Automatic visual inspection and defect detection on
advertisement

Automatic visual inspection and defect detection on Variable Data Prints
Marie Vans, Sagi Schein, Carl Staelin, Pavel Kisilev, Steven Simske, Ram Dagan, Shlomo Harush
HP Laboratories
HPL-2008-163R1
Keyword(s):
Variable data printing, high-speed inspection, print defect detection, scanning, GPU
Abstract:
We propose a system for automatic, on-line visual inspection and print defect detection for Variable -Data
Printing (VDP). This system can be used to automatically stop the printing process and alert the operator to
problems. We present the components required for constructing a vision-based inspection system and show
that our approach is novel for the high-speed detection of defects on variable data. When implemented in a
high-speed digital printing press, the system will allow a single skilled operator to monitor and maintain
several presses, reducing the number of operators required to run a shop floor of presses as well as reduce
wasted consumables when a defect goes undetected.
External Posting Date: June 21, 2010 [Fulltext]
Internal Posting Date: June 21, 2010 [Fulltext]
Approved for External Publication
Copyright 2010 Hewlett-Packard Development Company, L.P.
Automatic visual inspection and defect detection on Variable
Data Prints
Marie Vansa, Sagi Scheinb, Carl Staelinb, Pavel Kisilevb, Steven Simskea,Ram Daganc,
and Shlomo Harushc
a
Hewlett-Packard Labs, 3404 East Harmony Rd, MailStop 85, Fort Collins, CO, USA,
80528;
b
c
Hewlett-Packard Labs, Technion City, Haifa, Israel, 32000;
Hewlett-Packard Company, Einstein 10, Kiryat Weizmann , Ness Ziona, Rehovot,
Israel,76101
Email: marie.vans@hp.com
We propose a system for automatic, on-line visual inspection and print defect detection
for Variable Data Printing (VDP). This system can be used to automatically stop the
printing process and alert the operator to problems. We present the components required
for constructing a vision-based inspection system and show that our approach is novel for
the high-speed detection of defects on variable data. When added to a high-speed digital
printing press, the system allows a single skilled operator to monitor and maintain several
presses, reducing the number of operators required to run a shop floor of presses as well
as reduce wasted consumables when a defect goes undetected.
Keywords: Variable data printing, high-speed inspection, print defect detection,
scanning, GPU
1
Introduction
Detecting defects on variable data prints currently requires a skilled operator to manually
inspect prints. Example defects that may cause an operator to halt the machine include
scratches, spots, missing dot clusters, streaks, and banding. There are two different
methods the operator may use to check for defects. Prints may be inspected as they come
off the press which implies that the operator is fully occupied with a single machine.
Alternatively, the operator may collect stacks of prints for inspection. If a defect is
present, paper is wasted. We discuss a system that can monitor the output of a digital
printing press to observe the printed pages, automatically detect print defects, and alert
the operator if necessary.
Automatic inspection of variable data products is virtually non-existent. Solutions exist
for inspection of printed products such as labels and packaging; however, these do not
usually change and once a perfect reference is decided upon, the inspection system will
continually search items coming off the press using the same reference copy. Our
solution for variable data requires the ability to change the reference on every print. For
example, a customer job may require personalization of each print with a different name,
address, or other information. A major requirement for this work is that each print be
inspected and this means that defect detection for each page must be completed within a
second, as the press prints at a speed of 2 meters per second. Therefore, the system must
acquire both the reference and printed image, perform various image pre-processing
activities, and determine whether a defect exists, all in real-time.
2
This paper describes a system designed to automatically detect defects on variable data
prints. We describe each of the components needed to operate in real-time. An important
contribution of this work is the development of an image dis-similarity measure for
detecting defects. Image dis-similarity is actually related to image fidelity1. Image fidelity
in this context refers to how close one image is to another perfect or reference image. We
want a measure that can report the probability that the printed image contains defects
visible to the human eye, i.e. can be detected. We show the results of a large-scale, proofof-concept experiment using two print defect detection algorithms on 454 defective
prints. Our proof-of-concept approach used a scan of the print and compared it with a
scan of a good reference print. In this paper, we demonstrate that our algorithms meet
two important requirements of the project: detection of most of the visible defects and a
low false alarm rate. Although our motivation is to develop a product for digital presses,
the system is applicable for all problems where finding defects or other differences
between variable data images is necessary.
Prior Work
Newman and Jain2 present a thorough survey of automated industrial inspection systems
through 1993, primarily for defect detection. According to Newman & Jain2, most
inspection systems are either developed by machine vision companies or developed inhouse by manufacturers for specific applications, with the vast majority going unreported
in the literature.
3
A comprehensive literature search shows that while many more inspection systems have
been developed and reported on, an inspection system for variable print data does not
exist. We looked at offset print inspection systems, textile inspection systems (both
patterned and non-patterned), generic web inspection systems, and Printed Circuit Board
inspection (PCB). While none of the systems addressed the same problem with variable
data, many of the system components are applicable to our situation and gave us insight
into how to solve our specific issues.
For defect detection, most visual inspection systems fall into one of three categories
depending on the defect detection approach: image reference (or Template-Matching),
design-rule, or some combination (hybrid approach) of both3,4,5,6. In the simplest image
reference approach, a reference exists that allows a direct comparison to potentially
defective products. Inspection of 100% of the potentially defective unit is typical for this
approach. A more elaborate referential approach involves recognizing features of
potentially defective items in test images and comparing those features with a set of
idealized or perfect features. Inspection coverage on potentially defective items can vary
and does not need to be 100%. In the design-rule approach, a set of rules that describe
properties of products exist which can be statistically verified for a product. In this case,
as little as 10% of a product can be inspected before generating the appropriate statistics
and determining whether a defect exists. In general, the image reference approach is a
much more reliable approach.
4
Table 3, Table 4, and Table 5 show a representative sample of inspection systems for
print, textile, printed circuit board, and texture inspection. Each row represents an
implemented and tested system that has been reported in the literature. The 2nd column
shows the image data type worked on by the defect detection algorithm, i.e. color, greyscale, binary, etc. The next column demonstrates whether the algorithms are defect
specific or general purpose, i.e. able to detect all defects without knowledge of specific
types of defects. The Detection Method column specifies whether the approach falls into
one of the three main categories: Template-Matching, Rule-Based, or Hybrid. The %
Inspected column indicates the area inspected by the visual system. If the defect detection
and false alarms rates are reported, they are included in the next two columns and a
description of the main technology used to accelerate computational processing is listed
in the last column.
