Electrical Properties of Grain Boundaries in Cast
advertisement

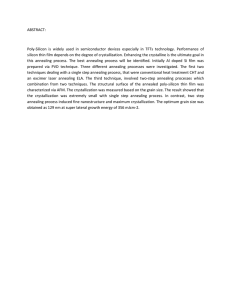
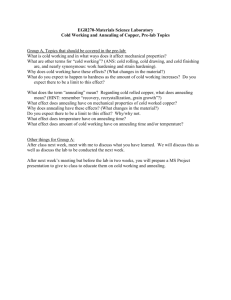
The 5th International Symposium on Advanced Science and Technology of Silicon Materials (JSPS Si Symposium), Nov. 10-14, 2008, Kona, Hawaii, USA Electrical Properties of Grain Boundaries in Cast-Grown Polycrystalline Silicon Yoshio Ohshita1*, Koji Fukuda1, Koji Arafune2, Masafumi Yamaguchi1 1 Toyota Technological Institute, 2-12-1 Hisakata, Tempaku, Nagoya 468-8511 Japan 2 University of Hyogo, 2167 Shosha, Himeji 214-8571, Japan e-mail: y_ohshita@toyota-ti.ac.jp, sd03067@toyota-ti.ac.jp, arafune@eng.u-hyogo.ac.jp, masafumi@toyota-ti.ac.jp Abstract Recombination velocities of grain boundaries in cast-grown polycrystalline silicon are evaluated as a function of the annealing temperature, based on the line profile of electron beam induced current. The distribution of metals and these chemical structures are also determined by ȝ-x-ray fluorescence and x-ray absorption near edge spectra methods. In the as-grown crystal, most of grain boundaries including Ȉ3 act as recombination centers. The recombination velocity at Ȉ3 drastically decreases by the thermal annealing. The velocities at Ȉ9 and Ȉ27 boundaries also decrease due to the annealing, but still relatively high. The recombination activities at some random grain boundaries remain high and a large amount of nickel exists as nickel silicide along the boundary even after the annealing. In some grains, the electrical properties are deteriorated by the high temperature annealing, and the nickel and cupper silicide are formed there. Introduction Crystalline silicon (Si) technology has dominated the production of solar cells, which contributed about 90% of the world’s PV production. In the crystalline Si solar cell market, the poly- crystalline Si solar cells are dominant because of the lower cost and relatively better conversion efficiencies. The recent rapid growth of Si solar cell market causes the lack of Si feed stock. Then, to increase the production of Si feed stock and to reduce the cell cost, much effort has been focused on the development of the solar-grade Si (SOG-Si). However, the impurity concentration in the Si wafer grown by using SOG-Si is commonly high. The small amount of metal impurities, such as iron (Fe) and nickel (Ni), cause the minority carrier lifetime severe degradation, resulting in the low conversion efficiency of solar cells. For example, low concentration less than 1 ppb Fe drastically deteriorate Si based solar cells [1]. In order to establish new processes for fabricating the solar cells with the satisfactory high conversion efficiency even from the SOG-Si, it is important to understand the behaviors of these impurities and to reduce them after the cell fabrication processes. The most of metal impurities can be removed from the polycrystalline Si by a phosphorous gettering. During the gettering process, many impurity atoms diffuse in the crystal due to the high temperature and they are trapped at the gettering sites. Then, the average minority carrier lifetime is improved and the relatively high conversion efficiency is realized. But, the concentrations of metals decreased with the increasing of grain boundaries density and the grain boundaries acted as gettering centers [2]. Then, some impurity atoms may still remain at some particular grain boundaries and at the defects in the crystal. They deteriorate the solar cell performance. Therefore, it is strongly required to understand the electrical properties of grain boundaries and metal impurity distributions in the crystal, which are strongly affected by the thermal annealing. In this study, the recombination velocities at the grain boundaries, the distributions of impurity metals, such as, Ni, Fe, and cupper (Cu), and these chemical states were studied as a function of annealing temperature by electron beam induced current (EBIC), x-ray microprobe fluorescence (XRF) and x-ray absorption in the near edge structure (XANSE) analysis. Experiment The gallium (Ga) doped polycrystalline Si was used in this study. It was grown by our original traveling heater furnace [3]. The schematical illustration of the furnace is shown in Fig. 1. The grown ingots were cylindrical shape with a diameter of 10cm and a height of 10cm. The quartz crucible was coated with