip on test instrument. Results provide numeric times that represent specific
points during the mechanism operation.
Task Expectations (ex. to identify and prevent failure causes/mechanisms):
The primary goal of the testing is to identify mechanism lubrication problems to resolve. Testing also
provides a coil signature trace characteristic of the breaker operator that can also identify other issues
associated with breaker mechanisms. Some examples include faulty trip or close coils, incorrect coil
application, loose connections, mechanism adjustment deficiencies and control source or battery system
issues. If the Circuit Breaker Mechanism Timing test is not performed than the lubrication issues in a
mechanism could go undetected until it is too late. The breaker is called upon to operate and it is so slow
that the bank over-currents pick up and lock out the bank.
Task Interval Considerations/Decisions:
The Circuit breaker Mechanism timing test will be done yearly for several reasons. The longer a breaker sits
without operating the better chance it will not operate when called upon to operate. This is the basis for
quarterly trip testing. Quarterly trip testing probably happens 50% of the time. Therefore realistically, some
of the breakers in the PGN fleet sit 3-6 months without operating. The only way to see how this mechanism
is behaving is to perform an online Circuit breaker Mechanism timing test. Waiting longer than a year would
mean that the breaker could go longer than 6 months without operating. This is too risky. Other utilities do
this every 18 to 24 months. This might be acceptable once we get a good baseline of data and become more
active in analyzing our data.
5.0
General Information
5.1
First Shot - Emphasis shall be placed on obtaining the first shot during testing to capture trip and close
characteristics consistent with true operating conditions. The first shot data shall be used to evaluate
against criteria mentioned in the Mechanism timing test job plan and maximum MCON times given in Table 1.
If allowed, a second shot should be performed; this will confirm any lubrication issues. Follow up actions to
resolve problems shall be initiated when test results are outside acceptable limits.
CAUTION: Test equipment hookups are required while breakers are still serving customer load prior
to removing a breaker from service. Extreme care should be exercised when performing tests to
insure inadvertent trips and subsequent loss of load does not occur.
This document also describes the use of this test device. Tolerances given in Table 1 are general and based
on breaker designs. It is not the intent of this procedure to specify individual limits for every breaker
manufacturer or type but instead to give general tolerances based on operating designs that will identify
problems. Examples of differences in tolerances would be for a 2 cycle tripping vs 3 cycle tripping designs or
solenoid, charged spring or pneumatic closing designs. One of the major objectives is to identify lubrication
flaws caused by aged or dried grease and possible failed or inoperable mechanism bearings. It is critical that
data is captured during the first operation after the breaker has been dormant for a period of time. The “first
shot” will typically represent and reveal true operating characteristics, unlike subsequent operations where
mechanism components are loosened or freed up. Comparisons between the “first shot” and second or
third breaker operations can also reveal problems and should be used in determining breaker condition. If
the time obtained from the first shot is slower than subsequent operations, mechanism component sticking in
some form is present.
Buffer, latch, Acon and other numeric test parameters on page 5 captured by the instrument are interpreted
from the specific points on the coil current signature trace. The numeric values are sometimes missed due to
the sampling rate of the device, but can be determined when viewed graphically. Coil signature comparisons
of like designs can also be performed with the test instrument software “ReplayPro”. Coil currents with
smoother profiles may result in numeric values not being captured. The current signature trace will reveal the
characteristics and should be used when the numeric values are questionable or missed.
5.2
#2 Cap Bank Switches - Regarding capturing of an Operation Profile Analyzer test on #2 Cap bank vacuum
switches, this PM does not need to be performed on this vacuum switch because it serves as the isolation
device for the second capacitor bank in a cascaded bank. Since the vacuum switch for the second bank is
controlled/protected by the controls/relaying for the fist bank breaker, there is no value in evaluating its
opening and closing speed.
5.3
Independent Pole Operated Breakers (IPO) – A Kelman Profile P2 three phase interface unit should be
used to capture trip and close shots on IPO breakers. This will allow capturing all three poles MCON times
simultaneously. The trip coils from an IPO are arranged so that one trip coil from each pole is in series with
the other two. The DC current probe will be looking at the current going through all 3 coils at one time. The
value here will be looking at the first trip from each set of trip coils and comparing this trace with future trips.
Therefore, a note will need to be made in the shot record of the breaker as to which set of trip coils are being
looked at, so that next time a trip shot is taken, it is known which trip coils where looked at last. If a second
trip can be obtained, the first set of trip coils should be looked at again to determine if any lubrication issues
are present.
