8100 SERIES CENTRIFUGAL PUMPS
advertisement

Instruction Manual
AC2515
REVISION A
8100 SERIES
CENTRIFUGAL PUMPS
Installation, Operation, Maintenance
INSTALLER: PLEASE LEAVE THIS MANUAL FOR THE OWNER’S USE.
TABLE OF CONTENTS
INTRODUCTION...................................................2
PUMP IDENTIFICATION ..............................2
SAFETY INSTRUCTION...............................2
INSTALLATION ....................................................3
RECEIVING THE PUMP ...............................3
LIFTING THE PUMP .....................................3
STORAGE .....................................................5
LOCATION ....................................................5
FOUNDATION...............................................6
BASE PLATE SETTING (BEFORE
PIPING) .................................................6
GROUTING PROCEDURE ...........................7
ALIGNMENT PROCEDURE .........................8
ANSI/OSHA COUPLER GUARD
REMOVAL/INSTALLATION ..................8
DOWELING .................................................10
SUCTION AND DISCHARGE PIPING ........11
STUFFING BOX LUBRICATION.................14
OPERATION .......................................................17
PRE-START CHECKS ................................17
PRIMING .....................................................17
STARTING ..................................................18
OPTIONAL CHECKLIST .............................18
SHUTDOWN ...............................................18
FREEZE PROTECTION..............................18
FIELD TESTS..............................................19
MAINTENANCE..................................................20
GENERAL MAINTENANCE AND PERIODIC
INSPECTION.......................................20
MAINTENANCE OF FLOOD DAMAGED
PUMPS ................................................20
LUBRICATION ............................................20
SEAL INFORMATION .................................22
MAINTENANCE TIME TABLE ...........................24
TROUBLE SHOOTING.......................................25
TROUBLE SHOOTING (cont.)...........................26
SERVICE.............................................................28
DISASSEMBLY AND REASSEMBLY
PROCEDURES ...................................28
CHANGING ROTATION .............................28
A. DISMANTLING (PUMP WITH
PACKING) ...........................................30
ASSEMBLY (PUMP WITH PACKING)........31
OPTIONAL METHOD FOR INSTALLING
PACKING (After Pump Disassembly)..34
B. DISMANTLING (PUMP WITH
MECHANICAL SEALS ON SHAFT) ....35
ASSEMBLY (PUMP WITH MECHANICAL
SEALS ON SHAFT).............................37
C. DISMANTLING (PUMP WITH
MECHANICAL SEALS ON SHAFT
SLEEVES) ...........................................40
ASSEMBLY (PUMP WITH MECHANICAL
SEALS ON SHAFT SLEEVES) ...........42
ADJUSTABLE WEAR RINGS .....................45
OIL LUBRICATED BEARINGS ...................45
VERTICAL UNITS (MODELS 200,
250, 300) ............................................. 46
INSTRUCTIONS FOR ORDERING
PARTS ................................................ 49
APPENDIX “A” ENGINEERING DATA ............. 50
APPENDIX “B” .................................................. 54
EXPLOSION VIEW: PACKING.......................... 54
EXPLOSION VIEW: MECHANICAL SEALS ON
SHAFT ................................................................ 55
EXPLOSION VIEW: MECHANICAL SEALS ON
SHAFT SLEEVES .............................................. 56
REPLACEMENT PARTS LIST .......................... 57
APPENDIX “C” FIELD TEST REPORT ............ 58
USEFUL FORMULAS................................. 59
NOTE
The information contained in this book is intended
to assist operating personnel by providing
information on the characteristics of the purchased
equipment.
It does not relieve the user of their responsibility of
using accepted engineering practices in the
installation, operation, and maintenance of this
equipment.
Any further questions, contact ITT A-C Pump,
(847) 966-3700.
INTRODUCTION
change to identify each of the six. (e.g. 121937-1-1, 1-21937-1-2, etc.)
We welcome you as a user of A-C pumps.
Your pump is a product of careful engineering
and skilled workmanship. We believe you
have the best pump possible for the service
intended. With care and preventative
maintenance, our A-C Pump will deliver
efficient, trouble-free service.
The identification number is a number which
the end user of the pump requests to be put
on the rating plate to identify the pump in his
operation. (e.g. CWP-11 stands for Chilled
Water Pump No. 11)
This manual is furnished to acquaint you with
some of the practical ways to install, operate,
and maintain this pump. Read it completely
before doing any work on your unit and keep
it handy for future reference.
A-C Pump
ITT Industries
To maintain this unit at maximum efficiency,
follow the recommended installation and
servicing procedures outlined in this manual.
To guide in the installation of the pump for
maximum operating time and minimum
downtime, you may contact the ITT A-C
Pump Network of Sales and Service
Representative.
Size
Type
8X8X17
8100
Serial Number
1-21937-1-1
GPM
Head (ft.) RPM
1500
200
1780
Model Number
Imp. Dia. (in.)
150
14.80
Max. Field Hydrotest Pressure
262 PSI
Identification No.
Year
CWP-11
2000
Experienced, factory-trained service
personnel offer prompt, efficient service at
reasonable rates. These service personnel
can find and correct costly errors such as
poor grouting, misalignment, pipe stresses
transmitted to the pump casing, or improperly
sized piping. A service person may be
requested through your nearest ITT A-C
Pump Sales Representatives.
MORTON GROVE, IL USA
AC0687
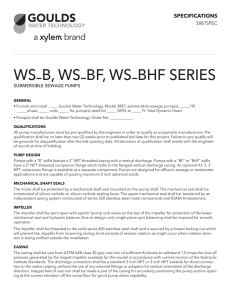
FIGURE 1 – RATING PLATE
The frame plate, shown below, gives
information concerning the bearings and their
lubrication. The inboard and outboard bearing
numbers refer to the bearing manufacturer’s
numbers.
Replacement and spare parts, including
special attention to your individual problems,
may also be obtained through the ITT A-C
Pump Representative.
For warranty coverages, refer to your sales
contract.
Frame
F-20-E4
Lubrication
GREASE
Part No.
PUMP IDENTIFICATION
There are two identification plates on each
pump. The pump rating plate gives
identification and rating information. Figure 1
shows an example of a typical Rating Plate.
Inb. Brg.
6039
Out. Brg.
5308
FIGURE 2 – FRAME PLATE
Permanent records for this pump are
referenced by the Serial Number and it must,
therefore, be used to order all spare and
replacement parts. The last digit indicates the
specific pump on orders for more than one
pump. For example, if an order called for six
pumps, all pumps would have the same first
three sets of digits and the last digit will
2
AC0685
SAFETY INSTRUCTION
The warning and caution decals located on
the pump are there for the safety of anyone
involved with the installation, operation, and
maintenance of the pump. PLEASE READ
THE DECALS CAREFULLY.
SAFETY
INSTRUCTION
This safety alert symbol will be used in this manual
and on the pump safety instruction decals to draw
attention to safety related instructions. When used
the safety alert symbol means ATTENTION!
BECOME ALERT! YOUR SAFETY IS INVOLVED!
FAILURE TO FOLLOW THE INSTRUCTIONS
MAY RESULT IN A SAFETY HAZARD.
WARNING:
Do not operate pump at or near zero flow
(closed discharge shutoff valve). Explosion could
result due to large temperature rise in the fluid
being pumped. Failure to follow these instructions
could result in property damage, severe personal
injury, or death.
WARNING:
If pump is to be used on process fluids
above 120°F, pump surface temperatures could
be warm enough to cause burns. We
recommended pump surfaces be insulated or
appropriately guarded. Failure to follow these
instructions could result in severe personal injury.
2
INSTALLATION
RECEIVING THE PUMP
Check the pump for damage immediately
upon arrival. (An absolute must!) Prompt
reporting of any damage to the carrier’s
agent, with notations made on the freight bill,
will expedite satisfactory adjustment by the
carrier.
NYLON SLING,
CHAIN OR WIRE
ROPE
Pumps and drivers are normally shipped from
the factory mounted on a baseplate.
Couplings may either be completely
assembled or have the coupling hubs
mounted on the shafts and the connecting
members removed. When the connecting
members are removed, they will be packaged
in a separate container and shipped with the
pump or attached to the baseplate.
CHOKER HITCH
AROUND
BEARING
FRAME
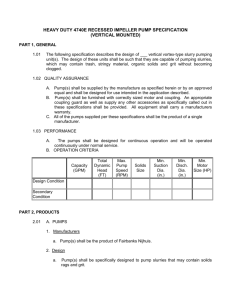
LIFTING THE PUMP
The following instructions are for the safe
lifting of the Series 8100 pump.
FIGURE 3 – MODEL 100
Pump, base, and driver assemblies where
the base length exceeds 100 inches may
not be safe to lift as a complete assembly.
Damage to the baseplate may occur. If the
driver has been mounted on the baseplate
at the factory, it is safe to lift the entire
assembly. If driver has not been mounted
at the factory and the overall baseplate
lengths exceeds 100 inches, do not lift the
entire assembly consisting of pump, base,
and driver. Instead lift the pump and
baseplate to its final location without the
driver. Then mount the driver.
The pump unit should be unloaded and
handled by lifting equally at four or more
points on the baseplate. The lugs on the
upper half casing are designed for lifting the
upper half casing only.
Horizontal
1. Bare Pump (Model 100)
WARNING: Falling Objects Hazard
Eyebolts or lifting lugs, if provided, are for
lifting only the components to which they are
attached. Failure to follow these instructions could
result in serious personal injury or death, or
property damage.
Bases supplied with lifting holes:
Large bases are supplied with lifting holes
in the sides or the ends of the base (See
Figure 4).
Using a nylon sling, chain, or wire rope,
hitch around both bearing supports (See
Figure 3).
45º MAX
2. Pump, Base, and Driver (Model 150)
Care must be taken to size equipment for
unbalanced loads which may exist if the
motor is not mounted on the base at the
time of lifting. Motor may or may not be
mounted at the factory.
FIGURE 4 – MODEL 150
3
or wire rope using latch hook or standard
shackle and end loop.
Using ANSI/OSHA Standard “S” hooks,
place the “S” hooks in the holes provided
in the four corners of the base. Be sure
the points of the hooks do not touch the
bottom of the pump base. Attach nylon
slings, chains, or wire rope to the “S”
hooks. Size the equipment for the load,
and so the lift angle will be less than 45°
from the vertical.
NYLON SLING,
CHAIN, OR
WIRE ROPE
30º
MAX
Bases supplied without lifting holes:
Place one sling around the outboard
bearing housing. Place the remaining sling
around the back end of the motor as close
to the mounting feet as possible. Make
sure the sling does not damage the
housing cover or conduit box.
Join the free ends of the slings together
and place over the lifting hook. Use
extreme care when positioning sling under
the motor so it cannot slip off (See
Figure 5).
45º
MAX
FIGURE 6 – MODEL 200
Be sure to use shoulder eyebolts that are
manufactured per ANSI B18.15 and sized
to fit the holes provided.
Be sure lifting equipment is of sufficient
length to keep the lift angle less than 30°
from the vertical (See Figure 7).
FIGURE 5 – MODEL 150
Vertical
1. Half Pedestal (Model 200)
WARNING: Falling Objects Hazard
Eyebolts or lifting lugs, if provided, are for
lifting only the components to which they are
attached. Failure to follow these instructions could
result in serious personal injury or death, or
property damage.
Place nylon sling, chain or wire rope
around both flanges. Use a latch hook or
standard shackle and end loops.
Be sure the lifting equipment is of
sufficient length to keep the lift angle less
than 30° from the vertical (See Figure 6).
2. Full Pedestal (Model 300)
Install eyebolts in the three holes provided
at the top of the support, being sure to
tighten securely. Attach nylon sling, chain
4
30º
MAX
Cortec Corp. VCI-329 (for both grease and oil
lubricated bearings). Seal all vents and apply
a water proof tape around the oil seals in the
bearing frame. Remember for pumps with oil
lubricated bearings to drain the oil from the
frame and refill to the proper level before
running the pump.
NYLON SLING,
CHAIN, OR
WIRE ROPE
LOCATION
The pump should be installed as near to the
suction supply as possible, with the shortest
and most direct suction pipe practical. The
total dynamic suction lift (static lift plus friction
losses in suction line) should not exceed the
limits for which the pump was sold.
When installing the pump, consider its
location in relation to the system to assure
that sufficient Net Positive Suction Head
(NPSHA) is available at the pump inlet
connection. Available NPSH (NPSHA) must
always equal or exceed the required NPSH
(NPSHR) of the pump.
The pump must be primed before starting.
Whenever possible, the pump should be
located below the fluid level to assure
priming. This condition provides a positive
suction head on the pump. It is also possible
to prime the pump by pressurizing the suction
vessel.
FIGURE 7 – MODEL 300
STORAGE
The following storage procedures apply to the
Series 8100 pump only. Other accessories
such as motors, steam turbines, gears, etc.,
must be handled per the respective
manufacturer’s recommendations.
The pump should be installed with sufficient
accessibility for inspection and maintenance.
A clear space with ample head room should
be allowed for the use of an overhead crane
or hoist to lift the unit.
Temporary
Temporary storage is considered one month
or less. If the pump is not installed and
operated soon after arrival, store it in a clean,
dry place that has slow, moderate changes in
ambient temperature. Rotate the shaft
periodically to coat the bearings with lubricant
and to retard oxidation, corrosion, and to
reduce the possibility of false brinelling of the
bearings. Shaft extensions and other
exposed machine surfaces should be coated
with an easily removable rust preventative
such as Ashland Oil Tectyl No. 502C.
NOTE: Allow a sufficient amount of space to
dismantle pump without disturbing the pump
suction and discharge piping.
Select a dry place above the floor level
wherever possible. Take care to prevent
pump from freezing during cold weather when
not in operation. Should the possibility of
freezing exist during a shut-down period, the
pump should be completely drained, and all
passages and pockets where liquid might
collect should be blown out with compressed
air.
For oil lubricated bearings, fill the frame
completely with oil. Before putting equipment
into operation, drain the oil and refill to proper
level.
Make sure there is a suitable power source
available for the pump driver. If motor driven,
the electrical characteristics of the power
source should be identical to those shown on
motor data plate.
Long Term
Storage longer than one month is considered
long term storage. Follow the same
procedure for temporary storage with the
following addition. Add one half ounce of a
corrosion inhibiting concentrated oil such as
5
FOUNDATION
The pump is built to provide years of service
if installed properly and attached to a suitable
foundation. A base of concrete weighing 2 ½
to 5 times the weight of the pump is
recommended.
ALLOW 1” FOR SHIMS.
PLACE ON BOTH SIDES
OF ANCHOR BOLTS.
NOTE:
TO KEEP SHIMS IN
PLACE ALLOW GROUT
TO FLOW AROUND
HOLD DOWN LUGS.
GROUT ONLY
TO TOP OF
BASE RAIL.
PUMP
BASE RAIL
The foundation should be poured without
interruption to within 1/2 to 1 ½ inches of the
finished height. The top surface of the
foundation should be well scored and
grooved before the concrete sets; this
provides a bonding surface for the grout.
GROUT
LEVELING OF PUMP BASE ON
CONCRETE FOUNDATION.
Foundation bolts should be set in concrete as
shown in Figure 8. An optional 4-inch long
tube around the bolts at the top of the
concrete will allow some flexibility in bolt
alignment to match the holes in the base
plate. Allow enough bolt length for grout,
shims, lower base plate flange, nuts and
washers. The foundation should be allowed
to cure for several days before the base plate
is shimmed and grouted.
CONCRETE
FOUNDATION
FIGURE 9A – SETTING BASE PLATE AND
GROUTING YEAR 2000 STYLE BASE FOR
BOTH MOTOR AND ENGINE DRIVEN UNITS
BASEPLATE
SHIMS
GROUT
PIPE SLEEVE
FOUNDATION
BOLT
FORM
BOLT
SLEEVE
(OPTIONAL)
ANCHOR BOLT
WASHER
CONCRETE
FIGURE 9B – GROUTING PRE-YEAR 2000
STYLE BASE FOR MOTOR DRIVEN UNITS
a. Use blocks and shims under base for
support at anchor bolts and midway
between bolts, to position base
approximately 1" above the concrete
foundation, with studs extending through
holes in the base plate.
BUILT-UP
CONCRETE FOUNDATION
FIGURE 8 – FOUNDATION
BASE PLATE SETTING (BEFORE PIPING)
NOTE: This procedure assumes that a
concrete foundation has been prepared with
anchor or hold down bolts extending up ready
to receive unit. It must be understood that
pump and motor have been mounted and
rough aligned at the factory. If motor is to be
field mounted, consult factory for
recommendations. ITT A-C Pump CANNOT
assume responsibility for final alignment.
b. By adding or removing shims under the
base, level and plumb the pump shaft and
flanges. The base plate does not have to
be level.
c. Draw anchor nuts tight against base, and
observe pump and motor shafts or
coupling hubs for alignment. (Temporarily
remove coupling guard for checking
alignment.)
d. If alignment needs improvement, add
shims or wedges at appropriate positions
under base, so that retightening of anchor
nuts will shift shafts into closer alignment.
6
Repeat this procedure until a reasonable
alignment is reached.
NOTE: Reasonable alignment is defined as
that which is mutually agree upon by pump
contractor and the accepting facility (final
operator). Final alignment procedures are
covered under “Alignment Procedures.”
e. Check to make sure the piping can be
aligned to the pump flanges without
placing pipe strain on either flange.
f. Pour grout in the base plate completely
(See “Grouting Procedure”) and allow
grout to dry thoroughly before attaching
piping to pump. (24 hours is sufficient time
with approved grouting procedure.)
GROUTING PROCEDURE
Grout compensates for uneven foundation,
distributes weight of unit, and prevents
shifting. Use an approved, non-shrinking
grout, after setting and leveling unit (See
Figure 9).
a. Build strong form around the foundation to
contain grout.
b. Soak top of concrete foundation
thoroughly, then remove surface water.
c. Base plate should be completely filled with
grout.
d. After the grout has thoroughly hardened,
check the foundation bolts and tighten if
necessary.
e. Check the alignment after the foundation
bolts are tightened.
f. Approximately 14 days after the grout has
been poured or when the grout has
thoroughly dried, apply an oil base paint to
the exposed edges of the grout to prevent
air and moisture from coming in contact
with the grout.
7
Removal
a. Remove the two capscrews that hold the
outer (motor side) coupler guard to the
support bracket(s).
ALIGNMENT PROCEDURE
NOTE: A flexible coupling will only
compensate for small amounts of
misalignment. Permissible misalignment will
vary with the make of coupling. Consult
coupling manufacturer’s data when in doubt.
b. Spread the outer guard and pull it off the
inner guard.
Allowances are to be made for thermal
expansion during cold alignment, so that the
coupling will be aligned at operating
temperature. In all cases, a coupling must be
in alignment for continuous operation. Even
though the coupling may be lubricated,
misalignment causes excessive wear,
vibration, and bearing loads that result in
premature bearing failure and ultimate seizing
of the pump. Misalignment can be angular,
parallel, or a combination of these, and in the
horizontal and vertical planes. Final alignment
should be made by moving and shimming the
motor on the base plate, until the coupling
hubs are within the recommended tolerances
measured in total run-out. All measurements
should be taken with the pump and motor foot
bolts tightened. The shaft of sleeve bearing
motors should be in the center of its
mechanical float.
c. Remove the capscrew that holds the inner
guard to the support bracket.
