Six Sigma Process with
Altair HyperStudy 13.0
Christian Alscher
HyperWorks Best Practice
www.altairhyperworks.de/BestPractice
Copyright © 2015 Altair Engineering, Inc. Proprietary and Confidential. All rights reserved.
Six Sigma: Wikipedia Definition
•
Set of methods and tools for process improvement (i.e. quality management)
•
Developed by Motorola 1986, central business strategy at GE 1995
•
Goal: improve the quality of process outputs
•
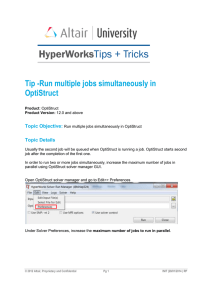
Sigma rating indicates the percentage of defect-free products. In a six sigma process
99.99966% of the products manufactured are statistically expected to be free of
defects (i.e. 3.4 defective parts per million)
lower specification limit
mean value
upper specification limit
Normal distribution of
a quality response
Standard deviation (σ) is the distance between
the mean (µ) and the curve's inflection point
Copyright © 2015 Altair Engineering, Inc. Proprietary and Confidential. All rights reserved.
Six Sigma: DMAIC Method
D
Define
Define the system, the voice of the customer and their requirements,
and the project goals, specifically.
M
Measure
Measure key aspects of the current process and
collect relevant data.
A
Analyze
Analyze the data to investigate and verify cause-and-effect relationships.
Determine what the relationships are, seek out root cause of the defect
under investigation.
I
Improve
Improve or optimize the current process based upon data
analysis to create a new, future state process.
C
Control
Control the future state process to ensure that any deviations from the
target are corrected before they result in defects. Implement control
systems and continuously monitor the process.
Copyright © 2015 Altair Engineering, Inc. Proprietary and Confidential. All rights reserved.
Six Sigma: DMAIC Method
Quality
Management
Computer
Simulation
DOE
Stochastic
Copyright © 2015 Altair Engineering, Inc. Proprietary and Confidential. All rights reserved.
Define
Define the system, requirements, and project goals.
Situation: In validation tests, a control arm “some times” exceeds the
stiffness limit of 200MPa.
•
•
•
Create an FE model and try to validate with a number of tests
Manufacturing tolerances and/or possible modifications:
Define design variables (morphing shapes) and bounds
System performance:
Define responses from the results of a first “nominal” run
clamping
axial loading
9 design variables (and random
parameters) with values in [-1,1]
Responses:
• max. element stress
• max. nodal displacement
• volume
Copyright © 2015 Altair Engineering, Inc. Proprietary and Confidential. All rights reserved.
Measure (DOE)
Measure key aspects of the current process and collect relevant data.
•
Parameter Screening with a Design of Experience (DOE) model
Latin Hypercube is a
space filling DOE with
only one sample in each
row and each column.
Full Factorial DOE is an
experimental strategy in
which all design variables
are varied together.
Fitting functions are
meta models that
represent the actual
responses, as a basis for
Response Surface
Methods (RSM)
Copyright © 2015 Altair Engineering, Inc. Proprietary and Confidential. All rights reserved.
Analyze (DOE)
Analyze the data to investigate and verify cause-and-effect relationships.
•
DOE postprocessing shows linear effects, interactions and correlations
radius_1, radius_2 and radius_3
have almost no main effect on the response
design variable at its
lower/upper bound
•
Diagram shows the effect of a single design
variable on a response (max. nodal displacement)
ignoring the effects of all other design variables.
Copyright © 2015 Altair Engineering, Inc. Proprietary and Confidential. All rights reserved.
Analyze (DOE)
Analyze the data to investigate and verify cause-and-effect relationships.
•
DOE postprocessing shows linear effects, interactions and correlations
Interactions with “length_4”
Interactions
length_4 and length_5 have a true interaction
•
Diagram shows the effect of a single design
variable on a response (max. element stress)
at varying levels of other design variables.
Copyright © 2015 Altair Engineering, Inc. Proprietary and Confidential. All rights reserved.
Analyze (DOE)
Analyze the data to investigate and verify cause-and-effect relationships.
•
DOE postprocessing shows linear effects, interactions and correlations
•
Correlation coefficient values are set to Pearson product-moment or Spearman's rank
correlation coefficients
Copyright © 2015 Altair Engineering, Inc. Proprietary and Confidential. All rights reserved.