The close coils from an IPO are arranged in parallel. The DC current probe will be looking at the current
going through one coil at a time. The value here will be looking at the first close from each close coil and
comparing this trace with future closes monitoring that same coil. Therefore, a note will need to be made in
the shot record of the breaker as to which close coil was being looked at, so that next time a close shot is
taken, it is known which close coil was looked at last. If a second close can be obtained, the first close coil
should be looked at again to determine if any lubrication issues are present.
5.4
Cap Bank Breakers - Regarding the capturing of traces on Breakers protecting cap banks. Sometimes the
DCC is sensitive to this because of the voltage transients that are caused when closing in the capacitor bank.
Therefore, if the Capacitor bank is currently out of service and the DCC will not let you close in the capacitor
bank, and a Kelman shot is needed, just open up the disconnects and take a close and open shot. The
MCON time will be sacrificed in this case. NOTE: Latch time, Voltage trace and loose wire/Auxiliary Contact
issues can still be observed.
If the capacitor bank is in-service and the DCC will not de-energize the bank, then another time will have to
be arranged when this will be acceptable to the system to operate.
5.5
Testing
5.0.1
Perform circuit breaker mechanism timing test per Job Plan #81245.
5.0.2
If additional information is needed refer to MNT-TRMX-00021, Instructional Material for performing
circuit breaker mechanism timing test.
5.0.3
Substation Maintenance should review test data and perform follow up actions as required.
Component Engineering may be consulted as needed to assist with analyzing test data.
5.0.4
Tripping times are tightly specified and generally consistent with the table due to the importance of
fault clearing time. Closing time characteristics have wider variances between manufacturer’s
designs.
Parameter
Operation
Max (MCon)
Main Contact Part-5 cycle CB
Trip
83msec
Main Contact Part-3 cycle CB
Trip
50msec
Main Contact Part-2 cycle CB
Trip
35msec
Main Contact Close-Spring Operator
Close
200 msec
Main Contact Close-Solenoid Operator
Close
200 msec
Main Contact Close-Pneumatic Operator
Close
200 msec
TABLE 1: Acceptable MCON Time limits.
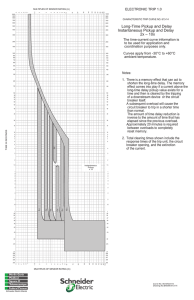
5.0.5
The Profiler captures various pieces of pertinent data that can be utilized to help determine the
source of a problem. Below is an example trace with data captured and an explanation of the
points captured. Examples of coil signatures that represent latch friction, trip circuit connection
problems, weak battery source, faulty auxiliary switch contacts and other causes can be found in
the test device manufacturers literature Appendix A of the Profiler P2 operating manual.
Ltch:
Bffr:
Acon:
End:
Mcon:
Ipk1:
Iplt:
Vini:
Time when the trip latch is released (ms).
Time when the trip coil slug reaches the end of its motion (ms).
Time when the 'a' contact interrupts the trip coil current (ms).
Time when the trip coil current reaches zero (ms).
Time of transition of the main interrupter contacts.
Amplitude of first current peak (A dc).
Maximum current during record (A dc).
Initial voltage before breaker operation (Vdc).
Vmin:
Minimum voltage during breaker operation (Vdc).
EXAMPLE COIL SIGNATURE TRACE
Instructional Material for Kelman Profiler Circuit Breaker Mechanism
Timing Test
MNT-TRMX-00021
Applies to: Transmission Department – Carolinas & Florida
Keywords: Transmission, Maintenance, Kelman Profiler, Mechanism Timing Test
1.0
Introduction
1.1
Purpose
The purpose of this document is to show the basics of how this piece of test equipment operates and present
any aids that might be useful in assisting the performance of any mechanism timing tests with this equipment.
3.1.
Component Basics
The Kelman Profiler produces a shot (or record) of how a breaker’s mechanism is operating during an open
and close operation. A DC current probe monitors the current flowing through the trip/close coil. Looking at
the current going through the coil it can be determined when the breaker comes off latch, when auxiliary
contacts open or close, the performance of the auxiliary contacts, and the status of the operating coil/control
wiring. The Kelman Profiler actually triggers on the current that is picked up by the DC current probe. A set of
voltage leads show a good picture of how the station batteries and chargers are performing, along with the
cabling and wiring associated with the DC source at the time the profile shot is taken. An AC current probe is
used to monitor when the breaker’s main contacts open or close based on current flowing through the
Breakers main CT’s.
2.0
References
1.
2.
3.
3.0
MNT-TRMX-00020, Circuit Breaker Mechanism Timing Test Basis Document.
Job Plan#81245, Circuit Breaker Mechanism Timing Test Job Plan.
