Reducing CO2 Emissions from Coal-Fired

Reducing CO
2
Emissions from Coal-Fired Power Plants
CoalFleet for Tomorrow ®
John Wheeldon (jowheeld@epri.com)
EPRI
Advanced Coal Generation
CCTR Advisory Panel Meeting,
Vincennes University,
September 10 th , 2009
CoalFleet for Tomorrow ® is a registered service mark of Electric Power Research Institute, Inc.
When CO
2
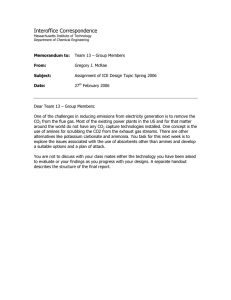
Capture Included, Higher PC
Efficiency Lowers Levelized Cost-of-Electricity
1.50
1.40
Based on KS-1 solvent, but oxycombustion considered similar
1.30
Pittsburgh #8 PRB
1.20
Potential range of COE increase with improvements in CCS technology either post-combustion capture or oxy-combustion
1.10
30 35 40 45
Efficiency of PC plant without CO
2 capture, % (HHV)
Capture only. No allowance for transportation and storage.
© 2007 Electric Power Research Institute, Inc. All rights reserved.
50
2
Performance Summary: 1300°F USC PC
Subcritical Supercritical 1100 USC 1300 USC
Main stream, ° F
Main steam, psia
Efficiency, % HHV
Coal flow lb/hr
Flue gas, ACFM
Make-up water, gpm
1005
2600
36.5
840,600
2,107,000
4,260
1080
3800
38.5
797,000
2,016,000
3,750
1120
4000
39.2
782,700
1,982,000
3,650
1256
5100
42.7
718,600
1,823,000
3,310
NO
X
& SO
2
, lb/MWh
CO
2
, lb/MWh from plant
CO
2
, lb/MWh from mining and transportation (*)
0.280
1980
146
0.266
1880
139
0.261
1840
136
0.240
1690
125
(*) Values based on life-cycle assessment model prepared by Carnegie Mellon University
CO
2 emissions from 1300°F USC unit is 14.7% lower than emissions rate
(per MWh) from subcritical unit
© 2007 Electric Power Research Institute, Inc. All rights reserved.
3
Further Efficiency Improvements Identified
• Increase main steam temperature to 1400°F
– US DOE sponsoring research into boiler and steam turbines materials (mainly high-nickel alloys).
• Double reheat steam circuit.
• Back-end heat recovery
– Widely practiced in Europe and Japan.
• Pass primary air through tubular heat exchanger to reduce air leakage by 80 percent.
• Potential to reduce CO
2 emissions to 1500 lb/MWh
– Over 40 percent lower than US fleet average.
• Cautionary note: all measures may not be cost effective.
© 2007 Electric Power Research Institute, Inc. All rights reserved.
4
Demonstration of Improvements :
EPRI’s UltraGen Initiative
• Series of three commercial power projects and a test facility that progressively advance USC, NZE, and CCS technology
– UltraGen I—800 MW net, main steam 1120°F, 25% CO
2
– UltraGen II—600 MW net, main steam 1290°F, 60% CO
2 capture capture
– ComTes-1400 to test materials and components for UltraGen III
– UltraGen III—600 MW net, main steam 1400°F, 90% CO
2 capture
• The UltraGen projects are commercial units dispatched by their hosts (i.e., the host operates them for profitability) that incorporate technology demonstration elements
– Host’s incremental cost for new technology elements will be covered by tax credits and funds from industry-led consortium
5 © 2007 Electric Power Research Institute, Inc. All rights reserved.
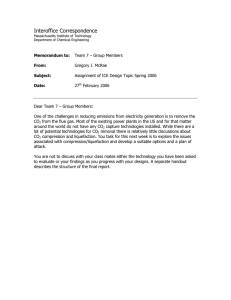
CO
2
Post-Combustion Capture (PCC) Plant
Flue Gas Out
(~1.5% CO
2
)
CO
2 to Compressors
(+99.9% purity)
Cooling, power, and solvent make-up
CW
CW
ABSORBER
(~110
°F)
FLUE GAS
COOLER
Flue Gas
(~14% CO
2
)
Rich Amine
Solution
CW
SO
2
POLISHING
WITH CAUSTIC
© 2007 Electric Power Research Institute, Inc. All rights reserved.
Lean Amine
Solution
STRIPPER
(~250 °F)
Condensate
Steam
6
Power Plant Losses Associated with Post-
Combustion Capture Using Advanced Amine
Efficiency, % HHV lb CO
2
/MWh
Losses, MW (4)
Auxiliary power
Compressors
Steam turbine
TOTAL
% reduction
Efficiency with CCS, % HHV
Percentage point loss
Sub (1) SC (2) USC (3)
36.5
1970
38.2
1880
42.5
1690
9.2
49.5
8.6
47.0
7.5
41.0
93.9
89 77.9
152.6
144.6
126.4
20.3
19.3
16.9
29.3
7.2
31.2
7.0
36.9
5.6
Main steam temperatures: (1) 1005°F, (2) 1050°F, (3) 1260
°F
(4) Net output without CCS = 750 MW. Losses for 90 percent CO
2 capture
© 2007 Electric Power Research Institute, Inc. All rights reserved.
