Solid State Phenomena Vol. 118 (2006) pp 131-136
Online available since 2006/Dec/15 at www.scientific.net
© (2006) Trans Tech Publications, Switzerland
doi:10.4028/www.scientific.net/SSP.118.131
QPQ Salt Bath Nitriding and Corrosion Resistance
Li Yuan-hui1,2,a, Luo De-fu1,2,b ,Wu Shao-xu2
1
School of Materials Science and Engineering, Jiangsu University, Zhenjiang Jiangsu, China
2
Chengdu Tool Research Institute, Chengdu Sichuan, China
a
lyhyjh@tom.com, bluodf@chinatool.net
Keywords: qpq technology, salt bath nitriding, corrosion resistance, post-oxidizing, salt spray test
Abstract. The QPQ complex salt bath treatment is a type of surface strengthening technology
which contains mainly salt bath nitriding and salt bath post-oxidizing processes. The effect of
nitriding temperature and duration on the corrosion resistance of QPQ treated specimens is explored
by immersion tests and salt spray tests in this paper. The material used in this study was 1020
annealed steel. In the immersion tests, the specimens were immersed in 3‰H2O2 and 10% NaCl
water solution. In the salt spray tests, specimens were salt spray tested using a 5% NaCl neutral
solution. The data indicate that, when the nitriding duration is less than 2 hours at temperature
below 590k(phase change will exist when the nitriding temperature is above 590k according to
Fe-N phase diagram) , the higher temperature of the salt bath nitriding , the specimens will have the
higher corrosion resistance. In addition we have found that nitriding for too short a time generates a
thin compound layer, and nitriding for too long generates too much porosity. Both will deteriorate
the corrosion resistance.
Introduction
The QPQ complex salt bath treatment, which mainly contains nitriding and post-oxidizing
processes, is a surface strengthening technology. It is used widely in the field of manufacturing
engineering and in the mechanical and automobile industries to increase surface wear resistance, to
enhance fatigue strength and to improve the corrosion resistance of the treated components. After
QPQ treatment, plain-carbon steel can be used instead of stainless steel, whilst the QPQ process can
also substitute for anti-corrosion and anti-oxidizing processes such as blacking, phosphorescing,
chromium plating, etc [1].In recent years, though the corrosion resistance of nitrided components
was extensively investigated[2-13], little work was done on the effect of salt bath nitriding
temperature and duration on the corrosion resistance of the components. Therefore, nitrided
specimens were investigated by immersion tests and salt spray tests to deal with these issues.
Experimental
Experimental materials. The material used in this paper was 1020 annealed steel with a
chemical composition (in wt.%) of 0.22%C-0.31%Si-0.55%Mn-Fe. Specimens were made into
40mm20mm5mm rectangles for the weight loss test and Φ20100mm cylinders for the salt
spray test. At one end of the specimens one hole was drilled.
QPQ treatment. Before QPQ complex salt bath treatment, the surfaces of specimens were wet
ground using silicon carbon papers from 240 grit down to 1000 grit. Then the specimens were
cleaned in soapy water and acetone. After cleaning, the specimens were preheated in atmosphere
furnace, then salt bath nitrided, salt bath oxidized, polished in a vibrancy polishing machine,
oxidized a second time in a salt bath and washed in water according to the usual techniques. In the
course of the nitriding process, the content of cyanate in the nitriding salt is 36.2%.
Immersion tests. The immersion solution was 3‰ H2O2 and 10% NaCl water solution by weight.
The water used was distilled water. After QPQ treatment, the rectangle specimens were immersed in
the solution at 8k for 40 hours. The solution was added at 0.1 milliliter per square millimeter
surface. Before and after the immersion tests, the weight of the specimens was quantified by a scale
All rights reserved. No part of contents of this paper may be reproduced or transmitted in any form or by any means without the written permission of TTP,
www.ttp.net. (ID: 130.203.136.75, Pennsylvania State University, University Park, United States of America-04/06/14,00:58:39)
132
Heat Treatment of Materials
accurate to 0.0001 gram. The difference was taken to be the corrosion weight loss. We examined 3
specimens for each processing method, and took the average of the corrosion weight loss of the 3
specimens as the corrosion weight loss of the particular processing method.
Salt spray tests. The salt solution used in this test was 5% NaCl water solution by weight and the
pH of the solution was adjusted to 7 with hydrochloric acid. The water used was distilled water.
After QPQ treatment and washing in acetone, the cylindrical specimens were placed 30° from the
vertical in a salt spray apparatus at 35k until every specimen rusted. The duration, from the start of
the test to the rusting of the specimen is called the “rust starting time” of the specimen. We use 3
specimens for each processing method, and took the average of the rust starting times of the 3
specimens as the rust starting time of the method.