Kelman Profiler P2 Operating Manual.
General Operating Instructions
3.1
Circuit Breaker Connections – The breaker connections shown below are from the test instrument
manufacturer’s literature. The test captures the control circuit current with a DC clip-on device. As
shown, it would capture either the trip or the close breaker operation. Refer to breaker schematic
drawings and wiring diagrams to insure connections are made in circuit locations to obtain adequate
supply voltage, phase current and trip or close control circuit operating current. Control circuit current
connections should be such that current from other apparatus within the breaker is not captured. An
example of this would be a spring charging motor current should not be included in the captured data.
The DC current probe should not be connected near, within 12”, of the trip or close coil or wire
bundles. These can generate additional magnetic fields that can effect the operation of the DC
current probe.
During the initial test for each circuit breaker, test connections within the mechanism circuitry should
be identified with colored tape. This will promote consistent testing and provide reduced connection
time for future tests.
•
•
•
•
Green – AC circuit clamp-on connection in the breaker CT circuit
Red – Source DC positive connection to the test set.
White – Source DC negative connection to the test set.
Blue – Control circuit current clamp-on connection.
Profile method of connection: It does not matter whether the placement of the DC current
clamp-on is on the positive or negative side of the coil. Just remember to ensure that you
are only looking at current going through the trip or close coil. Polarity of the DC current
probe is not important, even though it is indicated on the probe itself.
3.2
Data Entry - The data entered into the test set to identify the substation [Substation name], breaker
type [breaker type/mechanism type and breaker ID [CB #/breaker name] should be consistent to
insure shots provide adequate information about the breaker being tested. The example below
should be used when entering information into the test set prior to testing. NOTE: When entering the
breaker type/mechanism type, this field is limited to 21 spaces. Please reduce the name of the
breaker type to relevant nomenclature only (leaving off the breaker’s type revision/contact
configuration numbers) and then proceed with the mechanism type. For example with the following
breaker types SDV-25-20-1200 and 23KS-500-12D they can be written as SDV-25-20 and 23KS-500.
Profile Naming Convention
Substation
.
Substation Name
Breaker Type
Breaker Type/Mechanism Type (max 21 spaces)
Breaker ID
CB1234/Breaker Name
Naming Example
3.3
Substation
HEMINGWAY 115KV
Breaker Type
23KS-500/SE31C
Breaker ID
CB0553/JOHNSONVILLE or CB0553F/A119
AC Close - A coil signature analysis will not be as easily interpreted on breakers with AC close circuit
supplies. AC close times should be measured based on the total time the close coil current is present
during the close operation. This represents the time taken for the 52X to de-energize the close coil
when the breaker gets to the fully closed position. A close shot while picking up load should be used.
This provides the best test by capturing the main contact closing and provides a means of getting
repeatable close results that will identify slow close operating breakers.
When taking a close shot on an AC closing breaker, leave the voltage leads disconnected (there is no
value in looking at the AC sine wave) and connect the DC current probe inside the AC rectifier on the
DC close coil or on the AC close coil for the current trace. Remember, in order for the Operation
Profile Analyzer handset to trigger, it must see AC or DC current.
3.4
DC Current Probe Setting - When attaching the DC current probe to monitor the trip or close coil
current, ensure the 20 or 200A setting on the DC current probe is set appropriately (set on 20A
unless it is known that the current the trip/close coil draws is more than 20A {see breaker
nameplate}). If more than 20A is drawn then set on 200A and see the NOTE below.
NOTE: If you take a Kelman shot and the trip coil draws more than 20A, and the probe is set on 20A,
the Profiler will cut off the trace. If you know, the trip coil is going to draw more than 20A, set the DC
probe on 200A. When doing this, it makes the current in the Profiler show up at a 1/10 of what it
actually is (i.e. multiply the Profiler current value by 10 to get the actual current). Once a shot is
downloaded to ReplayPro, amend the shot by changing the probe setting to 20A. This will scale the
shot correctly in ReplayPro.
3.5
AC Charged Capacitor Trip - Regarding the capturing of trip traces on AC charged capacitor trip
devices leave the voltage leads disconnected for the reason stated above with AC Close breakers.
Connect the DC current probe downstream of the capacitors to pick up the current used by the trip
coil.
3.6
Profiler Operation Aids:
3.6.1
3.6.2
3.6.3
3.6.4
3.6.5
3.6.6
3.6.7
3.6.8
3.6.9
3.6.10
4.0
If the battery light is blinking on the DC current probe, the battery in the DC probe needs to
be changed. If the screen on the profiler seems to flicker, or transition slower between
screens, change the batteries in the Profiler. If there is no DC voltage reading on the
Profiler once it is armed, and connections are verified to be good, the Profiler’s batteries
might need to be changed.