NOTE: Proper alignment is essential for
correct pump operation. This should be
performed after base plate has been properly
set and grout has dried thoroughly according
to instructions. Final alignment should be
made by shimming driver only. Alignment
should be made at operating temperatures.
e. Install the outer guard capscrews by
following the step stated below which
pertains to your particular pump:
d. Spread the inner guard and pull it over the
coupler.
Installation
a. Check coupler alignment before
proceeding. Correct if necessary.
b. Spread the inner guard and place it over
the coupler.
c. With the inner guard straddling the
support bracket, install a capscrew
through the hole (or slot) in the support
bracket and guard located closest to the
pump. Do not tighten the capscrew.
d. Spread the outer guard and place it over
the inner guard.
i. For pumps with a motor saddle support
bracket: Ensure the outer guard is
straddling the support arm, and install
but do not tighten the two remaining
capscrews.
WARNING: Unexpected Start-up Hazard
Disconnect and lock out power before
servicing. Failure to follow these instructions could
result in serious personal injury or death and
property damage.
ii. For pumps without a motor saddle
support bracket: Insert the spacer
washer between the holes located
closest to the motor in the outer guard,
and install, but do not tighten, the two
remaining capscrews.
ANSI/OSHA COUPLER GUARD
REMOVAL/INSTALLATION
f. Position the outer guard so it is centered
around the shaft, and so there is less than
a 1/4" of the motor shaft exposed. On
guards that utilize a slotted support
bracket, the inner guard will have to be
positioned so there is only a 1/4" of the
pump shaft exposed.
WARNING: Unexpected Start-up Hazard
Disconnect and lock out power before
servicing. Failure to follow these instructions could
result in serious personal injury or death and
property damage.
NOTE: Do not spread the inner and outer
guards more than necessary for guard
removal or installation. Over spreading the
guards may alter their fit and appearance.
g. Holding the guard in this position, tighten
the three capscrews.
8
ANSI/OSHA Coupling Guard Exploded View
For Typical 8100 Series Fire Pump Installation
INNER GUARD
OUTER GUARD
ATTACH SUPPORT BRACKET
TO BEARING HOUSING
SUPPORT
BRACKET
LOCATE SUPPORT ARM
BETWEEN OUTER GUARD ENDS.
ALIGN THE ARM WITH HOLES IN
THE OUTER GUARD AND HOLES
IN THE SADDLE BRACKET.
NUT
BRACKET SUPPORT
ATTACHED INSIDE HERE
IN LINE WITH BOLT
LOCKWASHER
CAPSCREW
BRACKET
SUPPORT
FLAT WASHER
SPACER WASHER
MOTOR SADDLE
BRACKET ATTACH
TO MOTOR SADDLE
THIS OPTION USED IN PLACE OF
SPACER WHERE OVERALL LENGTH
OF GUARD EXCEEDS 12 INCHESOR
GUARD WITH IS OVER 10 INCHES
ACROSSTHE FLATS.
Method 1 – Straight Edge Alignment for
Standard Sleeve Type Coupler with Black
Rubber Insert
(See Figure 10A)
STRAIGHT EDGE
Proceed with this method only if satisfied that
face and outside diameters of the coupling
halves are square and concentric with the
coupling borers. If this condition does not
exist or elastomeric couplings do not make
this method convenient, use Method 2.
FEELER GAGE
ANGULAR ALIGNMENT
PARALLEL ALIGNMENT
INCORRECT ALIGNMENT
STRAIGHT EDGE
1. Check angular misalignment using a
micrometer or caliper. Measure from the
outside of one flange to the outside of the
opposite flange at four points 90° apart.
DO NOT ROTATE COUPLER.
Misalignment up to 1/64" per inch of
coupler radius is permissible.
FEELER GAGE
CORRECT ALIGNMENT
FIGURE 10A – CHECKING ALIGNMENT
(METHOD 1)
2. At four points 90° apart (DO NOT
ROTATE COUPLER), measure the
parallel coupler misalignment by laying a
straight edge across one coupler half and
measuring the gap between the straight
edge and opposite coupler half. Up to a
1/64" gap is permissible.
9
Method 2 – For Orange Hytrel Insert, 3500
RPM Operation, or All Other Coupler
Types
(See Figure 10B)
PARALLEL
ALIGNMENT
DIAL
INDICATOR
INDEX LINE
a. Make sure each hub is secured to its
respective shaft and that all connecting
and/or spacing elements are removed at
this time.
RESILIENT
SEPARATOR
b. The gap between the coupling hubs is set
by the manufacturer before the units are
shipped. However, this dimension should
be checked. (Refer to the coupling
manufacturer’s specifications supplied
with the unit.)
ANGULAR
ALIGNMENT
DIAL
INDICATOR
FIGURE 10B – CHECKING ALIGNMENT
(METHOD 2)
c. Scribe index lines on coupling halves as
shown in Figure 10B.
Final Alignment
Final alignment cannot be accomplished until
the pump has been operated initially for a
sufficient length of time to attain operating
temperature. When normal operating
temperature has been attained, secure the
pump to re-check alignment and compensate
for temperature accordingly. See Alignment
Section.
d. Mount dial indicator on one hub as shown
for parallel alignment. Set dial to zero.
e. Turn both coupling halves so that index
lines remain matched. Observe dial
reading to see whether driver needs
adjustment (See paragraph i below).
f. Mount dial indicator on one hub as shown
for angular alignment. Set dial to zero.
WARNING: Rotating Components
Hazard
Do not operate pump without all guards in place.
Failure to follow these instructions could result in
serious personal injury or death and property
damage.
g. Turn both coupling halves so that index
lines remain matched. Observe dial
reading to see whether driver needs
adjustment (See paragraph i below).
h. Assemble coupling. Tighten all bolts and
set screw(s). It may be necessary to
repeat steps c through f for a final check.
OPTIONAL Alignment Procedure
If desired, the pump and motor feet can be
doweled to the base after final alignment is
complete. This should not be done until the
unit has been run for a sufficient length of
time and alignment is within the tolerance.
See Doweling Section.
i. For single element couplings, a
satisfactory parallel misalignment is
.004"T.I.R., while a satisfactory angular
misalignment is .004"T.I.R. per inch of
radius R (See Figure 10B).
CAUTION: Extreme Temperature and/or
Flying Debris Hazard
Eye protection and gloves required. Failure to
follow these instructions could result in property
damage and/or moderate personal injury.
NOTE: Pump may have been doweled to
base at factory.
DOWELING
Pump units may, if desired, be dowelled on
diagonally opposite feet. This should not be
done until the unit has been run for a
sufficient length of time and alignment is
within the above alignment tolerance.
10
DIAL INDICATOR
REFERENCE
MARK
SEPARATORS TO
TAKE UP BEARING
SLACK
PARALLEL ALIGNMENT
ANGULAR ALIGNMENT
FIGURE 11 – CHECKING ALIGNMENT (METHOD 2)
pressure changes. When using rubber
expansion joints, follow the recommendations
of the Technical Handbook on Rubber
Expansion Joints and Flexible Pipe
Connectors. It is usually advisable to increase
the size of both suction and discharge pipes
at the pump connections to decrease the loss
of head from friction.
SUCTION AND DISCHARGE PIPING
The introduction of a pump into a piping
system which is not well designed or adjusted
may cause strain on the pump, leading to
misalignment or even impeller rubbing. Since
slight strain may go unnoticed, final alignment
should be done with the system full.
Pipe flanges should not impose any strain on
the pump. This can be checked by a dial
indicator. Any strain must be corrected by
adjustments in the piping system.
Install piping as straight as possible, avoiding
unnecessary bends. Where necessary, use
45° or long radius 90° fittings to decrease
friction losses.
When installing the pump piping, be sure to
observe the following precautions:
Make sure that all piping joints are air-tight.
Piping should always be run to the pump.
Where flanged joints are used, assure that
inside diameters match properly.
Do not move pump to pipe. This could make
final alignment impossible.
Remove burrs and sharp edges when making
up joints.
Both the suction and discharge piping should
be independently anchored near the pump
and properly aligned so that no strain is
transmitted to the pump when the flange bolts
are tightened. Use pipe hangers or other
supports at necessary intervals to provide
support. When expansion joints are used in
the piping system they must be installed
beyond the piping supports closest to the
pump. Tie bolts and spacer sleeves should
be used with expansion joints to prevent pipe
strain. Do not install expansion joints next to
the pump or in any way that would cause a
strain on the pump resulting from system
Do not “spring” piping when making any
connections.
Provide for pipe expansion when hot fluids
are to be pumped.
Suction Piping
When installing the suction piping, observe
the following precautions (See Figure 13).
The sizing and installation of the suction
piping is extremely important. It must be
selected and installed so that pressure losses
are minimized and sufficient liquid will flow
11
into the pump when started and operated.
Many NPSH (Net Positive Suction Head)
problems can be directly attributed to
improper suction piping systems.
CAUTION:
An elbow should not be used directly
before the suction of a double suction pump if its
plane is parallel to the pump shaft. This can cause
an excessive axial load or NPSH problems in the
pump due to an uneven flow distribution (See
Figure 12). If there is no other choice, the elbow
should have straightening vanes to help evenly
distribute the flow.
Suction piping should be short in length, as
direct as possible, and never smaller in
diameter than the pump suction opening. A
minimum of ten (10) pipe diameters between
any elbow or tee and the pump should be
allowed. If a long suction pipe is required, it
should be one or two sizes larger than the
suction opening, depending on its length.
WATER VELOCITY INCREASES
HERE, CAUSING A GREATER
FLOW TO ONE SIDE OF THE
IMPELLER
PUMP CASING
PUMP SUCTION
SUCTION FLANGE
ELBOW
CASING
RINGS
IMPELLER
FIGURE 12 – UNBALANCED LOADING OF A DOUBLE SUCTION IMPELLER
DUE TO UNEVEN FLOW AROUND AN ELBOW ADJACENT TO THE PUMP
NOTE: When operating on suction lift never
use a concentric reducer in a horizontal
suction line, as it tends to form an air pocket
in the top of the reducer and the pipe.
Eccentric reducers should be limited to one
pipe size reduction each to avoid excessive
turbulence and noise. They should be of the
conical type. Contour reducers are not
recommended.
Figure 13 shows some correct and incorrect
suction piping arrangements.
When operating on a suction lift, the suction
pipe should slope upward to the pump
nozzle. A horizontal suction line must have a
gradual rise to the pump. Any high point in
the pipe can become filled with air and
prevent proper operation of the pump. When
reducing the piping to the suction opening
diameter, use an eccentric reducer with the
eccentric side down to avoid air pockets.
12
When installing valves in the suction piping,
observe the following precautions:
SUCTION PIPE INSTALLED
WITH A GRADUAL RISE TO PUMP
1. If the pump is operating under static
suction lift conditions, a foot valve may be
installed in the suction line to avoid the
necessity of priming each time the pump
is started. This valve should be of the
flapper type, rather than the multiple
spring type, sized to avoid excessive
friction in the suction line. (Under all other
conditions, a check valve, if used, should
be installed in the discharge line. See
Discharge Piping)
CHECK VALVE
GATE VALVE
INCREASER
LEVEL
CENTER LINE
OF PIPE
CORRECT
AIR POCKET
INCORRECT
AIR POCKET
2. When foot valves are used, or where there
are other possibilities of “water hammer,”
close the discharge valve slowly before
shutting down the pump.
INCORRECT
3. Where two or more pumps are connected
to the same suction line, install gate
valves so that any pump can be isolated
from the line. Gate valves should be
installed on the suction side of all pumps
with a positive pressure for maintenance
purposes. Install gate valves with stems
horizontal to avoid air pockets. Globe
valves should not be used, particularly
where NPSH is critical.
AIR POCKET
INCORRECT
GRADUAL RISE
TO PUMP
NO AIR
POCKETS
CORRECT
4. The pump must never be throttled by the
use of a valve on the suction side of the
pump. Suction valves should be used only
to isolate the pump for maintenance
purposes, and should always be installed
in positions to avoid air pockets.
NO AIR
POCKETS
GRADUAL RISE
TO PUMP
ECCENTRIC
REDUCER
CORRECT
DISTANCE PLUS
ECCENTRIC REDUCER
STRAIGNTENS FLOW
CORRECT
PATH OF WATER
INCORRECT
FIGURE 13 – SUCTION PIPING
ARRANGMENTS
13
If the pump system pressure conditions vary
during the day, packing adjustment becomes
difficult. Consideration should be given to
using a mechanical seal. (See Mechanical
Seals.)
Discharge Piping
If the discharge piping is short, the pipe
diameter can be the same as the discharge
opening. If the piping is long, the pipe
diameter should be one or two sizes larger
than the discharge opening. On long
horizontal runs, it is desirable to maintain an
even a grade as possible. Avoid high spots,
such as loops, which will collect air and
throttle the system or lead to erratic pumping.
Packing
Standard pumps are normally packed before
shipment. If the pump is installed within 60
days after shipment, the packing will be in
good condition with a sufficient supply of
lubrication. If the pump is stored for a longer
period, it may be necessary to repack the
stuffing box. In all cases, however, inspect
the packing before the pump is started.
A slow closing check valve and an isolating
gate valve should be installed in the
discharge line. The check valve (triple duty
valve), placed between pump and gate valve,
protects the pump from excessive back
pressure, and prevents liquid from running
back through the pump in case of power
failure. The gate valve is used in priming and
starting, and when shutting the pump down.
NOTE: Packing adjustment is covered in the
Maintenance section of this manual.
On some applications, it is possible to use
internal liquid lubrication (pumped liquid) to
lubricate packing. Only when all of the
following conditions prevail, can this be done:
Pressure Gauges
Properly sized pressure gauges should be
installed in both the suction and discharge
nozzles in the gauge taps provided. The
gauges will enable the operator to easily
observe the operation of the pump, and also
determine if the pump is operating in
conformance with the performance curve. If
cavitation, vapor binding, or other unstable
operation should occur, widely fluctuating
discharge pressure will be noted.
1. Liquid is clean, free from sediment and
chemical precipitation and is compatible
with seal materials.
2. Temperature is above 32°F and below
160°F.
3. Suction pressure is below 75 psig.
4. Lubrication (pumped liquid) has lubricating
qualities.
STUFFING BOX LUBRICATION
Contaminants in the pumped liquid must not
enter the stuffing box. These contaminants
may cause severe abrasion or corrosion of
the shaft, or shaft sleeve, and rapid packing
or mechanical seal deterioration; they can
even plug the stuffing box flushing and
lubrication system. The stuffing box must be
supplied at all times with a source of clean,
clear liquid to flush and lubricate the packing
or seal. It is important to establish the
optimum flushing pressure that will keep
contaminants from the stuffing box cavity. If
this pressure is too low, fluid being pumped
may enter the stuffing box. If the pressure is
too high, excessive packing or seal wear may
result; and extreme heat may develop in the
shaft causing higher bearing temperatures.
The most desirable condition, therefore, is to
use a seal water pressure 15-20 psig above
the maximum stuffing box pressure.
5. Liquid is non-toxic and non-volatile.
When the liquid being pumped contains
solids or is otherwise not compatible with
packing materials, an outside supply of seal
liquid should be furnished. In general,
external-injection liquid (from an outside
source) is required when any of the above
conditions cannot be met.
The standard stuffing box consists of rings of
packing (see assembly section for number of
rings), a seal cage (optional), and a gland. A
shaft sleeve which extends through the box
and under the gland is normally provided to
protect the shaft.
A tapped hole is supplied in the stuffing box
directly over the seal cage to introduce a
clean, clear sealing medium. The stuffing box
must, at all times, be supplied with sealing
liquid at a high enough pressure to keep the
box free from foreign matter, which would
14
quickly destroy the packing and score the
shaft sleeve.
Mechanical Seals
Mechanical seals are preferred over packing
on some applications because of better
sealing qualities and longer serviceability.
When a seal is properly installed, it will last
longer than packing on similar applications. A
mechanical shaft seal is supplied in place of a
packed stuffing box when specifically
requested. The change from packing to an
alternate arrangement may be made in the
field by competent service personnel.
Conversion parts may be order from your ITT
A-C Pump Sales Representative.
Only a sufficient volume of sealing liquid to
create a definite direction of flow from the
stuffing box inward to the pump casing is
required, but the pressure is important. Apply
seal water at a rate of approximately .25
GPM at a pressure approximately 15 to 20
psig above the suction pressure.
(Approximately one (1) drop per second.)
One recommended method to minimize error
in regulating flushing water is a “Controlled
Pressure System” (Figure 14). It is important
to set the pressure reducing valve adjusted to
a value slightly exceeding the maximum
stuffing box operating pressure (assuming it
is reasonably constant). A flow indicating
device will detect a failing of the bottom
packing rings allowing leakage in the pump.
Just as with packing, the mechanical seal
chamber must be supplied, at all times, with a
source of clean, clear liquid to flush and
lubricate the seal. The most important
consideration is to establish the optimum
flushing pressure that will keep contaminants
from the seal cavity. If this pressure is too
low, fluid being pumped may enter the
stuffing box. If the pressure is too high,
excessive seal wear may result.
External sealing liquid should be adjusted to
the point where the packing runs only slightly
warm, with a very slow drip from the stuffing
box. Excess pressure from an external
source can be very destructive to packing.
More pressure is required, however, for
abrasive slurries than for clear liquids.
Examination of the leakage will indicate
whether to increase or decrease external
pressure. If slurry is present in the leakage,
increase the pressure until only clear liquid
drips from the box. If the drippage is corrosive
or harmful to personnel, it should be collected
and piped away.
When contaminants are present in the
system fluid, an external source of clean seal
water must be supplied. Supply
approximately .25 GPM at a pressure
approximately 15 to 20 psig above the
suction pressure.
Figure 14 shows the recommended flush
system for mechanical seal. Water enters the
seal chamber, lubricates the seal face, and
exits into the pump itself. Positive flow in the
seal water line indicates adequate seal water
pressure.
A common error is to open the external piping
valve wide and then control the drippage by
tightening the packing gland. A combination
of both adjustments is essential to arrive at
the optimum condition. The life of packing
and sleeve depends on careful control more
than any other factor.
Cartridge Seals
Follow the appropriate lubrication directions
for mechanical seals given in this section.
Most cartridge seals provide flushing
connections on their glands. Use the
cartridge seal gland flushing taps (if provided)
for your seal water connections instead of the
stuffing box tap. The quench taps on the
glands (if present) are normally only used in
chemical applications. Consult seal
manufacturer’s literature for more detailed
information.
