Ross River Dam spillway gate reliability and the impact
advertisement

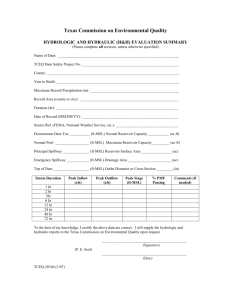
Ross River Dam Spillway Gate Reliability and the Impact on the Design ROSS RIVER DAM SPILLWAY GATE RELIABILITY AND THE IMPACT ON THE DESIGN Malcolm Barker 1, Barry Vivian2 and David S. Bowles3 ABSTRACT Ross River Dam is located approximately 15 km upstream of the Townsville and provides a dual role of water supply and flood mitigation. The dam comprises a 39.6m long concrete overflow spillway flanked by a central core rockfill embankment of 300 m in length with a 7,620 m long left bank earth fill embankment, which has inadequate internal filter zones for piping protection. Since completion, design rainfall predictions for the area have doubled, technical data has changed and so, too, have dam safety standards. Dam safety evaluations during 2000-2002 showed that the dam required upgrading in order to bring it up to international standards. As an interim measure, the spillway was cut down by 3.6m. Upgrade design works were then completed using risk-based design criteria to validate the design, and construction is in progress. The upgrade works comprise spillway anchoring, installation of three radial gates on the spillway, stilling basin modifications, embankment filter protection, and dam crest raising. This paper presents the options considered, the method of reliability analysis, and how the results influenced the spillway system design and overall risk evaluation for the upgrade design. 1 INTRODUCTION Ross River Dam, which is located approximately 15 km upstream of Townsville in Queensland, Australia, was constructed in the early 1970s for water supply and flood mitigation. The dam comprises the following: needed to be brought into line with current international standards. As the first step in the upgrade works, the spillway was lowered. This was completed at the end of 2003 by saw cutting the spillway down by 3.6m to the Stage 1A level of EL 34.656m AHD. – A 39.6 m long gravity concrete spillway, with concrete training walls; – Outlet works on the left side of the spillway with seven draw off levels; – Approximately 300 m of central core rockfill embankment up to 34 m high; – 7.7 km of earth embankment up to 11 m high. The spillway crest level was raised on two separate occasions from the Stage 1 construction level of EL 34.052m AHD to Stage 1A of EL 34.656 m AHD and the Stage 2A level of EL 38.206m AHD. Since the dam was completed, design rainfall predictions for the area have doubled, technical data has changed and so too have dam safety standards. A dam safety review, risk assessment, and upgrade option study completed between 2000 and 2003, therefore, showed that the dam Photo 1 Ross River Dam Cut Down Spillway and Upgrade Works in Progress The aim of subsequent stages of the Ross River Dam Upgrade Project was to ensure that the dam has a standard of safety that satisfies the requirements of the Owner, the relevant statutory authorities and the community. Furthermore the 1 Principal Engineer, Dams, GHD, Brisbane Principal Engineer, Mechanical & Electrical GHD, Brisbane 3 Professor and Director, Institute for Dam Safety Risk Assessment, Utah State University and Principal, RAC Engineers & Economists 2 ANCOLD 2006 Conference Page 1 Ross River Dam Spillway Gate Reliability and the Impact on the Design Owner required that all aspects of the upgrade project be cost-effective, rigorously undertaken and highly defensible. following spillway lowering design criteria were established for the spillway temporary lowering and for the decision on the timing of the commencement of operation of the spillway gates relative to completion of various stages of safety upgrade works on the embankment: – Any further lowering of the crest level below the 1 in 100 AEP level would lead to an unacceptably high decrease in downstream flood control benefits; Figure 1 Ross River Dam Artists Impression of Gated Spillway The standard of safety was evaluated using a riskbased design validation model with the application of the “As Low As Reasonably Practicable” (ALARP) principle (Bowles 2004) throughout the design phase to provide a level of risk substantially lower than the limit of tolerability for existing dams, as described in ANCOLD Guidelines for Risk Assessment, (ANCOLD 2003). This paper describes the spillway lowering, some of the background to the adopted option for the spillway gate system, the options considered, the method of reliability analysis, and how the results influenced the spillway system design and overall risk evaluation for the upgrade design. – It was desirable to have comparable flood discharge capacity for the existing lowered broad crested weir and the future gated weir. This would likely necessitate the use of an ogee section for the future installation of the gates; – A significant increase in the risk of dam failure due to the failure of the spillway gate system to operate on demand with the lowered spillway is unacceptable. Based on the above, the following crest reduction levels were considered for the