Selecting and Verifying Integral Packaging Systems for Injectable
advertisement

Selecting and Verifying Integral Packaging Systems
for Injectable Drug Products
West Pharmaceutical Services, Inc., Kristine Davidson, Technical Account Specialist, Jessica Mangus, Project Specialist
Introduction:
Containers for pharmaceutical products must be appropriate for their
intended use. One of the most important aspects in choosing a container
closure system for parenteral drug products is to ensure an ideal fit between
all components to maintain product sterility. During drug product package
development, a variety of studies can be performed to support final assembly
operations and regulatory filing requirements.
Each component material, with its critical dimensional tolerances and
physical characteristics, directly affects the intended integrity of the final
packaged product. Assurance of package integrity originates from the use of
appropriate materials, matching dimensional fit, consistent control of processes
and accurate closing parameters used to assemble the final package.
There are a combination of variables to be considered when evaluating
components, for example, stopper formulations and configurations, glass
vial blowback feature and stopper processing (washing and sterilization).
The seal quality evaluation was completed based on initial dimensional
exercises along with container closure integrity testing for the i) presence of
a leak, ii) package leak rate and iii) seal integrity vs time. Data is presented to
show evidence of the system fit, acceptable capping pressure, potential for
microbial ingress and ability to maintain packaging headspace over time.
Objective:
To evaluate the fit of different components using a systematic approach
ranging from initial qualitative visual and paper-based assessments to
quantitative testing. Drawing on the recent proposed revisions to United
States Pharmacopeia Chapter <1207> Sterile Product Packaging - Integrity
Evaluation1, this study looked at different methodologies that could be used
during package development to determine suitability of a container for its
potential drug product. The results from these types of initial evaluations will
give insight to help drive further testing throughout the phases of component
selection (e.g. manufacturing and drug product stability).
Samples and Testing
The stopper and vial configurations selected for this study are based on
currently accepted recommendation practices for the market today.
Study #1: Interference Fit
Interference fit is the evaluation of the stopper plug diameter with the
inner neck diameter of the glass vial. This assessment provides an initial
understanding of the amount of rubber in contact with the vial. Too much
interference between the stopper and vial could indicate risk of stopper pop
out, while not enough could lead to a leak in the package.
For example, if the nominal plug diameter of a 20 mm serum stopper is
12.954 mm and the inner neck diameter of the vial is 12.6 mm, the interference
with the vial can be calculated, as shown in Table 1.
Study #2: Stack Up Assessment
A stack up assessment evaluates the appropriate aluminum seal skirt length
needed for an acceptable crimp to a vial.
= {(mean skirt length-aluminum thickness)-(vial crown height
+(flange thickness X percent compression))}
Stopper G has a flange thickness of 3.30 mm. The aluminum seal thickness
is 0.2032 mm. The vial crown height is 3.6 mm. For this case, the percent
compression assumed is 20%.
(7.5 mm-0.2032 mm)-(3.6 mm+(3.30 mm X 0.80))= 1.1
Results: In general, an excess seal skirt length of approximately 0.76 mm
or greater is required for an acceptable crimp on a vial. Less than 0.76 mm
could lead to inadequate material to provide a sufficient crimp leading to
potential loss of product sterility. For this study, all stoppers had the same
durometer (hardness of material) and the appropriate aluminum seal was used;
if a softer rubber was used, a shorter skirt length may have been required. The
calculation for this assessment does not take into account the durometer of
the stopper. The next study evaluates the visual fit of the different blowback
features on both the stopper and vial, since the measurements cannot
indicate potential for the seal to be comprised.
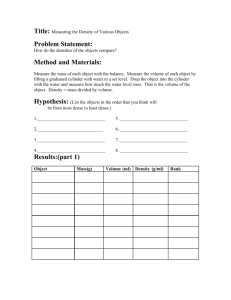
Study #3: Visual Assessment
The fit of the stopper and vial configurations were evaluated visually; the
main point of focus was around how the plug of the stopper interacted with
the blowback feature of the vial. The methodology used for this section was
adapted from a PDA Journal of Pharmaceutical Science and Technology
article, “Visualization Techniques for Assessing Design Factors That Affect
Interaction Between Pharmaceutical Vials and Stoppers.”2
Results: The interaction of the blowback features on the vial and stopper
create gaps between the glass surface of the vial and the stopper plug.
The impact, if any, of the presence of these gaps need to be further analyzed
through quantitative test methods. Based on the visual and dimensional
assessment, the 12 different combinations of stoppers and vials in Table 2
were used to perform the quantitative container closure integrity testing.
