the characterisation of nickel
advertisement

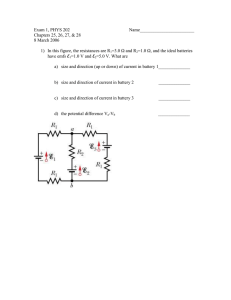
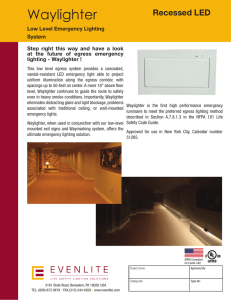
Home Back THE CHARACTERISATION OF NICKEL-CADMIUM BATTERIES FOR TELECOMMUNICATIONS APPLICATIONS - PART 1 ANTHONY GREEN SAFT ADVANCED AND INDUSTRIAL BATTERY GROUP 156, AVENUE DE METZ ROMAINVILLE 93230 FRANCE ABSTRACT With the advent of new telecommunication systems there has been a move from large exchanges to kerbside and remote systems. This has changed the environment from a temperature controlled, well ventilated location to one which has large variations in temperature and climatic conditions. The structure and electrochemistry of the nickel-cadmium battery is such that it is able to withstand abusive conditions and is generally used where either high reliability and/or the ability to operate under difficult environmental conditions are required. This paper briefly describes the design and technology of existing low maintenance nickel-cadmium products and results are given from recent relevant telecom application testing for high temperature operation. This work is being carried as part of a development of new products designed expressly to meet the requirement of telecom applications. 1. Introduction developed a new negative plate technology, called plastic bonded, for sealed cells to give improved high temperature performance and reliability. This plate technology was later extended to industrial products and was first launched for railway applications in 1987. This was followed by other ranges including the SPH range designed specifically for UPS applications and standard charging systems. The nickel cadmium battery is probably the most reliable battery system available in the market today and, it can be used in applications and environments unacceptable for other battery systems. Thus, in a telecommunications application, which must be considered to be a critical system, it would seem that the nickel cadmium battery would be the obvious choice. However, in a conventional telecommunications environment the system is housed in a clean, well ventilated building with a controlled temperature range. This is not a difficult situation for the battery and, although they have not really met their life predictions, the VRLA (valve regulated lead battery) because of their « no-maintenance » image, is the preferred choice. This sintered positive, plastic bonded negative technology has advantages over the pocket plate product in terms of power density and voltage window, while retaining the inherent robustness of the nickel cadmium technology. At the Intelec conference at the Hague in October 1995, the author presented a paper illustrating that it was possible to achieve the same power density with these new technology sintered positive, plastic bonded systems as with the VRLA products. However, this is not always a requirement as the dimensions available for the battery can be larger than the apparent volume available. With the advent of cellular telephone systems, fibre to the curb and other developments, there has become a requirement for reliable kerb-side and remote relay systems. These systems are often housed in units which have limited ventilation and can have interior temperatures well in excess of the exterior outside temperature. There is a need for a battery system which is resistant to temperature extremes and sudden failure so that the security of the system can be maintained. In this paper results are given for testing which has been carried out on the sintered positive / plastic bonded negative battery, particularly at higher temperatures, with a look at other nickel cadmium technologies. Saft Nife have, for many years, been manufacturers of both pocket plate and sintered plate nickel cadmium products and, in the 1980’s, 1 Home Back 2 Cell Technology On charge, the reverse reaction takes place until the cell potential rises to a level where hydrogen is evolved at the negative plate and oxygen at the positive plate which results in water loss. The positive plate used in the cell is of this sintered type. This is obtained by chemical impregnation of nickel hydroxide onto a porous nickel structure, which is obtained by sintering nickel powder onto a thin, perforated, nickel plated strip. There is little change in the electrolyte density during charge and discharge and this allows large reserves of electrolyte to be used without inconvenience to the electrochemistry of the couple. The negative electrode is a plastic bonded cadmium electrode, produced with a continuous process. This involves blending together the active material, binder and additives, continuously spreading this onto a perforated nickel plated steel substrate, drying and, finally, passing the coated band through rollers for dimensioning. Through its electrochemistry, the nickel cadmium battery has a stable behaviour giving it a long life, good electrical and mechanical characteristics and a resistance against abusive conditions. Positive and negative plates are organised alternately and separated by a sandwich of sintered micro-porous polymer and non-woven felt. This gives a precise spacing between plates and allows free electrolyte movement within the stack. 