flood routing analysis to determine the AEP of various outflow floods and the risk of piping and overtopping dam failure for each option: » Ogee and Broad Crested Weir lowering by 2.0 m, 2.8 m, 3.55 m, 3.66 m, and 4 m with and without gates. » Ogee and Broad Crested Weir lowering by 5 m and 6 m with gates. SPILLWAY LOWERING The Stage 2 spillway was capable of passing about 355m3/s at the historical flood level of 41.5 m AHD. Consultation with the relevant authorities established that, on an interim basis while design work proceeded on spillway and other safety upgrades, they were willing to accept a spillway capacity associated with a 1 in 100 Annual Exceedance Probability (AEP) discharge flood event for which the discharge is 653m3/s. The spillway and retaining wall stability for the lowered broad crested weir was found to be adequate. The rating curves were determined for each option, as shown on Figure 2. 48 47 46 45 44 43 Water Level (m AHD) 2 – The lowered crest level was to provide about an order of magnitude reduction in the likelihood of dam failure. 42 Existing Crest 41 2.0m 40 2.8m 39 While reducing the risk of dam failure, the temporary spillway lowering also reduced the full supply level and therefore the available water supply. The owner desired to restore the capacity to store water by installing and commencing to operate the spillway gates as soon as it was sufficiently safe to do so. Therefore, the ANCOLD 2006 Conference 2.8m Ogee 3.55m 38 3.66m 37 4.0m 36 35 34 0 500 1000 1500 2000 2500 3000 3500 4000 4500 5000 3 Discharge (m /s) Figure 2 Spillway Ratings for Lowered Crest Page 2 5500 Ross River Dam Spillway Gate Reliability and the Impact on the Design The overall dam safety risk model was then used to estimate the annual probability of dam failure for piping and overtopping, which showed that: (a) the total probability of failure was reduced by nearly an order of magnitude for the broad crested weir lowering of 3.55 m; and (b) remedial works to the embankment would be required prior to installation of the gates. The construction was completed for lowering of the spillway by 3.55 m to 34.656 m AHD in December 2003. 3 3.3 The final gate selection was completed with consideration of three or four gates for each of the short-listed gate types and focused primarily on the following factors: » Reliability (and failure rate) of operation estimated using a fault tree analysis (see Section 5); » Worldwide experience in use; » Upstream and downstream effects of gate operation; » Discharge capability; » Overall cost. SPILLWAY GATE OPTIONS The spillway gate options study was carried out in a number of stages as follows. 3.1 Gate Facility Inspections Various gate facilities were inspected by the owner and design team to evaluate gate types and operational requirements. 3.2 Preliminary Evaluation of Viable Gate Options A short-list of viable gate solutions to reinstate the FSL to RL 38.2 m AHD was developed including the following: » Radial gate; » Vertical lift gate; » Hinged crest gate (steel gate with three different locations for hydraulic cylinders); » Hinged crest gate (proprietary Obermeyer type operated by inflatable rubber bladder); » Automatic flow gate (proprietary gate manufactured by Flow Gates Projects); » Hydroplus fuse gate. A matrix covering 24 parameters covering flood control, design, operation, maintenance, environmental, financial, safety and life expectancy was used in assessing the appropriateness of each gate type after which the following gate types were short-listed for further analysis. » Radial gate » Hinged crest gate (steel gate) with overhead cylinders » Obermeyer gate ANCOLD 2006 Conference Final Gate Selection A review of these factors indicated that: – All three gate types possess good operational reliability; – There was little difference in the upstream and downstream affects of their operation; – Operational experience favours radial gates over the two other gate types; – Radial and Obermeyer gates have higher discharge capacities than the hinged crest gates; – The estimated overall cost for Obermeyer gates was less than those estimated for the radial and hinged crest gates. Based on these outcomes it was not possible to make a clear choice amongst the three short-listed gate options. Therefore, a workshop was held at which the gate designers, spillway civil designer, fault tree and risk analysts and the Expert Review Panel member with expertise in spillway gate design evaluated the options. The reliability analyses indicated that the radial gates provided the most reliable system and the final decision was made to adopt the option of radial gates due to their reliability and three gates rather than four due to reduced cost. 4 SPILLWAY SYSTEM DESCRIPTION The final spillway system was as follows. Page 3 Ross River Dam Spillway Gate Reliability and the Impact on the Design 4.1 Gate Features The three painted structural steel radial gates, each 12.192m wide with 1.524m wide piers. The trunnion anchorages will be post-tensioned using cables and the trunnions will have stainless steel pins with self lubricating bearings. The exposed surfaces of embedded parts, against which the gate will seal and guide rollers will make contact, will be of stainless steel. Due to difficulty of replacement, both the bottom and side seals will be mounted on the gate structure. 