The Insulated-Gate Bipolar Transistors (IGBT) and their Reliability
advertisement
 and their Reliability")
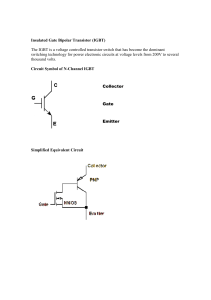
ELECTROTEHNICĂ, ELECTRONICĂ, AUTOMATICĂ, 60 (2012), nr. 2 29 The Insulated-Gate Bipolar Transistors (IGBT) and their Reliability Titu-Marius I. BĂJENESCU1 Abstract Driven by energy-efficient industrial and renewable energy applications, the demand for power semiconductors has been increasing rapidly. The time for turn-on and turn-off of standard power modules influences the lifetime as well. The short load cycle influences the life time of the bond wire. The junction temperature is increased to 175 °C. New IGBT modules should not use any solder layer and provide a very high reliability. Type selection of IGBT modules to match the lifetime design taking into account the wear-out duration is very important for the reliability of product, while the product lifetime depends on how much design margin remains in practical system. Keywords: Power semiconductors, power modules, IGBT, Trench-IGBT, failure rate, failure precursors, failure mechanisms, SiC, AlSiC, AlN, sinter technology, reliability. Introduction The power semiconductor devices [power diode, thyristor, power MOSFET and insulated-gate bipolar transistor (IGBT)] are used as switches or rectifiers in power electronic circuits. Their popularity is the result of the last technology advances. Only the recently wide band gap power devices have started to achieve an acceptable market entry level in terms of overall performance competitiveness in applications with relatively lower power ratings. Silicon Carbide (SiC) is the future material for power semiconductors (see Figure 1). Figure 1. Power semiconductors and their power and frequency range in MW power electronic applications [1]: PCT = phase controlled thyristors; IGCT = integrated gatecommutated transistors; IGBT = insulated gate bipolar transistor; MOSFET = metal oxide semiconductor field effect transistor; SiC = silicon carbide 1 Titu-Marius I. BĂJENESCU, Prof., Doctor Honoris Causa of Military Technical Academy of Romania, and of Technical University of Republic of Moldova; CFC, La Conversion, Switzerland; e-mail: tmbajenesco@bluewin.ch The problem of the failure rate during the operational life of such devices is more and more important and the failure analysis helps to improve the products quality and reliability. The power transistor is an important element of the interface between the command electronics and the elements of the power electronics. The greater currents and voltages led to new absolute limit values for the dissipated power of these components. Outside of the well-known thermal power dissipation corresponding to the operating state, there are some specific limits for bipolar transistors: a limit for pulse operating and another for second breakdown. Second breakdown is still a reliability problem in power transistors and MOSFETs; it is controlled through device design and the specification of safe operating areas (in terms of safe areas of operation for collector current and voltage that are dependent on the biasing base current and the switching dynamics). It was shown that the onset of second breakdown cannot be predicted simply in terms of voltage and current, as had been the practice, but that it is important to characterize second breakdown in terms of the energy dissipated in the transistor, and further, that the energy threshold (or delay time) is dependent on other factors such as ambient temperature and the biasing base current of the transistor [2]. Usually, it is not possible to use the full IGBT performances of the new chip 30 ELECTROTEHNICĂ, ELECTRONICĂ, AUTOMATICĂ, 60 (2012), nr. 2 technology because the housing constructions don’t permit an optimized application. Normally, IGBT modules contain many different materials and on top of all the materials are IGBT-chips connected by bond wires. All the layers inside IGBT module (silicon, copper, ceramic) and their different coefficients of thermal expansion (CTE) must be considered, while – during the load and temperature cycles – the CTE-difference will generate deformations and eventually device failure such a cracking of a solder layer [3] (Figure 2). That is why the number of cycles to failure is used in models for lifetime estimation. Figure 2. Solder joint cracking [4] The new Sinter technology [5] prevent or reduce mechanical stress between layers, don’t use any solder layer, reduces the thermal resistance of the IGBT module, assures a lower junction temperature of the IGBT chips and – compared with solder technology – provides a higher reliability (Figure 3). Figure 3. The Sinter technology [5] The Sinter technology provides 5 x higher cycles to