3 Charge Characteristics The sintered/PBE nickel cadmium battery can be charged using either constant current or constant potential methods although, in most applications, the latter method is generally used. The electrolyte is an aqueous solution of potassium hydroxide (KOH) and lithium hydroxide (LiOH). During the electrochemical reaction, the electrolyte is only used for ion transfer and it not chemically changed or degraded during the charge/discharge cycle. The charge/discharge reaction is as follows : Charging methods can be of two types, single level charging, where a single voltage is used which is a compromise between a value high enough to charge the cell and low enough to give a low water consumption, or two level charging, where there is a high level charging voltage to give a fast charge and a low level maintenance voltage which gives sufficient current to maintain the capacity with the minimum water consumption. discharge 2 NiOOH + 2H2O + Cd 2 Ni(OH)2 + Cd(OH)2 charge Tests have been carried out for the sintered/PBE technology to establish the optimum values of voltages for charging. (Figure 1) During discharge the trivalent nickel hydroxide is reduced to divalent nickel hydroxide and the cadmium at the negative plate forms cadmium hydroxide. 110 Available capacity (%) 100 90 80 Constant voltage charge curves at +20°C current limit 0.2C5A 70 60 50 1.41 volts/cell 1.45 volts/cell 40 30 3 5 7 9 11 13 15 17 19 Time (hours) FIGURE 1 - Constant Voltage Charge Curves at °C 2 21 23 Home Back All this data is based upon a normal temperature of 20°C. However, temperature will have an effect since, as the temperature increases then the cells become more difficult to charge. The voltage of 1.41 volts per cell is the optimum value for a single level charge system for this technology. It can be seen that it is little lower than the 1.45 volts per cell « high rate » charge voltage for the first 15 hours, but by 24 hours they are similar and the battery is over 95% charged. The tests show that from a fully discharged state the battery is more that 80% charged within 8 hours. Figure 2 shows the effect of a higher temperature on recharge time. After 5 hours there is only a small percentage difference, 2 to 3 %, between charging at 20°C and 40°C. However, as the cell becomes more fully charged, over 85%, the charging efficiency is found to be lower at the high temperatures and the capacity charged is 6 to 7% lower; . At 24 hours, therefore, the cells will be 97% charged if charged at 20°C, but at 40°C, the cells will only achieve 90% charge. The 1.45 volts per cell would be used as part of a two level charge system where fast recharge was required. Typically the second stage would fall to 1.37 volts per cell for the maintenance level. This data is based upon a current limit of 0.2C5A, i.e. for a 100Ah cell (rated at 5 hours to the IEC623 standard) the current limit would be 20 amperes. If the current limit was reduced to 0.1C5A then the time to recharge would be correspondingly longer. Over a period a time the cells at 40°C will become fully charged but this will take some days. Capacity charged 100 20°C 95 90 40°C 85 80 75 5 10 20 15 25 30 35 Time (hours) FIGURE 2 Effect of temperature on recharge at 1.41 volts per cell example a sealed nickel cadmium consumer product, the level of recombination normally approaches 100%. In a nickel cadmium pocket plate open cell the level of recombination is much less. 4 Water Consumption The water consumption of the cell is linked to the current passing, which converts the water to the gases hydrogen and oxygen by electrolysis, and the level of recombination of these gases which reconverts them back into water. The current in a battery increases with increasing voltage and the manner in which this occurs depends on the technology of battery. In all electrochemical cells there is a certain level of recombination. In a fully sealed product, for 3 Home Back float current (mA) weight loss (g) 8 100 6.9 80 current weight 75 6 60 3.6 45 4 40 40 30 20 0 1.1 0.9 pocket pocket non-iron sinter/plastic fibre 2 0 FIGURE 3 Effect of technology on water consumption at room temperature The sintered positive / plastic bonded negative cells had a current similar to the non-iron pocket plate but a much reduced water