4.3 For designing the new intermediate piers, it was assumed that one gate on one side of the pier is fully open while the gate on the other side is fully closed. Cross-valley and upstream-downstream seismic loads were also considered. A bridge deck will be necessary for installation and maintenance of the gates. The 8 m wide deck will extend upstream to allow for a mobile crane to be located on the bridge during gate installation and for subsequent maintenance. 4.4 4.2 Operating Equipment Features Civil Works Features Maintenance Requirements The gates will be hydraulically operated, with two hydraulic cylinders per gate. The two cylinders will be hydraulically synchronized by being connected to common hydraulic fluid supply and return lines. There will, however, be no interconnection between the individual gate systems. The gates and their hydraulic operators will be generally maintenance free (no lubrication will be needed because of the use of self-lubricating bearings), except for the periodic replacement of filters in the hydraulic system and replacement (or cleaning) of the hydraulic fluid. The frequency of this replacement will depend on the frequency of gate operation. Each gate will have its own hydraulic power unit (HPU). Each HPU will include two pumps, including one standby powered by a diesel engine. In the event of all power systems failing, a trailermounted hydraulic unit can be used for operation of each gate. The filters will be equipped with indicators to signify the need for replacement. The hydraulic fluid will need to be checked once every six months and may need cleaning every three to five years. The level of the hydraulic fluid will need to be checked once a week. Thy hydraulic system for each gate will include directional control valves, flow control valves, relief valves, filters, pressure gauges, pressure transmitters, and a counterbalance valve for controlled operation of the gate. Dual solenoid valves will be provided for gate closure. A separate line with a manual shut-off valve and a flow control valve will be provided to enable manual lowering of the gate in case of loss of power. A detailed annual inspection of the gates and hydraulic equipment will be required. It is expected that there may be a need for repair or replacement of the gate seals and gate painting every 15 years. All hydraulic piping on the HPUs and between the HPUs and the cylinders will be made of stainless steel and all flexible hoses will be braided with stainless steel wire. The AC power system will be connected to the local grid. Two standby generators, each rated to meet the entire demand of the gate system, will be provided. The DC power for the control system will be provided with dual DC chargers and batteries rated for three-days of operation. ANCOLD 2006 Conference 4.5 Control Philosophy The gates will be remotely monitored and controlled from a central control room that is to be manned continuously. The four-tier control philosophy is as follows: » Tier 1: Normal operation is automatic control operating in the background » Tier 2: Manual override through the automatic system: – through remote links from the 24-hour manned control room or local operator dial up. This overrides the automatic system but relies on the Programmable Logic Control (PLC) network for communications Page 4 Ross River Dam Spillway Gate Reliability and the Impact on the Design – through local Human Machine Interface (HMI). This overrides the automatic system and remote manual control. This overrides the automatic system but relies on the PLC network for communications » Tier 3: Manual operation through push buttons at gate control panels adjacent to the HPU. This overrides the automatic system, remote and local manual control through the HMI » Tier 4: A trailer-mounted hydraulic system, which can be connected to each gate. 4.6 System Architecture The control system architecture, shown in Figure 3, is based on a distributed intelligence design, with each gate being provided with a process controller and associated inputs and outputs (IO) to the respective gate control facilities. The main features of the control system are as follows: – The operators will be able to dial into the gates at any time over the telephone lines; – All inputs and outputs are duplicated; – All processors are duplicated; – All communication modules are duplicated; – Each gate has a dedicated manual control panel. This overrides the automatic system and provides remote manual control through a dedicated PLC, which contains all the intelligence required to operate the gate independently of any other inputs; – All PLCs can communicate over a dual ethernet link with each other and with the water level sensors. The water level sensors are field devices and communicate with each of the PLCs directly; – If