failure, has a better temperature cycle capability, and reliability, thanks to the silver layer, unbreakable joint between the die and direct bond-copper (DBC), twice the power cycling capability [5]. The most important requirements for power management (PM) are: (i) optimized IGBT-chip technology2; (ii) High reliability, long life time, and temperature cycle capability; (iii) low thermal impedance under 2 The IGBT chip is sintered from both side and no bond wire is necessary. high current density (12 A/cm2); (iv) optimized packaging for low internal and external stray inductance. Failure precursors Failure precursors indicate changes in a measured variable that can be associated with impending failure. By identifying precursors to failure and by monitoring them, system failures can be predicted and actions can be taken to mitigate their effects. In [6] three potential failure precursor candidates (threshold voltage, transconductance and collector-emitter ON voltage) are evaluated for IGBTs. Based on the failure causes determinated by FMMEA (failure modes, mechanisms, and effects analysis), IGBTs are aged using electrical-thermal stresses. The three failure precursor candidates of aged IGBTs are compared with new IGBTs under a temperature range of 25-200°C. The trends in the three electrical parameters with changes in temperature are correlated to device degradation, and a methodology is presented for validating these precursors for IGBTs prognostics using a hybrid approach. The electrical-thermal stresses used to age the IGBTs lead to trapped electrons in the gate oxide resulting in an increase in the threshold voltage of the aged parts. The observed increase in the transconductance (gain) and reduction in collector-emitter ON voltage of the electrically-thermally aged parts is possibly a result of the observed degradation in the die-attach [6]. The three parameters are precursors to IGBT failure as all three parameters show changes with increased degradation; the trend in the evolution of parameters helps identify the failure mechanism in operation. The switching parameters (turn-on delay time, turn-off fall time) are directly affected by gate oxide damage and are also potential precursors to IGBT failure. Power modules failure mechanisms Some of the identified lifetime limiting failure mechanisms are bond wire fatigue, terminal solder joints and large area solder joints. The high operation temperature influences the package lifetime. The packaging has been improved too and offers increased reliability and improved electrical characteristics. Optimized module packages have been developed to obtain maximum performance from new generation chips [7]. ELECTROTEHNICĂ, ELECTRONICĂ, AUTOMATICĂ, 60 (2012), nr. 2 The goal of module technology was always to integrate more and more power semiconductors. Multichip IGBT modules for high-power applications typically include up to 800 wedge bonds; about half of them are bonded onto the active area of semiconductor devices. They are exposed to almost the full temperature swing imposed both by the power dissipation in the silicon and by the ohmic self-heating of the wire itself. The maximum DC current capability of a bond wire is limited by melting due to ohmic self-heating. During switching operation the current density distribution across the section of a bond wire is strongly inhomogeneous due to the skin effect [3]. Failure of a wire bond occurs predominantly as a result of fatigue caused either by shear stresses generated between the bond pad and the wire, or by repeated flexure of the wire. Bond wire lift off has been observed to affect both IGBT and freewheeling diodes. No bond wire lift off occurs at the wire terminations bonded onto copper lines. This is mainly due to the fact that copper lines do not experience large temperature swings. The fracture mechanics at bonded interfaces and the modelling of the crack propagation within the welded joint with time is a quite complex issue. There is experimental evidence that the crack leading to the failure is initiated at the tail of the bond wire, and propagates within the wire material until the bond wire completely lifts o . Bond wire heel cracking rarely occurs in advanced IGBT multichip modules. There are different sources of stress, which can lead to brittle failures. One among these is the bending stress, which arises while mounting modules with a bowed base plate onto a flat heat sink. Both gross voids and extended fatigueinduced cracks can have detrimental effects on dissipating devices. In fact, they can significantly increase the peak junction temperature of an IGBT or of a diode and therefore accelerate the evolution of several failure mechanisms including bond wire lift off and solder