As an example, automatic visual inspection is very common in the textile industry.
While textile inspection and inspection of printed products share some characteristics, the
main difference is that textiles generally contain repeated patterns which can be
characterized and statistically analyzed. In addition, defects in textiles fall into welldefined categories7 which make it less difficult to develop defect-specific detection
algorithms. A recent survey of fabric defect detection looked only at uniform textured
materials (non-printed textures) and focused on the difficulty and myriad approaches to
finding differences even when there are not random or patterned textures8.
5
There are some interesting results to be seen from these tables. First of all most of the
Offset Print systems use a template-matching approach while the textile and general
Web-Inspection systems tend to use the Rules-Based approach. The exception is Lace
Inspection. Lace typically contains more complex patterns and defects, so the Rules
based approach is probably more difficult in terms of discovering and generating the
appropriate statistics. PCB inspection systems tend to favor template-matching for
inspection of patterned wafers. These patterns can be repetitive, for example, memory
cells, or more random patterns for logic circuits6. In the latter case, a template-matching
scheme makes more sense because the logic patterns on a printed circuit board are
usually complex.
Many different algorithms are used in the defect detection component of each system.
The most popular appear to be morphology for noise reduction or defect enhancement
and thresholding based on experiments or some other a priori knowledge about the
system. The defect detection rates reported are generally good (somewhere between 80%
and 100%). The false alarm rate is seldom reported, making it difficult to draw
conclusions on the effectiveness of these systems. Those papers that did report a false
alarm rate, reported relatively small numbers, but did not indicate how the rate was
calculated and whether it was within specification or tolerance levels for the system.
Table 6 is included to demonstrate the types of systems that are in development, but not
yet demonstrated on real systems. The table contains a series of papers that describe
algorithms designed specifically for inspection purposes and is similar to the preceding
6
tables on complete systems. From the table we can see similar patterns of detection
methods for inspection item: most of the textile inspection algorithms are rule-based and
depend on statistical properties of repeated patterns.
Our system, as designed, uses a template-matching approach for both general purpose
and defect specific defect detection. In comparing our solution to existing systems, ours
is most similar to offset print or lace inspection systems, although none of them deal with
variable data. Finally, many of the systems we looked at operate off-line and therefore do
not have the strict real-time requirements as our VDP inspection system.
System Advantages
The two most important benefits of adding an automatic inspection system for defects to
a variable data printing press include a decrease in the amount of wasted consumables
and allowing a single operator to monitor more than one press at a time.
In addition to these benefits, there are other benefits to using an automated defect
detection system. Tests have shown that manual (human) inspection is about 80%
effective9, and only when the inspection process is highly structured and repeatable.
Depending on the customer requirements, 100% visual inspection may be necessary. For
example, the pharmaceutical industry has a requirement of 100% inspection rate for all
medicinal labels, as an error in labeling could have fatal consequences.
7
System Solution
Our solution is to use hardware and software that automatically analyzes prints and alerts
the press operator when a defect is detected. Our solution compares the digital image of
the job to each print at line speed. A line scanner, designed to handle 320mm x 464mm
sheets, is placed at the output of the press for fast acquisition of an image of each print.
This scanner has been designed using off-the-shelf technologies. There are six main
components to the detection system:
an off-the-shelf line scanner for acquiring an image of each printed sheet as it
comes off the press
acquisition of reference and scanned images
alignment of the reference image to the image of the scanned printed image
defect detection
image processing hardware and software for real-time processing of image data
decision function and operator alert in the event a defect is found
The process is as follows: A printer raster-generating device receives the digital job at a
resolution of 812.8 DPI (dots per inch or 320 dots/cm) for imaging onto a photo imaging
plate (PIP). At the same time a series of downscaled image files containing CMYK color
separations are sent to the image processing module of the defect detection system for
conversion to RGB image format. Meanwhile, the image is sent to press for printing.
Once the print exits the press, an on-line scanner captures the entire print and sends the
8
image data through a specialized image processing board and then onto the main defect
detection system where it is registered with the reference image.
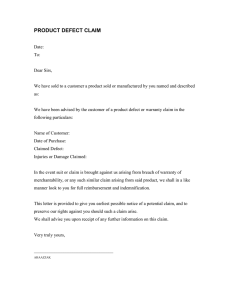
Figure 1 contains a block diagram of the system software. The digital image used for the
print job is input into the defect detection system concurrent with the actual print job. As
the print comes off the press it is scanned and the scanned image is sent to the registration
module of the print defect detection system. Once registered, the defect detection
algorithms are applied to the images and the results are sent to a decision function that
determines the probability that a defect exists. Finally, the results can be forwarded to
defect diagnostics, which will help in determining what caused the defect.
Figure 1 - Print Defect Detection Solution-Software
Image Acquisition
An important piece of the automated VDP inspection system is image acquisition and
there are several requirements any solution investigated must meet. A major requirement
for the inspection system is that additional costs should be kept to a minimum. In
9
addition, acquisition must be fast enough to capture a print at press-speed at a resolution
that does not obscure defects. Finally, the system must be able to capture 100% of the
print in both the process (paper travel) and cross-process directions.
During the investigation phase, we determined that a line scanner was the most
economical solution. A prototype scanner was built using a scan unit from HP’s All-InOne product in an effort to keep down costs. This scanner has a scan width of 310mm
which almost covers the entire print format. The line CCD maximal resolution is 600
DPI, however, to handle a 320mm x 464mm each second, scanning resolution is limited
to 52 DPI in paper travel direction.
Digital Representation of the Reference Image
The automated defect detection system acquires a reference image for comparison to the
print going to the press. Each print is potentially different; therefore a reference image
must be generated for each. We compare raster images to avoid layout/format related
problems. The simplest and most efficient approach is to use the same image sent to the
mechanism that actually prints the job. This alleviates the need to deal with different
formats such as PDF.