If you are having trouble with your Profiler unit, ship to Meter lab for them to ship to Kelman
in Chicago. This way issues with the unit can be tracked and trended. Loaner units may
be available via the Meter lab or Kelman.
Keeping fewer records on your profiler will save your 4 “AA” battery life.
Do not drop the units, they have sensitive electronics and solder connections inside that jar
loose easily.
You can not connect a PR20 probe to a P2 or a PR200 probe to a P1.
Be extra careful in storing CT cables. They are fragile and any sharp bends can break the
leads.
If having issues with the voltage trace not showing up in the trip or close shot, check the
solder connections on the voltage leads. Same with the MCON and DC Probe
connections, check the solder connections under the Rodell connectors.
The profiler should be sent in for service and calibration once every two years. The
calibration date is stored in the Profiler under, Auxiliary, Set Up, and Calibrate.
If the 9V DC probe battery has recently been changed or a new DC probe has been
obtained and connected, the DC probe thumbwheel (adjusts DC offset) might need to be
zeroed. If the profiler triggers instantly after a 9V battery is changed out or a new probe
has been connected, the DC probe may need to be manually calibrated. Once the mV
reading gets so high the Profiler doesn’t know that the DC probe needs to be rezeroed. Do
so by checking the mV output of the DC probe. Pull back the Rodell connector to note
which two pins have wires connected to them. Measure mV across those two pins. If
greater than 80mV (if less than this, the profiler is supposed to be able to adjust itself) zero
the thumbwheel till the mV reading becomes approximately 0mV. Reconnect probe and try
arming the profiler again.
The profiler will hold up to 100 shots. Note, as it gets closer to these 100 shots, data from
shots can be taken away as the memory fills up.
General Testing Instructions
4.1
Pre-job Activities
4.1.1
4.1.2
4.1.3
4.1.4
4.2
If the Profiler unit has been disabled for 4-5 months, power it up and arm it over night so
that the onboard battery can be charged. This onboard battery supplies DC (3.6V) to
several of the Profilers control boards. If the real time clock reading on the profiler is
drastically incorrect, or it begins losing records, the 3.6V on board battery is going dead.
Verify the Profiler trigger is set at a minimum of 200mA (Auxiliary, Set Up, and Trigger).
To keep unwanted noise and interference out of shots, ensure openings in the CT’s
exposing the CT’s ferrite core are kept free of oxidation. If it needs to be cleaned up, use a
relay contact burnishing tool.
When using a Profiler P2, ensure screen says PR200-20A when armed. This is verifying
that the correct AC current probe has been connected.
Job Site Activities
4.2.1
Latch Time
•
Time it takes to come off latch.
•
Slow times here could indicate a lubrication issue with the trip latch.
•
If the latch time is not captured numerically, review the trace on the Profiler and move
it underneath the cursor to approximate the latch time.
Note: The latch time may or may not show up, if it doesn’t this is applicable of the breaker
coming off latch very smoothly and the processor in the Profiler not picking it up or the
sampling rate in the Profiler was not fast enough to catch it.
Action: If the latch time is 5ms greater than the previous shot (or 5ms less than the
previous shot if this is an immediate second shot), relubricate the trip latch mechanism per
MNT-TRMX-00030. If relubrication is not completed per NMT-TRMX-00030, write W/R so
that work can be completed in 30 days.
4.2.2
DC Voltage Trace
•
Issues here could indicate DC cabling/wiring connection problems.
•
Or supply battery charger/cell problems.
Note: The DC voltage trace is shown on the first and final screen of the Profiler’s record.
The drop in voltage can be determined by subtracting Vmin (minimum voltage) from Vini
(initial voltage).
Action: Verify DC problem is either in the breaker or the supply. Is this problem only seen
on this breaker or is it seen on the breaker in the bay next door? Are the DC voltage leads
solidly connected?
4.2.3
Loose Wire/Aux Contact Issues – May appear as (via the DC coil signature):
•
Erratic sharp abrupt squiggly lines
•
Or erratic rolling hill squiggly lines
•
Depending on the density and repetitiveness, this could also be indicative of an AC
coil or a coil where the insulation is breaking down.
Observation: The coil signature appears to have multiple shallow bumps (slight sawtooth).
Action (loose wire): Maybe a sign of a loose wire in the trip circuit. Trace the trip/close
circuit wires and insure connections are adequate.
