Low Friction, Hard, and Corrosion Resistant
advertisement

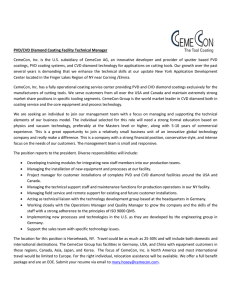
Surface Enhancements for Automotive Applications Low Friction, Hard, and Corrosion Resistant JÖRG VETTER GÉRARD BARBEZAT SULZER METCO The surface treatments used in the manufacturing of parts for the automotive industry have to meet both functional and decorative requirements. The functional demands on modern automotive systems include increased load and corrosion resistance, a longer life span, and the reduction of weight and friction. New and improved deposition techniques have been developed over the last decade. These new treatments are becoming more and more common in power train and engine applications. In the case of the surface treatments required for decorative use, environment-friendly processes and materials are increasingly replacing traditional chrome plating. Sulzer Metco offers a broad range of solutions that fulfill virtually all of the surface treatment needs of the automotive industry. In automotive coating applications, base materials, or substrates, include aluminum alloys, various steel grades, such as heat treatable or ball bearing steels, and—increasingly—nonmetallic materials, e.g., electro- 8 SULZER TECHNICAL REVIEW 1/2007 plated plastics. In addition to external surfaces, internal geometries such as cylinder or bearing bores are being coated. Apart from client expectations regarding reliability, functionality, comfort, and safety, car manufacturers also have 4196 to consider aspects such as production, material consumption, and environmental impact. The search is therefore continuing for flexible manufacturing solutions, new design concepts, and vehicles that are easier to assemble. Surface enhancement engineering solutions are growing more and more popular in the automotive industry where the goal is to reduce wear, friction, and the corrosion of power-train parts and engines. New surface solutions are also being applied for interior and exterior decoration (Fig. 1). Future-Oriented Processes Surface enhancement engineering alters the surface of a material through additive processes, such as thermal spray, physical vapor deposition (PVD), or plasma enhanced chemical vapor deposition (CVD), and thermochemical heat treatments like nitriding or nitrocarburizing. Sulzer Metaplas, a German subsidiary of Sulzer Metco, offers Ionit Ox®, a combination of plasma nitrocarburizing and oxidizing. These treatments create a new surface material that is superior to the original. Hard carbon overlays produced by Sulzer Euroflamm are a solution for exacting applications in transmission parts such as synchronization rings or torque converters (see STR 1/2006, p. 19). Innovative Coatings Reduce Size and Weight In engine blocks, the conventional aluminum cast alloys do not have the necessary tribological properties for the piston group. Today, the most frequently used solution is the insertion of cast iron sleeves. However, this has several disad- 8 13 10 11 1 12 3 2 4 1 A variety of car components is treated using different surface technologies. Power train and engine parts as well as interior or exterior components are finished using Sulzer Metco surface technologies. 14 16 5 6 15 7 9 Ionit Ox Thermal spray PVD 1 Differential gear shaft 5 Synchronizer rings 13 2 Brake parts 6 Clutch discs 14 Fuel injection 3 Ball pivots 7 Shifter forks 15 Sign (decoration) 4 Gear selector shafts 8 Piston rings 16 Gears (in development) 9 Brake discs (in development) 10 Valve seats and springs 11 Cylinder bores 12 Connecting rods vantages: the pitch distance is still relatively high compared to the bore diameter; the heat flow from cylinder bore to the cooling system is not regular; and the oxides that form between the cast iron sleeves and the aluminum cast material are not distributed homogeneously and distort the bores, thus increasing the tendency for blow-by and reducing the level of power generated. Internal plasma spray coatings are now used in the production of a variety of gasoline and diesel engines (Fig. 2). The deposited plasma sprayed coatings offer significant advantages over cast iron sleeves or monolithic cast iron with lamellar graphite (see STR 2/2001, p. 8). The plasma sprayed coatings have the potential to reduce the friction of the pis- Piston rings 2 Plasma sprayed coatings in cylinder bores replace conventional cast iron sleeves. This solution reduces friction, wear, and fuel consumption. SULZER TECHNICAL REVIEW 1/2007 9 problems relating to biofuels containing ethanol or methanol. In heavy-duty diesel engines, extremely durable metal matrix composite coatings solve abrasion problems linked to the exhaust-gas recirculation. A cylinder bore with a coating thickness of 150 µm has a service life of over 1 million km. OIL Corrosion Protection without Harmful Chromium 3 Surface topography after diamond honing of plasma-sprayed cylinder bores. The open residual porosity has an important function for the hydrodynamic lubrication (oil pockets). ton groups by around 30%, leading to a drop in fuel consumption of around 3%. Oil consumption can be significantly reduced—usually by a factor of 2. With only a few nanometers per service hour, the wear rate is extremely low. During the coating, solid lubricants are built and deposited in the functional material. Further corrosion resistant coatings were developed to tackle 4 Nitriding using the Ionit Ox process developed by Sulzer Metaplas improves the surface properties of automotive parts working in tough conditions, such as these ball pivots. 