Experimental Results And Discussion
The anti-corrosion properties of QPQ treated 1020 steel are provided by a compound Fe3N layer
and an integrated magnetite film. Different techniques will generate different compound layers and
magnetite films which result in different corrosion resistance.
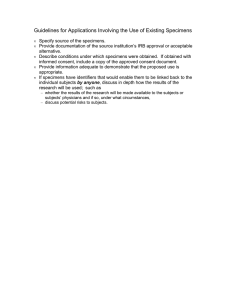
XRD spectra of specimens
(a) Nitrided specimen
(b) QPQ treated specimen
Fig.1 XRD spectra of specimens
Fig.1(a) shows the XRD spectra of the specimen nitrided for 2 hours at 57k The spectra
indicates that the surface of the specimen is only Fe3N. Fig.1(b) shows the XRD spectra of the QPQ
treated specimen, which was nitrided for 2 hours at 570k,then post-oxidized for 30 minutes at
400k. The spectra indicates that the surface of QPQ treated specimen is made up of Fe3N and
Fe3O4.
The microstructure of QPQ treated specimens
Fig. 2 (a),(b) and (c) show the microstructure of the QPQ treated specimens after immersion test.
The specimen of Fig. 2(a) was nitrided for 2 hours at 570k, then post-oxidized for 30 minutes at
400k.The specimen of Fig. 2(b) was nitrided for 4 hours at 570k,then post-oxidized for 30
minutes at 400k.The specimen of Fig.2(c) was nitrided for 2 hours at 520k, then post-oxidized
for 30 minutes at 400k Fig. 2(d) shows the compound layer and the diffusion layer after tensile
test and the specimen was nitrided for 2 hours at 570k, then post-oxidized for 30 minutes at
400k.From Fig. 2(d), the porous area is visible.
From Fig.2 (a),(b) and (c), the diffusion layers below the compound layer are nearly the same
after the immersion test. The difference exists only in the compound layer. The three specimens
Solid State Phenomena Vol. 118
133
have different compound layer, which lead to different corrosion resistance.
(a)
(c)
(b)
(d)
Fig.2 Microstructure of QPQ treated specimens
The effect of salt bath nitriding temperature on corrosion resistance of the treated
specimens. Fig.3 shows the effect of nitriding temperature during the QPQ treatment on the
corrosion resistance of the treated specimens. The data of Fig.3(a) come from the immersion tests
and the data of Fig.3(b) come from salt spray tests. The processing steps used on samples in Fig.3
are tabulated in Table 1.
134
Heat Treatment of Materials
(a) Corrosion weight loss
(b) Rust starting time
Fig.3 Correlation of nitriding temperature and corrosion resistance
(a) immersion test (b) salt spray test
Table 1. QPQ processing of specimens in Fig.3
Preheating
temperature
Preheating
duration
Nitriding
temperature
Nitriding
duration
Oxidizing
temperature
Oxidizing
duration
Polishing
Second
oxidizing
temperature
Second
oxidizing
duration
350k
30 minutes
See Fig.3
2 hours
400k
30
minutes
20
minutes
400k
30
minutes
Fig.3(a) shows that corrosion weight loss decreases with increase of temperature. Fig.3(b) shows
that rust starting time increases with increase of the nitriding temperature. Evidently, the decrease of
corrosion weight loss and the increase of the rust starting time mean that the corrosion resistance
was improved.
With the increase of nitriding temperature, the thickness of the compound layer will increase, too.
It is known from the metallography that the compound layer of specimens nitrided for 2 hours
remains compact and keeps its integrity between 520k and 550k.Though specimens nitrided at
560k and 570k have porous area as Fig.2(d), the porous area is small and will be oxidized in the
following salt bath post-oxidizing process. The oxidized porous area has high corrosion resistance
too. So the corrosion resistance increases, that is, the corrosion weight loss decreases and rust
starting time increases with increase of temperature.
The effect of salt bath duration on corrosion resistance. Fig.4 shows the effect of salt bath
nitriding duration on the corrosion resistance of the specimens. The data of Fig.4(a) come from the
immersion tests and the data of Fig.4(b) come from salt spray tests. The processing steps used for
the samples in Fig.4 are tabulated in Table 2.