Observation: The coil signature appears to have multiple deep and abrupt humps.
Action (aux contact): Maybe a sign of an auxiliary contact issue. Burnish and check
wipe/linkage of auxiliary contacts.
Observation: The coil signature just has one or two abrupt off scale humps.
Action (bad connection): Maybe a sign of a connection problem with the profiler or a bad
DC current probe, or out of date EPROM. Check all profiler leads and ensure soundly
connected. Ensure CT probes connections are free of oxidation/corrosion. Swap out DC
current probe with another, if able, for troubleshooting.
4.2.4
MCON Time
•
This is the amount of time it takes for the main contacts of the breaker to open/close.
•
Slow latch time issues above could contribute to this, and/or there could be lubrication
issues deep inside the mechanism (beyond when the breaker comes off the latch).
Observation: MCON time is not within limits.
Action (MCON issue with/without latch time issues): If action was taken with the slow
latch time above, this may improve, if not, a W/R needs to be written to address relubricating the mechanism in the future.
Observation: MCON is not available. Attempt to determine why the MCON time was not
captured.
Action (No MCON): Is there enough current flowing through the main contacts of the
breaker? Is it connected to the proper CT wire? Is it an AC probe issue?
4.2.5
Significant Differences between previous and present shots
•
4.2.6
If significant differences between the previous and present shots exist,
particularly in the area of lubrication of the trip latch, and you are able to take a
second shot, proceed with the second shot. Immediate improvements in the
Latch and MCON time are indicative of lubrication issues.
What if anything can be addressed immediately
•
What if anything can be addressed immediately (i.e. if it is a distribution
breaker, the trip latch could possibly be rejuvenated, loose wiring/cabling could
be checked for, and auxiliary contacts could be burnished)? Perform the
necessary maintenance.
Circuit Breaker Mechanism Timing Test Job Plan
Date:
Area:
Station:
Breaker:
kV:
Amp:
S/N:
Crew ID#
CB#:
Routine Reference Material: Procedure MNT-TRMX-00020, Instructional Material MNT-TRMX-00021, Procedure MNT-TRMX-00030.
Non-Routine Reference Material: Manual Profiler P2 Operating Manual, Manual Profiler Software Operating Manual,
NOTE: The following tasks are minimum maintenance checks that are to be performed. The manufacturer’s instruction book is the official guide on how to maintain this equipment. The page number
references below to pages within the instruction manual. Grey shaded areas below indicate trending data.
Task
Pre-Job Activities
1. Print breaker’s previous profile shots from local area hard drive. Ensure voltage and
MCON traces are turned on.
2. Print baseline shots if available. Check Component Engineering network for
availability
{\\NT000030\shared\transmission\Component_Engineering_Unit\Transmission_Equip
ment_Technical_Info\Circuit_Breakers\ProfileBaseline (Kelman)\}.
3. Enter appropriate substation name, breaker/mechanism type and CB#/breaker name.
See MNT-TRMX-00021.
4. Verify DC Current probe is turned on and setting is correct.
5. Both current probes and voltage leads are attached securely to the Profiler handset and
to the properly taped locations inside the breaker.
6. Ensure DC current probe is not within 12” of the trip/close coil or any wire bundles
{these may induce emf interference}.
7. Select shot type (T/C)
8. Arm Profiler handset.
Completed
(Initials)
Comments
(Note any corrective actions taken)
Task
Job Site Activities
9.
If DC voltage is not present on the handset, stop and verify why.
10.
Capture breaker mechanism open operation per procedure MNT-TRMX-00020, & 00021. Ensure breaker is locally electrically operated.
11.
Note and investigate any significant differences between the following open shots:
last shot previous to this one, baseline shot, and shot just taken by applying the
below criteria:
NOTE: Appendix A (Trip coil profile tutorial) in the Profiler P2 Operating Manual may
also be used as a reference.
Analyze Trip and Close Profiler Shots
a.
Latch Time
•
Approximately 10-20ms (this may vary with different breaker
types).
•
For assistance refer to MNT-TRMX-00021, Sect.4.2.1.
b. DC Voltage Trace
•
48VDC system, voltage drop should be 5 volts or less.
•
125VDC system, voltage drop should be 10 volts or less.
•
For assistance refer to MNT-TRMX-00021, Sect.4.2.2.
c. Loose Wire/Aux Contact Issues
•
Verify coil current is representative of the type coil being used (via
breaker nameplate or Instr. Manual)
•
Does the coil signature appear to have any bumps (shallow, deep,
multiple, abrupt, etc.)?
•
For assistance refer to MNT-TRMX-00021, Sect.4.2.3.
d. MCON Time
•
Is the MCON time available?