FLOWMETER
PRESSURE
GUAGE
PRESSURE
REDUCING
VALAVE
Cyclone Sediment Separators
If the fluid being pumped contains sediment
and there is no external, clean water source
available to flush the mechanical seals, a
cyclone sediment separator can be used to
STUFFING BOX
FIGURE 14 – CONTROLLED PRESSURE
SYSTEM
15
remove most of the sediment from the liquid
being pumped so it can be used to flush the
seals. The separator is placed in the seal
water piping line and removes the sediment
to an external drain (normally back to the
pump suction line).
16
OPERATION
each time the motor leads have been
disconnected.
PRE-START CHECKS
WARNING: Unexpected Startup Hazard
Disconnect and lockout power before
servicing. Failure to follow these instructions could
result in serious personal injury or death, or
property damage.
PRIMING
If the pump is installed with a positive head
on the suction, it can be primed by opening
the suction valve, and loosening the vent plug
on top of the casing (Do not remove),
allowing air to be purged from the casing.
WARNING: Electrical Shock Hazard
Electrical connections to be made by a
qualified electrician in accordance with all
applicable codes, ordinances, and good practices.
Failure to follow these instructions could result in
serious personal injury or death, or property
damage.
If the pump is installed with a suction lift,
priming must be done by other methods such
as foot valves, ejectors, or by manually filling
the casing and suction line.
CAUTION:
Under either condition, the pump must be
completely filled with liquid before starting. The
pump must not run dry. Serious damage to the
pump may result if it is started dry.
Before the initial start of the pump, make the
following inspections:
1. Check alignment between pump and
motor. See the section on alignment for
alignment requirements.
Flushing
New and old systems should be flushed to
eliminate all foreign matter. Heavy scale,
welding splatter and wire or other large
foreign matter can clog the pump impeller.
This will reduce the capacity of the pump
causing cavitation, excessive vibration,
and/or damage to close clearance parts
(wear rings, seals, sleeves, etc.).
2. Check all connections to motor and
starting device with wiring diagram. Check
voltage, phase, and frequency on motor
nameplate with line circuit.
3. Check suction and discharge piping and
pressure gauges for proper operation.
4. Turn rotating element by hand to assure
that it rotates freely.
Filling
Vents should be located at the highest point
so entrained gases and air can escape.
However, if the gases are flammable, toxic, or
corrosive they should be vented to an
appropriate place to prevent harm to
personnel or other parts of the system. Pipe
hangers and anchors should be checked to
make sure they are properly set to take the
additional weight of the pumpage.
5. Check stuffing box adjustment, lubrication,
and piping.
6. Check driver lubrication.
7. Assure that pump bearings are properly
lubricated.
8. Assure that coupling is properly lubricated,
if required.
9. Assure that pump is full of liquid and all
valves are properly set and operational,
with the discharge valve closed and the
suction valve open. Purge all air from top
of casing.
All drains should be closed when filling the
system. Filing should be done slowly so that
excessive velocities do not cause rotation of
the pumping elements which may cause
damage to the pump or its driver. The
adequacy of the anchors and hangers may
be checked by mounting a dial indicator off of
any rigid structure not tied to the piping and
setting the indicator button on the pump
flange in the axial direction of the nozzle. If
the indicator moves, as the filling proceeds,
10. Check rotation. Be sure that the driver
operates in the direction indicated by the
arrow on the pump casing as serious
damage can result if pump is operated
with incorrect rotation. Check rotation
17
4. Temperature: Check and record bearing
temperatures using a thermometer.
Temperature should not exceed 180°F.
the anchors and supports are not adequate or
set properly and should be corrected.
STARTING
1. Close drain valves and valve in discharge
line.
5. Vibration and Sound: The acceptable
vibration level of a centrifugal pump
depends on the rigidity of the pump and
the supporting structure. Recommended
values for vibration can vary between .20
ips (inches per second) velocity to .60 ips
velocity depending on the operating
characteristics and the structure. Refer to
the Centrifugal Pump section of the
Hydraulic Institute Standards for a
complete description and charts on
various pumps.
2. Open fully all valves in the suction line.
3. Slowly turn on seal water to the stuffing
box. (If pumped fluid is dirty or if leakage
of air is to be prevented, these lines
should be always left open.)
4. Prime the pump.
NOTE: If the pump does not prime properly,
or loses prime during start-up, it should be
shutdown and the condition corrected before
the procedure is repeated.
Field sound levels are difficult to measure
because of background noise from piping,
valves, drivers, gears, etc. Follow
recommendations in the Hydraulic Institute
Standards.
5. Start the pump driver (turbines and
engines may require warming up; consult
the manufacturer’s instructions).
SHUTDOWN
The following steps will take care of most
normal shutdowns of the pump, i.e.
maintenance. Make any further adjustments
of process piping, valves, etc., as required. If
the pump is to be removed from service for
an extended period of time, refer to the
sections on storage and freeze protection.
6. When the pump is operating at full speed,
open the discharge valve slowly. This
should be done promptly after start-up to
prevent damage to pump by operating at
zero flow.
7. Adjust the liquid seal valves to produce
the recommended pressure for either the
mechanical seal or packed stuff box.
1. Shut down the driver. (Consult
manufacturer’s instructions for special
operations.)
OPTIONAL CHECKLIST
1. Driver/Pump Rotation: Check rotation
each time the motor leads have been
disconnected. Be sure that the driver
operates in the direction indicated by the
arrow on the pump casing. Rough
operation and extreme vibration can result
if the pump is operated in the wrong
direction.
2. Close suction and discharge valves.
3. Close seal liquid valves. (If pumped liquid
is dirty, or if inleakage is to be prevented,
these lines should always be left open,
except when the pump is completely
drained.)
4. Open drain valves as required.
2. Flow: An accurate measurement of flow
rate (volume/time) is difficult in the field.
Venturi meters, flow nozzles, orifice
plates, or timing the draw down in the wet
well are all possible methods. Record any
reading for future reference.
FREEZE PROTECTION
Pumps that are shut down during freezing
conditions should be protected by one of the
following methods.
1. Drain the pump; remove all liquid from the
casing.
3. Pressure: Check and record both suction
and discharge pressure gauge readings
for future reference. Also record voltage,
amperage per phase, kilowatts if an
indicating wattmeter is available, and
pump speed.
2. Keep fluid moving in the pump and
insulate or heat the pump to prevent
freezing.
18
CAUTION:
If heat is used to keep the pump from
freezing, do not let the temperature rise above
150°F.
FIELD TESTS
A typical performance curve for a specific
pump can be obtained from ITT A-C Pump.
This can be used in conjunction with a field
test, if one is required. All ITT A-C Pump tests
and curves are based on the Hydraulic
Institute Standards. Any field test must be
conducted according to these Standards.
Unless otherwise specifically agreed, all
capacity, head, and efficiencies are based on
shop tests when handling clear, cold, fresh
water at a temperature not over 85°F.
Appendix “C” (Page 59) contains a field test
report sheet and some useful equations
which can be used when conducting a field
test.
19
MAINTENANCE
inspect the bearings for any rusted or badly
worn surfaces. If bearings are free from rust
and wear, reassemble and relubricate them
with one of the recommended lubricants.
Depending on the length of time the pump
has remained in the flooded area, it is unlikely
that bearing replacement is necessary;
however, in the event that rust or worn
surfaces appear, it may be necessary to
replace the bearings.
GENERAL MAINTENANCE AND PERIODIC
INSPECTION
Operating conditions vary so widely that to
recommended one schedule of preventative
maintenance for all centrifugal pumps is not
possible. Yet, some sort of regular inspection
must be planned and followed. We suggest a
permanent record be kept of the periodic
inspections and maintenance performed on
your pump. This recognition of maintenance
procedure will keep your pump in good
working conditions, and prevent costly
breakdowns.
Next, inspect the stuffing box, and clean out
any foreign matter that might clog the box.
Packing that appears to be worn, or no longer
regulates leakage properly should be
replaced. Mechanical seals should be
cleaned and thoroughly flushed.
One of the best rules to follow in the proper
maintenance of your centrifugal pump is to
keep a record of actual operating hours.
Then, after a predetermined period of
operation has elapsed, the pump should be
given a thorough inspection. The length of
this operating period will vary with different
applications, and can only be determined
from experience. New equipment, however,
should be examined after a relatively short
period of operation. The next inspection
period can be lengthened somewhat. This
system can be followed until a maximum
period of operation is reached which should
be considered the operating schedule
between inspections.
Couplings should be dismantled and
thoroughly cleaned. Lubricate the coupling
with one of the coupling manufacturer’s
recommended lubricants where required.
LUBRICATION
Grease Lubrication of Bearings
Grease lubricated ball bearings are packed
with grease at the factory and ordinarily will
require no attention before starting, provided
the pump has been stored in a clean, dry
place prior to its first operation. The bearings
should be watched the first hour or so after
the pump has been started to see that they
are operating properly.
MAINTENANCE OF FLOOD DAMAGED PUMPS
WARNING: Unexpected Startup Hazard
Disconnect and lockout power before
servicing. Failure to follow these instructions could
result in serious personal injury or death, or
property damage.
A lithium based NLGI-2 grade grease should
be used for lubricating bearings where the
ambient temperature is above -20°F. Grease
lubricated bearings are packed at the factory
with Shell Alvania No. 2. Other recommended
greases are Texaco Multifak No. 2 and
Mobilux No. 2 grease.
WARNING: Electrical Shock Hazard
Electrical connections to be made by a
qualified electrician in accordance will all
applicable codes, ordinances, and good practices.
Failure to follow these instructions could result in
serious personal injury or death, or property
damage.
Greases made from animal or vegetable oils
are not recommended due to the danger of
deterioration and forming of acid. Do not use
graphite. Use of an ISO VG 100 mineral base
oil with rust and oxidation inhabitors is
recommended.
The servicing of centrifugal pumps after a
flooded condition is a comparatively simple
matter under normal conditions.
In greasing anti-friction bearings, the use of
high pressure equipment is not only
unnecessary, but is actually undesirable
unless used with great care. High pressure
may damage the bearings or seals, cause
Bearings are a primary concern on pumping
units. First, dismantle the frame, clean and
20
greater amount will, as a rule, be discharged
by the seals or vent and be wasted. Excess
grease is the most common cause of
overheating of the bearings. Remove vent
plugs for the first 24 hours of operation after
regreasing.
unnecessary loss of grease, create a danger
of overheating due to overgreasing, and
produce unsightly conditions around the
bearing. Excess grease is the most common
cause of overheating. Adequate lubrication is
assured if the level of grease is maintained at
about the capacity of the bearing and 1/3 to
1/2 of the cavity between the bearing and
grease fitting. Any greater amount will, as a
rule, be discharged by the seal or vent and be
wasted.
Bearing Temperature
Normally the maximum desirable operating
temperature for ball bearings is 180°F.
Special designs may have higher limits.
Should the temperature of the bearing frame
rise above the limit, the pump should be shut
down to determine the cause. Check with an
accurate temperature measuring device to be
sure.
The importance of proper lubrication cannot
be over emphasized. Lubrication frequency
depends upon the speed, size and type of
bearing, and operating temperature or
environmental conditions. Generally, the
smaller the bearing and faster the speed, the
more frequent the interval for relubrication
with grease. It is recommended that a certain
amount of grease be added at intervals of
three to six months to replace the small
quantity of grease lost between grease
flushing intervals. For average bearing
housing designs, one (1) ounce of grease will
be sufficient at these intervals. For larger or
smaller bearing housings this amount may
have to be adjusted.
Oil Lubrication of Bearings
Oil lubrication on 8100 Series pumps is
considered special. Oil lubricated pumps are
installed with Trico oilers (See Figure 15).
The oilers keep the oil level in the housings
constant.
After the pump has been installed, flush the
housing to remove dirt, grit, and other
impurities that may have entered the bearing
housing during shipment or installation. Then
refill the housing with proper lubricant. (The
housing must be filled using the Trico oiler.)
The oil level will be maintained by the Trico
oiler. (See the SERVICE section for proper
instructions.)
Unfortunately, there is not a grease available
which will not harden over time and become
less suitable for its purpose due to oxidation.
It is good practice to remove all the old
grease about once a year and thoroughly
clean the bearings. This should be done
during major overhauls. After gaining
experience with each individual pump and its
operating characteristics, the relubrication
and flushing intervals may be adjusted
accordingly. Keep good records and add
grease at regular intervals. Then adjustments
can be made after the first overhaul, if
necessary.
Periodic Addition of Grease
Grease lubricated ball bearings are packed
with grease at the factory. Store the pump in
a clean, dry place prior to its first operation.
If one is uncertain about the amount of
grease in a bearing at relubrication intervals,
the safe rule is to add grease while the pump
is stopped to avoid overloading. Remember,
a ball or roller bearing in most applications is
assured of adequate lubrication if the level of
grease is maintained at about the capacity of
the bearing and 1/3 and 1/2 of the cavity
between the bearing and grease fitting. Any
FIGURE 15 – TRICO OILER
A Mobil Oil, DTE Medium, or equal, meeting
the following specification will provide
21
satisfactory lubrication. Similar oils can be
furnished by all major oil companies. It is the
responsibility of the oil vendor to supply a
suitable lubricant.
SEAL INFORMATION
Packing (Non-Asbestos)
On packed pumps the packing is installed
prior to shipment. All packings used are the
highest grade material. Before pump is put
into operation check the condition of packing.
If pump is installed within sixty (60) days after
shipment the packing will be in good
condition with a sufficient supply of
lubrication. If pump is stored for a longer
period it may be necessary to repack the
stuffing box. In all cases, however, we
recommend an inspection of the packing
before pump is started.
(1) Saybolt viscosity at 100°F.... 215 SSU-240 SSU
(2) Saybolt viscosity at 210°F......................49 SSU
(3) Viscosity index, minimum ..............................95
(4) API gravity ................................................28-33
(5) Pour point, maximum............................... +20°F
(6) Flash point, minimum............................... 400°F
(7) Additives ..................Rust & Oxidation inhibitors
(8) ISO viscosity..................................................46
NOTE: Oils from different suppliers should
not be mixed. Engine oils are not
recommended.
The standard 8100 series pump packing is
made from braided acrylic yarn impregnated
with graphite.
The oil should be a non-foaming, well refined,
good grade, straight cut, filtered mineral oil. It
must be free from water, sediment, resin,
soaps, acid and fillers of any kind.
A soft, well-lubricated packing reduces
stuffing box resistance and prevents
excessive wear on the shaft or shaft sleeve.
Many brands of packing on the market have
the desired qualities. Standard packing is
John Crane Style 1340, or equal.
In installations with moderate temperature
changes, low humidity, and a clean
atmosphere, the oil should be changed after
approximately 1000 hours of operation. The
oil should be inspected at this time to
determine the operating period before the
next oil change. Oil change periods may be
increased up to 2000-4000 hours based on
an 8000 hour year. Check the oil frequently
for moisture, dirt, or signs of “breakdown,”
especially during the first 1000 hours.
When a pump with fiber packing is first
started it is advisable to have the packing
slightly loose without causing an air leak. As
the pump runs in, gradually tighten the gland
bolts evenly. The gland should never be
drawn to the point where packing is
compressed too tightly and no leakage
occurs. This will cause the packing to burn,
score the shaft sleeve and prevent liquid from
circulating through the stuffing box cooling
the packing. The stuffing box is improperly
packed or adjusted if friction in the box
prevents turning the rotating element by
hand. A properly operated stuffing box should
run lukewarm with a slow drip of sealing
liquid. After the pump has been in operation
for some time, and the packing has been
completely run-in, drippage from the stuffing
box should be at least 40 to 60 drops per
minute. This will indicate proper packing and
shaft sleeve lubrication and cooling.
Do not over oil; this causes the bearings to
run hot. The maximum desirable bearing
housing operating temperature for all ball
bearings is 180°F. Should the temperature of
the bearing frame exceed 180°F (measured
by thermometer) shut down pump to
determine the cause.
Coupling Lubrication
Flexible, rubber element type couplings
(Wood’s Sure-Flex or Falk Wrap Flex
coupling for instance) provide smooth
transmission of power. There is no rubbing
action of metal against rubber to cause wear.
Couplings are not affected by abrasives, dirt,
or moisture. This eliminates the need for
lubrication or maintenance, and provides
clean and quiet performance.
NOTE: Eccentric run-out of the shaft or
sleeve through the packing could result in
excess leakage that cannot be compensated
for. Correction of this defect is very important.
If other type of couplings are used, follow
maintenance instructions of coupling
manufacturer.
Packing should be checked frequently and
replaced as service indicates. Six months
might be a reasonable expected life,
depending on operating conditions. It is
impossible to give any exact predictions. A
22
b. Normally, mechanical seals require no
adjustment or maintenance except routine
replacement of worn or broken parts.
packing tool should be used to remove all old
packing from the stuffing box. Never reuse
old and lifeless packing or merely add some
new rings. Make sure the stuffing box is
thoroughly cleaned before new packing is
installed. Also check the condition of the shaft
or sleeve for possible scoring or eccentricity,
make replacements where necessary.
c. A mechanical seal which has been used
should not be put back into service until
the sealing faces have been replaced or
relapped. (Relapping is generally
economical only in seals two inches in
size and above.)
New packing (non-asbestos) should be
placed carefully into the stuffing box. If
molded rings are used, the rings should be
opened sideways and the joints pushed into
the stuffing box first. The rings are installed
one at a time, each ring seated firmly and the
joints staggered at about a 90° rotation from
each preceding joint.
Four important rules which should always be
followed for optimum seal life are:
1. Keep the seal faces as clean as possible.
2. Keep the seal as cool as possible.
3. Assure that the seal always has proper
lubrication.
If coil packing is used, cut one ring to
accurate size with either a butt or mitered
joint. An accurately cut butt joint is superior to
a poor fitting mitered joint. Fit the ring over
the shaft to assure proper length. Then
remove and cut all other rings to the first
sample. When the rings are placed around
the shaft a tight joint should be formed. Place
the first ring in the bottom of the stuffing box.
Then install each succeeding ring, staggering
the joints as described above, making sure
each ring is firmly seated.
4. If seal is lubricated with filtered fluid, clean
filter frequently.
Make sure the seal cage is properly located
in the stuffing box under the sealing water
inlet. The function of the seal cage is to
establish a liquid seal around the shaft,
prevent leakage of air through the stuffing
box and lubricate the packing. If it is not
properly located it serves no purpose.
Mechanical Seals
General instructions for operation of the
various mechanical sealing arrangements are
included below. It is not feasible to include
detailed instructions for all mechanical seals
in this booklet because of the almost
unlimited number of possible combinations
and arrangements. Instead, seal
manufacturer’s instructions will be included
as a separate supplement to this book, where
required.
a. Mechanical seals are precision products
and should be treated with care. Use
special care when handling seals. Clean
oil and clean parts are essential to prevent
scratching the finely lapped sealing faces.
Even light scratches on these faces could
result in leaky seals.
23
MAINTENANCE TIME TABLE
EVERY MONTH
EVERY 3 MONTHS
EVERY 6 MONTHS
Check bearing temperature with a thermometer, not by hand. If bearings are
running hot (over 180°F), it may be the result of too much lubricant. If changing the
lubricant does not correct the condition, disassembly and inspect the bearings. Lip
seals bearing on the shaft may also cause the housing to run hot. Lubricate lip
seals to correct.