Each combination was selected as a bracket representing the range of fit
visually and dimensionally. The range in the brackets represent combinations
with minimal amount of gaps and spacing between vials and stoppers as
well as those that demonstrated the least amount of contact based on
sealing surfaces in Picture 1.
Picture 1: Primary and Secondary Sealing
Table 1: Interference Fit Examples
Picture 2: Serum Stopper
Stopper
Plug
Diameter
Vial Inner
Neck
Diameter
1%
2%
3%
5%
Actual
%
Combination D
13 mm Lyo and No
Blowback
7.60 mm
7.00 mm
7.52 mm
7.45 mm
7.37 mm
7.22 mm
8%
Combination E
13 mm Lyo and EU
Blowback
7.67 mm
7.00 mm
7.59 mm
7.52 mm
7.29 mm
9%
Combination H
20 mm Serum and
EU Blowback
12.954 mm
12.6 mm
12.82 mm
12.69 mm 12.57 mm 12.31 mm
3%
Combination G
20 mm Serum and
No Blowback
13.2 mm
12.6 mm
13.07 mm
12.94 mm 12.80 mm 12.54 mm
5%
7.44 mm
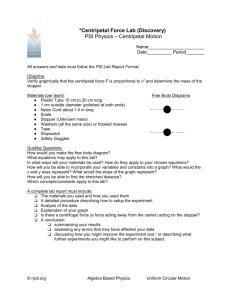
Graph 5: Percent Oxygen in Headspace for 20 mm Stoppers
Excess Skirt Length Calculation:
Results: The general principle is to target approximately 3-5% interference
between the stopper and vial, for lyophilization stoppers the percentage is
slightly lower. The 13 mm lyo stoppers exceed the targeted recommendation
for percent interference. Therefore, this calculation alone cannot give a
complete indication to ideal fit and does not take into account the different
blowback features.
Theoretical Interference Fit
Graph 2: Percent Compression versus Residual Seal Force
for 20 mm Stoppers
Picture 3: Lyo Stopper
3
Helium Leak Testing3
Helium leak testing was performed to quantitatively evaluate the capping
parameters for each of the compression levels. The test measures actual
percent of helium filled in the vial along with the rate of helium leak from
the vial.
Table 2: Sample Combinations tested in Studies #4 and #5
Combination
Vial Finish
Polymer Type
A
13 mm Serum
No Blowback
Bromobutyl
B
13 mm Serum, FluroTec
Stopper Size/ Type
US Blowback
Chlorobutyl
C
13 mm Serum
EU Blowback
Chlorobutyl
No Blowback
Bromobutyl
D
13 mm Lyo
E
13 mm Lyo, FluroTec
EU Blowback
Chlorobutyl
F
13 mm Lyo, FluroTec
US Blowback
Bromobutyl
G
20 mm Serum
No Blowback
Bromobutyl
H
20 mm Serum
EU Blowback
Chlorobutyl
I
20 mm Serum, FluroTec
US Blowback
Bromobutyl
J
20 mm Lyo
No Blowback
Bromobutyl
K
20 mm Lyo, FluroTec
US Blowback
Bromobutyl
L
20 mm Lyo, FluroTec
EU Blowback
Chlorobutyl
Results: The data from this testing supports optimal capping parameters for
each sample combination. A suitable combination is one that demonstrates
the least likely risk for microbial ingress. Graph 3 represents capping
parameters of the 20 mm stopper and vial combinations based on plotting
residual seal force versus helium leak rates. The graph correlates the optimal
percent compression to those with a residual seal force between 10 to 15
pounds of force.
Graph 3: Helium Leak Rate Versus Residual Seal Force
for 20 mm Stoppers
Discussion
The five analyses represent the thoughtful and thorough process steps
to evaluating a packaging system that is designed to build assurance of
integrity throughout the product lifecycle. Not a single evaluation used gave
a complete picture to the type of packaging combination that would perform
the best. The impact of capping parameters and assembly affect how the
components interact together and this cannot be evaluated solely by interference
fit, stack up calculations and visual assessments. The focus should be
choosing quantitative test methods which qualify that a packaging system
functions appropriately and meets the requirements needed by the drug
product it contains. Helium leak testing serves as an appropriate quantitative
test method for evaluating capping parameters. However, when analyzing the
stability of those packaging characteristics over time, laser based headspace
analysis may be a more suitable approach. The understanding and recognition
of the targeted use of each of these methods for packaging selection allows
for the most meaningful and useful evaluations.