Measure (Stochastic)
Measure (stochastic approach).
•
Stochastic study: normal distribution input for the design variables should result in
a normal distribution for the response output
•
We only use the 6 most important design variables (radius_1, radius_2 and
radius_3 are eliminated)
•
Study is based on a response surface created from the DOE in the previous step
Copyright © 2015 Altair Engineering, Inc. Proprietary and Confidential. All rights reserved.
Measure (Stochastic)
Measure (stochastic approach).
Design Variable Input:
• Normal distribution
• Variance ( ) = 0.0025
• Initial Value = 0 for the 6 design
variables (shape change)
• Bounds ±0.1 for all design variables
Hammersley sampling for
two design variables
This method uses a quasirandom number generator,
based on the Hammersley
points, to uniformly sample
a unit hypercube.
Normal Distribution
68% of samples are in [- ; + ]
95% of samples are in [- 2 ; + 2]
Copyright © 2015 Altair Engineering, Inc. Proprietary and Confidential. All rights reserved.
Analyze (Stochastic)
Measure (stochastic approach).
Response Output:
Histogram with Probability Distribution Function (PDF) and Box Plot
• Unbalanced distribution for the Max_Stress response
• Upper limit of 200MPa for Max_Stress response is almost reached by some samples
Copyright © 2015 Altair Engineering, Inc. Proprietary and Confidential. All rights reserved.
Analyze (stochastic approach).
Response Output: Reliability Plot
probability for the response
to be smaller than x-value
• 100% probability for Max_Stress to be less than 200MPa,
but we have outliers close to 200MPa
Analyze (Stochastic)
Copyright © 2015 Altair Engineering, Inc. Proprietary and Confidential. All rights reserved.
Improve
Improve or optimize the current process based upon data analysis.
Probabilistic Design Optimization: Shifting the mean of performance and shrinking
the variation of performance leads to reliability and robustness improvement.
Goal: Find optimized set of initial values for the 6 design variables (shape change) that
leads to a better performance in a stochastic study
Copyright © 2015 Altair Engineering, Inc. Proprietary and Confidential. All rights reserved.
Improve
Improve or optimize the current process based upon data analysis.
•
•
HyperStudy uses Sequential Optimization & Reliability Assessment (SORA) method
Optimization is based on a response surface created from the DOE in the previous step
•
•
Objective: minimize volume
Constraints:
• max. element stress ≤ 200MPa
• max. nodal displacement ≤ 1.5mm
•
Result: new optimized set of
initial values in [-1,1] for the
6 design variables
Copyright © 2015 Altair Engineering, Inc. Proprietary and Confidential. All rights reserved.
Improve
Improve or optimize the current process based upon data analysis.
•
New stochastic study with
optimization result
• new initial values
• similar variance
• similar bounds
•
Significant improvement in reliability
(reduced maximum value) and
robustness (reduced variance)
Variance: 6.79
Variance: 5.63
(SORA)
199MPa
198MPa
Copyright © 2015 Altair Engineering, Inc. Proprietary and Confidential. All rights reserved.
Improve or optimize the current process based upon data analysis.
Reliability Plot:
• The curve is shifted to the right
• Still 100% probability for Max_Stress to be less than 200MPa
Improve
Copyright © 2015 Altair Engineering, Inc. Proprietary and Confidential. All rights reserved.
Control
Control the future state process.
•
Control the future state process to ensure that any deviations from the target are
corrected before they result in defects. Implement control systems and
continuously monitor the process.
•
Modify the tools to account for the optimized shape
•
Check the performance results in validation tests
•
Control the manufacturing process in order to fulfill the allowed tolerances
Copyright © 2015 Altair Engineering, Inc. Proprietary and Confidential. All rights reserved.
Summary
DOE
Stochastic
Remarks:
• In addition to SORA, the Single Loop Approach (SLA)
is implemented. SLA collapses the nested optimization
loops into an equivalent single-loop optimization
process, this leads to a significant performance
improvement.
• Recently, SLA was also implemented in OptiStruct.
The response surface approach is not needed in this
case because sensitivities can be used. The current
beta version shows promising results.
Copyright © 2014 Altair Engineering, Inc. Proprietary and Confidential. All rights reserved.
Thank You