Solid State Phenomena Vol. 118
135
(a) Corrosion weight loss
(b) Rust starting time
Fig.4 Correlation of nitriding duration and corrosion resistance
(a) immersion test (b) salt spray test
Table 2. QPQ processes of specimens in Fig.4
Preheating
temperature
Preheating
duration
Nitriding
temperature
Nitriding
duration
Oxidizing
temperature
Oxidizing
duration
polish
Second
oxidizing
temperature
Second
oxidizing
duration
350k
30 minutes
570k
See Fig.4
400k
30
minutes
20
minutes
400k
30
minutes
Fig.4(a) shows that when QPQ salt bath nitriding is carried out at 570k, the weight loss of
specimens nitrided for 30 minutes is more than untreated specimens, and the weight loss decreases
with increasing nitriding duration between 0.5 hour and 2 hours. When nitriding time exceeds 2
hours, the values of weight loss are nearly unchanged. Fig.4(b) shows that rust starting time
increases with the increase of the nitriding duration below 2 hours, and when nitriding duration
exceeds 2 hours, the rust starting time decreases with increaseing nitriding duration.
In the processes listed in Table 2, when the nitriding duration is 0.5 hour, the compound layer is
not integrated, which speeds the local corrosion and contributes to higher corrosion weight loss than
in untreated specimens. When nitriding duration exceeds 1 hour, the compound layer becomes
integrated, the compound layer and the magnetite film lead to high corrosion resistance. When the
nitriding temperature exceeds 2 hours, the thickness of the compound layer is enough to resist the
corrosion of the immersion tests, which results in the little change of the corrosion weight loss.
In Fig.4(b), the rust starting time has a maximum at 2 hours. When the nitriding duration is less
than 2 hours, the rust starting time depends on the thickness of the compound layer and the
magnetite layer, which result in an increase in the rust starting time with an increase in the
temperature within 2 hours. When nitriding duration exceeds 2 hours, porosity become severe, and
will speed the local corrosion. The porosity may affect the compact compound generated previously,
which results in the decrease of the rust starting time with the increase of the nitriding duration.
Conclusions
The correlation of corrosion resistance to QPQ salt bath nitriding was investigated for
36.2%CNO-. we draw the following conclusions:
(1) To obtain high corrosion resistance, higher temperatures should be used in salt bath nitriding
processes under 2 hours duration. To prevent a phase change, the nitriding temperature should not
exceed 590k according to Fe-N phase diagram.
136
Heat Treatment of Materials
(2) There is an optimum duration for the nitriding step: Too brief a nitriding duration generates a
thin compound layer, while too long nitriding duration generates too much porosity. These two
phenomena will deteriorate the corrosion resistance.
References
[1] C. F. Yeung, K .H. Lao, H. Y. Li, D.F. Luo ,Journal of Materials Processing Technology, 66
249-252(1997)
[2] C.X. Li, T. Bell, Corrosion Science 46 (2004) 15271547
[3] A. Fossati, F. Borgioli, E. Galvanetto, T. Bacci, Corrosion Science 46 (2004) 917927
[4] S. Gokul Lakshmi , S. Tamilselvi , N. Rajendran , M.A.K. Babi , D. Arivuoli , Surface and
Coatings Technology 182 (2004) 287–293
[5] P. Corengia, G. Ybarra, C. Moina, A. Cabo, E. Broitman, Surface & Coatings Technology 187
(2004) 63– 69
[6] Wang Liang, Applied Surface Science 211 (2003) 308–314
[7] D.H. Mesa, A. Toro, A. Sinatora , A.P. Tschiptschin, Wear 255 (2003) 139–145
[8] L. Mouri, I. Mabille, C. Fiaud, J. Amouroux, Corrosion Science 44 (2002) 20892099
[9] M.L. Doche , V. Meynie , H. Mazille , C. Deramaix , P. Jacquot, Surface and Coatings
Technology 154 (2002) 113–123
[10] Bong-Yong Jeong , Myung-Ho Kim, Surface and Coatings Technology 141 2001 262_268
[11] Luo De-fu,Li Hui-you,Jinshurechuli[J]vol 29,1,(2004)39-44(in Chinese)
[12]Ye Chunyan, Wang Zhanbang, Wang Xia ,Zhongguobiaomiangongcheng[J],64(2004) 42-46(in
Chinese)
[13] Luo De-fu,Li Yuan-hui,Wu Shao-xu,Jinshurechuli[J],vol 30,6(2005)2830(in Chinese)
Heat Treatment of Materials
10.4028/www.scientific.net/SSP.118
QPQ Salt Bath Nitriding and Corrosion Resistance
10.4028/www.scientific.net/SSP.118.131
DOI References
[6] Wang Liang, Applied Surface Science 211 (2003) 308–314
doi:10.1016/S0169-4332(03)00260-5
[10] Bong-Yong Jeong , Myung-Ho Kim, Surface and Coatings Technology 141 2001 262_268
doi:10.1016/S0257-8972(01)01230-0
[9] M.L. Doche , V. Meynie , H. Mazille , C. Deramaix , P. Jacquot, Surface and Coatings Technology 154
(2002) 113–123
doi:10.1016/S0257-8972(01)01707-8