10 The 3-step Ionit Ox process— patented by Sulzer Metaplas— consists of gas nitrocarburizing (GNC), plasma activation (PNC), and oxidation (OX). The sensorcontrolled GNC process creates a diffusion and a compound layer. The diffusion layer serves as a structural base for the subsequent layers. Controlled growth of a pure ε-compound layer produces a defined pore structure on this iron-nitride base. PNC involves the modification of the compoundlayer surface to grow an extra fine, dense oxide layer. The oxidation step produces a strongly adhering oxide layer of 2–3 µm thickness that provides corrosion stability on the surface of the modified compound layer. Various parts, such as gear selector shafts, pump cases, and ball pivots, are treated on an industrial scale (Fig. 3). Wear Resistant and Environment-friendly Significantly increased corrosion resistance Improved wear resistance Low friction values Low counter-body wear No contact corrosion with aluminum Attractive visual appearance SULZER TECHNICAL REVIEW 1/2007 Piston rings have to seal the combustion gas and control the lubrication oil. Surface treatments are used to reduce wear and to prevent seizures. A wide variety of substrate materials and surface treatments exist in view of the diverse range of piston rings for different applications. Today, a variety of surface treatments, includ- ing PVD, high-velocity oxy-fuel (HVOF) processes, and the combination of nitriding and PVD coating, are used in industrial applications. Coating of Bearing Bores New developments in surface technologies—driven mainly by material aspects—provide opportunities to improve systems and their components. The development of internal plasma spraying has given rise to a new range of applications. Connecting rod bores with an internal diameter of 40–60 mm can be coated using this technology, which is especially useful in the case of cracked connecting rods. The parts can be coated before or after cracking. The coating deposition is performed in stacks, which increases productivity. Primarily lead-free copper base alloys are deposited under good metallurgical conditions using atmospheric air plasma spraying. On the heat-treatable steels for connecting rods, acceptable bond strengths were measured to a thickness of 550 µm. Bearing materials present different requirements in terms of mechanical properties, seizure resistance, and the possibility of embedding foreign particles. The plasma spray technology using powder as feedstock offers excellent flexibility in the choice of materials. Combined Advantages Thermal barrier coatings are normally used for turbine blades. Initial studies have been carried out for the use on engine components. In the case of high-performance combustion engines, the deposition of a thermal barrier of partial- PVD also gears are being coated to minimize the required lubrication and to increase the specific loads (Fig. 6). This procedure is not used yet in the industrial mass production of car power trains . Plasma nitriding and PVD Hardness Plasma nitriding Durable and Decorative 0–20 20–800 Compound zone Depth (µm) 1–50 Diffusion zone Core material CrN 5 Hardness over distance from the surface for the separate treatments and the combination of plasma nitriding and PVD. Nitriding before the deposition of the hard coating increases the load-bearing capacity of the coating substrate system. ly stabilized zirconia reduces the creep tendency of the aluminum piston head significantly. The coating also allows the use of a cheaper aluminum material and reduces the sensitivity to material defects. The plasma nitriding of metallic components of various materials is a well-established treatment for parts such as crankshafts, springs, or synchronizers. It improves performance due to an increase in hardness and fatigue strength, as well as the creation of residual compressive stresses. In contrast, PVD coatings are more wear resistant and have a low coefficient of adhesion, but require a stable base material. The combination of nitriding and PVD results in surfaces superior to those treated with either process (Fig. 5). This procedure is used for applications in the power train and engine, e. g., for highly loaded piston rings. The interiors and exteriors of modern cars are designed in accordance with current tastes. It is becoming increasingly common for PVD coatings to be deposited by sputtering or vacuum arc evaporation and applied to different materials including galvanized plastics (ABS). The wide range of available metallic colors—e.g., anthracite, titanium, steel, gold, or chromium —guarantees wear-resistant decorative surface finishes, especially for interior applications (Fig. 7). Growing Application Range DLC—the Low Friction Coating Diamond-like coatings (DLC) are one solution if low friction is the goal. Metallic DLC deposited by reactive PVD processes (W-C:H) and pure carbon coatings deposited by plasma-enhanced CVD (a-C:H) have been applied in injection systems for almost 10 years. In addition to injection systems, 6 DLC (W-C:H) coating of gears reduces micro pitting and allows increased loads. The variety of plasma-assisted surface treatments applied in the automotive industry will increase further in the near future due to higher loads in engines, injection systems, and power trains. Reducing manufacturing cost, extending life cycles of parts, and decreasing emission levels are challenges that will be met using surface treatments and systems chosen from the broad range offered by Sulzer Metco. 7 Decorative PVD coatings, which are available in many colors, also improve the physical surface properties of the substrate. Contact Pinion uncoated Gear uncoated Load: 1500 N/mm2 1.35×106 cycles 20% micropitting Pinion coated with Maxit® W-C:H Gear uncoated Load: 2000 N/mm2 5.4×107 cycles No micropitting Sulzer Metco AG Gérard Barbezat Rigackerstrasse 16 5610 Wohlen Switzerland Phone +41 56 618 81 79 Fax +41 56 618 81 00 gerard.barbezat@sulzer.com SULZER TECHNICAL REVIEW 1/2007 11