consumption. The fibre plate had a similar water consumption to the sintered/plastic bonded cells. Figure 3 shows the results from a recent test comparing pocket plate, sintered positive, plastic bonded negative, and fibre plate technologies which have floated for 12 weeks at constant voltage. The pocket plate and fibre technologies were floated at 1.43 volts per cell, which is the recommended value, and the sintered positive, plastic bonded negatives were floated at 1.41 volts per cell, which is the recommended single level value. All cells tested were of the high performance type. However, the water consumption is not the only criteria, and the effect on performance is given in section 5. The sintered/plastic bonded product has the ability to operate at these low voltages and so have only low water usage while, at the same time, maintaining the advantages of a flooded cell concept. Two pocket plate technologies were evaluated, one with conventional negative active material and the other with a newly developed iron-free negative active material. It should be noted that both the plastic bonded and the fibre negatives have iron-free active materials. Figure 4 shows the water usage over time based on recent tests for the two principle floating voltages, 1.41 volts per cell for single level charging and 1.37 volts per cell for the maintenance voltage level of a two level charging system. The effect of introducing an iron-free negative to the pocket plate is to effectively half the current flowing and so reduce the water consumption correspondingly. 4 Home Back Water consumption (cm3/Ah of capacity) 0.6 Results from tests at room temperature 0.5 1.41 volts/cell 0.4 0.3 0.2 0.1 1.37 volts/cell 0 0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 Months FIGURE 4 - Water consumption from tests results at +20/25°C for standard float voltages has the opposite effect. Thus, as it is the current which is an important factor with regard to charge and water usage, it is desirable to use temperature compensation in the charge system which decreases the voltage as the temperature increases and increases the voltage as the temperature reduces. It can be seen that after an initial rise in water consumption, the water consumption steadies to a linear relationship, with the 1.41 volts per cell regime consuming about twice that of the 1.37 volts per cell regime. Over the 3 year period floating at 1.41 volts per cell consumes about 0.55 3 cm per Ah of capacity and at 1.37 volts per cell 3 about 0.28 cm per Ah of capacity From data of current flowing at different temperatures, actual data at room temperatures and allowing for a security margin compared to actual results, it is possible to construct a water consumption table for these two different voltages at different temperatures (Figure 5) As with the charging, the temperature has an effect on the water consumption and reducing the temperature has the effect of reducing the current for a set voltage and increasing the temperature Temperature °C 0°C 10°C 1.41 V/cell 1.37 V/cell 20°C 30°C 40°C 50°C 0 1 2 3 4 5 6 Topping-up interval in years per cm3 of reserve per Ah 5 7 Home Back FIGURE 5 - Typical topping-up intervals at floating voltages of 1.37 and 1.41 volts per cell reduce the performance to correspond to its normal usage after floating. This de-rating factor can vary from 1 (i.e. no de-rating) for long discharges to low voltages to up to 0.65 for very short discharges to high end of discharge voltages. It is a requirement of the IEEE1155 sizing standard that the data should be supplied with its performance after floating. This demonstrates that at normal temperature, 20°C, a voltage of 1.37 volts per cell will give over 3 years without water replenishment for each cubic centimetre per Ah of water reserve. Thus a 100 Ah cell with 600 cc of water reserve will give 20 years without requiring water replenishment when operated at 1.37 volts per cell maintenance voltage. If it is operated with a single level 1.41 volt per cell system, the same cell will go 10 years without requiring water replenishment. It can be seen that initially, before floating, when discharged at twice the C5 capacity, (i.e. 160 amperes to 1.0 volts per cell for these 80Ah cells) the sintered/plastic bonded cells and the fibre cells have about the same performance. The pocket plate cells have approximately 15% lower performance, which is normal for the technology. However, when discharged after floating, it is found that the pocket plate have improved a little in performance, the sintered / plastic bonded cells have remained exactly the same, but the fibre has fallen to a lower level than the pocket plate. However, these are calculated values based on water consumption at 20°C and the current flowing at different temperatures. Practical tests are now in progress to verify this data over floating periods of several months. 