The samples in this study were assembled and tested under optimum
conditions to illustrate the critical factors to consider as an initial, first
pass approach.
The results generated provided evidence that the different stopper configurations
and vial blowback features are capable of maintaining an integral seal.
Additional steps would be needed to determine suitability for the specific drug
product being packaged along with larger scale manufacturing conditions.
Conclusion
Study #4: Capping Analysis
Sufficient compression is essential for seal integrity. A capping study was
performed in collaboration with Genesis Packaging Technologies, as the
first stage to evaluate the stopper, vial, seal combinations and ensure they
represent an integral packaging system. Each of the combinations were
assembled and capped using three different levels of compression. In order
to determine and verify the targeted percent compression of each combination,
the samples were tested initially and 48 hours after capping for residual seal
force. The integrity of the capping parameters chosen were further evaluated
by helium leak testing.
Residual Seal Force
Residual seal force was measured in conjunction with capping to verify the
forces of the compressed stopper on the neck of the vial. This measurement
allows a pharmaceutical manufacturer to evaluate the consistency of the force.
Results: The more the stopper is compressed, the greater the force exerted
on the glass vial by the stopper flange. This results in an increased residual
seal force value with increased percent compression of the stopper. Graphs
1 and 2 provide representative results of the combinations by plotting the
different percent compression values from the capping versus the residual
seal force measurements.
Graph 1: Percent Compression versus Residual Seal Force
for 13 mm Stoppers
Study #5: Stability and Critical Headspace
Non-destructive, laser-based frequency modulated spectroscopy (FMS)
analysis4 performed using Lighthouse Instruments FMS-760 Headspace
Oxygen Analyzer measured changes in the internal headspace of vials
using the optimum capping conditions established in Study #4. The vials were
capped at atmospheric conditions then placed in nitrogen chambers for four
weeks. The level of oxygen in the atmosphere is typically 20% and was
measured at three different time points, time zero, two weeks and four
weeks. Laser drilled vials of known, targeted leak sizes served as positive
controls. This demonstrated that the storage conditions would allow for
ingress of nitrogen gas and the resultant change in oxygen concentration in
the vial head space was capable of being detected.
Results: All positive controls tested showed a significant decrease in the
percent oxygen in their vial headspace. This indicated that leaks within a range
of 1µm to 25 µm would be detected. Based on the data in Tables 3 and 4, all
sample combinations show no sign of nitrogen ingress over four weeks.
Graph 4: Percent Oxygen in Headspace for 13 mm Stoppers
The studies above have shown there is not a single assessment to ensure
an integral packaging system. The evaluation of packaging systems is a
step wise approach to ensure that the components work together and meet
the requirements of the system over time. A thorough understanding of the
components fit and function along with their critical characteristics will ensure
container closure integrity over the product lifecycle.
Next Steps
This study evaluated a few common parameters to consider when beginning
the selection of primary packaging components. Future studies will include
evaluating variables that exist and understanding their impact to container
closure integrity.
Further evaluation is needed to understand the following:
1. Rubber formulations, polymers and ingredients
2. Extreme storage conditions, e.g. cryogenic storage
3. Dimensional and lot to lot variability
4. Vacuum Retention prior to capping
Acknowledgements
Roger Asselta, Genesis Packaging Technologies, Exton, PA
Dave Markoch, Genesis Packaging Technologies, Exton, PA
Barbara Jacobs, West Analytical Labs, Exton, PA
Tom Millner, Lighthouse Instruments, LLC, Charlottesville, VA
Florence Buscke, Schott Mainz, Germany
References
1. <1207> Sterile Product Packaging-Integrity Evaluation; United States
Pharmacopeia, PF 40 Pharmacopeial Forum, Inc. Rockville, MD
2. Lam, P., Stern, A. (2010). “Visualization Techniques for Assessing Design
Factors That Affect Interaction Between Pharmaceutical Vials and Stoppers,”
PDA J Pharm Sci and Tech, pg. 64, 182-187.
3. Container/Closure Integrity of Parenteral Vials, PDA J Pharm Sci and Tech,
41, 145-158
4. West Analytical Test Method, Selblty-12 Rev 5 Helium Leak Testing on
Pharmaceutical Packaging
5. Lighthouse Instrument Measurement Services SOP 10G-00-0004
FluroTec®, and West and the diamond logo are registered trademarks of West Pharmaceutical Services, Ltd.,
in the United States and other jurisdictions.
FluroTec® technology is licensed from Daikyo Seiko, Ltd.
9029