the communication links are operating, the individual gates will be able to compensate immediately for the outage of another gate automatically. Communications for remote data Remote Dial In Access Internet Access (Satellite) Possible HMI 1 Mobile PC with radio link HMI 2 Services Duplicate Optical Ethernet Gate 1 Gate Controllers, with duplicate controller; IO modules and communications Gate 2 Lake Level Instruments ‘Remote IO” with redundant communications Gate 3 Gate Controllers, with duplicate controller; IO modules and communications Figure 3 Control System Architecture (Ross River Dam Upgrade Stages 2 to 5 Spillway Gate Options) 4.7 Power Supply The proposed power system arrangement for the following equipment related to the gate control is shown in Figure 4: – The gate HPU main pump (the backup pump is diesel powered). – The DC systems (main and backup) for the control, communications and monitoring systems. – General lighting and power. ANCOLD 2006 Conference Page 5 Ross River Dam Spillway Gate Reliability and the Impact on the Design The DC systems will be provided with batteries to allow extended operation in the event of a power failure. generators (main and standby) will be provided for powering the facility. Each generator will be sized to power the entire gate structure. As the external AC system may be inoperative during an extreme flood event two diesel Main Switchboard Mains G1 G2 Change Over (C/O) Panel D D D H Panel #1 H Panel #2 H Panel #3 E E E C/O Panel C/O Panel C/O Panel Supply B Supply A Figure 4 Power Supply Arrangement 4.8 Operational Alarms The following control system alarms will be provided: – Lake level – Instrument failure detection – Equipment failure detection – Communications failure detection – I/O wiring failure detection – Abnormal gate operation detection These alarms will be displayed on the local terminals and the remote monitoring facilities. If required, a telepaging system will be used to alert the Owner that a problem exists. 5 FAULT TREE ANALYSIS (FTA) The Fault Tree Analysis of system reliability for mechanical and electrical systems is widely applied in the nuclear and aerospace industry and has been used on a number of spillway gate installations in Australia and elsewhere. ANCOLD 2006 Conference Fault trees were developed for the various spillway gate operating scenarios and analysed using the ‘Fault Tree +’module of the Reliability Workbench software supplied by Isograph. 5.1 Analysis Tools and Data 5.1 (a) Data The basic input event probabilities were derived from diverse sources, principally based on interpretation of the USEPA technical report EPA600/2-82-044, and US Nuclear Regulatory Commission Fault Tree Handbook NUREG-0492 (Fault Tree Handbook). Electrical and electronic component reliability data was sourced from typical supplier’s data for the generic type of equipment proposed. The basic event frequency was pre-processed before use in the Fault Tree. Generally, the data available is quoted for a continuously operating component and modifications were made for the data to be pertinent to operation in the spillway gate system. Adjustments were made for the following: Page 6 Ross River Dam Spillway Gate Reliability and the Impact on the Design – dormancy (where appropriate); – testing frequency; – mission time (flood duration); – recovery from a failure with a repair cycle. The repair cycle included the probability of correct diagnosis, the availability of spares, and the estimated time required for the repair compared to the expected mission time. The following probabilities were calculated for basic events as appropriate to the components included in the fault tree. – Dormant failure of a component – Failure of a continuous running component – Running failure of a dormant component, given a successful start – Repair As an example, the dormant failure of a component was calculated using the following formula. P1 = DF TI RT TD + + 1000 730 8760 24 * TI in which: DF = Dormant failure rate (failures per 1,000 years) TI = Test interval (days) RT = Restoration time (hours) TD = Test duration (hours) 5.1 (b) Power Supply Reliability The outage history of the 11 kV feeder to the dam was provided by the local power authority, Ergon, and showed an average of 4 unplanned outages per year, which was considerably better than the State averages. Of particular note was the “mean time to repair”(MTTR), which was exceptionally low at 1.2 hours. The outage rate was used in a Chi-squared analysis with a 5% uncertainty limit, and together with the MTTR and a 24-hour mission time, yielded a repair unavailability of 0.000445 per demand. This value is much lower than is customarily used for grid failure. Statewide averages using the same methodology yield Repaired Unavailability of 0.080 per demand because MTTR is considerably higher. Even this figure was considered too optimistic for use during a storm event. A dismal performance would be a failure every 3 days with a 2 day ANCOLD 2006 Conference MTTR, which represents an estimate of Repaired unavailability of 0.445 per demand. Sensitivity to grid unavailability was, therefore, tested for the design case redundancy by analysing cases for grid unavailability of 0.080 and 0.445 per demand. 