Check the oil on oil lubricated units. Check grease lubricated bearings for
saponification. Thiscondition is usually caused by the infiltration of water or other
fluid past the bearing shaft seals and can be noticed immediately upon inspection,
since it gives the grease a whitish color. Wash out the bearings with a clean
industrial solvent and replace the grease with the proper type as recommended.
Check the packing and replace if necessary. Use the grade recommended. Be
sure the lantern rings are centered in the stuffing box at the entrance of the stuffing
box piping connection.
Take vibration readings on the bearing housings. Compare the readings with the
last set of readings to check for possible pump component failure (e.g. bearings)
Check shaft or shaft sleeve for scoring. Scoring accelerates packing wear.
EVERY YEAR
Check alignment of pump and motor. Shim up units if necessary. If misalignment
reoccurs frequently, inspect the entire piping system. Unbolt piping at suction and
discharge flanges to see if it springs away, thereby indicating strain on the casing.
Inspect all piping supports for soundness and effective support of load. Correct as
necessary.
Remove the upper half of the casing. Inspect the pump thoroughly for wear, and
order replacement parts if necessary.
Check wear ring clearances. Replace when clearances become three (3) times
their normal clearance or when a significant decrease in discharge pressure for the
same flow rate is observed. See Engineering Data Section for standard
clearances.
Remove any deposit or scaling. Clean out stuffing box piping.
Measure total dynamic suction and discharge head as a test of pump performance
and pipe condition. Record the figures and compare them with the figures of the
last test. This is important, especially where the fluid being pumped tends to form a
deposit on internal surfaces. Inspect foot valves and check valves, especially the
check valve which safeguards against water hammer when the pump stops. A
faulty foot or check valve will reflect also in poor performance of the pump while in
operation.
NOTE: The above time table is based on the assumption that after start-up, the unit had been constantly
monitored and such a schedule was found to be consistent with operation, as shown by stable readings.
Extreme or unusual applications or conditions should be taken into consideration when establishing the
maintenance intervals.
24
TROUBLE SHOOTING
Between regular maintenance inspections, be alert for signs of motor or pump trouble. Common symptoms
are listed below. Correct any trouble immediately and AVOID COSTLY REPAIR AND SHUTDOWN.
CAUSES
CURES
No Liquid Delivered
1. Lack of prime.
Fill pump and suction pipe completely with liquid.
2. Loss of prime.
Check for leaks in suction pipe joints and fittings; vent casing to remove
accumulated air. Check mechanical seal or packing.
3. Suction lift too high (a
negative suction gauge
reading).
If there is no obstruction at inlet and suction valves are open, check for
pipe friction losses. However, static lift may be too great. Measure with
mercury column or vacuum gauge while pump operates. If static lift is
too high, liquid to be pumped must raised or pump lowered.
4. System static head too
high.
Check with factory to see if a larger impeller can be used; otherwise, cut
pipe losses or increase speed – or both, as needed. But be careful not
to seriously overload driver.
5. Speed too low.
Check whether motor is directly across-the-line and receiving full
voltage. Frequency may be too low. Motor may have an open phase.
6. Wrong direction of
rotation.
Check motor rotation with directional arrow on pump casing. If rotation
is correct with arrow, check the relationship of the impeller with casing.
(This will require removing casing upper half.) See Figure 16, page 29.
7. No rotation.
Check power, coupling, line shaft and shaft keys.
8. Impeller loose on shaft.
Check key, locknut and set screws.
9. Impeller completely
plugged.
Dismantle pump and clean impeller.
10. System head or required
discharge
Check pipe friction losses. Large piping may correct condition. head too
high. Check that valves are wide open.
Not Enough Liquid Delivered
11. Air leaks in suction piping.
If liquid pumped is water or other non-explosive and explosive gas or
dust is not present, test flanges for leakage with flame or match. For
such liquids as gasoline, suction line can be tested by shutting off or
plugging inlet and putting line under pressure. A will indicate a leak with
a drop of pressure.
12. Air leaks in stuffing box.
Replace packing and sleeves if appropriate or increase seal lubricant
pressure to above atmosphere.
13. Speed too low.
See item 5.
14. Discharge head too high.
See item 10.
15. Suction lift too large.
See item 3.
25
TROUBLE SHOOTING (cont.)
Causes
Cures
16. Impeller partially plugged.
See item 9.
17. Cavitation; insufficient
NPSHA (Net Positive
Suction Head Available).
a. Increase positive suction head on pump by lowering pump or
increasing suction pipe and fittings size.
b. Sub-cool suction piping at inlet to lower entering liquid temperature.
c. Pressurize suction vessel.
18. Defective impeller and/or
wear rings.
Inspect impeller and wear rings. Replace if damaged or vane sections
badly eroded, or if wear ring clearance is three times normal.
19. Foot valve too small or
partially obstructed.
Area through ports of valve should be at least as large as area of
suction pipe (preferably 1.5 times). If strainer is used, net clear area
should be 3 to 4 times area of suction pipe.
20. Suction inlet not immersed
deep enough.
If inlet cannot be lowered or if eddies through which air is sucked persist
when it is lowered, chain a board to suction pipe. It will be drawn into
eddies, smothering the vortex.
21. Wrong direction of
rotation.
Symptoms are an overloaded driver and about one third rated capacity
from pump. Compare rotation of motor with directional arrow on pump
casing. If rotation is correct with arrow, impeller may have to be turned
180°. (See CHANGING ROTATION.)
22. System head too high.
See item 4.
23. Defective mechanical
seal.
Repair or replace seal.
Not Enough Pressure
24. Speed too low.
See item 5.
25. Air leaks in suction piping
or stuffing box.
See item 11.
26. Mechanical defects.
See item 18.
27. Vortex at suction inlet.
See item 20.
28. Obstruction in liquid
passages.
Check to see if suction and discharge valves are fully open. Dismantle
pump and inspect passages and casing. Remove obstruction.
29. Air or gases in liquid.
May be possible to over rate pump to a point where it will provide
adequate pressure despite condition. Better provide gas separation
chamber on suction line near pump and periodically exhaust
accumulated gas. See item 17.
26
TROUBLE SHOOTING (cont.)
Causes
Cures
Pump Operates For Short Time, Then Stops
30. Insufficient NPSHA.
See item 17.
31. System head too high.
See items 4 and 10.
Pump Takes Too Much Power
32. Head lower than rating;
thereby pumping too
much liquid.
Machine impeller’s O.D. to size advised by factory or reduce speed.
33. Cavitation
See item 17.
34. Mechanical defects.
See items 18, 19, 21, and 23.
35. Suction inlet not
immersed.
See item 20.
36. Liquid heavier (in either
viscosity or specific
gravity) than allowed for.
Use larger driver. Consult factory for recommended size. Test liquid for
viscosity and specific gravity.
37. Wrong direction of
rotation.
See item 6.
38. Stuffing box glands too
tight.
Release gland pressure. Tighten reasonably. If sealing liquid does not
flow while pump operates, replace packing.
39. Casing distorted by
excessive strains from
suction or discharge
piping.
Check alignment. Examine pump for rubbing between impeller and
casing. Replace damaged parts.
40. Shaft bent due to damage
– through shipment,
operation, or overhaul.
Check deflection of rotor by turning on bearing journals. Total indicator
run-out should nor exceed .002" on shaft and .004" on impeller wearing
surface.
41. Mechanical failure of
critical pump parts.
Check wear rings and impeller for damage. Any irregularity in these
parts will cause a drag on shaft.
42. Misalignment.
Realign pump and driver.
43. Speed may be too high.
Check voltage on motor. Check speed versus pump nameplate rating.
44. Electrical defects.
The voltage and frequency of the electrical current may be lower than
that for this motor was built, or there may be defects in motor. The
motor may not be ventilated properly due to a poor location.
45. Mechanical defects in
turbine, engine or other
type of drive exclusive of
motor.
If trouble cannot be located, consult factory.
27
SERVICE
WARNING: Electrical Shock Hazard
Electrical connections to be made by a
qualified electrician in accordance will all
applicable codes, ordinances, and good practices.
Failure to follow these instructions could result in
serious personal injury or death, or property
damage.
DISASSEMBLY AND REASSEMBLY
PROCEDURES
The procedures outlined in this section cover
the dismantling and reassembly of three
different types of 8100 Series pump
construction.
A. 8100 Series pump with packing.
WARNING: Rotating Components
Hazard
Do not operate pump without all guards in place.
Failure to follow these instructions could result in
serious personal injury or death and property
damage.
B. 8100 Series pump with mechanical seals
on shaft.
C. 8100 Series pump with mechanical seals
on shaft sleeves.
Each procedure provides the step-by-step
instructions for dismantling and then
reassembling the pump, depending upon the
type of shaft seal used.
8100 Series centrifugal pumps can be
operated clockwise or counterclockwise when
viewed from the coupling end of the pump. If
you wish to reverse the suction and discharge
nozzles; i.e., change rotation, this can be
accomplished with the same pump as follows:
When working on the pump, use accepted
mechanical practices to avoid unnecessary
damage to parts. Check clearances and
conditions of parts when pump is dismantled
and replace if necessary. Steps should
usually be taken to restore impeller and
casing ring clearance when it exceeds three
times the original clearance.
1. Remove the impeller from the shaft, turn it
180° and replace it on the shaft. (Follow
the disassembly procedures given in this
manual.)
2. With the rotating element out of the
casing, remove the casing from the base
and turn 180°. (Factory bases are drilled
for both rotations.)
If your pump has adjustable wear rings,
please refer to the instructions on page 45.
CAUTION:
For pumps in the vertical configuration,
(Models 200 and 300) please follow the
instructions for the disassembly and reassembly
of a vertical rotating element on page 46.
3. Set the rotating element back in the
casing and reassemble the pump.
NOTE: The impeller and casing are in the
same relationship to each other as they were
originally. The shaft and motor are also in the
same relationship to each other as they were
originally.
CHANGING ROTATION
WARNING: Unexpected Startup Hazard
Disconnect and lockout power before
servicing. Failure to follow these instructions could
result in serious personal injury or death, or
property damage.
4. Reassemble the pump and realign the
coupling as called for in the alignment
instructions.
5. The rotation of the motor must be
changed by switching the motor leads.
NOTE: Unless the motor rotation is reversed
the impeller will run backward.
28
CW ROTATION
CWW ROTATION
SUCTION
DISCHARGE
DISCHARGE
CLOCKWISE ROTATION VIEWED
FROM THE COUPLING END
COUNTER-CLOCKWISE ROTATION
VIEWED FROM THE COUPLING END
FIGURE 16 – CORRECT RELATIONSHIP OF IMPELLER AND CASING
DOWEL PIN LOCATION AT
PARTING LINE
OPTIONAL – INTERNAL
PIPING WITH SEAL CAGE
PUMP SIZE
3x2x11
6x4x9
6x4x10
6x4x11
6x4x12
6x4x14
6x6x9
8x6x9
8x6x10
8x6x12
8x6x12M
8x6x13
8x6x17
8x6x18
8x8x12
8x8x17
10x8x12
10x8x17
10x8x20
10x10x12
12x10x12
12x10x14
12x10x17
12x10x18
FIGURE 17 – ASSEMBLY SECTION: PUMP WITH PACKING
29
DIM. "A"
8.755
9.312
10.625
10.750
9.755
9.312
9.755
10.625
9.755
PACKING SIZE
3/8
1/2
3/8
1/2
3/8
10.625
11.495
11.620
12.995
11.495
1/2
A. DISMANTLING (PUMP WITH PACKING)
WARNING: Unexpected Start-up Hazard
Disconnect and lock out power before
servicing. Failure to follow these instructions could
result in serious personal injury or death, or
property damage.
WARNING: Electrical Shock Hazard
Electrical connections to be made by a
qualified electrician in accordance with all
applicable codes, ordinances, and good practices.
Failure to follow these instructions could result in
serious personal injury or death, or property
damage.
(See exploded view on page 54.)
FIGURE 19 – ROTATING ELEMENT
(PACKING INSTALLED)
5. Remove four cap screws (3-904-9) from
each bearing housing (3-025-3 and -4)
and remove the bearings housings from
the shaft (3-007-0).
1. Drain the pump by opening vent plug (A,
Figure 18) and remove drain plugs (B and
C) on the suction and discharge nozzles.
6. Bend back lockwasher tab and remove
locknut (3-516-4) and lockwasher (3-5174) from the outboard end of the shaft and,
using a bearing or gear puller, remove the
bearing (3-026-4) from the shaft. Remove
the inboard end bearing (3-026-3) in the
same manner.
2. Remove all casing main joint cap screws
(2-904-1) and dowels (2-916-1). Remove
external tubing (0-952-0) if supplied.
3. Insert a screwdriver or pry bar into the
slots between the upper and lower casing
halves, and separate the halves, lifting off
the upper casing half. (NOTE: Some
casings have jacking screws.)
NOTE: Locknut and lockwasher are not used
on inboard end bearing.
CAUTION:
DO NOT REUSE THE BALL BEARINGS.
A
VENT PLUG
7. Slide both stuffing boxes (3-073-9) off of
the shaft, working deflector rings (3-136-9)
off the shaft at the same time (See Figure
20).
B
DRAIN PLUG
8. Remove lip seals (3-177-9) from the
stuffing boxes.
C
DRAIN PLUG
9. Remove the two gland bolts (1-904-9),
gland halves (1-014-9), packing (1-924-9)
and, if supplied, seal cage (1-013-9) from
each stuffing box. Remove the O-rings (3914-1) from the stuffing boxes.
FIGURE 18 – PUMP WITH PACKING
4. Tap the stuffing boxes with a soft-headed
hammer to break the seal between the
stuffing box and lower casing half, and lift
the rotating element out of the lower
casing. Rotating element may now be
moved to a suitable working location (See
Figure 19).
10. Remove the two casing rings (3-003-9)
from the impeller (4-002-0) and remove Orings (3-914-2) from each casing ring.
NOTE: Each casing ring on 10x8x20 and
12x10x18 has 2 O-rings (See Figure 21B p.
24).
NOTE: A spare rotating element can be
installed at this point.
30
(3-009-9)
SLEEVE
FIGURE 20
(0-004-0)
(3-003-9)
IMPELLER RING CASING RING
REMOVING STUFFING BOX
11. Loosen set screws (3-902-3) in shaft nuts
(3-015-9) and then remove shaft nuts
using pin scanner wrench. Remove Orings (3-914-9) from counterbore in shaft
sleeves.
CASING
(2-001-0)
LOCKING PIN
(3-943-9)
NOTE: Both shaft nuts have right handed
threads.
FIGURE 21A
IMPELLER
(4-002-0)
IMPELLER WITH WEAR RINGS
12. To remove the sleeve, hold the shaft
vertically and drop it on a block of wood.
The impeller weight should force both the
impeller and sleeve from the shaft. NOTE:
There is a silicone adhesive/sealant
between the sleeve and the impeller.
13. Remove the other shaft sleeve, nut and
sleeve O-ring as described in steps 11
and 12.
NOTE: For impellers with replaceable rings
remove the rings (0-004-0), if necessary, by
cutting with a cold chisel (See Figure 21A).
CASING
FLOATING
CASING
RING
IMPELLER
FIGURE 21B
FLOATING CASING RING
(10X8X20 AND 12X10X18)
14. Remove the impeller key (3-911-1) from
the shaft.
ASSEMBLY (PUMP WITH PACKING)
All bearings, O-rings, lip seals, gaskets,
impeller rings, and casing wear rings should
be replaced with new parts during assembly.
All reusable parts should be cleaned of all
foreign matter before reassembling. The main
casing joint gasket can be made using the
upper or lower half as a template. Lay the
31
gasket material on the casing joint. Trim the
gasket, lightly tapping with a ball peen
hammer so that it is flush with the inside
edges of the casing.
NOTE: Precut casing gaskets (2-153-5 & 6)
can be ordered to minimize the amount of
trimming.
1. Assemble the impeller key (3-911-1) in the
shaft key slot.
2. Check the impeller (4-002-0) and casing
to determine the correct relationship (See
Figure 16) and locate the impeller on the
shaft per dimension “A” given in the table
on Figure 17.
FIGURE 22 – DRILLING SET SCREW RECESS
NOTE: For impeller with replaceable
rings, heat each new ring (0-004-0)
(approximately 300°-400°F for bronze)
and slide onto the impeller. Using gloves,
hold rings against the impeller shoulder
until they cool.
8. Lubricate and roll an O-ring (3-914-2) into
the groove in each casing ring (3-003-9)
and slide the casing rings over the
impeller (See Figure 23).
NOTE: 10x8x20 and 12x10x18 utilize
“Floating” Casing Ring Design. Each ring
requires 2 O-rings (See Figure 21B).
3. Starting with the outboard end, apply a
1/4" bead of RTV (DOW CORNING
SILICONE SEALANT or equivalent) at the
impeller hub face, making sure to fill up
the keyway.
9. Press a new lip seal (3-177-9) into each
stuffing box. Before installing the seal,
lubricate the seal lip with a lightweight oil.
4. Slide the sleeve (3-009-9) onto shaft,
rotating the sleeve to evenly distribute the
sealant applied in step 3. Refer to
Optional Method of Installing Packing at
the end of this section before mounting
sleeve on shaft.
NOTE: Lip seals should seat against
machined shoulder in bracket.
CAUTION:
THE PIN IN EACH SHAFT SLEEVE MUST
SEAT IN THE IMPELLER KEY SLOT.
5. Place the sleeve O-ring (3-914-9) onto the
shaft, into the sleeve counterbore.
Assemble the shaft sleeve nut (3-015-9).
6. Repeat steps 3 through 5 for the inboard
shaft sleeve, O-ring and nut. Wipe off
excess RTV.
7. Verify that Dimension “A” in Figure 17 on
page 29 is maintained, then using a pin
scanner wrench and hammer, securely
tighten the shaft sleeve nuts. Then, drill a
shallow recess in the shaft through the set
screw hole in each of the shaft sleeve
nuts. Lock each shaft sleeve nut in
position with serrated head set screws
(3-902-3) (See Figure 22). A low strength
sealant, such as Loctite 271, can be used
to retain set screws.
FIGURE 23 – INSTALLING RINGS
NOTE: Seal lip should point away from
the bearings (3-026-3 and -4), if the
bearings are grease lubricated, and
towards the bearings, if the bearings are
oil lubricated (See Figure 24).
32
15. Install lockwasher (3-517-4) and locknut
(3-516-4) on the outboard end of the shaft.
Make certain locknut is secured and then
bend over tabs on lockwasher.
16. Allow the bearing to cool to room
temperature. On grease lubricated
bearings only, coat the exposed sides with
two or three ounces of recommended
grease.
17. On grease lubricated bearings, coat the
inside of the bearing housing (3-025-4)
with grease and slide into place over
bearing. Attaching the bearing housing to
the stuffing box with four cap screws (3904-9).
FIGURE 24 – INSTALLING LIP SEAL
18. Repeat steps 11 through 14, 16 and 17 for
the inboard end.