7
Solvent Used Strongly Influences PCC Plant
Performance
• Need solvents with superior properties
– High CO
2 loading to limit sensible heat duty
– Low heat of reaction
– Tolerant to contaminants
– Regenerate at elevated pressure
• Significant development activity in progress
– Amines : Aker, Alstom with Dow, Cansolv, HTC PurEnergy, MHI,
TNO, and Toshiba
– Amino acid salts : BASF, TNO, and Siemens
– Ammonia : Alstom and Powerspan
– Anhydrase enzymes : CSIRO and CO
2
Solutions
• Alternative approaches such as adsorption, algae, and membranes under investigation.
© 2007 Electric Power Research Institute, Inc. All rights reserved.
8
EPRI Role in Demonstrating Improved Post-
Combustion CO
2
Capture Technologies
• Supporting test program for Alstom’s chilled ammonia process at two locations
– 1.7-MW pilot plant at We Energies’ Pleasant Prairie power plant
– 20-MW ―product validation facility‖ at AEP’s Mountaineer plant that captures and stores over 120,000 tons/year of CO
2
.
• Supporting test program for MHI’s advanced amine process at a
Southern Company’s Plant Barry, near Mobile, Alabama
– 25-MW facility that captures and stores over 150,000 tons/year of CO
2 in support of Southeast Regional Carbon Sequestration
Partnership Program (SECARB).
• Supporting DOE’s National Carbon Capture Center in Wilsonville,
Alabama
– Supporting development of improved pre- and post-combustion capture technologies.
9 © 2007 Electric Power Research Institute, Inc. All rights reserved.
Power Plant Losses for Different
Percentages of CO
2
Capture
Steam extraction, % (1)
Losses, MW (2)
Auxiliary power
Compressors
Steam turbine
TOTAL
% reduction
CO
2
capture, M-tons/yr
(1) Steam required for solvent regeneration
(2) Net output without CCS = 750 MW
Percent CO
2
capture
90
25
60
17
30
8
9.2
49.5
6.1
33.0
93.9
62.6
152.6
101.7
20.3
13.5
4.66
3.11
3.1
16.5
31.3
50.9
6.8
1.55
© 2007 Electric Power Research Institute, Inc. All rights reserved.
10
Space and Storage Requirements for CCS
• Space required for
– Capture plant, CO
2 compressors, and added cooling capacity
– Power plant interconnections and maintenance,
– Routing steam piping, flue gas ducting
– Construction activities
– Possible upgrades to SO
2 and NO
X controls
• Space a limiting factor setting achievable percent CO
2 capture
– Riverside plant with FGD may have no space available
• Suitable geological strata to store CO
2 duration EOR or prospects for extended
© 2007 Electric Power Research Institute, Inc. All rights reserved.
11
Retrofits Require a Lot of Space:
First Come, First Served
CO
2 capture plant for 500-MW unit occupies 6 acres (i.e., 510 ft x 510 ft)
© 2007 Electric Power Research Institute, Inc. All rights reserved.
12
EPRI Retrofit Study
• Owner:
MidWest
Generation
• Location: Illinois
• Owner:
Great River Energy
• Location: North
Dakota
EPRI Retrofit Study Considers:
• 5 different sites
• 5 separate owners
• Different designs of plant and emission control technologies
• Focus on establishing several different data points
© 2007 Electric Power Research Institute, Inc. All rights reserved.
• Owner:
Intermountain
Power
• Location: Utah
• Owner:
Nova Scotia
Power
• Location: Nova
Scotia
• Owner:
FirstEnergy
• Location: Ohio
13
One Steam Extraction Option
Desuperheater can be replaced by expansion turbine to recoup some of the energy
Thrust balance point At high steam extraction rates thrust bearing design changes required. Below 15 percent design changes not required (~60 percent CO
2 capture)
Source: Imperial College London
© 2007 Electric Power Research Institute, Inc. All rights reserved.
14
Let-Down Turbine and Condensate Return:
Heat Integration
PCC
System
G
© 2007 Electric Power Research Institute, Inc. All rights reserved.
15
PC Plant with PCC: Heat Integration
G
PCC
System
© 2007 Electric Power Research Institute, Inc. All rights reserved.
Heat from CO
2 and CO
2 stripper condenser compressors
16
California’s “De Facto” Coal Moratorium
• In January 2007, California became first state to place ―de facto moratorium‖ on new coal plants
– Set the standard for CO
2 emissions at 1100 lb-CO
2
/MWh
(500 kg-CO
2
/MWh )
– Washington state has followed a similar approach
Pulverized Coal Plant = 1760 lb/MWh
(800 kg/MWh)
California Standard = 1100 lb/MWh
(500 kg/MWh)
CTCC = 800 lb/MWh
(360 kg/MWh)
~80% capture required on
CTCC?
CO
2
Pulverized Coal at 90%
Capture = 180 lb/MWh (80 kg/MWh)
17 © 2007 Electric Power Research Institute, Inc. All rights reserved.
Concluding Remarks
• CO
2 capture from flue gas has been carried out at small scale (~20
MW) for high-value applications in chemical and food industries.
• For power industry need larger plants that minimize increase in cost of electricity
– Current designs are estimated to result in a 60 percent increase.
• Part of the approach to reduce costs is to increase power generating efficiency and lower CO
2 emitted per MWh
– This benefits both post-combustion and oxy-combustion.
– Post combustion also requires improved solvents.
• EPRI is increasing its effort in oxy-combustion and is supporting Air
Products in demonstrating the ion transfer membrane technology as a more cost-effective alternative to cryogenic separation.
18 © 2007 Electric Power Research Institute, Inc. All rights reserved.
Together…Shaping the Future of Electricity
© 2007 Electric Power Research Institute, Inc. All rights reserved.
19