5.1 (c) Human Error Probability (HEP) The HEP was adapted from the US Nuclear Regulatory Commission Fault Tree Handbook NUREG-0492 taking into account the expected staffing numbers and levels of competence together with the complexity of the tasks. The analysis of HEP was based on the following assumptions: – Two people are required to operate the spillway gate system, primarily for occupational safety reasons. – The ‘reserve’operator will check the actions of the ‘principal’operator, and that this regime will reduce the frequency of errors. – Staffing of one fully trained operator, one assistant operator familiar with the spillway gate system but not necessarily fully trained, and four back-up personnel who can assist either the operator or the assistant operator in an emergency. – The operation of the spillway gate system for an extended period will be on the basis of two shifts. Operators who could not attend the first shift will be available for call on the second shift. – The dam operating rules are clear and unambiguous with no calculations required, and no decision-making required. – There is adequate time to carry out the required operations. – The operators act in a non-hostile environment. – There is a SCADA-based callout system to notify the operators of faults and of an unexpected rise in water levels. – A suitable and reliable four-wheel drive vehicle is available to transport the operators to the dam, with a 5% chance that the roads are impassable for the first shift and a 30% chance for the second shift, which starts 12 hours later than the first shift. The operators are assumed to live within 15 minutes drive from the dam. Page 7 Ross River Dam Spillway Gate Reliability and the Impact on the Design – The likelihood of any one operator getting to the dam took into account the operator being sick, on leave, out of town, or being under pressure from family to alter priorities away from operating the spillway gate system in an emergency. – There is a clear unequivocal mandate to operate the spillway gate system in accordance with the operating rules, without referral to superiors, and there is no approval sequence required or imposed. Based on the above, the HEP was calculated using the operator combinations shown in Table 1. The overall HEP of 0.139 per demand is quite high and was made up of a common HEP component of 0.078 per demand attributable to not getting to the dam, and an operator average HEP of 0.066 per demand, which reflects the combination of operator and assistant skills. The two HEPs were treated separately in the fault tree, with the common component as a common cause failure, and the operation HEP as independent events for each operator input. Faulty operation due to maintenance defects, (e.g. switches left in the wrong position) was estimated as a HEP of 0.01 per demand reflecting high levels of skill attributable to maintenance operations and the expectation that the equipment will be test run to reveal defects after maintenance. The sensitivity of the overall gate reliability to HEP was explored as discussed in the following subsection. Operators Sensitivity Analyses 5.2 (a) Sensitivity to Grid Reliability A summary of the FTA results using the overall HEP of 0.139 per demand and the two grid unavailabilities is shown on Table 2. Description Basic Mechanical & Electrical (M&E) 1 gate fails 2 gates fail 3 gates fail All gates OK Grid 0.080 (per demand) 0.0037 Grid 0.445 (per demand) 0.0056 0.0104 0.0007 0.0006 0.9883 0.0128 0.0025 0.0024 0.9768 Table 2 Estimated Spillway Gate Failure Rate Sensitivity to Grid Failure (per demand) In all cases, the most important event was Operator Common HEP and the most important Cut Set included, Operator Common HEP, Grid, and Operator Auto-Manual Switch. A cut set is a set of basic events whose occurrence causes the top event to occur. A minimal cut set is a cut set that would not remain a cut set if any of its basic events were removed. It is of interest to note that the second most important cut set changed with the gate fail cases as shown below: – 1 gate fails: Valve 4, Operator average HEP, and Mobile Hydraulic Pack. First Shift Second Shift 1 0 – 2 gates fail: Main switchboard, Operator Common HEP, and Software. 0 1 – 3 gates fail: Main switchboard, Standby Diesel mechanical, Grid, Operator Common HEP, and Software. 