The raster image processor is responsible for generating the print images from files which
are subsequently used by the writing head on the press. Typically this is an 812 DPI
image; however, the press software also has the ability to generate downscaled versions
of the image. Our algorithms, from registration to defect detection rely on 150 x 52 DPI
10
images for fast processing. The software can be configured to generate the downscaled
images which are stored on disk. Each print consists of four color separations and
therefore a separate file for each of cyan, magenta, yellow, and black is generated. The
inspection software then picks up those files, performs a simple CMYK to RGB
conversion and generates a reference image for use in the rest of the inspection system.
This is an asynchronous process that depends only on the production of the four color
separation files.
Image Registration
Once a reference image is available and the potentially defective image is acquired, the
next step in detecting defects is to register the reference image to the potentially defective
image. Our registration algorithm uses a modified form of the dual-Gaussian fitting
thresholding technique originally proposed by Kittler and Illingworth 10 to create binary
maps while allowing us to quickly generate regions in the image. Regions are connected
components generated from the map of the sub-threshold (black) pixels (after smearing to
eliminate the effects of specular noise). Solid regions are larger (>1 square inch) regions
typical of photos, tables, and graphics; while non-solid regions are the smaller regions
typical of text. The edges of the solid regions, together with the centroids of the non-solid
regions, allow us to de-skew and align images very quickly, a critical requirement of the
entire system.
Rather than finding the skew of both images, we find the differential skew. Skew values
are determined by finding the angles along the edges of solid regions and between the
11
centroids of the non-solid regions for both the reference and defective images. By looking
at all region combinations (i,j) from 0 to the number of non-solid regions, we find the
angle between the centroids of the regions:
current_angle = atan( ydelta / xdelta );
//Note: atan 0/x, x/0, or 0/0 cases handled separately
current_angle *= inverse_of_angle_increment; //increments per degree = 5
// or 0.2 accuracy per degree
current_index = 225 + RoundedValue ( current_angle );
225 above is 45 x 5 because we used angle accuracy to the nearest 0.2 degrees. 225 is the
index for 0 degrees (indexes go from 0 to 450, where index 0 represents -45 degrees and
index 450 is +45 degrees.) Every 0.2 degrees in the range [-45, 45] degrees is checked.
Skew values for the solid regions are added to those for the non-solid regions. Instead of
using the centroids, however, each boundary pixel for the solid regions is used for angle
calculation.
The two arrays of 451 angle increments for the reference and potentially defective image
are then compared by finding the maximum number of matched bins ( which corresponds
to the best correlation) between the two angle histograms, denoted pAngles1 and
pAngles2 in the following code fragment.
for( n = 0; n< nAngles; n++)
{
marker = n - midpoint;
for( p = marker; p < (marker+nAngles); p++)
12
{
if( (p>=0) && (p<nAngles) && ( (p-marker)>=0) && ((pmarker)<nAngles) )
{
min = pAngles1[p-marker];
if( pAngles2[p] < min )
min = pAngles2[p];
matchedBins[n] += min;
}
}
}
The maximum value of matchedBins is offset from -225 to 225 (we assume they are
within 45 degrees of each other) from the midpoint (225). From it we can directly
calculate the differential skew.
For example, consider the following two histograms:
pAngles1[0,0,4,5,2,3,0]
pAngles2[3,6,1,3,1,0,0]
When pAngles2 is offset from pAngles1 by -3 pixels we get matched bins from the
following alignment:
pAngles1[0,0,0,0,0,4,5,2,3,0]
pAngles2[3,6,1,3,1,0,0,0,0,0]
13
In this case, there are no matched bins as there is a 0 at each position between them.
However, when pAngles2 is offset from pAngles1 by -2 pixels, we get the following
alignment:
pAngles1[0,0,0,0,4,5,2,3,0]
pAngles2[3,6,1,3,1,0,0,0,0]
Now we see that in the sixth position we have matched bins and the sum is 1. Continuing
in this manner for -1, 0,+1, +2, and +3 pixels gives the sums 3+1=4, 1+3+1=5,
4+1+2+1=9, 3+5+1+3=12, and 3+2+1=6. Therefore, when pAngles2 is offset by +2
pixels, we get the best alignment (matched bins = 12).
argmax,shift S
|S| < length of
array
allbins
{ pAngles1 (bin), pAngles 2 (bin S )}
0
Equation 1: Bin Alignment
Each step is done for all of the color planes and this allows us to more precisely define
the angle difference. If the differential skew angle is nonzero, we rotate the second
(defective) image to match the first image using standard 3-shear rotation. Both images
are then aligned in the x and y directions using the same algorithm above for determining
the maximum matched bins. Four aligned and de-skewed images are created for use by
the defect detection algorithms. These are the R, G, and B grayscale images together
with the intensity channel.
14
The image registration algorithm also generates several error maps that we may be able to
use in the final decision function. Intensity and color difference maps are created by
subtracting the fully-aligned defective images from the reference images. Hue
approximates are used rather than raw color channels.
The hue approximates are the subtractive colors of R-G, G-B, and B-R for sRGB. Using
these subtractive colors allows us to find defects of any hue and are less targeted to the
RGB primaries. The pixels in the defective image are then back-projected to the
reference image and a search is done in a local neighborhood of the back-projected point
for the minimum difference in intensity, R-G, G-B, or B-R. The benefits realized by this
include:
The number of false alarms are reduced as slight mis-registrations are overlooked
Only defects which stand out relative to their near surroundings are targeted
The effects of Grey-level differences in edges are largely overcome
Finally, we add the differences in intensity, R-G, G-B, and B-R to the same defect map
and then threshold the summed defects. A binary map and a file containing defect
regions as XML class objects are created for use by downstream defect detection systems
to disambiguate real defects from false alarms.
Defect Detection
Given a reference image, the problem of detecting defects becomes a problem of finding
differences between the two images. A naive approach is to subtract one image from the
15
other. However, a couple of factors make this approach impractical. First, the scanner
may introduce artifactual differences between the images. Second, registration is
frequently imperfect and can introduce errors.
One approach we use for our experiments is based loosely on the Structural Similarity
Information Measure (SSIM11). This general-purpose measure of image quality takes into
account the Human Visual System (HVS). An additional, complementary detection
method looks for specific defects, namely scratches, which have been characterized as
common on the press. Scratches are sometimes difficult to detect with general purpose
detection methods because of the typically low-contrast nature of these types of defects.