10. Lubricate and roll O-ring (3-914-1) into the
groove in each stuffing box.
NOTE: A locknut and lockwasher are not
installed on the inboard end of the shaft.
11. Slide outboard stuff box on the shaft so
that the shaft end extends through the
packing area, but does not enter the lip
seal. This will permit installation of
deflector (3-136-9).
19. Clean the gasket surfaces of the casing.
Apply Scotch 3M-77 spray adhesive or
equivalent to the lower half of the casing.
20. Within one minute of spraying, set the
untrimmed gaskets (2-123-5 and -6) in
place on the lower half casing, align the
holes in the gaskets with the holes in the
casing and press the gaskets firmly
against the lower half casing face in the
area coated by the adhesive.
12. Slide the deflector over the shaft end then
carefully push the shaft end through the lip
seal and slide the stuffing box fully onto
the shaft.
CAUTION:
DO NOT EXCEED 275°F.
21. Trim the gaskets flush with the lower
casing bores, if this has not been done as
yet.
13. Heat the ball bearing (3-026-4), using
either dry heat or a 10-15% soluble oil and
water solution.
CAUTION:
Machined casing bores must remain sharp
at the casing parting line. Gaskets must be flush
with bore in order to contact O-rings. Leakage can
result around stuff box O-ring if this step is not
properly followed.
14. Using gloves, slide the heated bearing
onto the shaft against the shaft shoulder
(See Figure 25).
22. Set the rotating element in the pump
casing (2-001-0), assuring correct rotation.
Locate both stuffing box tongues in their
respective casing grooves. Locate pins (3943-9) in the stuffing box and the casing
wear rings in their respective slots at the
casing parting surface. Correct any O-ring
bulging (See Figure 26).
FIGURE 25 – INSTALLING SHAFT BEARING
33
26. PACKING (NON ASBESTOS)
Install 12 full rings of packing (6 per
stuffing box) so that the ends butt, leaving
no gap between the packing and the
stuffing box. (Refer to the table in Figure
17 for packing size.) Press the packing to
the bottom of the stuffing box. Stagger the
joints of each packing ring at least 90
degrees. For 3 adjacent rings, use the 4, 8
and 12 o’clock positions. NOTE: The last
ring in each box may not be required until
after the pump has operated for a period
of time.
FIGURE 26 – UPPER CASING HALF REMOVED
NOTE: When supplied, the seal cage will
replace the third packing ring from the
bottom, requiring only 10 rings of packing.
The seal cage must be aligned with the seal
water inlet when the packing is compressed.
CAUTION:
Do not cut or damage O-rings when
lowering the rotating element into position. When
all four anti-rotation pins (3-943-9) are correctly
located, there will be some casing ring looseness.
Assemble the glands (1-014-9), washers (0909-0), and bolts (1-904-9) square with the
stuffing box and pull up tight. Then loosen the
gland bolts (1-904-0) to permit the packing to
expand. Then retighten finger tight. Final
adjustment of the gland bolts must be done
with the pump running. Allow 30 minutes
between adjustments. A good adjustment
should allow approximately one (1) drip per
second.
23. Lower the upper half casing (2-001-0) into
place using the tapered dowel pins (2916-1) and install casing main joint bolts
(2-904-1). The casing joint bolts should be
tightened to the following torques: 140 ft-lb
minimum for 5/8"-11 hex head cap screws
(Grade 5); 350 ft-lb minimum for 7/8"-9
Ferry Cap Counterbore screws (Grade 8).
Bolt torquing pattern is shown in Figure
59.
OPTIONAL METHOD FOR INSTALLING
PACKING (AFTER PUMP DISASSEMBLY)
Place stuffing box (3-073-9) on a table or
workbench with the stuffing box opening up.
Assemble the packing per step 26 with the
shaft sleeve placed in the stuffing box. After
completing step 26, remove shaft sleeve and
continue to assemble pump per step 4.
NOTE: Torque values are essential in
obtaining proper gasket compression so no
leakage can occur at main joint.
24. Rotate the shaft by hand to assure that it
turns smoothly and is free from rubbing or
binding.
25. Install seal water piping (0-952-0), if
supplied.
The entire assembly may then be placed into
position over the sleeve in step 11.
34
DOWEL PIN LOCATION
AT PARTING LINE
FIGURE 27 – ASSEMBLY SECTION: PUMP WITH MECHANICAL SEALS ON SHAFT
CAUTION: Extreme Temperature Hazard
Allow pump temperatures to reach
acceptable levels before proceeding. Open drain
valve. Do not proceed until liquid stops coming out
of drain valve. If liquid does not stop flowing from
drain valve, isolation valves are not sealing and
should be repaired before proceeding. After liquid
stops flowing from drain valve, leave drain valve
open and continue. Remove the drain plug located
on the bottom of the pump housing. Do not
reinstall plug or close drain valve until reassembly
is completed. Failure to follow these instructions
could result in property damage and/or moderate
personal injury.
B. DISMANTLING (PUMP WITH MECHANICAL
SEALS ON SHAFT)
WARNING: Unexpected Startup Hazard
Disconnect and lockout power before
servicing. Failure to follow these instructions could
result in serious personal injury or death, or
property damage.
35
4) from the shaft. Remove the inboard end
bearing (3-026-3) in the same manner.
WARNING:
Prior to working on pump the power source
should be disconnected with lockout provisions so
power cannot be re-energized to the motor. Close
isolating suction and discharge valves. Failure to
follow these instructions could result in property
damage, severe personal injury, or death.
(See exploded view on page 55.)
1. Drain the pump by opening vent plug (A,
Figure 28) and remove drain plugs (B and
C) on the suction and discharge nozzles.
FIGURE 29 – ROTATING ELEMENT
2. Remove all casing main joint cap screws
(2-904-1) and dowels (2-916-1). Remove
external tubing (0-952-0).
NOTE: Locknut and lockwasher are not used
on inboard end bearing.
CAUTION:
DO NOT REUSE THE BALL BEARINGS.
3. Insert a screwdriver or pry bar into the
slots between the upper and lower casing
halves, and separate the halves, lifting off
the upper casing half. (NOTE: Some
casings have jacking screws.)
A
VENT PLUG
B
DRAIN PLUG
C
DRAIN PLUG
FIGURE 30 – REMOVING STUFF BOX
FIGURE 28 – PUMP WITH MECHANICAL
SEALS
7. Slide both stuffing boxes (3-073-9) off of
the shaft, working deflector rings (3-136-9)
off the shaft at the same time (See Figure
30).
4. Tap the stuffing boxes with a soft-headed
hammer to break the seal between the
stuffing box and lower casing half, and lift
the rotating element out of the lower
casing. Rotating element may now be
removed to a suitable location to work on.
8. Remove lip seals (3-177-9) and O-rings
(3-914-1) from the stuffing boxes.
9. Drive both mechanical seal seats (3-4010) from both the stuffing boxes.
NOTE: A spare rotating element can be
installed at this point.
5. Remove four cap screws (3-904-9) from
each bearing housing (3-025-3 and -4)
and remove the bearing housings from the
shaft (3-007-0).
6. Bend back lockwasher tab and remove
locknut (3-516-4) and lockwasher (3-5174) from the outboard end of the shaft and,
using a puller, remove the bearing (3-026-
36
(3-009-9)
SLEEVE
(0-004-0)
(3-003-9)
IMPELLER RING CASING RING
FIGURE 31 – REMOVING CASING RINGS
FROM IMPELLER
LOCKING PIN
(3-943-9)
10. Remove mechanical seal head (3-402-0)
from the pump shaft.
CASING
(2-001-0)
IMPELLER
(4-002-0)
FIGURE 33 –IMPELLER WITH WEAR RINGS
11. Remove two casing rings (3-003-9) from
the impeller (4-002-0) and remove O-rings
(3-914-2) from each casing ring (See
Figure 31).
13. Remove the impeller key (3-911-1) from
the shaft.
12. Remove the impeller retaining ring (3-9151) with a retaining ring pliers (Figure 32).
Heat the impeller hub on both ends to
350°F maximum, and pull or push the
impeller from the shaft. (Instead of heating
impeller, you may press impeller off of
shaft, if a press is available.
ASSEMBLY (PUMP WITH MECHANICAL
SEALS ON SHAFT)
All bearings, O-rings, lip seals, mechanical
seals, gaskets, impeller rings, and casing
rings should be replaced with new parts
during assembly. All reusable parts should be
cleaned of all foreign matter before
reassembling. The main casing joint gasket
can be made using the upper or lower half as
a template. Lay the gasket material on the
casing joint. Trim the gasket by lightly tapping
with a ball peen hammer so that it is flush
with the inside edges of the casing.
NOTE: Press away from coupling end.
NOTE: Precut casing gaskets (2-123-5 and 6) can be ordered to minimize the amount of
trimming.
1. Assemble the impeller key (3-911-1) in the
shaft key slot.
2. Check the impeller (4-002-0) and casing
to determine the correct relationship (See
Figure 16). Heat the impeller evenly to
300°F maximum to expand the bore.
(Impeller may be pressed onto the shaft
instead of heating if a suitable press is
available, see Figure 34.)
FIGURE 32 – REMOVING IMPELLER FROM
RETAINING RINGS
NOTE: For impellers with replaceable rings –
remove the rings (0-004-0), if necessary, by
cutting with a cold chisel. (See Figure 33)
37
lubricate the seal lip with a lightweight oil.
NOTE: Lip seals should seat against
machined shoulder bracket.
NOTE: Seal lip should point away from the
bearings (3-026-3 and -4), if the bearings are
grease lubricated, and towards the bearings,
if the bearings are oil lubricated.
8. Lubricate and roll O-ring (3-914-1) into the
groove in each stuffing box.
NOTE: STEPS 9 THROUGH 21 MUST BE
COMPLETED WITHIN 10 TO 12 MINUTES
TO ASSURE PROPER PLACEMENT OF
MECHANICAL SEAL. THE MECHANICAL
SEAL USED HAS AN ADHESIVE ON THE
INNER DIAMETER OF THE ELASTOMER.
THE ROTATING ELEMENT MUST GO INTO
THE CASING BEFORE THIS SEALANT
BONDS TO SLEEVE.
FIGURE 34 – PRESSING IMPELLER ON SHAFT
NOTE: For impeller with replaceable rings,
heat each new ring (0-004-0) (approximately
300°F-400°F for bronze) and slide onto the
impeller. Using gloves, hold rings against the
impeller shoulder until they cool.
9. Lightly coat the outboard end of the shaft
with STP motor oil treatment or equal and
slide the mechanical seal head (0-400-0)
onto the shaft (See Figure 36). NOTE:
Standard mechanical seal for this
arrangement is a modified John Crane,
Type 21 Mechanical Seal.
3. From the outboard end, using gloves,
slide the heated impeller on the shaft (3007-0) against the shaft shoulder, and
install retaining ring (3-915-1).
4. Lubricate and roll an O-ring (3-914-2) into
the groove in each casing ring (3-003-9)
and slide the casing rings over the
impeller.
10. Slide one of the stuffing boxes on the
shaft so that the shaft end extends
through the mech-anical seal area, but
does not enter the lip seal. This will permit
installation of deflector (3-136-9).
5. Thoroughly clean the stuffing boxes (3073-9) to prevent dirt from entering the
seal during startup.
6. Press the stationary seats (0-400-0) of the
mechanical seals into both stuffing boxes,
with the lapped surface facing the
impeller. Lightly lubricate the stuffing box
bore to ease assembly (See Figure 35).
FIGURE 36 – SEAL HEAD INSTALLATION
11. Slide the deflector over the shaft end; then
carefully push the shaft end through the lip
seal and slide stuffing box fully onto the
shaft. COMPRESS THE SEAL SPRING
ONLY AS FAR AS REQUIRED TO
INSTALL BEARINGS.
FIGURE 35 – INSTALLING STATIONARY SEAT
7. Press a new lip seal (3-177-9) into each
stuffing box. Before installing the lip seal,
38
NOTE: A locknut and lockwasher are not
installed on the inboard end of the shaft.
CAUTION:
DO NOT EXCEED 275°F.
12. Heat the ball bearing (3-026-4), using
either dry heat or a 10-15% soluble oil and
water solution.
18. Clean the gasket surfaces of the casing.
Apply Scotch 3M-77 spray adhesive or
equivalent to the lower half of the casing.
13. Using gloves, slide the heated bearing
onto the shaft against the shaft shoulder
(See Figure 37).
19. Within one minute of spraying, set the
untrimmed gaskets (2-123-5 and -6) in
place on the lower half casing, align the
holes in the gaskets with the holes in the
casing and press the gaskets firmly
against the lower half casing face in the
area coated by the adhesive.
20. Trim the gaskets flush with the lower
casing bores, if this has not been done as
yet.
CAUTION:
Machined casing bores must remain sharp
at the casing parting line. Gaskets must be flush
with bore in order to contact O-rings. Leakage can
result around stuff box O-ring if this step is not
properly followed.
FIGURE 37 – INSTALLING SHAFT BEARING
14. Install lockwasher (3-517-4) and locknut
(3-516-4) on the outboard end of the shaft.
Make certain locknut is secured and then
bend over tabs on lockwasher.
21. Set the rotating element in the pump
casing (2-001-0), assuring correct rotation.
Locate both stuffing box tongues in their
respective casing grooves. Locate pins (3943-9) in the stuffing box and the casing
wear rings in their respective slots at the
casing parting surface. Correct any O-ring
bulging.
15. Allow the bearing to cool to room
temperature. On grease lubricated
bearings only, coat the exposed sides with
two or three ounces of recommended
grease.
CAUTION:
Do not cut or damage O-rings when
lowering the rotating element into position. When
all four anti-rotation pins (3-943-9) are correctly
located, there will be some casing ring looseness.
16. On grease lubricated bearings, coat the
inside of the bearing housing (3-025-4)
with grease and slide into place over
bearing. Attaching the bearing housing to
the stuffing box with four cap screws (3904-9).
22. Lower the upper half casing (2-001-0) into
place using the tapered dowel pins (2916-1) and install casing main joint bolts
(2-904-1). The casing joint bolts should be
tightened to the following torques: 140 ft-lb
minimum for 5/8"-11 hex head cap screws
(Grade 5); 350 ft-lb minimum for 7/8"-9
Ferry Cap Counterbore screws (Grade 8).
Bolt torquing pattern is shown in Figure 59
on page 49.
NOTE: Torque values are essential in
obtaining proper gasket compression so no
leakage can occur at main joint.
FIGURE 38 – ROTATING ELEMENT
23. Rotate the shaft by hand to assure that it
turns smoothly and is free from rubbing or
binding.
17. Repeat steps 9 through 13, 15 and 16 for
the inboard end.
24. Install seal water piping (0-952-0).
39
DOWEL PIN LOCATION
AT PARTING LINE
PUMP SIZE
3x2x11
6x4x9
6x4x10
6x4x11
6x4x12
6x4x14
6x6x9
8x6x9
8x6x10
8x6x12
8x6x12M
8x6x13
8x6x17
8x6x18
8x8x12
8x8x17
10x8x12
10x8x17
10x8x20
12x10x12
12x10x14
12x10x17
12x10x18
TYPE 1
MECH. SEAL
(STANDARD)
“A”
“B”
6.62
6.75
7.56
7.56
6.62
6.62
7.75
7.75
6.75
6.75
SETTING DIMENSIONS
TYPE 21
MECH
TYPE 1B
MECH
SEAL
SEAL
“A”
6.00
“B”
6.12
“A”
7.00
“B”
7.12
6.94
6.94
6.00
6.00
7.12
7.12
6.12
6.12
8.06
8.06
7.00
7.00
8.25
8.25
7.12
7.12
6.62
6.75
6.00
6.12
7.00
7.12
6.62
7.56
7.31
7.31
7.31
7.31
7.88
7.88
7.88
7.88
7.88
7.88
7.88
7.88
6.75
7.75
7.50
7.50
7.50
7.50
8.00
8.00
8.00
8.00
8.00
8.00
8.00
8.00
6.00
6.94
6.69
6.69
6.69
6.69
7.06
7.06
7.06
7.06
7.06
7.06
7.06
7.06
6.12
7.12
6.88
6.88
6.88
6.88
7.18
7.18
7.18
7.18
7.18
7.18
7.18
7.18
7.00
8.06
7.81
7.81
7.81
7.81
8.25
8.25
8.25
8.25
8.25
8.25
8.25
8.25
7.12
8.25
8.00
8.00
8.00
8.00
8.36
8.36
8.36
8.36
8.36
8.36
8.36
8.36
IMPELLER
LOCATION
DIMENSIONS
“C”
8.755
9.312
10.625
10.625
9.755
9.755
9.312
9.755
10.625
9.755
10.625
10.625
10.625
10.625
10.625
11.495
11.495
11.495
11.495
11.495
11.495
11.495
11.495
FIGURE 39 – ASSEMBLY SECTION: PUMP WITH MECHANICAL SEALS ON SHAFT SLEEVES
CAUTION: Extreme Temperature Hazard
Allow pump temperatures to reach
acceptable levels before proceeding. Open drain
valve. Do not proceed until liquid stops coming out
of drain valve. If liquid does not stop flowing from
drain valve, isolation valves are not sealing and
should be repaired before proceeding. After liquid
stops flowing from drain valve, leave drain valve
open and continue. Remove the drain plug located
on the bottom of the pump housing. Do not
reinstall plug or close drain valve until reassembly
is completed. Failure to follow these instructions
could result in property damage and/or moderate
personal injury.
C. DISMANTLING (PUMP WITH MECHANICAL
SEALS ON SHAFT SLEEVES)
WARNING: Unexpected Startup Hazard
Disconnect and lockout power before
servicing. Failure to follow these instructions could
result in serious personal injury or death, or
property damage.
(See exploded view on page 56.)
1. Drain the pump by opening vent plug (A,
Figure 40) and remove drain plugs (B and
C) on the suction and discharge nozzles.
40
NOTE: Locknut and lockwasher are not used
on inboard end bearing.
2. Remove all casing main joint cap screws
(2-904-1) and dowels (2-916-1). Remove
external tubing (0-952-0) if supplied.
CAUTION:
DO NOT REUSE THE BALL BEARINGS.
3. Insert a screwdriver or pry bar into the
slots between the upper and lower casing
halves, and separate the halves, lifting off
the upper casing half. (NOTE: Some
casings have jacking screws.)
7. Slide both stuffing boxes (3-073-9) off of
the shaft, working deflector rings (3-136-9)
off the shaft at the same time (See
Figure 42).
A
VENT PLUG
B
DRAIN PLUG
C
DRAIN PLUG
FIGURE 40 – PUMP WITH MECHANICAL
SEALS ON SHAFT SLEEVES
FIGURE 42 – REMOVING STUFF BOX AND
DEFLECTOR
4. Tap the stuffing boxes with a soft-headed
hammer to break the seal between the
stuffing box and lower casing half, and lift
the rotating element out of the lower
casing. Rotating element may now be
removed to a suitable location to work on.