fatigue. Burnout is often associated with a short circuit condition, where a large current flows through the device (or through a portion of it), while it is supporting the full line voltage [3]. The latch up is a failure mechanism inherent to IGBT devices. This phenomenon 31 is of special relevance, because most of the root causes mentioned above activates this mechanism, such that it plays an important role in determining the availability of a power system. By submitting a device to repeated current load cycles, a junction temperature swing ∆Tj is induced, creating a corresponding temperature cycle. The device is composed of several layers of different materials with differing CTEs. This causes power modules to experience shear stress within their composition, causing deformations and eventually leading to module failure, such as cracking of a solder layer [8]. Due to a closer match of CTEs between AlSiC (CTE = 7 ppm/K) and AlN (CTE = 4 ppm/K) no delamination is observed in the solder layer between ceramic substrate and AlSiC base plate even after 20,000 thermal cycles (T=80 °C), while clear solder failure is observed when the base plate is copper (CTE = 17 ppm/K). Concerning the performance improvement, the IGBT semiconductor performance at junction temperature is above 200 °C, the increasing Tj,op, from 125 °C to 175 °C, allows the combustion engine coolant to cool the power electronics w/o need of a separate cooling circuit and the improved reliability in joining technologies. At Tj,op = 175 °C, the solder fatigue and wire bond lift-off failures limit the power cycling/thermal shock lifetime. As showen in Figure 4, the material challenges are: a lower cost water cooled integrated heat sink and a high reliability MMC/ceramic combination with good thermal performance [9]. Figure 4. Improvement in power module design 32 ELECTROTEHNICĂ, ELECTRONICĂ, AUTOMATICĂ, 60 (2012), nr. 2 The aluminium alloys reinforced by high volume fractions of SiC particulates are candidate materials for base plates of high power electronic modules. Such AlSiC metal matrix composites exhibit low thermal expansion and high thermal conductivity. The Young modulus, the thermal conductivity and the elastic limit increase with increasing SiC volume fraction [10]. One question can be raised in case of the use of HEV (hybrid electric vehicles) in countries where during winter the temperature drops down –50 °C or less. In [11], it has been shown, that the low temperature improves the Trench-IGBT performances by reducing the power losses and the current tail influence – which have certainly a strong influence on the device reliability for hard-switching operations. Automotive-use IGBT modules If the environment and working conditions are much more severe, the required longterm reliability is significantly different, and the used materials will also differ (Figure 5). Figure 5. The IGBT module layers of materials [4] These modules are water-cooled and their required temperature cycle tolerance is an order of magnitude greater than that of industrial modules [12]. If the number of temperature cycles exceeds the industrial device capability, cracks will appear in the solder layer bonding together the power chips and the insulating substrate, increasing the thermal resistance. In a high temperature and high humidity environment, the migration tolerance of PCB is also an important issue. In the power module with the latest technologies inside, the elimination of the base plate, the pressure technology for the DCB to the heat sink and the sinter technology to connect the IGBT chip to the DCB are the measures which improve lifetime (Figure 6) [5]. Figure 6. The power module The sintered layer is 4.5 times thinner than a standard soldered layer and has 4 times the thermal conductivity, resulting in excellent thermal properties in the sintered connection. A homogeneous current distribution inside the IGBT module can be influenced by different length of bond wire and power terminal construction. Ripple current of the capacitor and current capability of the IGBT module must be matching with each other [5]. Depending on vehicle design, the inverter may be placed in the vehicle rear, transmission in (or near) the internal combustion engine under the hood position, so IGBT module must withstand severe temperature (–40°C to +150°C) and mechanical conditions (vibration, shock). The hybrid vehicles driven more complex conditions, such as the corresponding cities, the need to frequently switch on acceleration, deceleration, cruising the states, so the current through the IGBT, the voltage, with the repeated cycle of fluctuations in traffic conditions. IGBT modules required current, voltage, and reliable operation during an automobile design