2 2 5.2 (b) Sensitivity to No Operator Number of principal operators, fully trained, fully familiar, and responsible for routine exercises. Number of reserve operators, not as fully trained, but familiar with the spillway gate system Number of back-up personnel, not routinely involved in spillway gate system operations. Overall HEP (per demand) Operator common HEP (per demand) Operator average HEP (per demand) 0.139 0.078 0.066 Table 1 Estimated Spillway Gate Unavailability HEP (per demand) ANCOLD 2006 Conference 5.2 To test the contribution of the operators to the overall spillway gate system reliability, a limiting case of no operator present at the dam (i.e. no manual control of any of the aspects of spillway gate system operation) was considered with the results shown on Table 3. Page 8 Ross River Dam Spillway Gate Reliability and the Impact on the Design Description HEP 0.139 per demand (Base) No Operator Basic M+E 1 gate fails 0.0043 0.0104 0.0163 0.0464 Table 3 Estimated Spillway Gate Unavailability Sensitivity to No Operator (per demand) The no operator case resulted in a four-fold reduction in gate availability and confirmed the essential role of the operators. 5.2 (c) Sensitivity to Staffing Numbers and Skill Level The sensitivity to the number and skill levels of the available operating staff was tested as shown on Table 4, with the Fussell-Vesely4 event importance. As expected, the results confirmed that a larger number of operators at the site improved the reliability as did the skill level of the operators. The recommendation was made to the Dam Owner to provide the staffing in accordance with the Case 3 with one Principal Operator, one Reserve Operator and four Back-up Operators. 5.2 (d) Sensitivity of PLC to Component Redundancy Several sensitivity trial runs were undertaken for less redundancy in the PLC system, as shown on Table 5. 5.2 (e) Sensitivity of Reduced Redundancy for Standby Diesel, Diesel Hydraulic and Mobile Hydraulic The redundancy of each of the standby diesel generators, the diesel hydraulic pump in the hydraulic power packs, and the trailer mounted mobile hydraulic pack were evaluated as shown on Table 6. Comparison with the base case showed a small but useful improvement for the stand-by diesel generator, a small improvement for the diesel hydraulic units, and a very significant three-fold improvement for the mobile hydraulic unit. This result showed that the mobile unit was very beneficial, but that the diesel hydraulic units were less important to the spillway gate reliability. 5.3 Fault Tree Analysis Conclusions The Fault Tree Analysis was valuable in supporting decisions on recommended staffing, choice of power back-up and selecting levels of redundancy for the spillway gate system. The system proposed was generally in accordance with good modern practice for radial gates, although it is rare that reliability analysis is conducted in support of the design of such gate systems. To place the spillway gate reliability in the context of its role in contributing to the risk of dam failure, the reliability estimates were used in an overall dam safety risk assessment, which is summarised in Section 6. The principal objective was to have a system reliability with a Safety Integrity Level (SIL) of at least SIL 2, which approximates to a failure rate of less than 10-2 per demand. As can be seen from Table 5, the trials that appear to achieve SIL 2 are those with essentially full duplication of PLC subcomponents, except the CPU. This result shows that the PLC system should be fully redundant. 4 This measure of event importance is the ratio of the probability of the union of all minimal cut sets containing the basic event A, divided by the probability of the union of all minimal cut sets. In practice, the sum of the probabilities of all minimal cut sets containing the basic event being considered, and the denominator is the probability of the top event. ANCOLD 2006 Conference Page 9 Ross River Dam Spillway Gate Reliability and the Impact on the Design Staffing Case 1 Day Night Principal Operator Reserve Operator Back-up Operator 1 0 1 Overall HEP Operator Common HEP Component Operator average HEP Component One of three gates fail Event Importance Case 2 Day Night 0 1 1 1 0 2 0 1 1 Case 3 (Base) Day Night 1 0 2 Case 4 Day Night 0 1 2 1 0 2 1 0 2 0.216 0.182 0.147 0.119 0.139 0.078 0.120 0.078 0.041 0.031 0.066 0.045 0.0170 Operator 0.772 Common HEP Grid 0.112 Operator 0.081 HEP 0.0120 Operator 0.709 Common HEP Grid 0.102 Operator 0.085 HEP 0.0096 Operator 0.582 Common HEP Grid 0.088 Engine Mech. Engine Mech. 0.0104 Operator 0.539 Common HEP Grid 0.087 Operator 0.221 HEP Valve 4 0.032 0.035 0.032 Operator HEP 0.158 Valve 4 0.029 Table 4 Estimated Spillway Gate Unavailability Sensitivity Analysis for Operator Staffing and Skills (per demand) PLC Sensitivity Duplicate (indicated by shading) Power Supply CPU Digital Input Digital Output Analogue Input Analogue Output Potentially SIL 2 Potentially SIL 2 Commu nications Hardware Failure Rate (per demand) Failures Per 1,000 demands 0.0028 3 0.0127 13 0.0301 30 0.0445 45 0.0612 61 0.0706 71 0.0755 76 0.1140 114 0.0442 44 0.0080 8 0.0127 13 0.0127 13 0.0303 30 0.0203 20 0.0128 13 Table 5 Estimated Spillway Gate Unavailability Sensitivity Analysis of PLC to Component Redundancy (per demand) ANCOLD 2006 Conference Page 10 Ross River Dam Spillway Gate Reliability and the Impact on the Design HEP 0.180 per demand and Grid 0.445 per demand Standby Diesel Generator Diesel Hydraulic Units Mobile Hydraulic Unit 1 Gate Unavailability (per demand) 1 of 3 Gates Unavailability (per demand) Most Important Event Event Importance Yes Yes Yes 0.0062 