8. Remove lip seals (3-177-9) and O-rings
(3-914-1) from the stuffing boxes.
9. Drive both mechanical seal seats (3-4010) from both the stuffing boxes.
NOTE: A spare rotating element can be
installed at this point.
10. Remove mechanical seal head (0-400-0)
from the pump shaft sleeve. If the set
collar (3-421-0) must be removed, scribe a
line on the shaft sleeve (3-009-9) flush
with the end of the seal (to record
mechanical seal location).
11. Remove two casing rings (3-003-9) from
the impeller (4-002-0) and remove O-rings
(3-914-2) from each casing ring (See
Figure 43).
FIGURE 41 – ROTATING ELEMENT
NOTE: Each casing ring on 10x8x20 and
12x10x18 has 2 O-rings (See Figure 21B).
5. Remove four cap screws (3-904-9) from
each bearing housing (3-025-3 and -4)
and remove the bearing housings from the
shaft (3-007-0).
12. Loosen set screw (3-902-3) in shaft nuts
(3-015-9) and then remove sleeve nuts
using pin spanner wrench. Remove Orings (3-914-9) from counterbore in shaft
sleeves.
6. Bend back lockwasher tab and remove
locknut (3-516-4) and lockwasher (3-5174) from the outboard end of the shaft and,
using a bearing or gear puller, remove the
bearing (3-026-4) from the shaft. Remove
the inboard end bearing (3-026-3) in the
same manner.
NOTE: Both shaft nuts have right hand
threads.
41
15. Remove the impeller key (3-911-1) from
the shaft.
ASSEMBLY (PUMP WITH MECHANICAL
SEALS ON SHAFT SLEEVES)
All bearings, O-rings, lip seals, mechanical
seals, gaskets, impeller rings, and casing
rings should be replaced with new parts
during assembly. All reusable parts should be
cleaned of all foreign matter before
reassembling. The main casing joint gasket
can be made using the upper or lower half as
a template. Lay the gasket material on the
casing joint. Trim the gasket by lightly tapping
with a ball peen hammer so that it is flush
with the inside edges of the casing.
FIGURE 43 – REMOVING CASING RINGS
FROM IMPELLER
NOTE: Precut casing gaskets (2-123-5 and 6) can be ordered to minimize the amount of
trimming.
13. To remove the sleeve, hold the shaft
vertically and drop it on a block of wood.
The impeller weight should force both the
impeller (4-002-0) and sleeve (3-009-9)
from the shaft.
1. Assemble the impeller key (3-911-1) in the
shaft key slot.
NOTE: There is a silicone adhesive/sealant
between the sleeve and the impeller.
2. Check the impeller (4-002-0) and casing to
determine the correct relationship (See
Figure 16) and locate the impeller on the
shaft per dimension “C” given in the table
on Figure 37.
14. Remove the other seal, shaft sleeve,
sleeve O-ring and nut as described in
steps 11, 12, and 13.
NOTE: For impeller with replaceable rings,
heat each new ring (0-004-0) (approximately
300°F-400°F for bronze) and slide onto the
impeller. Using gloves, hold rings against the
impeller shoulder until they cool.
NOTE: For impellers with replaceable rings –
remove the rings (0-004-0), if necessary, by
cutting with a cold chisel (See Figure 44).
(3-009-9)
SLEEVE
(0-004-0)
(3-003-9)
IMPELLER RING CASING RING
3. Starting with the outboard end, apply a
1/4" bead of RTV (DOWN CORNING
SILICONE SEALANT or equivalent) at the
impeller hub face, making sure to fill up
the keyway.
4. Slide the sleeve (3-009-9) onto shaft,
rotating the sleeve to evenly distribute the
sealant applied in step 3.
CAUTION:
THE PIN IN EACH SHAFT SLEEVE MUST
SEAT IN THE IMPELLER KEY SLOT.
5. Place the sleeve O-ring (3-914-9) onto the
shaft, into the sleeve counterbore.
Assemble the shaft sleeve nut (3-015-9).
LOCKING PIN
(3-943-9)
CASING
(2-001-0)
6. Repeat steps 3 through 5 for the inboard
shaft sleeve, O-ring, and nut. Wipe off
excess RTV.
IMPELLER
(4-002-0)
7. Verify that dimension “C” in Figure 39 on
page 40 is maintained, then using a pin
FIGURE 44 – IMPELLER WITH WEAR RINGS
42
spanner wrench and hammer, securely
tighten the shaft sleeve nuts. Then drill a
3/16" diameter shallow recess in the shaft
through the set screw hole in each of the
shaft sleeve nuts. Lock each shaft sleeve
nut in position with set screws (3-902-3). A
low strength sealant, such as Loctite 271,
can be used to retain set screws (See
Figure 45).
FIGURE 46 – INSTALLING LIP SEAL
12. Lubricate and roll O-ring (3-914-1) into the
groove in each stuffing box.
13. Obtain the set collar (3-421-9) locating
dimension from the table on Figure 37 and
scribe the dimension on the shaft sleeve.
Install set collar on sleeve per this
dimension. (Reference dimensions “A”
and “B” on Figure 39.)
FIGURE 45 – DRILLING SET SCREW RECESS
NOTE: Each set collar has two set screws.
To positively secure each set collar, drill a
shallow recess in sleeve through the set
screw holes. Retain set screws with a low
strength loctite, 271, or equal.
8. Lubricate and roll an O-ring (3-914-2) into
the groove in each casing ring (3-003-9)
and slide the casing rings over the
impeller.
NOTE: Steps 14 through 26 must be
completed within 10 to 12 minutes to assure
proper placement of mechanical seals. The
mechanical seal used has an adhesive on the
inner diameter of the elastomer. The rotating
element must go into the casing before this
sealant bonds to sleeve.
NOTE: 10x8x20 and 12x10x18 utilize
“Floating” Casing Ring Design. Each ring
requires 2 O-rings (See Figure 21B).
9. Thoroughly clean the stuffing boxes (3073-9) to prevent dirt from entering the
seal during startup.
14. Lightly coat the outboard end of the shaft
sleeve with STP motor oil treatment or
equal and slide the mechanical seal head
(0-400-0) onto the shaft sleeve against the
set collar.
10. Press the stationary seats (0-400-0) of the
mechanical seals into both stuffing boxes
with the lapped surface facing the
impeller. Lightly lubricate the stuffing box
bore to ease assembly.
11. Press a new lip seal (3-177-9) into each
stuffing box. Before installing the lip seal,
lubricate the seal lip with a lightweight oil.
NOTE: Lip seals should seat against
machined shoulder in bracket.
NOTE: Seal lip should point away from the
bearings (3-026-3 and -4), if the bearings are
grease lubricated, and towards the bearings,
if the bearings are oil lubricated.
FIGURE 47 – SEAL HEAD INSTALLATION
43
NOTE: A locknut and lockwasher are not
installed on the inboard end of the shaft.
15. Slide outboard end of stuff box on the
shaft so that the shaft end extends
through the mechanical seal area, but
does not enter the lip seal. This will permit
installation of deflector (3-136-9).
23. Clean the gasket surfaces of the casing.
Apply Scotch 3M-77 spray adhesive or
equivalent to the lower half of the casing.
24. Within one minute of spraying, set the
untrimmed gaskets (2-134-5 and -6) in
place on the lower half casing, align the
holes in the gaskets with the holes in the
casing and press the gaskets firmly
against the lower half casing face in the
area coated by the adhesive.
16. Slide the deflector over the shaft end; then
carefully push the shaft end through the lip
seal and slide the stuffing box fully onto
the shaft. COMPRESS THE SEAL
SPRING ONLY AS FAR AS REQUIRED
TO INSTALL BEARINGS.
17. Heat the ball bearing (3-026-4), using
either dry heat or a 10-15% soluble oil and
water solution.
CAUTION:
DO NOT EXCEED 275°F.
18. Using gloves, slide the heated bearing
onto the shaft against the shaft shoulder
(See Figure 48).
FIGURE 49 – ROTATING ELEMENT
25. Trim the gaskets flush with the lower
casing bores, if this has not been done as
yet.
CAUTION:
Machined casing bores must remain sharp
at the casing parting line. Gaskets must be flush
with bore in order to contact O-rings. Leakage can
result around stuff box O-ring if this step is not
properly followed.
FIGURE 48 – INSTALLING SHAFT BEARING
19. Install lockwasher (3-517-4) and locknut
(3-516-4) on the outboard end of the shaft.
Make certain locknut is secured and then
bend over tabs on lockwasher.
26. Set the rotating element in the pump
casing (2-001-0), assuring correct
rotation. Locate both stuffing box tongues
in their respective casing grooves. Locate
pins (3-943-9) in the stuffing box and the
casing wear rings in their respective slots
at the casing parting surface. Correct any
O-ring bulging (See Figure 50).
20. Allow the bearing to cool to room
temperature. On grease lubricated
bearings only, coat the exposed sides with
two or three ounces of recommended
grease.
21. On grease lubricated bearings, coat the
inside of the bearing housing (3-025-4)
with grease and slide into place over
bearing. Attaching the bearing housing to
the stuffing box with four cap screws (3904-9).
22. Repeat steps 14 through 18, 20 and 21 for
the inboard end.
44
Rotate the inner rings clockwise to restore
.005"-.008" clearance greater than shaft end
float between the ring and the impeller. Drill a
new hole in the inner ring for the locking pin.
This is a blind hole – do not drill through.
Replace the locking pin and upper half
casing.
(3-009-9)
SLEEVE
(3-570-3)
STATIONARY RING
(3-571-3)
ADJUSTABLE RING
FIGURE 50 – UPPER CASING HALF REMOVED
CAUTION:
Do not cut or damage O-ring when lowering
the rotating element into position. When all four
anti-rotation pins (3-943-9) are correctly located,
there will be some casing ring looseness.
27. Lower the upper half casing (2-001-0) into
place using the tapered dowel pins (2916-1) and install casing main joint bolts
(2-904-1). The casing joint bolts should be
tightened to the following torques: 140 ft-lb
minimum for 5/8"-11 hex head cap screws
(Grade 5); 350 ft-lb minimum for 7/8"-9
Ferry Cap Counterbore screws (Grade 8).
Bolt torquing pattern is shown in Figure
59.
LOCKING PIN
(3-943-9)
CASING
(2-001-0)
IMPELLER
(4-002-0)
FIGURE 51 – ADJUSTABLE WEAR RINGS
Disassembly and Reassembly
Adjustable rings are removed in the same
manner as standard casing rings. They can
be separated for cleaning. Adjustable rings
are installed in the pump with stationary and
the adjustable members assembled but not
pinned. Turn the adjustable member
counterclockwise to provide maximum
impeller clearance and slide over shaft ends.
With the rotating element in pump, the rings
can be adjusted. Be sure that stationary
member has its flange flush against casing
lower half.
NOTE: Torque values are essential in
obtaining proper gasket compression so no
leakage can occur at main joint.
28. Rotate the shaft by hand to assure that it
turns smoothly and is free from rubbing or
binding.
29. Install seal water piping (0-952-0).
ADJUSTABLE WEAR RINGS
Adjustable rings are an assembly of two
threaded rings. The outer, stationary ring is
held in the casing by a tongue and groove
and an anti-rotation pin in the lower half main
joint. The inner, adjustable ring can be moved
axially, in either direction, by rotating it. The
ring is held in position by a stainless steel
locking pin. All rings have clockwise threads.
Move rotating element toward outboard end
as far as bearings permit. Screw outboard
end adjustable ring toward impeller to obtain
.005"-.008" axial impeller clearance. Drill
through stationary ring hole into adjustable
ring and insert locking pin. Move rotating
element toward coupling and set coupling
end ring in the same manner.
Adjustment
When the clearance between the impeller
wear face and the adjustable wearing ring
becomes excessive; i.e., approximately .020"
to .030", remove the upper half casing and
pull the locking pin.
OIL LUBRICATED BEARINGS
This section describes how to change the oil
for oil lubricated bearings. Figure 52 shows a
typical oiler assembly.
45
8. Fill the reservoir with a food grade of
filtered mineral oil. Refer to oil lubrication
instructions given previously in this
manual for type of oil.
RESERVOIR
VENT
ASSEMBLY
THUMB
SCREW
NOTE: You must fill through Trico reservoir.
BEARING
HOUSING
LEVEL
ADJUSTER
MECHANISM
9. Back out the thumb screw on the side of
the lower casting so it will not interfere
when setting the reservoir in the lower
casting.
LOWER
CASING
10. Place thumb over reservoir spout, invert
and place reservoir on lower casting while
removing thumb. Allow reservoir to empty,
filling the bearing housing. Several fillings
of the reservoir may be required before
the actual level is reached. When the oil
level is reached, no more oil will run out of
the reservoir.
PIPE
PLUG
FIGURE 52 – OILER ASSEMBLY
11. Retighten thumb screw.
After the pump has been started, trial
adjustments should be made to the level
adjuster mechanism to prevent too high or
too low of oil levels. Adjust by repeating steps
6 through 11.
1. Remove the vent assembly from the top of
the bearing housing.
2. Remove the pipe plug from the bottom of
the bearing housing.
A periodic filling of the reservoir is required.
When the oil becomes dirty, repeat steps 1
through 12.
3. Loosen the thumb screw on the side of the
oiler. Lift and remove the reservoir.
4. Flush the oiler and bearing housing with a
light grade of oil. Flush until all foreign
particles have been removed.
VERTICAL UNITS (MODELS 200, 250, 300)
Upper Casing Half Removal:
5. Screw the pipe plug and vent assembly
back into place.
WARNING: Falling Objects Hazard
Eyebolts or lifting lugs, if provided, are for
lifting only the components to which they are
attached. Failure to follow these instructions
could result in serious personal injury or death, or
property damage.
6. Using the predetermined heights from
Table 1, set the level adjuster mechanism.
7. Place the level adjuster back in the lower
casting.
8100 Pump Size
NOTE: If only the upper half casing is to be
removed for inspection of the rotating
element, it will not be necessary to remove
the line shafting or motor.
“A” Dimension
Inboard Outboard
8X8X17, 10X8X12,
10X8X17, 10X10X12,
12X10X12, 12X10X14,
12X10X17, 10X8X20,
12X10X18
1.22
6X4X10, 8X6X13,
6X4X11, 8X6X10,
8X6X17, 8X6X18,
8X6X12M, 8X8X12
.053
0.56
3X2X11, 6X4X9,
6X4X12, 6X4X14,
6X6X9, 8X6X9,
8X6X12
1.12
1.12
0.53
1. IMPORTANT: The rotating element
must be restrained to the lower half
casing or to the pedestal by means of
straps.
WARNING:
Injury may result due to rotating element
falling out of lower half casing if the above
procedure is not followed.
TABLE 1 – LEVEL ADJUSTER HEIGHTS
46
2. Remove the larger of the two pipe plugs
from the top of the casing upper half and
install an 18" to 24" solid bar threaded at
one end into the exposed tapped hole. If a
threaded bar is not available, it is
permissible to use a standard pipe. NOTE:
This bar will be used to stabilize upper half
during disassembly of casing upper half
(See Figure 53).
FIGURE 55 – NYLON SLING AROUND UPPER
CASING HALF
FIGURE 53 – CASING HALF REMOVAL
7. While maintaining a downward pressure
on the stabilizer bar, unloosen the
remaining upper most bolt.
3. Disconnect the seal water lines at the stuff
boxes.
4. Remove dowel pins and all parting line
bolts except for two upper most and two
lowest most (See Figure 54).
WARNING:
Do not remove completely at this point.
Failure to follow these instructions could result in
property damage, severe personal injury, or
death.
UPPERMOST
BOLTS
8. Separate the upper and lower halves by
use of a pry bar between the two halves or
by the use of jacking screws if the top half
is provided with tapped holes.
9. When halves separate, slide upper half
away from lower half, maintain a
downward pressure on the stabilizing rod
and slowly remove completely the
remaining upper most bolt.
LOWERMOST
BOLTS
FIGURE 54 – PARTING LINE BOLTS
5. Sling around casing upper half ears using
nylon sling, pulling slings taught so it is not
possible for slings to slip off (See Figure
55).
10. Balancing the upper half with the
stabilizing rod, lower the top half to the
ground allowing the upper half to rotate so
that its main joint flange sets on the
ground (See Figure 56).
6. Remove two lower most bolts and then
one of the two upper most bolts.
CAUTION: Maintain downward pressure
on the stabilizing rod (end furthest from
the pump) during this step.
47
on floor with shaft in an horizontal position
(See Figure 58).
LOWER
Rotate
Main Joint Flange
FIGURE 56 – UPPER HALF REMOVAL
SLIDE
11. Rotating element is now ready for
inspection or removal. If element is
inspected and does not need to be
removed then refer to upper half
reassembly procedures.
ROTATE
FIGURE 58 – LOWER ROTATING ELEMENT
18. Rotating element can now be serviced
following disassembly procedure given
previously in this manual.
Rotating Element Removal:
12. For these procedures it will be necessary
to remove the line shafting or motor. Then
remove the pump half coupling.
Reassembly of Rotating Element:
19. Inspect main joint gasket and replace if
necessary. (Follow replacement
instructions in disassembly procedures
section.)
13. Thread a long bolt, washer and nut
through the hole at the end of the shaft
(See Figure 57).
20. Sling around the bolt in end of pump shaft.
21. On full pedestals, the lifting sling must
come through hole in top plate of pedestal
(See Figure 58).
COUPLING END OF SHAFT
DRILLED THRU FOR A LONG
BOLT WITH NUT & WASHER
22. When rotating element is off the ground
and in the vertical position, align any antirotation pins in the casing rings and
stuffing boxes for proper orientation in the
slots in the casing lower half.
23. Moving element towards casing lower half,
engage the stuffing box tongue first.
FIGURE 57 – BOLT, NUT AND WASHER
ASSEMBLY
24. As the stuffing box tongue begins to go
into the respective casing fit, raise the
inboard bearing housing into its respective
fit.
14. Sling around eye bolt, putting slight
amount of tension on sling.
25. When the stuffing box tongues are firmly
seated in their respective fits and all the
anti-rotation pins are seated in their slots,
restrain the rotating element to the lower
half.
15. Remove restraining straps if rotating
element is not securely fastened to casing
lower half.
16. Lightly tapping on inboard and outboard
bearing housings, slide rotating element
away from lower half.
Replacing Upper Casing Half:
26. Sling around lifting ears and with
stabilizing rod installed, pick casing upper
half off the ground and rotate top half so
17. Lower rotating element to ground by
sliding outboard bearing housing away
from pedestal enabling element to be set
48
that main joint flange is vertical.
(Reference Figure 56 with rotation in
opposite direction shown.)
27. Move upper half towards lower half.
28. Prior to complete engagement of upper
half onto lower half, use dowel pins to
guide the upper half into its final exact
position.
29. Reinstall all main joint bolts, following
tightening sequence illustrated in Figure
59. (The number of casing bolts varies
with the size of the pump.) Torque bolts
140 ft-lb minimum for 5/8"-11 hex head
cap screws (Grade 5); 350 ft-lb minimum
for 7/8"-9 Ferry Cap Counterbore screws
(Grade 8).