Si3N4. The silicon feedstock used here was off-specification of electronics grade. The heater transfer rate during growth was 15 - 30 mm/hr. The ingot was horizontally sliced to a thickness of 300ȝm wafer. The neighboring three substrates, Fig.1. Schematic illustration of directional solidification furnace. which have the relatively same grain structures, around the fraction solidified, X=0.85, were used, because the concentration of impurities were relatively high due to the segregation phenomena. The averaged metal impurities concentrations were as follows; iron (Fe): 3.5 x1013, cupper (Cu): 1.0x1014, and nickel (Ni): 3.3 x 1014 atoms/cm3. They were determined by the inductively coupled plasma mass spectrometer and the atomic absorption spectrometry methods. The resistivity of crystal was 0.3 ȝȍcm, and the average lifetimes of the as-grown substrate were 0.3 - 0.4 ȝsec. Before the measurements, the surface damage layers were removed by chemical etching with a mixture of nitric and hydrofluoric acids. One substrate was unprocessed, the others were annealed at 650͠ for 120 min and 1000͠ for 90 min in a N2 ambient, respectively. The electrical activities were characterized by the EBIC measurements. Here, aluminum (Al) - Schottly structures were adopted. The crystallographic orientation was analyzed by the scanning electron microscope (SEM) equipped with an electron backscatter diffraction (EBSD) pattern collection system, and the sigma number of each boundary was determined. The distribution of nickel and its chemical state was evaluated by using the synchrotron beam line 37 XU at the Spring-8. The distribution was determined by the ȝ-XRF measurement with energy of 10keV. The beam size was 0.7ȝm x 1.5ȝm and the sampling pitch was 5ȝm. The chemical states were determined by XANES measurements. Results and Discussion The EBIC and crystallographic images were shown in Fig. 2. The darker line in the EBIC images indicates the higher recombination velocity. There are some grain boundaries defined by coincidence site lattice (CSL), such as, ƴ3, ƴ9, and ƴ27, and random boundaries. In the as-grown crystal, most of grain boundaries including Ȉ3 act as recombination centers. The contrast differences indicate that the recombination velocities vary depending on the structures of the grain boundaries and these values change by the low temperature (LTA) and high temperature (HTA) thermal annealing. For example, Ȉ3 becomes not recombination site after the annealing. To discuss the effects of annealing condition on the recombination velocity at each grain boundary quantitatively, the Fig. 2 EBIC images and crystallographic orientation maps determined by EBSD. recombination velocities at the grain boundaries were evaluated from the line profile of EBIC current (Fig. 3) by using the following Zook’s equation [4]. Here, I(S, X, Z) is the EBIC current at the position x and I is the one at the position far from the boundary. X=x/L and L is the diffusion length of minority carrier. The experimental results were fitted by using eq. (1) as functions of recombination velocity S and diffusion length L. The experimental line profile of EBIC current Fig. 3. EBIC image and line profile of EBIC current. can be well explained by the theoretical curve obtained by eq. 1 (Fig. 4), and the estimated 㩷 recombination velocities at grain boundaries are summarized in Fig. 5, as a function of annealing temperature. The existed Ȉ3 is a twin boundary, which has a high symmetry and has no 0.8 㩷 I/I0 1.0 0.6 0.4 0 dangling bond along the boundary. However, in the as-grown crystal, this boundary acts as a recombination center. On the experimental data theoretical data S=17000[cm/sec], L=11.2[Pm] 10 20 30 40 other hand, recombination 50 x[Pm] the annealing velocity, drastically resulting in decreases not being the the recombination site. The Ȉ9 and Ȉ27 boundaries also act as the recombination centers (Fig. 4). The recombination velocities increasing as the CSL number increases. These velocities also Fig. 4 Experimental line profile of EBIC decreased by the thermal annealing. But, the recombination current and the theoretical curve. velocity remains still high, and the value at Ȉ27 is larger than that at Ȉ9. As increasing the annealing temperature, the 㩷 4.0 3.0 impurities near the coincide boundaries diffused and the electrical properties were improved. Ȉ9 and Ȉ27 