life of 15 years. The nominal DC supply voltage for electric vehicles (EVs) and hybrid electric vehicles (HEVs) traction drives is not yet standardised and can range from 75 V (for micro EVs) to 400 V (for class B family vehicles), depending on the battery type and configuration [13]. New challenges have to be addressed in the areas of miniaturization, integration in electric motors, low cost, high temperature, and standards for efficient power electronic components. Future targets should be advancements in the conversion efficiency, reliability improvements for high temperature cycling, compact and simple cooling solutions, and cost reductions. The future development of true ambient intelligence systems everywhere, with nanoelectronics penetrating all aspects of ELECTROTEHNICĂ, ELECTRONICĂ, AUTOMATICĂ, 60 (2012), nr. 2 everyday life, will create novel challenges for the system architectures and supporting technologies. From Figure 7, it is clear that the integration of Beyond CMOS technologies into future systems as SoC/SiP becomes urgent in order to take advantage of its high potential in both hybridized-with-CMOS and post-CMOS perspectives. Reliability aspects IGBT early failures are caused by microdefects or human errors. These defects are originated in IGBTs and free-wheeling diodes (FWDs), cracking in DCBs, touch of gate and emitter wiring and so on. Since complete removal of these inconveniences are very difficult, screening tests in out-going procedure are necessary to reject such early failures. Failure rate of random failures is relatively stable; their duration depends on operating conditions including environments of whole systems where IGBT modules are installed. a) Figure 7. The integration of Beyond CMOS technologies The More Moore (MM), More than Moore (MtM) and Beyond CMOS domains of research are used with miniaturization and diversification drivers for MM and MtM, respectively. The combination of SoC (system on chip) and SiP (system in package) is expected to result in highly valued systems. To reach and support the SoC/SiP trend, the Beyond CMOS technologies need to meet criteria of integrate-ability and system-ability. This can be achieved by paying more attention to integrate-ability and systemability of Beyond CMOS and by a more holistic and multi-disciplinary view linking academics and industry for achieving a critical mass and knowledge in the entire value chain [14]. The result: Increase power density without adversely effecting reliability. Better utilization of IGBT module area is an effective way of increasing power density. Removing the barrier of maximum Tj at 150 °C allows a significant increase in power density or simplified cooling. Increasing Tj from 150 °C to 200 °C would increase switching losses by approximately 10%. Blocking characteristics improved by introducing trench and field-stop-IGBTs, will result in lower leakage current increase, even at Tj = 200 °C [13]. 33 b) Figure 5. a) Random failure; cosmic ray failure site. b) Solder joint failure [16]. This means that failure rate of random failures is equivalent to the system-specific reliability [15]. In general, random failures are caused by excessive stresses over maximum rating, such as over-voltage, over-current, over-heat and so on. The unlikely failures during wearout part are difficult to control because they are caused by wear or fatigue of the products. Type selection of IGBT modules to match the lifetime design taking into account the wear-out duration is very important for the reliability of product, while the product lifetime depends on how much design margin remains in practical system. The case temperature Tc is increased and decreased in a relatively long-time cycle, so that the difference between the junction temperature Tj and Tc becomes small. When such temperature change occurs, the significant stress strain becomes predominant between the base and the insulated substrate DCB. Explanation of the failure mode of the ∆Tc power cycle: When Tc is increased and decreased, the largest stress strain is caused in the soldered joint between the insulated substrate DCB and the base due to the difference in CTE between them. Elimination of layers reduces the overall thermal resistance, i.e. ceramic substrates ELECTROTEHNICĂ, ELECTRONICĂ, AUTOMATICĂ, 60 (2012), nr. 2 34 mounted directly onto heat-sink. Summary for maintenance of reliability. For random failures: maintain or reduce the maximum junction temperature Tj. For wearout: maintain or reduce the ∆T. Acknowledgment The author wish to thank to all specialized colleagues for the reach and repeated informal discussions. References [1] Nistor I. et al., “Wide Bandgap Power Devices in Megawatt Applications,” Power Electronics Europe, Issue 