NOTE: Torque values are essential in
obtaining proper gasket compression so no
leakage can occur at main joint.
30. Rotate shaft making sure it spins free. If
the motor or line shafting has been
removed it will now be possible to
reinstall.
FIGURE 59 – MAIN JOINT BOLTS
Complete Pump Removal:
Should it be necessary to remove a complete
pump, it will be necessary to remove the line
shafting or motor, disconnect the pedestal
from its anchor bolts, disconnect and remove
if necessary sections of the suction and
discharge piping, and turn the entire pedestal
horizontal enabling complete pump removal
from horizontal position.
INSTRUCTIONS FOR ORDERING PARTS
When ordering parts for 8100 pumps, be sure
to furnish the following information to the ITT
A-C Pump stocking distributor in your area:
–
–
–
–
–
–
–
–
–
Serial Number
Pump Size & Type
Pump Model Number
Pump Frame Number
Description of Part
Catalog Code
Quantity Required
Definite Billing and Shipping Instructions
Date Required
Refer to parts list on page 49 for a complete
parts list and recommended spare parts.
Parts should be ordered as far in advance of
their need as possible, since circumstances
beyond the control of ITT A-C Pump may
reduce existing stock. All parts are not carried
in stock. Some are made for each order. If
replacement parts required are to be made of
different materials than originally specified,
give exact requirements and the reason for
changing. Special care in furnishing the
above information with the original order for
parts will facilitate shipment.
49
APPENDIX “A” ENGINEERING DATA
Pump Size
3x2x11S
3x2x1L
6x4x9
6x4x10S
6x4x10M
6x4x10L
6x4x10XL
CASING DATA
6x4x11
6x4x12S
6x4x12M
(All Dimensions in Inches)
75
75
75
175
175
175
262
262
262
Cast I
Cast I
Cast I
125# FF Std
f ASA Flanges
h NOMINAL 175 PSI
Working Press.
Max. Suction Pressure
Max. Working Pressure
Max. Hydrostatic Test Pressure
Casing material
75
175
262
Cast I
75
175
262
Cast I
75
175
262
Cast I
75
175
262
Cast I
75
175
262
Cast I
75
175
262
Cast I
75
175
262
Cast I
g 250# FF
c NOMINAL 280 PSI
h Working Press.
Max. Suction Pressure
Max. Working Pressure
Max. Hydrostatic Test Pressure
Casing material
200
280
420
Ductile I
200
280
420
Ductile I
200
280
420
Ductile I
200
280
420
Ductile I
200
280
420
Ductile I
200
280
420
Ductile I
200
280
420
Ductile I
200
280
420
Ductile I
200
280
420
Ductile I
200
280
420
Ductile I
g 250# FF
d NOMINAL 400 PSI
e Working Press.
h
Max. Suction Pressure
Max. Working Pressure
Max. Hydrostatic Test Pressure
Casing material
Casing Wall Thickness
300
400
600
Ductile I
.375
300
400
600
Ductile I
.375
300
400
600
Ductile I
.50
300
400
600
Ductile I
.50
300
400
600
Ductile I
.50
300
400
600
Ductile I
.50
300
400
600
Ductile I
.50
300
400
600
Ductile I
.50
300
400
600
Ductile I
.44
300
400
600
Ductile I
.44
3.25
3.50
2.25
6.50
5.50
.75
3.25
3.50
2.25
6.50
5.50
.75
3.25
3.50
2.25
6.50
5.50
.75
3.25
3.50
2.25
6.50
5.50
.75
(All Dimensions in Inches)
3.25
2.625
2.625
3.50
2.56
2.56
2.25
1.875
1.875
6.50
6.375
6.375
5.50
5.375
5.375
.75
.50
.50
STUFF BOX DATA
Packing
Dimensions
Bore
Depth
Sleeve O.D.
Packing Size/No. Rings W/O S. Cage
Packing Size/No. Rings W/ S. Cage
Seal Cage Width
2.625
2.56
1.875
6.375
5.375
.50
2.625
2.56
1.875
6.375
5.375
.50
{
Bore
Depth
Mech. Seal Size (Type 21 or 1)
Balanced Mech.
Major Dia.-->
Seal Size (Type 1B)
Minor Dia.-->
2.25
2.62
1.38
1.50
1.38
2.25
2.62
1.38
1.50
1.38
2.75
3.12
1.75
1.88
1.75
2.75
3.12
1.75
1.88
1.75
2.75
3.12
1.75
1.88
1.75
2.75
3.12
1.75
1.88
1.75
2.75
3.12
1.75
1.88
1.75
2.25
2.62
1.38
1.50
1.38
2.25
2.62
1.38
1.50
1.38
{
Bore
Depth
Mech. Seal Size (Type 21 or 1)
Balanced Mech.
Major Dia.-->
Seal Size (Type 1B)
Minor Dia.-->
3.00
2.56
1.875
2.00
1.88
3.00
2.56
1.875
2.00
1.88
3.38
2.88
2.25
2.38
2.25
3.38
2.88
2.25
2.38
2.25
3.38
2.88
2.25
2.38
2.25
3.38
2.88
2.25
2.38
2.25
3.38
2.88
2.25
2.38
2.25
3.00
2.56
1.875
2.00
1.88
3.00
2.56
1.875
2.00
1.88
6
15.9
2.0
12.0
6.5
.50
2.9
.010-.012
.020-.024
6
17.8
1.8
11.0
5.5
.62
2.8
.010-.012
.020-.024
6
28.0
1.1
12.3
6.5
.37
3.2
.010-.012
.020-.024
(All Dimensions in Inches)
6
6
6
19.6
23.1
10.2
1.6
1.4
3.1
11.6
12.8
13.7
6.5
5.5
7.5
.70
.40
.50
3.0
3.0
3.0
.010-.012 .010-.012 .010-.012
.020-.024 .020-.024 .020-.024
1.874
1.750
1.875
1.375
1.937
1.939
25.25
6208
5307
F20-B4
F20-B5
F20-B6
1.874
1.750
1.875
1.375
1.937
1.939
25.25
6208
5307
F20-B4
F20-B5
F20-B6
1.874
1.750
1.875
1.375
1.937
1.939
25.25
6208
5307
F20-B4
F20-B5
F20-B6
(All Dimensions in Inches)
1.874
1.499
1.499
1.750
1.375
1.375
1.875
1.500
1.500
1.375
1.125
1.125
1.937
1.686
1.686
1.939
1.689
1.689
25.25
22.90
22.90
6208
6206
6206
5307
5206
5206
F20-B4
F20-C4
F20-C4
F20-B5
F20-C5
F20-C5
F20-B6
F20-C6
F20-C6
Mech. Seal
On Shaft
i Dimensions
l
Mech. Seal
On Sleeves
Dimensions
l
2.625
2.56
1.875
6.375
5.375
.50
IMPELLER DESIGN DATA
No. of Vanes
Inlet Area (Sq. Inches)
Inlet Velocity per 100 GPM (Ft/Sec)
Maximum Diameter
Minimum Diameter
Maximum Sphere
WR ^2 for Maximum Diameter (Lbs-Ft^2)
j Wear Ring Clearance – Diam. 175# & 280# W.P.
ej Wear Ring Clearance – Diam. 400# W.P.
6
7.7
4.2
11.0
5.5
.25
3.6
.010-.012
.020-.024
6
9.6
3.3
11.0
5.5
.38
3.2
.010-.012
.020-.024
6
5.9
5.4
9.8
6.0
.44
2.4
.010-.012
.020-.024
6
10.5
3.1
11.0
5.5
.34
2.6
.010-.012
.020-.024
SHAFT AND BEARING DATA
Under Sleeve
Under Mech. Seal on Shaft Type 21 or Type 1
Under Mech. Seal on Shaft Type 1B
At Coupling
Thru Impeller with Packing – Mech. Seal on Sleeve
k Thru Impeller with Mech. Seal on Shaft
Shaft Span
Bearing to Bearing Centerline
Ball Bearings
Inboard
Outboard
Frame
Packing
Designation
Mech. Seal on Shaft
Mech. Seal on Shaft Sleeve
c
d
e
f
g
1.499
1.375
1.500
1.125
1.686
1.689
20.90
6206
5206
F20-A4
F20-A5
F20-A6
1.499
1.375
1.500
1.125
1.686
1.689
20.90
6206
5206
F20-A4
F20-A5
F20-A6
1.499
1.125
1.687
22.00
6206
5206
F20-G4
With 250# FF flanges and 280# PSIG working pressure refer to pump as
M3x2x11S.
With 250# FF flanges and 400# PSIG working pressure refer to pump as
H3x2x11S.
For pumps with 400 PSI working pressure, wear ring clearances are doubled.
Derate pump efficiencies by 2 percentage points.
Flange dimensions are in accordance with ANSI A21.10, AWWA C110 & ANSI
B16.1 class 125.
Flange dimensions are in accordance with ANSI B16.1 class 250 except flanges
are flat faced, i.e. FF.
h
i
j
k
l
50
1.874
1.750
1.875
1.375
1.937
1.939
25.25
6208
5307
F20-B4
F20-B5
F20-B6
The hydrostatic test will be accordance with the latest edition of the Hydraulic
Institute Standards, test will maintained for a minimum of 5 minutes.
Type 1 and 21 seals have the same working lengths.
For bronze impellers and casing rings. For diametral clearances for other
materials, consult factory.
Impeller is a light press fit on shaft, do not use construction with stainless steel
impellers.
Balanced mechanical seals have a major diameter and a minor diameter as listed.
APPENDIX “A” ENGINEERING DATA
Pump Size
6x4x12L
6x4x12XL
6x4x14S
6x4x14L
6x6x9
8x6x9
8x6x10
8x6x12S
8x6x12M
8x6x12L
8x6x12XL
K
CASING DATA
125# FF Std
Max. Suction Pressure
f ASA Flanges
Max. Working Pressure
h NOMINAL 175 PSI Max. Hydrostatic Test Pressure
Working Press.
Casing material
75
175
262
Cast I
75
175
262
Cast I
75
175
262
Cast I
75
175
262
Cast I
75
175
262
Cast I
75
175
262
Cast I
75
175
262
Cast I
75
175
262
Cast I
(All Dimensions in Inches)
75
75
75
175
175
175
262
262
262
Cast I
Cast I
Cast I
g 250# FF
c NOMINAL 280 PSI
h Working Press.
Max. Suction Pressure
Max. Working Pressure
Max. Hydrostatic Test Pressure
Casing material
200
280
420
Ductile I
200
280
420
Ductile I
200
280
420
Ductile I
200
280
420
Ductile I
200
200
280
280
420
420
Ductile I Ductile I
200
280
420
Ductile I
200
280
420
Ductile I
200
280
420
Ductile I
200
280
420
Ductile I
200
280
420
Ductile I
g 250# FF
d NOMINAL 400 PSI
e Working Press.
h
Max. Suction Pressure
Max. Working Pressure
Max. Hydrostatic Test Pressure
Casing material
Casing Wall Thickness
300
400
600
Ductile I
.375
300
400
600
Ductile I
.375
300
400
600
Ductile I
.50
300
400
600
Ductile I
.50
300
300
400
400
600
600
Ductile I Ductile I
.50
.50
300
400
600
Ductile I
.50
300
400
600
Ductile I
.50
300
400
600
Ductile I
.44
300
400
600
Ductile I
.44
300
400
600
Ductile I
.44
3.25
3.50
2.25
6.50
5.50
.75
2.625
2.56
1.875
6.375
5.375
.50
STUFF BOX DATA
Packing
Dimensions
Bore
Depth
Sleeve O.D.
Packing Size/No. Rings W/O S. Cage
Packing Size/No. Rings W/ S. Cage
Seal Cage Width
2.625
2.56
1.875
6.375
5.375
.50
2.625
2.56
1.875
6.375
5.375
.50
2.625
2.56
1.875
6.375
5.375
.50
2.625
2.56
1.875
6.375
5.375
.50
Mech. Seal
On Shaft
i Dimensions
{
Bore
Depth
Mech. Seal Size (Type 21 or 1)
Balanced Mech.
Major Dia.-->
Seal Size (Type 1B) Minor Dia.-->
2.25
2.62
1.38
1.50
1.38
2.25
2.62
1.38
1.50
1.38
2.25
2.62
1.38
1.50
1.38
2.25
2.62
1.38
1.50
1.38
2.25
2.62
1.38
1.50
1.38
{
Bore
Depth
Mech. Seal Size (Type 21 or 1)
Balanced Mech.
Major Dia.-->
Seal Size (Type 1B) Minor Dia.-->
3.00
2.56
1.875
2.00
1.88
3.00
2.56
1.875
2.00
1.88
3.00
2.62
1.875
2.00
1.88
3.00
2.62
1.875
2.00
1.88
3.00
2.62
1.875
2.00
1.88
l
Mech. Seal
On Sleeves
Dimensions
l
2.625
2.56
1.875
6.375
5.375
.50
2.625
2.56
1.875
6.375
5.375
.50
IMPELLER DESIGN DATA
No. of Vanes
Inlet Area (Sq. Inches)
Inlet Velocity per 100 GPM (Ft/Sec)
Maximum Diameter
Minimum Diameter
Maximum Sphere
WR ^2 for Maximum Diameter (Lbs-Ft^2)
j Wear Ring Clearance – Diam. 175# & 280# W.P.
ej Wear Ring Clearance – Diam. 400# W.P.
6
19.1
1.7
12.8
6.0
.60
3.1
.010-.012
.020-.024
7
28.4
1.1
14.0
7.0
.37
3.5
.010-.012
.020-.024
6
19.1
1.7
13.8
6.5
.47
7.5
.010-.012
.020-.024
6
22.9
1.4
13.8
7.0
.68
8.0
.010-.012
.020-.024
6
6
6
5.9
12.0
15.2
5.4
2.7
2.1
9.8
9.8
10.0
6.5
6.5
7.6
.48
.64
.75
2.5
2.6
3.1
.010-.012 .010-.012 .010-.012
.020-.024 .020-.024 .020-.024
c
d
e
f
g
1.499
1.375
1.500
1.125
1.686
1.689
22.90
6206
5206
F20-C4
F20-C5
F20-C6
1.499
1.375
1.500
1.125
1.686
1.689
22.90
6206
5206
F20-C4
F20-C5
F20-C6
1.499
1.375
1.500
1.125
1.686
1.689
22.90
6206
5206
F20-C4
F20-C5
F20-C6
With 250# FF flanges and 280# PSIG working pressure refer to pump as
M3x2x11S.
With 250# FF flanges and 400# PSIG working pressure refer to pump as
H3x2x11S.
For pumps with 400 PSI working pressure, wear ring clearances are doubled.
Derate pump efficiencies by 2 percentage points.
Flange dimensions are in accordance with ANSI A21.10, AWWA C110 & ANSI
B16.1 class 125.
Flange dimensions are in accordance with ANSI B16.1 class 250 except flanges
are flat faced, i.e. FF.
1.499
1.375
1.500
1.125
1.686
1.689
22.90
6206
5206
F20-C4
F20-C5
F20-C6
h
i
j
l
K
51
1.499
1.499
1.874
1.125
1.687
1.125
1.687
1.375
1.937
22.00
6206
5206
F20-G4
25.25
6206
5206
F20-H4
25.25
6208
5307
F20-I4
3.38
2.88
2.25
2.38
2.25
2.25
2.62
1.38
1.50
1.38
2.25
2.62
1.38
1.50
1.38
3.00
2.62
1.875
2.00
1.88
3.00
2.62
1.875
2.00
1.88
5
27.0
1.2
12.8
7.0
.72
3.6
.010-.012
.020-.024
(All Dimensions in Inches)
5
7
7
20.4
38.9
40.6
1.6
.83
.79
12.8
12.8
13.7
6.5
7.0
7.0
.87
1.0
1.0
3.7
3.8
8.5
.010-.012 .010-.012 .010-.012
.020-.024 .020-.024 .020-.024
1.499
1.375
1.500
1.125
1.686
1.689
22.90
6206
5206
F20-C4
F20-C5
F20-C6
(All Dimensions in Inches)
1.874
1.499
1.499
1.375
1.375
1.500
1.500
1.375
1.125
1.125
1.937
1.686
1.686
1.689
1.689
25.25
22.90
22.90
6208
6206
6206
5307
5206
5206
F20-B4
F20-C4
F20-C4
F20-C5
F20-C5
F20-B6
F20-C6
F20-C6
SHAFT AND BEARING DATA
Under Sleeve
Under Mech. Seal on Shaft Type 21 or Type 1
Under Mech. Seal on Shaft Type 1B
At Coupling
Thru Impeller with Packing – Mech. Seal on Sleeve
k Thru Impeller with Mech. Seal on Shaft
Shaft Span
Bearing to Bearing Centerline
Inboard
Ball Bearings
Outboard
Frame
Packing
Designation
Mech. Seal on Shaft
Mech. Seal on Shaft Sleeve
(All Dimensions in Inches)
3.25
2.625
2.625
3.50
2.56
2.56
2.25
1.875
1.875
6.50
6.375
6.375
5.50
5.375
5.375
.75
.50
.50
The hydrostatic test will be accordance with the latest edition of the Hydraulic
Institute Standards, test will maintained for a minimum of 5 minutes.
Type 1 and 21 seals have the same working lengths.
For bronze impellers and casing rings. For diametral clearances for other
materials, consult factory.
Impeller is a light press fit on shaft, do not use construction with stainless steel
impellers.
Not available in mechanical seal on shaft arrangement.
APPENDIX “A” ENGINEERING DATA
Pump Size
8x6x13
8x6x17M
8x6x17L
8x6x18
8x8x12
8x8x17
75
175
262
Cast I
75
175
262
Cast I
10x8x12S 10x8x12L 10x8x17S 10x8x17L
K
CASING DATA
125# FF Std
Max. Suction Pressure
f ASA Flanges
Max. Working Pressure
h NOMINAL 175 PSI Max. Hydrostatic Test Pressure
Working Press.
Casing material
75
175
262
Cast I
75
175
262
Cast I
75
175
262
Cast I
75
175
262
Cast I
75
175
262
Cast I
75
175
262
Cast I
10x8x20S
(All Dimensions in Inches)
75
75
75
175
175
175
262
262
262
Cast I
Cast I
Cast I
g 250# FF
c NOMINAL 280 PSI
h Working Press.
Max. Suction Pressure
Max. Working Pressure
Max. Hydrostatic Test Pressure
Casing material
200
280
420
Ductile I
200
280
420
Ductile I
200
280
420
Ductile I
200
200
200
280
280
280
420
420
420
Ductile I Ductile I Ductile I
200
280
420
Ductile I
200
280
420
Ductile I
200
280
420
Ductile I
200
280
420
Ductile I
200
280
420
Ductile I
g 250# FF
d NOMINAL 400 PSI
e Working Press.
h
Max. Suction Pressure
Max. Working Pressure
Max. Hydrostatic Test Pressure
Casing material
Casing Wall Thickness
300
400
600
Ductile I
.44
300
400
600
Ductile I
.44
300
400
600
Ductile I
.44
300
300
300
400
400
400
600
600
600
Ductile I Ductile I Ductile I
.44
.44
.44
300
400
600
Ductile I
.44
300
400
600
Ductile I
.44
300
400
600
Ductile I
.50
300
400
600
Ductile I
.50
300
400
600
Ductile I
.62
STUFF BOX DATA
Packing
Dimensions
Bore
Depth
Sleeve O.D.