•
MCON time should be within limits stated by the manufacturer or
MNT-TRMX-0020, Table 1.
•
For assistance refer to MNT-TRMX-00021, Sect.4.2.4.
12. Capture breaker mechanism close shot per procedure MNT-TRMX-00020, -00021.
Ensure breaker is locally electrically operated.
Completed
(Initials)
Comments
(Note any corrective actions taken)
Task
13. Note and investigate any significant differences in the previous close shot, close
baseline shot, and the close shot just taken by applying the above criteria in step 11.
NOTE: If it is an AC close circuit than analyzing the AC close or DC trip voltage trace
is not applicable.
14. If shots are acceptable based on the above criteria, proceed to step 18.
15. If significant differences between the previous and present shots exist, take a
second shot if possible by re-performing steps 4-14. For assistance refer to MNTTRMX-00021, Sect.4.2.5.
16. What if anything can be addressed immediately? Perform the necessary
maintenance and redo steps 4-14. For assistance refer to MNT-TRMX-00021,
Sect.4.2.6.
17. Evaluate the severity of unresolved issues and initiate a W/R accordingly.
18. Download shots in the Profiler into your local database (on the ONE designated
computer).
19. Delete any shots taken today that are of no value for future reference (i.e. the profiler
was setup incorrectly or failed/improperly triggered). If there are questions about a
particular shot, or it is not understood what is happening with a particular shot,
please contact Component Engineering before deleting the record.
20. Export the shots to the proper network location:
{file:\\NT000030\applications\xchange\Profile shots\}. Good shot records will be
used for inclusion as future baseline shot records.
Completed
(Initials)
Comments
(Note any corrective actions taken)
Progress Energy has come to the conclusion that the best thing to look at when analyzing
first and second trip shots are a previous shot from that very breaker as well as a baseline,
if one is available. With these two shots, the above job plan, and a first trip device with
the present shot in its memory, you have all you need at your fingertips to verify the
status of the breaker mechanism you are testing. Progress Energy is in the process of
gathering 3-4 good shots for each different breaker type and creating baseline shots.
These are mechanism, voltage class, and trip coil rated dependent. These baselines can
be used, as mentioned in the above job plan, to get an immediate online status of the
operability of a breaker and its mechanism. Progress Energy has asked a manufacturer of
a first trip device to assist in gathering and sharing baseline shots from other utilities.
These could be placed on the manufacturer’s web site for all to view and use as needed.
Progress Energy is encouraging its Maintenance personnel to do the following when
going out to a breaker to capture a first trip: Take a copy of the Instructional material
MNT-TRMX-00021, a job plan #81245, the breaker’s previous first trip and a baseline, if
available. With these tools Maintenance personnel are able to begin analyzing the first
and second trips themselves. This empowers them to make decisions immediately
regarding the breaker’s mechanism health. Let’s try it out. Here are a few examples of
some first and second trips.
This first breaker in Figure #1 is a 1983 GE FKD-25.8-11000-4, with an ML-10
mechanism, its previous first trip, and present 1st and 2nd trips are labeled accordingly.
Present First Trip - 2
Present Second Trip - 3
Previous First Trip - 1
Figure 1- GE FKD-25.8
Let’s look at the basics mentioned in the job plan: Latch time, voltage trace, loose
wire/aux contact issues and MCON time. Looking at trip #1 the latch time, voltage trace,
and MCON time look fine. There are no loose wire/aux contact issues either. Trip #2
and #3 are a different story. Trip #2 didn’t come off latch until 150ms. This is way to
long. Notice as well that it appears that the first trip device timed out (it does this at
999ms) before the breaker actually opened. The voltage is okay on this trip as well as
there appears to be no loose wire/aux contact issues either. Trip #3 was taken shortly
after #2. Since a trip output was burned up, the disconnects were opened on the breaker
before trip #3 was captured (i.e. no MCON time). You see a big improvement on the
latch time in trip #3, down to around 40ms, where it normally sits around 25-30 for this
type breaker.