4(2012), pp. 35-38. [2] Băjenescu T., Bâzu M., Component Reliability for Electronic Systems, Artech House, Boston and London, 2010. [3] Ciappa M., „Selected Failure Mechanisms of Modern Power Modules, Microelectronics Reliability, Vol. 42 (2002), No. 4, pp. 653-667. [4] Yizheng Zhou, „IGBT Power Cycling and Thermal Cycling Capability,” http://www.igbt.cn/ admin/productfile/IGBT%B5%C4%CE%C2%B6% C8%D6%DC%B4%CE%BC%B0%B9%A6%C2% CA%D6%DC%B4%CE%BD%E9%C9%DC_%BF %C9%BF%BF%D0%D4%BD%E9%C9%DC.pdf [5] Pluschke N., “State-of-the-art Power Module Design for Renewable Energy Application,” J. of Internat. Council on Electrical Engineering, Vol. 2(2012), No. 1, pp. 79-83. [6] Patil N. et al., „Failure Precursors for Insulated Gate Bipolar Transistors (IGBTs),” http://www.prognostics.umd.edu/calcepapers/08_ Nishad_failurePrecursorsIGBT_9ISPS.pdf [7] Motto E., Donlon J.F., “The Latest Advances in Industrial IGBT Module Technology,” http://www.pwrx.com/pwrx/app/O06_4.pdf [8] Stupar A. et al., „Advanced Setup for Thermal Cycling of Power Modules Following Definable Junction Temperature Profiles,” The 2010 Internat. Power Electronic Conference Proc., pp. 962-969. [9] Sonuparlak B., Sleasman, T., „IGBT Power Modules for HEV and EV,” (March 8, 2011), http://www.psma.com/sites/default/files/uploads/te ch-forums-packaging/presentations/2011-apec-sp213-igbt-power-modules-hybrid-electric-andelectric-vehicles_0.pdf [10]Lefranc G. et al., „AlSiC Improves Reliability of IGBT Power Modules,” http://www.iccmcentral.org/Proceedings/ICCM12proceedings/site/ papers/pap1335.pdf [11]Azzopardi S. et al., „Assessment of the Trench IGBT Reliability: Low Temperature Experimental Characterization,” Microelectronic Reliability, Vol.45(2005), pp.1700-1705. [12]Nishiura A. et al., “IGBT Modules for Electric Hybrid Vehicles,” Fuji Electric Review, Vol. 53, No. 3, pp. 65-68. [13]Reiner J. et al., „High Temperature Power Electronics IGBT for Electrical and Hybrid Vehicles,” Proc. of IMAPS High Temp. Electronics Network (HiTEN) 2009, pp. 000199-000203. [14]Băjenescu T-M, „Nanoelectronics and Reliability,” EEA, Vol. 59, Nr. 4 (2011), pp.9-14. [15]***, Reliability of Power Module, http://www.fujielectric.com/products/semiconductor /technical/application/pdf/REH984b/REH984b_11a .pdf [16]Chamund D.J. et al., „High Power Density IGBT Module for High Reliability Applications,” http://www.lboro.ac.uk/research/ iemrc/Events%20write%20up/Power%20Electronic s%2014.05.09/Dynex_Presentation_001.pdf Biography Titu I. BĂJENESCU was born in Câmpina (Romania) on April 2, 1933; he received his engineering training at the Polytechnic Institute Bucharest. He served for the first 5 years in the Army Research Institute, including tours on radio and telecommunications maintenance, and in the reliability, safety and maintainability office of the Ministry of Defence (main base ground facilities). Experience: R&D: design and manufacture of experimental equipment for army research institute and for air defence system. He joined Brown Boveri (today: Asea Brown Boveri) Baden (Switzerland) in 1969, as research and development engineer. Experience: R&D: design and manufacture of new industrial equipment for telecommunications. In 1974 he joined Hasler Limited (today: Ascom) Berne as Reliability Manager (recruitment by competitive examination). Experience: Set up QRA and R&M teams. Developed policies, procedures and training. Managed QRA and R&M programmes. As QRA Manager monitoring and reporting on production quality and in-service reliability. As Switzerland official, contributed to development of new ITU and IEC standards. In 1981 he joined “Messtechnik und Optoelektronik” (Neuchâtel, Switzerland, and Haar, West Germany), a subsidiary of MesserschmittBölkow-Blohm (MBB) Munich, as Quality and Reliability Manager (recruitment by competitive examination). Experience: Product Assurance Manager of “intelligent cables”. Managed applied research on reliability (electronic components, system analysis methods, test methods, etc.). Since 1985 he has worked as an independent consultant and international expert on engineering management, telecommunications, reliability, quality and safety. Mr. Băjenescu is the author of many technical books - published in English, French, German and Romanian. He is university professor and has written many papers and articles on modern telecommunications, and on quality and reliability engineering and management; he lectures as invited professor, visiting lecturer or speaker at European universities and other venues on these subjects. Since 1991 he won many Awards and Distinctions, presented by the Romanian Academy, Romanian Society for Quality, Romanian Engineers Association etc. for his contribution to reliability science and technology.