Once the reference and potentially defective images are registered and pre-processed (e.g.
noise removal, blurring, etc.), defect detection is performed using the two images. The
subsections below describe two algorithms we currently use: structural dis-similarity and
the scratch detector.
Structural Dis-similarity
The structural dis-similarity measure is based on the idea that every region in the print
image should have a similar region nearby in the reference image, unless it contains a
defect. The most prevalent similarity measures, such as difference or sum squared error,
are easy to understand and use, but they do not correspond well to perceived visual
quality12,13. Our defect detection algorithm uses ideas from SSIM 11 which assigns a
similarity value to two images (Equation 2). SSIM has three components: a luminance
16
measure (Equation 3), which compares the mean values of two regions; a contrast
measure (Equation 4), which compares the standard deviation of the two regions, and a
structural measure, which compares the correlation of the regions (Equation 5).
SSIM ( x, y ) [l ( x, y )] [c( x, y )] [ s ( x, y )]
Equation 2
l ( x, y )
2 x y C1
x2 y2 C1
Equation 3
c ( x, y )
2 x y C 2
x2 y2 C 2
Equation 4
s ( x, y )
2 xy C 3
x y C 3
Equation 5
Where:
xy
1
N
( xi x )( y i y )
i 1
N 1
Equation 6
Our algorithm performs an additional local registration for each pixel by looking for the
best match between images using the SSIM measure. Searching for the best local match
is related to techniques from optical flow14. Once we have the best match between the
digital reference and scanned image, we then measure the dis-similarity between the
images. Our measure, Structural Dis-Similarity Index Measure (DSIM) uses only the
contrast and structure measures to determine if two pixels are sufficiently different from
17
each other to signal a defect. During experimentation we discovered that while luminance
is helpful for finding the closest pixel match, it is actually a hindrance when trying to
determine whether a defect is present or not. Ignoring mean differences when looking for
true defects reduces luminance fluctuations that may show up as defects but were actually
introduced during the scan process. The basic algorithm is as follows:
For each pixel p in input image:
k x k neighborhood: x = x(p), centered at p:
1. Find best matching k x k pixel neighborhood y =
y(p)in reference image within window of size W x W
2. Compute DSIM:
(1 c( x, y )) s ( x, y )
Equation 7
The potential results of this computation need to be explained. The contrast measure can
vary between 0 and 1, with 0 meaning the two points in the images are different and 1
indicating similarity. When a defect is present the pixels containing the defect would
have deviation measurements that are different from those on the other image. The
structure measure may vary between -1 and 1, with -1 indicating a negative correlation
and 1 indicating similarity. Any value close to the zero, whether positive or negative is
an important indicator of dis-similarity.
Table 1 shows the expected results of the DSIM algorithm based on the values of the
structure and contrast similarity measures. These measures are rarely exactly -1, 0, or 1,
but a value between them. It does not seem intuitive that if either the structure or contrast
18
variables contain 1 (meaning they are very similar) and the other variable contains 0; the
answer should be “Maybe”. In fact, if a defect exists, we expect both variables to be
highly dissimilar, even though they measure different attributes of the image. The most
obvious case where this situation might occur is when the defect contrast is low with
respect to the background on which it sits. The contrast measure would be similar on
both images, but the structure measure should show low correlation between them.
Table 1: Defect Detection Result Map
Structure Val Contrast Val (1-Contrast) |(1-Contrast)*Structure| Defect?
-1
1
0
0
Maybe
-1
0
1
1
Yes
0
1
0
0
Maybe
0
0
1
0
Maybe
1
1
0
0
No
1
0
1
1
Maybe
The result of applying this measure is a kind of difference image. This image is then
thresholded to obtain a binary error map. The structural dissimilarity measure is
particularly adapted to tune out noise and respond to mismatched edges. For example,
Figure 2, part (a) illustrates a typical print in RGB colorspace. Figure 2, part (b) contains
the portion of the print containing a defect in the green channel. Figure 2, part (c) shows
the error map generated by DSIM for the error. The small defect can clearly be seen and
easily detected as a defect.
19
Figure 2: DSIM-- (a) Defective Image; (b) Enlarged image of defect; (c) DSIM Results
Sparse Projection-Based Scratch Detector (SPSD)
DSIM is a general purpose defect detector in that defects of all shapes and sizes are
caught by it without any defect-specific knowledge of the defects themselves. As we will
see in the Experimental Set-up & Results section, the DSIM algorithm missed 27% of the
defects present in 454 prints. The unique characteristics of the majority of the missed
defects, called scratches, suggest using a dedicated scratch detector that performs better
than a general-purpose defect detector. The majority of these scratch defects have several
characteristics in common. They are usually very thin and they may have very light
contrast with the surrounding background, which can be textured or noisy. In other
words, these defects have a very low signal-to-noise ratio. They are similar to image
features such as line edges and they may appear across the entire page or as a local
segment. In order to overcome these difficulties, we use the directional coherence of
these scratches and the fact that the direction of the scratch is usually known in advance.
The main idea of our approach is to improve contrast by projecting (summing) pixels
along the scratch.
20
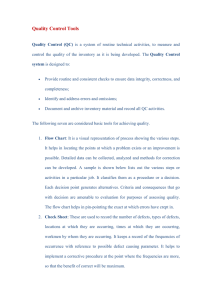
Figure 3: Block diagram of scratch detection method
Figure 3 contains a block diagram of the scratch detection algorithm. The input to the
algorithm consists of the reference and potentially defective images. The first block of the
algorithm divides reference and tested images into overlapping segments. The segment
size can either be fixed or, it can be chosen adaptively. The second block is the
morphological projection operation; in order to improve delectability of low contrast
defects we use morphological operations revealing local maxima (minima) in reference
and tested images. Then, each segment of the maps of local maxima is projected
(summed) in a particular direction. This effectively represents a 2 dimensional to 1
dimensional data transformation. An alternative, more computationally efficient way to
perform morphological projection is to first perform summation, and then apply a 1
dimensional morphological operation that finds local maxima. The third block of the
algorithm takes 1 dimensional derivatives of the projected segment data, and aligns the
reference and tested projection derivatives. The fourth block calculates a similarity
measure between the reference and tested projection derivatives. This similarity measure
is sparsity related and reflects the difference in the number of spikes in the corresponding
segments. In our experiments we used kurtosis as a sparsity measure. Finally, the
similarity measure is subject to a thresholding operation. The threshold value is
21
proportional to the reference segment activity. This effectively reduces false detection of
intrinsic image features such as line segments and various edges. Segments wherein the
difference is greater than a predefined threshold are marked as defective.