0.0138 Operator Common HEP 0.51 2 No Yes 0.0045 0.0128 Operator Average HEP 0.41 Yes No Yes 0.0079 0.0162 Operator Common HEP 0.43 2 Yes No 0.0131 0.0378 Operator Common HEP 0.06 Yes Yes No 0.0165 0.040 Grid 0.12 2 No No 0.0174 0.0499 Valve 4 0.04 Yes No No 0.0280 0.060 Grid 0.16 No Yes Yes 0.0462 0.0673 Grid 0.83 Table 6 Estimated Spillway Gate Failure Rate Sensitivity Analysis for Reduced Redundancy of Standby Diesel, Diesel Hydraulic and Mobile Hydraulic (per demand) 6 6.1 DESIGN VALIDATION AND GATE RELIABILITY CONTRIBUTION TO OVERALL DAM FAILURE RISK Section Selection The data mining required for all aspects of the input for estimation of the system response probability curves was extensive and the subsequent development of the failure mode characterisations and the representative embankment cross sections for use in the risk model was carried out during a two-week “lockdown” workshop which involved the design manager, risk analyst, geologist, embankment designer and hydrogeologist. ANCOLD 2006 Conference Probability Estimates System Response Curves Common Cause Adjustment Model Development The development and application of the risk model was ongoing as information was obtained from data mining, geotechnical investigations, and embankment and spillway design analyses. The basic process for the risk integration used in the model is shown on Figure 5. Data Analysis Gate Failure Analysis Failure Adjustments Flood Frequency Data Combined Gate and Embankment Failure Frequency Consequence Data Risk Figure 5 Ross River Dam Design Validation Model Risk Integration The resulting design validation model included 38 failure mode combinations and their length effects for the following dam sections with representative cross section chainages shown in parentheses: Page 11 Ross River Dam Spillway Gate Reliability and the Impact on the Design • • • • • 6.2 Spillway Central Core Rockfill Embankment Chg 200 –580 m (Chg 300 m and 500 m) Transition Chg 580–689 m (Chg 625 m) Embankment Chg 689 – 781m (Chg 700 m) Embankment Chg 781 m – 2,927 m (Chg 800 m and Chg 2,550 m) Embankment Chg 2,927 m – 6,343 m (Chg 4,300 m, 4,600 m, 4,900 m and 5,800 m) Embankment Chg 6,343 m – 8,200 m (Chg. 7,000 m) System Response Curves and Common Cause Adjustment A system response probability (SRP) curve was developed for each failure mode to represent the estimated conditional failure probability as a function of an independent variable; e.g. piping failure likelihood versus the flood and normal hazard water level. The SRPs for different failure modes associated with the flood and normal loading are common cause failure modes, which are not mutually exclusive and therefore were adjusted using the unimodal bounds theorem (Ang and Tang 1984). The calculated upper bound was then used to adjust the branch failure probabilities for each failure mode using the methodology of Bowles et al (2001) and Hill et al (2004). 6.3 Flood Hydrology The hydrological analyses for the study were carried out using a joint probability approach for the following scenarios: • • • Existing condition with lowered spillway crest Spillway with piers and ogee but no gates Spillway with 0, 1, 2 and 3 gates operational The resulting flood frequency relationships are shown on Figure 6. ANCOLD 2006 Conference 52.0 3 Gates Operating 50.0 3 Gates Operating 2 Gates Operating 48.0 1 Gate Operating No Gates Operating Ogee No Gates 46.0 WL [m AHD] • • Existing Broadcrested Weir 44.0 42.0 40.0 38.0 36.0 34.0 1 10 100 1,000 10,000 100,000 1,000,000 10,000,000 100,000,000 AEP (1 in Y) [years] Figure 6 Flood Frequency Relationships 6.4 Combined Gate and Flood Failure Frequency Analysis The hydrological hazard frequency curves was divided into 50 loading intervals and the system response probability curves for each failure mode were interpolated to derive estimates of the failure likelihoods at each interval for each spillway gate failure scenario. The use of the unimodal bounds theorem and the failure mode adjustments referred to above allowed direct combination of the gate failure probabilities with the conditional failure probabilities in each loading interval. The combined gate and flood failure probabilities in each loading or peak reservoir level interval for each failure mode were then used to develop the F-N (i.e. Frequency of life loss vs. estimated Number of lives lost) Societal Risk curve for evaluation against the ANCOLD societal risk guideline. 6.5 Risk Analysis The following data was derived for each risk analysis run to evaluate (a) the upgrade requirements prior to commencement of operation of the spillway gates and (b) the requirements for the upgrade works to satisfy the Dam Safety Regulator based on the ANCOLD limit guidelines and the Client’s requirements: • • • • • • • • Piping through the Embankment Piping through the Foundation Overtopping Spillway Failure Societal Risk Total Individual Risk Financial Risk Cost F-N Curve Page 12 Ross River Dam Spillway Gate Reliability and the Impact on the Design 6.6 Results Figure 7 shows some results from the design validation model for the various stages of the upgrade works together with the full upgrade for dam crest levels ranging from 47.2 m to 48.5 m AHD. These results were used to evaluate the dam crest level options against the design criteria and the ANCOLD tolerable risk guidelines. 