This breaker was scheduled to have a mechanism timing test performed on it in January
of this year. This was done and the breaker turned out to be so slow to open that it
burned up an SEL351 trip output. Unfortunately we do not have the data from this
mechanism timing test. At the time Maintenance personnel rejuvenated the lubrication in
the trip roller bearing and cam follower bearing with some light weight oil. Rejuvenation
is the attempt to replace evaporated oils from original grease. Rejuvenation depends on a
wicking action to draw the oil into a needed location. Under no circumstances should we
consider rejuvenation as repairing the problem. Rejuvenation is only a temporary
solution and should not be expected to last longer than 30 days. They took a second trip
after the rejuvenation and the breaker tripped fine. Once again we do not have this data
to show. Since they had problems with the breaker in January, they went back in June
and performed another mechanism timing test on the breaker. Once again the breaker
was so slow to open that it burned up another SEL351 trip output contact. It was taken
out of service and relubricated. Relubrication is removing all remnants of the original
lubrication and totally reapplying the correct lubricant. This requires complete
disassembly of associated bearings. No major lubrication issues were found.
Maintenance personnel also found two composite sleeve bushings on either end of the
toggle and intermediate link that had over .010 of wear in them.
.
Figure 2 - GE FKD-25.8 with new sleeve bushings
It is believed that the slop in these was causing a binding action that slowed the trip.
These sleeve bushings were replaced and above in Figure #2 are two trips taken one
month later one week apart. Checking quickly our job plan, there are no issues with latch
time and the voltage trace looks good as well. As far as the DC current flowing through
the trip coil, there are no humps or abrupt dips, leading us to believe there are no issues
with loose wires or auxiliary contacts. Also the MCON time is well within the 50ms
maximum standard for a 3 cycle breaker. This breaker will continue to be frequently trip
tested to ensure the slow trip has been resolved. Had Maintenance personnel not trip
tested this breaker, if called upon to operate for a fault it would have been slow enough
for the bank overcurrent relays to see and lock out the bank. Bank overcurrents are
generally set at 90 cycles.
Here is a 2004 Square D FVR112 with a R1 Spring mechanism. We began to notice a
problem with this type breaker when we had several burnt up SEL-351 trip output
contacts. We began to look closer at the first trip shots for this type of breaker and we
found several of them in the same vintage suffering from the same problem. Pulling out
the job plan and looking at the three trips below, we notice the obvious. On trip #2 the
MCON time is way outside (approximately 600ms) the standard MCON time of 50ms.
Immediately a second trip was taken and is shown as trip #3. This is the classic first trip
trace of a mechanism with lubrication issues. The previous first trip #1 was taken a year
earlier. If you could spread the graph out you could see that its MCON is approximately
40ms.
Present First Trip - 2
Present Second Trip - 3
Previous First Trip - 1
Figure 3 - SQD FVR
This breaker normally comes smoothly off the trip latch and therefore the first trip device
does not capture a latch time. In the case of trip #2, it appears the mechanism is stuck in
a certain position and holds steady till it reaches 600ms and then breaks free. All three
voltage traces look acceptable. The DC current traces are smooth with no humps or
abrupt dips; therefore there are no loose wire connections or auxiliary contact issues.
Since these breakers had been in service for less than two years, we contacted Square D
and had them come out and investigate. Apparently the design of this breaker has heaters
mounted directly underneath the trip latch. Therefore, any oil in any grease in this area
does not stay in place very long. The oil leaves a nice puddle of evidence in the bottom
of the mechanism cabinet and the paste of course is left behind.
Next we’ll look at a 1991 ABB 15VKD1220 with a VKB mechanism. The trip shots in
Figure #4 were taken one year apart. This breaker was found when its SEL-351 indicated
“SLOW Mechanism” (set on 6 cycles for trip). Maintenance personnel then went out and
took trip shot #2. Let’s pull out the job plan and analyze this trace. The latch times of
both traces are identical at about 15ms. This is an acceptable latch time. Both voltage
traces look good. The DC curves are smooth and flat with no humps or bumps; therefore
there is not a loose wire connection or auxiliary contact issues. The trip coil current is
dead on at 1.3A. The MCON time is the big issue. 600ms is well over the acceptable
50ms for a 3 cycle breaker. The previous MCON in trip shot #1 is about 35ms. Since
both latch times are the same this tells us that there is an issue of some type deeper in the
mechanism. A present second trip shot could have been taken to help ensure that we
have either a lubrication issue or a mechanical binding in the mechanism.
Present First Trip - 2
Previous First Trip - 1
Figure 4 - ABB 15VKD1220
Figure #5 shows a baseline shot for an ABB 15VKD1220. Five good trip shots were
found for this type breaker and graphed at one time and converted to a PDF. These are
currently stored on the company network, which can be linked from the Transmission
web page via the Component Engineering folder.