A map of defective segments is generated as output from the process. Figure 4 shows an
example of the error map output by the scratch detector. The highlighted blocks show
where defects were found in the image.
Figure 4: Results--Error map of Scratch Detection method
Real-time defect detection
The defect detection system operates as part of a variable data printing system and
therefore needs to operate in real-time. This requirement translates to a processing rate of
22
at least one page per second in current industrial printing systems. We focused on the
DSIM computation as this is the most expensive part of the system. The algorithm
compares block-similarity and searches for the best matching block. This operation is
time consuming since it requires a window of pixels for every pixel in the image to be
compared to the corresponding window in the reference image. The key observation in
accelerating DSIM is that it is a massively parallel algorithm. Per-pixel decisions only
depend on a small number of nearby pixels, and the computation is order independent.
Moreover, the algorithm is compute-intensive and not memory bounded. These
characteristics make DSIM a perfect candidate for acceleration on Graphics Processing
Units (GPUs). Implementing computationally intensive algorithms on GPUs is a trend
that becomes more and more prevalent, and this is a good example where the
characteristics of an algorithm and a computing environment match.
We implemented the algorithm using the CUDA15 computing interface from Nvidia.
CUDA gives the programmer low level access to the massive computational capacity of
the GPU. The implementation follows closely after the algorithm, and achieves
parallelism that is dictated by the number of processing units in the GPU. To reduce
memory access each image is stored in texture data storage which is cached and
optimized for a two-dimensional memory access pattern. Additionally, DSIM for each
pixel is computed for every color-channel independently. This significantly improves the
memory access time since each pixel is only accessed once. After the R, G and B per-
23
channel DSIM values are computed their values are combined with a logical OR operator
to yield the final DSIM decision.
The code was tested on Geforce 8800 GTX and Quadro FX 3700 graphics cards. It is
able to achieve 3.75 Mpixel/second data rate. When compared to a serial C
implementation that was not optimized and tuned, we see a significant improvement of
up to an order of magnitude.
Decision Function
A critical part of the system involves notifying the operator that a defect has occurred and
the seriousness of it (press-stopping or not). The decision function takes results generated
by the detection algorithm and uses it as input to the decision function. Because the
defect map is binary, morphological filtering is applied efficiently to reduce the noise and
remove visually imperceptible defects. Morphological filtering is commonly used for
reducing noise without destroying important information in the image.
We use a 3x3 square Gaussian filter as the structure element for both the open and close
morphological operations. Once the image is filtered, we do a simple projection in both
the horizontal and vertical to determine if real defects occur on the page. In our
experimental results, if more than two pixels are “on” in a single row or column, we
trigger a defect warning. Size and shape of the defect can subsequently be used to
determine whether the defect warrants an automatic shut-down of the machine or a
warning to the operator without affecting the current print job. Additionally, the location
24
of the defect can be quickly determined from the results of the morphological operations.
This is helpful in a closed-loop system that automatically diagnoses the printer problem.
Experimental Set-up and Results
We conducted a large scale experiment to test our detection algorithms. Our experiment
consisted of 454 scanned images of 320mm x 464mm size prints from the HP Indigo
press. While most contain defects, 22 randomly placed images did not and were included
to ensure the algorithm would not find defects on images that contained no defects (i.e.
false alarms). Reference images were generated by scanning good prints on the same
scanner used for scanning defective prints. Using a printed reference avoids technical
difficulties related to the format of the digital data. At the same time, technical challenges
related to comparing images, such as registration, are retained.
During registration we find the differential skew, as this decreases the chances for error.
This claim is based on a test of 40 differently-skewed pairs of files for which the skew is
considered difficult to determine. The test showed that when using differential skew, the
correct skew value was determined correctly for 92.5% of the difficult files. When using
absolute skew, the skew on files with one skewed image was incorrectly identified for
15% of the cases. Difficult files where skew angle errors differed relatively between two
files resulted in a 20% rate of incorrectly identified skew values.
As part of the registration, a set of four images are generated for both the reference and
the potentially defective images, corresponding to the red, blue, green, and intensity
25
planes of the image. The DSIM algorithm is then run on each of the color planes
separately. The resulting error images are OR'ed together to obtain a final error map.
During analysis we found that all four color planes were necessary because different
defects show up in different color planes due to the highly variable nature of the prints
themselves.
Table 2 summarizes the detection results of the DSIM algorithm on 454 samples prints
containing 1653 defects. The table shows that the total number of defects found in 454
prints was 1193. This represents about 73% of the total number of defects. Most of the
defects that were missed were low-contrast defects. Low-contrast defects are those
defects with intensity values that are very close to the intensity values of the background
on which it sits. Many of the low-contrast defects missed are defined as “scratches” and
were found by the sparse projection-based scratch detector.
For DSIM, the rate of false alarms is low at 1%. It should also be noted that most of the
false alarms were of a single type that were traced to a problem with the scanner used to
scan in the images. The Sparse Projection-Based Scratch Detector found the majority of
the defects missed by DSIM.
Type
DSIM
Scratch Detector
Union
Total Defects
Total
Found
Total Missed
Detected
False Alarms
1653
1193
460
72%
1%
325
217
108
67%
0.036%
86%
Table 2: DSIM & Scratch Detector Results
26
While this large-scale experiment is a good test of the algorithms developed so far, it
should be kept in mind that it is not a substitute for a test of the system. Obviously, a test
of the system would include the prototype scanner and some way of determining the
severity of the defect.
Recently, we have implemented the system using an HP Indigo press with an inline
scanner attached to a bridge at the output of the press. This was a preliminary test used to
determine the feasibility of the algorithms in a real environment. While mechanical
issues prevented us from running a large-scale experiment, we were able to confirm that
the software components worked well and runtime was very close to that required. The
following example illustrates the results we typically observed.