1.0E-02 Piping Embankmen t Annual probability of Failure - All Modes 1 Piping Foundation 2 1.0E-03 3 Overtopping 1.0E-04 4 Spillway 1.0E-05 1.0E-06 1.0E-07 Spillway 38.2m Lowered Spillway Broadcrest Weir 34.66m Full Upgrade Dam Crest Level 47.2m Full Upgrade Dam Crest Level 47.5m Full Upgrade Dam Crest Level 48.0m Full Upgrade Dam Full Upgrade Dam Crest Level 48.0m & Crest Level 48.5m Trench 3m deep Chg 6000m to 8400m Figure 7 Estimated Total Probability of Dam Failure for various Upgrade Options and Dam Crest Levels The ALARP evaluation indicated a “strong justification”for raising the embankment only to RL 48.0 m AHD during the present stage of the works, with deferment of the final construction stage to the PMF level of RL 48.5m AHD. The percentage contributions of the spillway gate system reliability states to the probability of dam failure were estimated to be as follows: – All Gates Operational 94.6% – 1 gate fails to operate 2.3% – 2 gate fails to operate 0.9% – 3 gate fails to operate 2.2% Thus spillway gate failure to operate on demand was estimated to contribute a total of 5.4% of the total probability of dam failure. 7 during flood events. The Fault Tree provided useful information regarding redundancies and system design requirements. As a result of the iterative reliability analysis, the overall dam safety risk assessment procedure which was followed during the design of the gate system and the other dam safety upgrades an overall gate system failure rate in the order of 1x10-2 per demand for a single gate failure was found to be an appropriate goal to meet the desired risk profile and to be reasonably consistent with current good practice for similar new spillway gate systems. This was effectively achieved and is reflected in the relatively small contribution of the spillway gate failure to the overall risk of dam failure. It should be noted that at a different project with different reservoir operating rules the relationship between spillway gate failure rate and overall dam failure probability might be very different as demonstrated by Lewin et al (2003). Design Validation resulted in a cost-effective, rigorous and defensible design, which satisfied all of the upgrade objectives and lowered the existing risk to meet current ANCOLD tolerable risk guidelines for existing dams. 8 REFERENCES ANCOLD. 2003. Guidelines on Risk Assessment. Australian National Committee on Large Dams, Brisbane, Queensland, Australia. Bowles, D.S., L.R. Anderson, and S.S. Chauhan. 2001. Approaches to the Common Cause Adjustment in Event Trees Used in Dam Safety Risk Analysis. An IDSRM-USU Working Paper, May. Bowles, D.S., 2004. ALARP Evaluation: Using Cost Effectiveness and Disproportionality to Justify Risk Reduction. ANCOLD Bulletin 127:89-106. August. CONCLUSIONS The spillway gate reliability analysis was found to be a useful tool for development of understanding and evaluation of various design options for the spillway gate system for the Ross River dam safety upgrade project and to demonstrate that the desired risk profile should be met by the final design. The analyses were used to justify the required operator attendance ANCOLD 2006 Conference Fell R, C F Wan and M Foster, 2004, Methods for estimating the probability of failure of embankment dams by internal erosion and piping – Piping through the embankment, UNICIV Report No. R-428 May 2004, the University of New South Wales, Sydney, ISBN 85841 395 7. Page 13 Ross River Dam Spillway Gate Reliability and the Impact on the Design Fell R and C F Wan, 2005, Methods for estimating the probability of failure of embankment dams by internal erosion and piping in the foundation and from embankment to foundation, UNICIV Report No. R-436, January 2005, the University of New South Wales, Sydney, ISBN 85841 403 1. Graham, 1999, USBR, Dam Safety Office Publication DSO-99-06 “A Procedure for Estimating Loss of Life caused by Dam failure”September 1999 Hill, P.I., D.S. Bowles, P. Jordan, and R.J. Nathan, 2004. Estimating Overall Risk of Dam Failure: Practical Considerations in Combining Failure Probabilities. ANCOLD Bulletin 127:63-72. August. Lewin, J., G. Ballard and D.S. Bowles. 2003. Spillway Gate Reliability in the Context of Overall Dam Failure Risk. Presented at the 2003 USSD Annual Lecture, Charleston, South Carolina. http://www.engineering.usu.edu/ uwrl/www/faculty/bowles.html. 9 ACKNOWLEDGEMENTS The authors acknowledge all of the parties involved in the design of Ross River Dam Upgrade including NQWater, and the Expert Review Panel. The design was undertaken as an integrated team involving GHD and MWH personnel and other specialists including SKM. The authors also wish to thank the US Society of Dams for permission to adapt this paper, which has in part been presented at the 2006 USSD Annual Conference. ANCOLD 2006 Conference Page 14