Packing Size/No. Rings W/O S. Cage
Packing Size/No. Rings W/ S. Cage
Seal Cage Width
3.25
3.50
2.25
6.50
5.50
.75
3.25
3.50
2.25
6.50
5.50
.75
3.25
3.50
2.25
6.50
5.50
.75
3.25
3.50
2.25
6.50
5.50
.75
3.25
3.50
2.25
6.50
5.50
.75
3.75
3.62
2.75
6.50
5.50
.94
3.75
3.62
2.75
6.50
5.50
.94
3.75
3.62
2.75
6.50
5.50
.94
(All Dimensions in Inches)
3.75
3.75
3.75
3.62
3.62
3.62
2.75
2.75
2.75
6.50
6.50
6.50
5.50
5.50
5.50
.94
.94
.94
Mech. Seal
On Shaft
i Dimensions
{
Bore
Depth
Mech. Seal Size (Type 21 or 1)
Balanced Mech.
Major Dia.-->
Seal Size (Type 1B)
Minor Dia.-->
2.75
3.00
1.75
1.88
1.75
2.75
3.00
1.75
1.88
1.75
2.75
3.00
1.75
1.88
1.75
2.75
3.00
1.75
1.88
1.75
2.75
3.00
1.75
1.88
1.75
3.125
3.25
2.000
2.12
2.00
3.125
3.25
2.000
2.12
2.00
3.125
3.25
2.000
2.12
2.00
3.125
3.25
2.000
2.12
2.00
3.125
3.25
2.000
2.12
2.00
{
Bore
Depth
Mech. Seal Size (Type 21 or 1)
Balanced Mech.
Major Dia.-->
Seal Size (Type 1B)
Minor Dia.-->
3.38
3.00
2.25
2.38
2.25
3.38
3.00
2.25
2.38
2.25
3.38
3.00
2.25
2.38
2.25
3.38
3.00
2.25
2.38
2.25
3.38
3.00
2.25
2.38
2.25
4.00
3.12
2.75
2.88
2.75
4.00
3.12
2.75
2.88
2.75
4.00
3.12
2.75
2.88
2.75
4.00
3.12
2.75
2.88
2.75
4.00
3.12
2.75
2.88
2.75
l
Mech. Seal
On Sleeves
Dimensions
l
IMPELLER DESIGN DATA
No. of Vanes
Inlet Area (Sq. Inches)
Inlet Velocity per 100 GPM (Ft/Sec)
Maximum Diameter
Minimum Diameter
Maximum Sphere
WR ^2 for Maximum Diameter (Lbs-Ft^2)
j Wear Ring Clearance – Diam. 175# & 280# W.P.
ej Wear Ring Clearance – Diam. 400# W.P.
7
6
44.4
29.5
.73
1.09
12.2
17.0
7.0
10.0
1.0
.47
5.3
16.5
.010-.012 .010-.012
.020-.024 .020-.024
6
6
7
7
6
38.7
18.3
61.9
40.2
62.9
.83
1.75
.52
.90
.51
17.0
17.2
12.8
17.7
12.8
10.0
13.0
8.0
10.0
8.0
.50
.70
1.13
.98
1.4
18.0
18.0
8.1
17.0
9.8
.010-.012 .010-.012 .010-.012 .010-.012 .010-.012
.020-.024 .020-.024 .020-.024 .020-.024 .020-.024
6
57.4
.54
12.8
8.5
1.47
11.2
.010-.012
.020-.024
(All Dimensions in Inches)
7
5
6
57.5
65.4
68.4
.54
.49
.47
17.7
17.3
20.2
10.0
12.0
12.0
.97
1.16
.53
20.7
22.4
21.7
.010-.012 .010-.012 .010-.012
.020-.024 .020-.024 .020-.024
2.374
2.000
2.125
1.625
2.437
2.439
29.90
6309
5308
F20-E4
F20-E5
F20-E6
(All Dimensions in Inches)
2.374
2.374
2.374
2.000
2.000
2.125
2.125
1.625
1.625
1.625
2.437
2.437
2.437
2.439
2.439
29.90
29.90
29.90
6309
6309
6309
5308
5308
5308
F20-E4
F20-E4
F20-E4
F20-E5
F20-E5
F20-E5
F20-E6
F20-E6
F20-E6
SHAFT AND BEARING DATA
Under Sleeve
Under Mech. Seal on Shaft Type 21 or Type 1
Under Mech. Seal on Shaft Type 1B
At Coupling
Thru Impeller with Packing – Mech. Seal on Sleeve
k Thru Impeller with Mech. Seal on Shaft
Shaft Span
Bearing to Bearing Centerline
Inboard
Ball Bearings
Outboard
Frame Designation Packing
Mech. Seal on Shaft
Mech. Seal on Shaft Sleeve
c
d
e
f
g
1.874
1.750
1.875
1.375
1.937
1.939
27.25
6208
5307
F20-D4
F20-D5
F20-D6
1.874
1.750
1.875
1.375
1.937
1.939
27.25
6208
5307
F20-D4
F20-D5
F20-D6
1.874
1.750
1.875
1.375
1.937
1.939
27.25
6208
5307
F20-D4
F20-D5
F20-D6
With 250# FF flanges and 280# PSIG working pressure refer to pump as
M3x2x11S.
With 250# FF flanges and 400# PSIG working pressure refer to pump as
H3x2x11S.
For pumps with 400 PSI working pressure, wear ring clearances are doubled.
Derate pump efficiencies by 2 percentage points.
Flange dimensions are in accordance with ANSI A21.10, AWWA C110 & ANSI
B16.1 class 125.
Flange dimensions are in accordance with ANSI B16.1 class 250 except flanges
are flat faced, i.e. FF.
1.874
1.750
1.875
1.375
1.937
1.939
27.25
6208
5307
F20-D4
F20-D5
F20-D6
h
i
j
l
K
52
1.874
1.750
1.875
1.375
1.937
1.939
27.25
6208
5307
F20-D4
F20-D5
F20-D6
2.374
2.000
2.125
1.625
2.437
2.439
29.90
6309
5308
F20-E4
F20-E5
F20-E6
2.374
2.000
2.125
1.625
2.437
2.439
29.90
6309
5308
F20-E4
F20-E5
F20-E6
4.00
3.12
2.75
2.88
2.75
The hydrostatic test will be accordance with the latest edition of the Hydraulic
Institute Standards, test will maintained for a minimum of 5 minutes.
Type 1 and 21 seals have the same working lengths.
For bronze impellers and casing rings. For diametral clearances for other
materials, consult factory.
Impeller is a light press fit on shaft, do not use construction with stainless steel
impellers.
Not available in mechanical seal on shaft arrangement.
APPENDIX “A” ENGINEERING DATA
Pump Size
10x8x20L
10x10x12
12x10x12
12x10x12XL
12x10x14
CASING DATA
125# FF Std
f ASA Flanges
h NOMINAL 175 PSI
Working Press.
Max. Suction Pressure
Max. Working Pressure
Max. Hydrostatic Test Pressure
Casing material
12x10x17
K
12x10x18
(All Dimensions in Inches)
75
75
175
175
262
262
Cast I
Cast I
75
175
262
Cast I
75
175
262
Cast I
75
175
262
Cast I
75
175
262
Cast I
75
175
262
Cast I
g 250# FF
Max. Suction Pressure
c NOMINAL 280 PSI Max. Working Pressure
h Working Press.
Max. Hydrostatic Test Pressure
Casing material
200
280
420
Ductile I
200
280
420
Ductile I
200
280
420
Ductile I
200
280
420
Ductile I
200
280
420
Ductile I
200
280
420
Ductile I
200
280
420
Ductile I
g 250# FF
d NOMINAL 400 PSI
e Working Press.
h
300
400
600
Ductile I
.62
300
400
600
Ductile I
.44
300
400
600
Ductile I
.44
300
400
600
Ductile I
.56
300
400
600
Ductile I
.56
300
400
600
Ductile I
.56
300
400
600
Ductile I
.56
Max. Suction Pressure
Max. Working Pressure
Max. Hydrostatic Test Pressure
Casing material
Casing Wall Thickness
STUFF BOX DATA
Packing
Dimensions
Bore
Depth
Sleeve O.D.
Packing Size/No. Rings W/O S. Cage
Packing Size/No. Rings W/ S. Cage
Seal Cage Width
Mech. Seal
On Shaft
i Dimensions
l
{
Bore
Depth
Mech. Seal Size (Type 21 or 1)
Balanced Mech.
Major Dia.-->
Seal Size (Type 1B)
Major Dia.-->
1.88
1.75
{
Bore
Depth
Mech. Seal Size (Type 21 or 1)
Balanced Mech.
Major Dia.-->
Seal Size (Type 1B)
Major Dia.-->
4.00
3.12
2.75
2.88
2.75
Mech. Seal
On Sleeves
Dimensions
l
3.75
3.62
2.75
6.50
5.50
.94
3.25
3.50
2.25
6.50
5.50
.75
3.25
3.50
2.25
6.50
5.50
.75
.375
3.62
2.75
6.50
5.50
.94
2.75
3.00
1.75
2.75
3.00
1.75
1.88
1.75
2.75
3.00
1.75
1.88
1.75
3.125
3.25
2.000
1.88
1.75
3.125
3.25
2.000
2.12
2.00
3.38
3.00
2.25
2.38
2.25
3.38
3.00
2.25
2.38
2.25
3.38
3.00
2.25
2.38
2.25
4.00
3.12
2.75
2.88
2.75
4.00
3.12
2.75
2.88
2.75
6
87.3
.37
13.8
8.7
1.56
15.5
.010-.012
.020-.024
6
93.6
.34
14.0
10.0
1.62
18.0
.010-.012
.020-.024
(All Dimensions in Inches)
7
8
86.4
53.4
.37
.60
17.5
18.0
10.0
12.5
1.36
.90
22.3
24.2
.010-.012
.010-.012
.020-.024
.020-.024
2.374
2.000
2.125
1.625
2.437
2.439
32.90
6309
5308
F20-F4
F20-F5
F20-F6
2.374
2.000
2.125
1.625
2.437
2.439
29.90
6309
5308
F20-E4
F20-E5
F20-E6
(All Dimensions in Inches)
2.374
2.374
2.000
2.125
1.625
1.625
2.437
2.437
2.439
29.90
29.90
6309
6309
5308
5308
F20-E4
F20-E4
F20-E5
F20-E6
F20-E6
IMPELLER DESIGN DATA
No. of Vanes
Inlet Area (Sq. Inches)
Inlet Velocity per 100 GPM (Ft/Sec)
Maximum Diameter
Minimum Diameter
Maximum Sphere
WR ^2 for Maximum Diameter (Lbs-Ft^2)
j Wear Ring Clearance – Diam. 175# & 280# W.P.
ej Wear Ring Clearance – Diam. 400# W.P.
6
74.0
.43
20.2
12.0
.72
22.5
.010-.012
.020-.024
6
86.4
.37
12.8
9.3
1.54
11.7
.010-.012
.020-.024
6
77.2
.42
12.8
8.7
1.12
11.7
.010-.012
.020-.024
SHAFT AND BEARING DATA
Under Sleeve
Under Mech. Seal on Shaft Type 21 or Type 1
Under Mech. Seal on Shaft Type 1B
At Coupling
Thru Impeller with Packing – Mech. Seal on Sleeve
k Thru Impeller with Mech. Seal on Shaft
Shaft Span
Bearing to Bearing Centerline
Inboard
Ball Bearings
Outboard
Frame Designation Packing
Mech. Seal on Shaft
Mech. Seal on Shaft Sleeve
c
d
e
f
g
2.374
1.625
2.437
29.90
6309
5308
F20-E4
F20-E6
(All Dimensions in Inches)
3.75
3.75
3.62
3.62
2.75
2.75
6.50
6.50
5.50
5.50
.94
.94
3.25
3.50
2.25
6.50
5.50
.75
2.374
2.000
2.125
1.625
2.437
2.439
32.90
6309
5308
F20-F4
F20-F5
F20-F6
With 250# FF flanges and 280# PSIG working pressure refer to pump as
M3x2x11S.
With 250# FF flanges and 400# PSIG working pressure refer to pump as
H3x2x11S.
For pumps with 400 PSI working pressure, wear ring clearances are doubled.
Derate pump efficiencies by 2 percentage points.
Flange dimensions are in accordance with ANSI A21.10, AWWA C110 & ANSI
B16.1 class 125.
Flange dimensions are in accordance with ANSI B16.1 class 250 except flanges
are flat faced, i.e. FF.
2.374
2.000
2.125
1.625
2.437
2.439
32.90
6309
5308
F20-F4
F20-F5
F20-F6
h
i
j
l
K
53
The hydrostatic test will be accordance with the latest edition of the Hydraulic
Institute Standards, test will maintained for a minimum of 5 minutes.
Type 1 and 21 seals have the same working lengths.
For bronze impellers and casing rings. For diametral clearances for other
materials, consult factory.
Impeller is a light press fit on shaft, do not use construction with stainless steel
impellers.
Not available in mechanical seal on shaft arrangement.
4.00
3.12
2.75
2.88
2.75
APPENDIX “B”
EXPLOSION VIEW: PACKING
OPTIONAL
OPTIONAL
OPTIONAL
OPTIONAL
OPTIONAL
OPTIONAL
OPTIONAL
SEAL CAGE
OPTIONAL
c
OPTIONAL
SEAL CAGE
54
APPENDIX “B”
EXPLOSION VIEW: MECHANICAL SEALS ON SHAFT
c
55
APPENDIX “B”
EXPLOSION VIEW: MECHANICAL SEALS ON SHAFT SLEEVES
(Set Collar-Slides Over 3-015-9 and 3-009-9)
c
56
APPENDIX “B”
REPLACEMENT PARTS LIST
Part Number
Part Name
0-400-0*
Mechanical Seal
0-910-0
Pipe Plug (Casing)
0-912-0
Pipe Fitting
0-944-0
Spirol Pin (Shaft Sleeve)
0-950-0
Pipe Nipple
0-952-0
Tubing & Connectors
1-013-9
Seal Cage
1-014-9
Gland, Packing
1-904-9
Cap Screw (Gland)
1-924-9*
Packing
2-001-0
Casing, Lower Half
2-001-0
Casing, Upper Half
2-123-5*
Gasket, Casing (Suction)
2-123-6*
Gasket, Casing (Discharge)
2-904-1
Cap Screw (Casing)
2-916-1
Taper Pin
3-003-9*
Casing Ring
3-007-0
Shaft
3-009-9*
Shaft Sleeve
3-015-9
Nut, Shaft Sleeve
3-025-3
Housing, Inboard Bearing
3-025-4
Housing, Outboard Bearing
3-026-3*
Bearing, Inboard
3-026-4*
Bearing, Outboard
3-073-9
Stuffing Box
3-136-9
Deflector
3-177-9*
Lip Seal
3-421-9
Set Collar
3-516-4
Locknut
3-517-4
Lockwasher
3-902-3
Set Screw
3-904-9
Cap Screw (Bearing Housing)
3-910-9
Pipe Plug (Bearing Housing)
3-911-1
Impeller Key
3-911-2
Coupling Key
3-914-1*
O-Ring (Stuffing Box)
3-914-2*
O-Ring (Casing Ring)
3-914-9*
O-Ring (Shaft Sleeve)
3-915-1*
Retaining Ring (Impeller)
3-943-9
Spirol Pin
4-002-0
Impeller
* Recommended spare parts.
Packing
Quantity
Mech. Seal on
Sleeve
2
5
3
2
2
2
Mech. Seal on
Shaft
2
5
3
5
3 (optional)
2
2 (optional)
2
2 (optional)
2
2 (optional)
2
4
12 Rings
1
1
1
1
1
1
1
1
1
1
1
1
Varies w/pump size Varies w/pump size Varies w/pump size
2
2
2
2
2
2
1
1
1
2
2
2
2
1
1
1
1
1
1
1
1
1
1
1
12
2
2
2
2
2
2
2
2
2
1
1
1
1
1
1
2
6
8
8
8
4
4
4
1
1
1
1
1
1
2
2
2
2
2
2
2
2
1
4
4
4
1
1
1
57
APPENDIX “C” FIELD TEST REPORT
58
APPENDIX “C” FIELD TEST REPORT
USEFUL FORMULAS
1) Head (ft.) =
Pressure (psig.) x 2.31
S.G.
S.G. = specific gravity ;
S.G. of water = 1.0 at 70°F
2) TDH (ft.) = Total Dynamic Head (ft.) = (Disch. pressure gauge reading - Suct. pressure gauge reading) +
(Discharge velocity head - Suction velocity head) +
(Elevation correction to disch. gauge - Elevation correction to suct. gauge)
3) PUMP INPUT HP (BHP) - calculated:
Single Phase Motor
BHP =
Three Phase Motor
Amps x Volts x nm x p.f.
746
BHP =
Avg. Amps x Volts x 1.732 x nm x p.f.
746
where nm = motor efficiency, p.f. = motor power factor, Avg. Amps =
leg 1 + leg 2 + leg 3
3
4) Pump Efficiency (np):
np =
GPM x TDH
3960 x BHP
5) Affinity Laws for correcting GPM, TDH, and BHP for speed (RPM):
GPM1
RPM1
=
GPM2
RPM2
TDH1
=
TDH2
RPM
( RPM
)
GPM1 = GPM2 x
or
TDH1 = TDH2 x
RPM
( RPM
)
BHP1 = BHP2 x
RPM
( RPM
)
2
1
2
2
(
BHP1
RPM1
=
BHP2
RPM2
)
RPM1
RPM2
or
3
1
2
3
or
1
2
6) NPSHA DETERMINATION:
NPSHA = Net Positive Suction Head Available
NPSHA = (Atmospheric pressure - Vapor pressure of liquid + Total suction head)
Total Suction Head = (Suction pressure gauge reading + Suction velocity head + Elevation correction to
suction gauge)
NOTE: NPSHA must always be greater than NPSHR (NPSHA > NPSHR) for the pump to operate without
concern of cavitation.
NPSHR refers to Net Positive Suction Head Required by pump. This is a published value obtained from
the Pump Manufacturer’s curve.
2 of 2
59
© COPYRIGHT 2005 BY ITT INDUSTRIES, INC.
PRINTED IN U.S.A. 11-05
A-C Fire Pump
8200 N. Austin Avenue
Morton Grove, IL 60053
Phone: (847) 966-3700
Fax: (847) 966-1914
www.acfirepump.com
60
In Canada
Fluid Products Canada
55 Royal Road
Guelph, Ontario, N1H 1T1, Canada
Phone: (519) 821-1900
Fax (519) 821-2569