Figure 5 shows a cropped version of both a reference (left) and defective (right) image.
The defect is a very small white spot within the letter “i” in the word “Action!”. The
defect can be seen in Figure 6 as the small whitish area in the right part of the dot.
Figure 7 shows both the contrast and structure measures for this portion of the image. In
these images, higher values (white) indicate higher similarity between the images. The
contrast map (right) shows the defect quite clearly. It is harder to see the defect on the
structure map; however, the values for the defective pixels are lower than those
surrounding them.
27
Figure 8 shows the entire defect map for the image. We use this map to determine
whether a defect exists or not. The small defect on the dot of the “i’’ shows up near the
middle and right of the figure. The figure also shows that there are many other
differences between the images. The most obvious are the edges of the images on the left
and bottom. This is due to a slight scaling issue between the defective and reference
images. We use the decision function to remove this type of false alarm and noise to
clean up the defect map for reporting true defects.
Figure 9 shows the results of applying morphology on the defect map of Figure 8. The
figure is zoomed to show the portion of the image containing the defect. The real defect
was found and additionally, a line at the very bottom of the image. This is a real artifact
caused by a situation in which the scanned image is actually shorter than the scan bed. It
should also be noted, that no false alarms occurred on this image.
Figure 5: Images-- (a) Reference Image; (b) Defective Image
28
Figure 6: Zoomed Defect on dot in "i" in Action Word
Figure 7: Similarity Measures: a). Structure, b). Contrast
Figure 8: Results DSIM - Whole Image
29
Figure 9: Defect Map after Morphology: Right Half
We were able to run enough samples to show feasibility. Interestingly, most of the
software worked very well and timing was very close. The most valuable information we
discovered during these tests were new technical challenges that need to be addressed in
building a fully functional system. One problem involved the prototype paper handling
system which caused the paper to frequently jam prior to going under the scan head. This
resulted in severe skewing problems from which our registration algorithm was unable to
recover. There are also various parameters which are user-settable on the press, for
example scale, which are not necessarily communicated to the detection algorithm. This
causes problems with registration later because the scale of one image may be very
different from the other. This test was instrumental in developing our path forward as we
discovered issues that could not be predetermined using simulations.
30
Conclusions and Future Work
We have described an on-line, automatic defect detection system for VDP prints. We
have shown work-to-date and demonstrated that our algorithms consistently detect a
variety of defects with a very low false alarm rate. We carefully analyzed a set of results
from an experiment using the DSIM and scratch detection algorithms on 454 images. We
have also successfully demonstrated feasibility by testing the system on an HP Indigo
commercial press.
In the future there are a few important issues that need to be addressed: .
Tune existing algorithms for best performance in terms of defects identified and low
false alarms.
Develop additional detection algorithms for low-contrast, defects which are still not
easily detected.
Compensation for potential mismatch between digital and printed images:
o Stretching/Skew from belts, paper, blanket, writing head
o Vibration on the press
o Dot Gain
o Illumination and reflection
A large-scale experiment using a working commercial press needs to be run in order
to determine additional issues that should be resolved before a fully functional defect
detection system can be complete.
31
Acknowledgements
We would gratefully like to acknowledge the help of Avi Malki of HP Indigo in making
the testing of our latest version of the system functional. Without his unflagging support
and hard work, the machine test would not have been possible. In addition, we would like
thank Rodolfo Jodra of Hewlett-Packard Company for his effort in bringing the scanner
to fruition. Many other people at HP Indigo worked on the hardware aspects of the
system and we would like to thank them as well.
32
Appendix A – Tables
Table 3: Inspection Systems
System
Image
Type
Defects
Detected
Detection
Method
%
Inspected
%
Detection
Rate
False
Alarm
Rate
Offset Print
16
4 color
All
Offset Print
17
grey-level
map
Template Match
100%
NR *
NR*
NR*
All
Template Match,
Image Subtraction
100%
NR
NR
On-Line, Image
Proc. boards
using SIMD
RGB
converted to
CIELAB
dotgain,
density,
registration
Template Match
Patches
NR
NR
OffLine
grey-level
map
All
Template Match
100%
NR
NR
CPU with INTEL
IPP
grey-level
map
All
100%
NR
NR
NR
Printing
luminance
channel
All
Template Match,
subtraction, adaptive
thresholds
< 100%
95%
0.5%
Web-Inspect,
22
General
grey-level
map
All
Rule-Based, Autoregression, multilevel thresholding,
defect-free reference
100%
NR
NR
FPGA Video
Processor for
data acquire
Web-Inspect,
23
Paper
grey-level
map
All
Rule-Based, feature
detect&
segmentation, selforganizing map
(SOM)
100%
NR
NR
algorithms
implemented in
pipelined
architecture
using VHDL
24
grey-level
map
All
Rule-based, match
with learned
characteristics of
defect free samples
100%
100%
0.0
OffLine
Textile
(Wool)25
RGB +
HumanVisual
Color space
All
Rule based, adaptive
thresholds using
defect free samples,
feature extraction
100%
90%
NR
video acquire &
processing board
Textile
26
grey-level &
binary
All
Rule based, adaptive
thresholds using
defect-free samples,
feature extraction
100%
~80%
NR
video acquire &
processing board
Textile
27
grey-level &
binary
All
Rule-based,adaptive
thresholds(2) using
defect-free samples,
noise filtering
100%
91%
NR
DSP & FPGA
boards
Textile (Lace)
grey-level &
binary
All
Template Match,usersettable thresholds,
Morphological
filtering
100%
NR
NR
OffLine,
Algorithmic
speed-up
18
Offset Print
19
Offset Print
20
Offset Print
21
Textile
28
*
Subtraction
Template Match
Real Time
Subtraction
OnLine
NR – Not Reported in publication.