boundaries 2.5 have the larger strain energy than Ȉ3, and they might attract 2.0 㩷 Sg [u104cm/s] 3.5 driving force of dissolution increased. Then, the metal as-grown 650qC annealing 1000qC annealing 1.5 the metal impurities even after the annealing. However, it is 1.0 not clear yet which the residual impurity at Ȉ9 and Ȉ27 0.5 boundaries, 0.0 6 6 㩷 6 R Fig. 5. Recombination velocity at grain boundaries. or these boundaries themselves without impurities was the cause of high recombination velocity even after the high temperature annealing. The recombination velocity at the random grain boundary R2 decreases by the low temperature annealing, but becomes high by the high temperature annealing (Fig. 5). By the high temperature annealing, many dark spots appeared in the grains. In some grains, there were many defects, which appeared as a etch pit by the etching. The high temperature annealing caused the defect formation which acted as strong recombination centers. The distributions of metals, such as, Ni, Fe, and Cu, of as-grown, low temperature annealed, and high temperature annealed substrates were shown in Fig. 6. In the present crystals, Fe could not be detected. In the as-grown crystal, the Ni atoms exist at the particular grain boundaries, such as random boundary, R1, R2, R7, R8, and R9. On the other hand, Ni was not detected along R5, R6, and coincide sites. In the grains, Ni can not be detected from the as-grown and low temperature annealed crystals. Due to the low temperature annealing, the concentration of Ni at several areas decrease. By the high temperature annealing, Ni exist at the random boundaries R2, R3, R5, R7, and at some coincide boundaries. The strong Ni signals were also obtained at the intra-grains. The signal Fig. 6 Metal distributions obtained by XRF. intensity of Cu is not strong in the as-grown and low-temperature annealed crystals. But, many cupper atoms appeared at the dark spot obtained by the EBIC measurement in the grains. The defects in the grain accumulated these metal impurities and became the strong recombination centers. The XANES spectrums of Ni and Cu are shown in Fig. 7. The Ni signals are slightly different from each other depending on the annealing conditions. But, they are basically similar to that of Ni silicide. This indicates that many Ni atoms existed as Ni silicide and that they were precipitated along the grain boundaries and at the defects in the grain. The spectrums of Cu are the same independent of the annealing conditions. It is suggested that the cupper atoms existed at the defect regions as the Cu silicide. (a) Ni (b) Cu Fig. 7 XANES spectrums of nickel and cupper. Summary Effects of annealing on the recombination velocities at grain boundaries and on the distributions of Ni, Fe and Cu impurities were studied by EBIC, ȝ-XRF, and XANES measurements. In the as-grown crystal, most of grain boundaries including Ȉ3 acted as recombination centers. The recombination velocity at Ȉ3 drastically decreases by the thermal annealing. These velocities of Ȉ9 and Ȉ27 boundaries also decreased, but still remained high value. The recombination activity at some random grain boundaries decreased by the low temperature annealing, but became high due the high temperature annealing. The large amount of Ni existed as Ni silicide at the random boundaries before and even after the annealing. The high temperature annealing also caused the Ni and Cu silicide precipitations in the grains. They also deteriorated the electrical properties of polycrystalline Si. Acknowledgement The authors would like to thank to Yasuko Terada (JASRI) for XRF and XANES measurements. We also would like to thank Ken Kajiwara and Kenji Kondo for their technical cooperation. Part of this work was supported by the Incorporated Administration Agency New Energy and Industrial Technology Development Organization (NEDO) under the Ministry of Economy, Trade and Industry (METI) 2006-2007. References [1] O. F. Vyvenko, T. Buonassisi, A. A. Istratov, H. Hieslmair, A. C. Thompson, and W. R. Weber, J. Appl. Phys., 91(6) (2002) 3614. [2] A. A. Istratov, T. Buonassisi, R. J. McDonald, A. R. Smith, R. Schindler, J. A. Rand, J. P. Kalejs, and E. R. Weber, J. Appl. Phys., 94(10) (2003) 6552. [3] K. Arafune, E. Ohishi, H. Sai, Y. Ohshita, and M. Yamaguchi, J. Crystal Growth, 308(1) (2007) 5. [4] J. D. Zook, Appl. Phys. Lett., 42(7) (1983) 602.