Figure 5 - ABB 15VKD120 with 125VDC Trip Voltage Baseline
Figure #6 shows a 1988 SQD FBS212 with a motor wound spring mechanism and a 5
cycle trip. The latch boxes (i.e. brain boxes) in these mechanisms are notorious for
gumming up and causing the breaker to fail to trip or close. The two shafts in these latch
boxes have needle bearings that hold them in the box. They need to be relubricated about
every 6-8 years. Figure #6 shows a first trip and a first close shot. Using our job plan the
latch time on the first trip shot #1 is acceptable at 20ms. The latch time is hard to see on
the first close shot #2 since it is an AC close coil. The voltage trace looks good on the
first trip shot #1. The DC voltage has been captured on the first close shot #2. This is not
necessary and adds no value. There are no sharp or abrupt humps in the DC coil trip
trace #1. Once again the sharp abrupt humps in the first close shot #2 are there because it
is an AC circuit. The MCON time of the first trip shot #1 is acceptable because this is a 5
cycle breaker.
First Trip - 1
DC Voltage captured here for
close. This is of no value.
First Close - 2
Figure 6 - SQD FBS212 Trip and Close First Shots
The MCON time on the first close #2 is where the problem is. It is about 315ms. Our
standard limit is about 200ms. A second close shot would be good to have if possible to
confirm a lubrication issue and perhaps where it is. If you graph several AC close shots
on top of each other and spread them out you can interpret the close latch time a little
better. This FBS212 more than likely just needs its latch box relubricated.
Figure #7 shows a baseline that has been created for SQD FBS212 breakers with a Motor
Wound Spring mechanism and a 48VDC trip coil. These aren’t the cleanest traces but
the best we had at the time of creation, so it was better than nothing. When trouble
shooting noise on DC current coil traces start with checking for slightly dirty auxiliary
contacts, EMF interference on DC probe, or trip unit connection issues.
In figure #8 contains a 1997 HVB-242 transmission breaker with a MPR-3 mechanism
type. This breaker was called upon to open in May due to a lightning strike. It was slow
to open. It took 17 cycles (289ms). Unfortunately this wasn’t quick enough to beat out
the BF Timer which was set a 12 cycles (204ms). It also is unfortunate that there was not
any first time trip data for this breaker before the fault in May; perhaps it would have
shown trending data indicating that the breaker was getting slower and slower each year.
After the fault in May, the first trip #1 was taken. Either way, the mechanism was
relubricated on August 8th and another first trip shot #2 was taken. Comparing these two
shots and using the job plan as
Figure 7 - SQD-FBS212 w/MTR Wound Spring Mech., and 48VDC Trip Voltage Baseline
criteria, easily shows the benefits of first trip. Looking at the latch time, they are both the
same in both trip shots, so there is not any lubrication issues’ dealing with the trip latch.
Both voltage traces look fine. There are no sharp humps or abrupt bumps that are large
enough to be of any concern for any loose wire connections or auxiliary contact issues.
There appears to be some noise and it could be caused by any of the three things
mentioned when discussing figure #7. Once again MCON time is where the issue is.
Also having a second trip in May would have been helpful to determine where and if it
was lubrication. It can be seen that after the mechanism was relubricated its MCON time
improved by almost 17ms.
Conclusion
Progress Energy is on the fringe (approaching the hole) of having a “first trip” or circuit
breaker mechanism timing test program in place and fully functional (self sustaining).
The procedures and job plans are in place to be successful. We just need to make it
happen. Hopefully these examples have gotten you excited about all the CMI
First Trip after Failure - 1
First Trip after Rebuild- 2
Figure 8 - HVB-242 with an MPR-3 mechanism
you could save your utility if you just put in place and fully implemented a “first trip” or
circuit breaker mechanism timing program. Several of these examples shown in this
paper were lying dormant, just waiting on an opportunity (temporary fault on the line or a
lightning strike) to rear their head. With no “first trip” program in place, by the time you
find out the issues with an outage, it is too late; it’s already eaten your lunch. Think of
the CMI you could save if you yearly got a first trip of a breaker and saw how its
mechanism was behaving. Then imagine trending this data, it then becomes even more
valuable.
If you already have a “first trip” program in place, it would be nice to compare notes and
strategies. Particularly in the area of creating baselines and storing them on a
manufacturer’s website so that everyone could have access to them. The library of
baselines would grow a lot faster if every one shared theirs with others that they have
already created and divide and conquer the rest among any utilities that would be willing
to participate.
Please feel free to contact me at the phone numbers or email below. I am by no means an
expert on analyzing first trip data, but I am a firm believer in what it can do for you, and
am willing to share any and all experiences that we have had thus far.
Dale B. Rogers, PE
Senior Engineer-Progress Energy Carolinas, Inc.
dale.rogers@pgnmail.com Bell: (919)546-3015
Cell: (919)632-1871