33
Table 4: Inspection Systems - Continued
System
Image
Type
Defects
Detected
Detection
Method
%
Inspected
%
Detection
Rate
False
Alarm
Rate
Real Time
Textile
29
Wavelet
transform,
grey-level,
& binary
All
Rule-Based,
search for
disruptions in
patterns,
attenuate
background,
accentuate
defects
100%
89%
2.5%
DSP image
acquire, dual
frame
processing
Textile(Pattern)
30
Grey-level
& binary
All
Template
Match, adaptive
thresholding (2)
based on
statistical parms
of ref image,
erosion
100%
86.2%
4.3%
DSP board,
FPGA
Textile(plain
weave)31
Grey-level
& binary
All
Hybrid,Image
preprocessing
(noise reduce,),
local variance,
median filter,
adaptive
threshold
100%
91%
7%
Frame
grabber, 2
CPUs for
parellel
processing
Grey-level
& binary
Defect
Specific
Rule-Based,
Pyramid
linking(multiresolution) for
segmentation,
trained Bayes
classifier
100%
81%
NR
VAX 11785, NCUBE
sys with 8
processors
Grey-level
& binary
Defect
Specific
Hybrid, Design
data as
reference,
image
subtraction,
morphological
operations,
statistical
inference on
defect
100%
95%
0.5%
Specialized
image
processor
Grey-level
& binary
Defect
Specific
Template
Match, diffs
between 2 parts
PCBs using 2
types lighting
NR
100%
5%
Algorithms
implemented
in hardware
Grey-level
& binary
NR
Template
Match,
Morphology to
create
difference maps
from defective
&reference
images not
precisely
aligned,
thresholded
NR
95%
5%
FPGA
Texture(wood)
32
33
PCB
34
PCB
35
PCB
34
Table 5: Inspection Systems - Continued
System
36
Misc.(Tiles)
Misc.(Color CRT)
37
38
Misc.(flat metal)
Misc.(stampings)39
Image
Type
Defects
Detected
Detection
Method
%
Inspected
%
Detection
Rate
False
Alarm
Rate
Real
Time
4 color
channels
Defect
Specific
Hybrid,
Template match
for patterned
tiles, texture
analysis based
on autoregression for
textured.
Statistical
estimates from
good images
All
NR
NR
NR
Y, PB, PR
channels
Defect
Specific
Rule-based,
white
conformity
measure based
on contrast &
luminance and
compared with
results with
human subjects
All
NR
NR
NR
grey level
& binary
All
Rule-based:
Segmentation,
morphological
ops (noise
reduce), expert
sys for
classification
All
NR
NR
MATROX
IP board,
DSP
processor
grey level
All
Template
Match,Image
subtraction,
preprocess:
blur/Smooth by
Sobel edge
detect, ID by
region connect,
threshold,
clustering
All
NR
2%
NR
35
Table 6: Inspection Algorithms
Algorithm
Web-Inspect, Non-woven
40
41
Textile
Textile
42
Image Type
Detection Method
%
Detection
Rate
False Alarm
Rate
luminance
channel
Rule-Based, Statistical estimates
NR
NR
NR
Rule based, Detect Outliers
outside regular features
NR
NR
grey level
image
Hybrid, Feature vector and covariance matrix extracted. Z2 for
each window thresholded for
significance level
NR
NR
Textile
43
grey level
image
Rule-Based, Trained NN, truth
hand-generated
NR
NR
Textile
44
grey level
image
Rule-Based, Statistical parameters
determined from training on
samples
100%
0
grey level
image
Rule-Based, Linear NN & NN
feature vectors with PCA
(Principal Component Analysis)
to reduce vector size
NR
NR
46
grey level
image
Template Match, image
subtraction of wavelet transform,
thresholding, noise filtering
97.7%
NR
7
grey level
image
Rule-Based, feature extraction
based Auto-correlation function,
SOM classification
NR
NR
grey level
image
Rule-Based, feature
extraction:local binary patterns,
feature reduction, SOM
classification
88.7% 99.8%
NR
48
RGB color and
CIELAB
transform
Rule-Based, Probability based on
color and blob inspection
NR
NR
49
binary images
Rule-Based, Segmentation using
mathematical morphology
NR
NR
50
grey level
image
Rule-Based, Edge detection to ID
edges, accept/reject edge as defect
based on pooled variances of
areas around defects, 2 thresholds
determined apriori
NR
NR
51
grey level
image
Rule-Based, feature extraction:
Morphological ops, recursive
adaptive thresholding algorithm
NR
NR
Textile
45
Textile, patterned
Textile
47
Web (Paper)
Texture (Granite)
PCB
Misc.(Leather)
Misc.(Machined Parts)
36
1
D. A. Silverstein and J. E. Farrell, ICIP'96, IEEE International Conference on Image
Processing, SOMEWHERE, 881--884, (1996).
2
Timothy S. Newman and Anil K. Jain, Computer Vision and Image Understanding 61,
231--262 (1995).
3
Shang-Hong Lai and Ming Fang, Real-Time Imaging 5, 3--14 (1999).
4
Madhav Moganti and Fikret Ercal, Computer Vision and Image Understanding 63,
287--313 (1996).
5
Roland T. Chin, in Computer Vision: Theory and Industrial Applications, edited by
Carme Torras, Vol. 1, p.377--404.
6
Byron E. Dom and Virginia Brecher, Machine Vision and Applications 8, 5--19
(1995).
7
A. S. Tolba and A. N. Abu-Rezeq, Computers In Industry 32, 319--333 (1997).
8
Ajay Kumar, IEEE Transactions on Industrial Electronics 55, 348-363 (2008).
9
Bill Smith, IEEE Spectrum 30, 43--47 (1993).
10
J. Kittler and J. Illingworth, Pattern Recognition 19, 41--47 (1986.).
11
Zhou Wang, Alan C. Bovik, Hamid R Sheikh, and Eero P. Simoncelli, IEEE
Transactions on Image Processing 13, 600--612 (2004).
12
Alan C. Bovik, Zhou Wang, and Ligang Lu, IEEE International Conference on
Acoust., Speech, and Signal Processing, Orlando, FL, 3313--3316, (2002), edited by
Billene Mercer IEEE, (2003).
13
Ahmet M. Eskicioglu and Paul S. Fisher, IEEE Transactions on Communications 43,
2959--2965 (1995).
37
14
B.K.P. Horn and B. G. Schunk, Artificial Intelligence 17, 183--203 (1981).
15
NVIDIA CUDA Compute Unified Device Architecture. Programming Guide, version
2.0 (2008)
16
Petra Perner, Machine Vision and Applications 7, 135--147 (1994).
17
F. Torres, J. M. Sebastian, L. M. Jimenez, and O. Reinoso, Image and Vision
Computing 16, 947--958 (1998).