5 Performance after floating Shown in the previous section in figure 3 was the consumption of water on floating over a period of 12 weeks. However, after floating in this way the cell will not necessarily give the same performance as it would after being fully charged at constant current to the international standard IEC623. Generally a de-rating factor is used to Thus, the effect of floating a cell over a period of time, rather than constant current charging, can have a significant effect on the performance available. % C5 capacity available discharged at 160 amperes to 1.0 vpc 120 100 80 before floating 80 Ah cells after floating 76.9 66.2 71 76.9 76.3 69.8 63.9 61.5 60 40 20 0 pocket pocket non-iron sinter/plastic fibre FIGURE 6 - Effect of floating on performance for different plate technologies 6 Home Back an ion carrier and does not chemically take part in the charge discharge reaction. In addition, the structural material of the nickel cadmium battery is steel and not the active material. Thus the ageing of the active material does not compromise the structure of the electrode assembly. As a result, the ageing process of the nickel cadmium battery is controlled and is not a corrosion phenomena. Due to this the nickel cadmium battery has a long lifetime and, in a standby application, 20 years is the normal minimum. 6 Lifetime and Temperature The lifetime of a battery can be expressed simply in terms of its duration in time or, alternatively, by the number of discharge cycles it is able to perform. The nickel cadmium battery and, in particular, the sintered positive / plastic bonded negative battery is able to perform many deep discharge cycles. In the case of the sintered positive / plastic bonded negative battery it is possible to perform in excess of 3,500 cycles to 80% depth of discharge, and, this has led to its use by the major electric vehicle manufacturers. However, as the temperature increases, the electrochemical activity increases and so the speed of the natural ageing of the active material also increases. However, this does not effect the steel structural components of the electrode assembly which maintain their long life characteristics. The rate of ageing is about 20% reduction in life for 10°C increase in temperature. This compares to lead acid batteries, where the rate of ageing is about 50% for each 10°C rise in temperature. Although this is not a normal criteria for telecommunication applications in developed countries, it can be a factor in countries where the mains electricity supply is suspect or, even, only available for a few hours per day. However, what is generally important is the lifetime duration of the product and its variation with temperature. This is shown graphically in Figure 7, where the life relative to the life at 25°C for nickel cadmium and lead acid cells are given. A characteristic of the nickel cadmium couple is that the electrolyte, potassium hydroxide, is only Percentage (% ) of 25°C lifetime 100 90 Lifetime at elevated temperatures relative to lifetime at 25°C 80 70 60 50 N ickel cadmium battery 40 30 20 L e a d a c i d b a ttery 10 0 25 30 35 40 T e m p e r a ture °C 45 50 FIGURE 7 - Effect of continuous operation temperature on lifetime 7 55 Home Back Thus a 20 year life at normal temperature nickel cadmium cell when run at an average ambient temperature of 45°C would give 15 years and a 10 year life lead acid product under the same conditions would be reduced to a little over 2 years life. In practice, with the valve regulated lead acid battery, the end of life at high temperatures is often due to drying out which can occur before its normal failure mechanisms occur. Thus, in this situation, the time to failure can be shorter than Figure 7 would normally predict. 7 Conclusions In this paper the most recent testing of nickel cadmium cells under float conditions has been presented. In particular, testing has been carried out at higher temperatures since that is the environment now being encountered in outdoor telecommunication applications. The approach which has been taken to preserve the robustness of the product is to retain the flooded technology but to optimise the charge conditions and reserve of electrolyte to give many years without maintenance, even under difficult temperature conditions. The testing has shown that the nickel cadmium battery is compatible with difficult environments and, if correctly engineered for the application, is a feasible solution. Further testing is in progress to demonstrate lifetime and water consumption under difficult conditions and these will be presented at a later time. 8