18
Hansjorg Kunzli, Freddy Deppner, Karl Heuberger, and Yufan Jiang, SPIE, Color
Imaging: Device-Independent Color, Color Hardcopy, and Graphic Arts III, San Jose,
286--291, (1998).
19
Hui-Chao Shang, You-Ping Chen, Wen-Yong Yu, and Zu-De Zhou, International
Journal of Advanced Manufacturing Technology 33, 756-765 (2007).
20
N. G. Shankar, N. Ravi, and Z. W. Zhong, 4th International Conference on Control and
Automation, Montreal, Canada, 794-798, (2003).
21
F. Trucheteta, IEEE International Conference on Industrial Electronics, Control
and Instrumentation, Maui, Hawaii, 1882--1887, (1993).
22
S. Hossain Hajimowlana, Roberto Muscedere, Graham A. Jullien, and James W.
Roberts, Real-Time Imaging 5, 23--34 (1999).
23
Jukka Iivarinen, Katriina Heikkinen, Juhani Rauhamaa, Petri Vuorimaa, and Ari Visa,
International Journal of Pattern Recognition and Artificial Intelligence 14, 735--755
(2000).
24
Aura Conci and Claudia Belmiro Proenca, ACM 14th International Conference on
Software Engineering and Knowledge Engineering, Ischia, Italy, 707--714, (2002).
ACM, New York, (2002).
38
25
Liwei Zhang, Abbas Dehghani, Zhenwei Su, Tim King, Barry Greenwood, and Martin
Levesley, Real-Time Imaging 11, 257--269 (2005).
26
Che-Seung Cho, Byeong-Mook Chung, and Moo-Jin Park, IEEE Transactions on
Industrial Electronics 52, 1073--1079 (2005).
27
Panagiotis Mitropulos, SPIE-IS\&T, Electronic Imaging, Machine Vision Applications
in Industrial Inspection, Machine Vision Applications in Industrial Inspection, VII,
San Jose, CA, 59--69, (1999), edited by Kenneth W. Tobin SPIE--The International
Society for Optical Engineering, (1999).
28
H. R. Yazdi and T. G. King, Real-Time Imaging 4, 317--332 (1998).
29
Hamed Sari-Sarraf and James S. Goddard, Jr., IEEE Transactions on Industry
Applications 35, 1252--1259 (1999).
30
Radovan Stojanovic, Panagiotis Mitropulos, Christos Koulamasand, Yorgos
Karayiannis, Stavros Kaubias, and George Papadopoulos, Real-Time Imaging 7, 507-518 (2001).
31
Ahmed Abouelela, Hazem M. Abbas, Hesham Eldeeb, Abdelmonem A. Wahdan, and
Salwad M. Nassar, Pattern Recognition Letters 26, 1435--1443 (2005).
32
D. Brzakovic, H. Beck, and N. Sufi, Pattern Recognition 23, 99--107 (1990).
33
Haruo Yoda, Yozo Ohuchi, Yuzo Taniguchi, and Masakazu Ejiri, IEEE Transactions
on Pattern Analysis and Machine Intelligence 10, 4--16 (1988).
34
Yasuhiko Hara, Hideaki Doi, Koichi Karasaki, and Tadashi Iida, IEEE Transactions on
Pattern Analysis and Machine Intelligence 10, 69--78 (1988).
39
35
Hiroyuki Onishi, Yasushi Sasa, Kenta Nagai, and Shoji Tatsumi, IECON'02, IEEE
28th International Conference on Industrial Electronics, Control, and Instrumentation,
Seville, Spain, 2208--2213, (2002).
36
G. S. Desoli, S. Fioravanti, R. Fioravanti, and D. Corso, IEEE International Conference
on Industrial Electronics, Control, Instrumentation and Automation, Maui, HI, 1871-1876, (1993).
37
Toshio Asano, Keisuke Kawame, Jun Mochizuki, and Nobuo Fukuhara, IECON'92,
IEEE International Conference on Industrial Electronics, Control, Instrumentation and
Automation, San Diego, 725--730, (1992).
38
C. Fernandez, C. Platero, P. Campoy, and R. Aracil, IECON'93, IEEE International
Conference on Industrial Electronics, Control, and Instrumentation, Lahaina, Hawaii,
1993, (1854--1859).
39
Ralf Langenback, Alexander Ohl, Peter Scharf, and Jorg Semmler, SPIE, Machine
Vision Applications in Industrial Inspection, IX, San Jose, CA, 9--19, (2001).
40
D. Brzakovic, N. S. Vujovic, and H. Sari-Sarraf, IEEE International Conference on
Robotics and Automation, Albuquerque, NM, 1--8, (1997).
41
Dmitry Chetverikov, 15th International Conference on Pattern Recognition, Barcelona,
Spain, 521--524, (2000).
42
George Mamic, 15th International Conference on Pattern Recognition, Barcelona,
Spain, 767--770, (2000).
43
Claus Neubauer, 11th International Conference on Pattern Recognition, The Hague,
The Netherlands, A688--A691, (1992).
40
44
Fernand S. Cohen, Zhigang Fan, and Stephane Attali, IEEE Transactions on Pattern
Analysis and Machine Intelligence 13, 803--808 (1991).
45
Ajay Kumar, Pattern Recognition 36, 1645--1659 (2003).
46
Henry Y.T. Ngan, Grantham K.H. Pang, S. P. Yung, and Michael K. Ng, Pattern
Recognition 38, 559--576 (2005).
47
Topi Maenpaa, Markus Turtinen, and Matti Pietikainen, Real-Time Imaging 9, 289-296 (2003).
48
K. Y. Song, J. Kittler, and M. Petrou, Image and Vision Computing 14, 667-683
(1996).
49
Seyfullah Halit Oguz and Levent Onural, IEEE International Conference on Robotics
and Automation, Sacramento, CA USA, 2696--2701, (1991). IEEE Computer Society
Press, (1991).
50
W. Wen and A. Xia, Pattern Recognition Letters 20, 315-328 (1999).
51
Frank Y. Shih and O. Robert Mitchell, IEEE International Conference on Robotics and
Automation, Philadelphia, PA, USA, 1764-1766, (1988). IEEE Computer Society
Press, (1988).
41