Together we weld stainless
advertisement

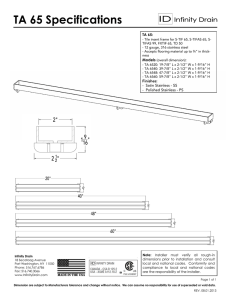
Together we weld stainless 80 YEARS OF EXPERIENCE IN THE DESIGN OF HIGH QUALITY STAINLESS STEEL WELDING CONSUMABLES ESAB Together Stainless A4 Brochure.indd 2 19/10/2011 20:48 Together we weld stainless The history of stainless steel Stainless steel has been around almost as long as the coated welding electrode. The latter first appearing in 1904, following the pioneering work of Oscar Kjellberg, the founder of ESAB. Stainless steel was developed independently in 1913, by researchers in Great Britain and Germany, with the first true stainless melted on the 13th August 1913 in Sheffield. The first duplex stainless steels were produced in Sweden around 1930 for applications within the paper industry. However, commercial production of precipitation hardened stainless grades did not take place until after the Second World War when new grades of stainless steel with improved weight-to-strength ratios were needed for jet aircraft. Basic facts about stainless steel “Stainless” was a term coined early in the development of steels used by the cutlery industry. It became adopted as a generic name and now covers a wide range of steel types and grades used in corrosion and oxidation resistant applications. Stainless steels owe their corrosion resistance to the presence of a “passive”, chromium-rich, oxide film that forms on the surface. Although extremely thin and invisible to the eye, this protective film adheres firmly, and is chemically stable under conditions, which provide sufficient oxygen to the surface. Furthermore, the protective oxide film is self healing providing there is sufficient oxygen available. Main types of stainless steel Ferritic stainless steels Ferritic stainless steels have properties similar to mild steels but with better corrosion resistance, due to the addition of typically 11-17% chromium. They are comparatively inexpensive due to their low Ni-content and have good resistance to chloride stress corrosion cracking. Consumables for the welding of ferritic stainless steels can be ferritic with a composition matching the parent metal or austenitic. Ferritic stainless steels are resistant to corrosion in sulphur containing atmospheres. The use of austenitic consumables is not recommended for this type of application. Stainless steel type Some commonly used variants are those which contain Mo to provide improved pitting corrosion resistance, those with Nb or Ti to stabilise against Cr-carbide precipitation and higher strength N-alloyed grades. Corrosion resistance is very good to excellent, depending on alloying content and environment. Austenitic stainless steels are welded with consumables with a similar or over-alloyed chemical composition. Over-alloying is required for the more highly alloyed grades to optimise corrosion resistance by compensating for segregation effects in the weld metal. Highly alloyed nickel-based consumables are generally used for superaustenitic steels. Duplex (austenitic-ferritic) Duplex stainless steels have a mixed structure with approximately equal proportions of ferrite and austenite, hence the term “duplex”. They are alloyed with a combination of nickel and nitrogen to produce a partially austenitic lattice structure and improve mechanical properties and corrosion resistance. There is a wide range of duplex grades all offering an attractive combination of high strength and good corrosion resistance. Having grown to a large family, the duplex stainless steels now range from the lean grades, that are cost efficient and compete with the standard austenitic grades, to the highly alloyed superduplex grades for more demanding applications. Generally, duplex stainless steels have good weldability and can be welded using a wide range of welding processes. Chemical composition (%) Standard grades Special grades Ferritic <0.08 C* 10.5-19 Cr 0-2.5 Ni 0-2.5 Mo + Ti, Nb - increased Cr, Mo, - extra low C and N (ELI) Austenitic <0.08 C* (typically <0.03 C) 16-19 Cr 6-16 Ni 0-5 Mo - <0.03 C* 18-30 Cr 1.5-8 Ni 1-5 Mn 0-4 Mo 0.1-0.3 N - increased Cr, Mo, N - sometimes Cu, W Duplex (austenitic-ferritic) Austenitic stainless steel The most widely used group of stainless steels found in numerous applications, austenitic stainless steels have a nickel content of at least 6% to stabilise the structure and provide ductility, a large range of service temperatures, non-magnetic properties and good weldability. A large number of steel grades have been developed starting from the classical base composition 18%Cr/8%Ni. increased Cr,Mo, Ni, stabilisation with Nb, Ti, sometimes Cu, N improveded machinability with S Applications Household machines, automotive parts, chemical industry. Equipment, vessels and pipelines within chemical, food, power, oil, gas, pulp and paper industries. Oil, gas, chemical industry, pulp and paper industries, heat exchangers, chemical tankers. * typically higher C-content in creep and heat resistant steels ESAB have a new range of lean duplex welding consumables see back cover for details. ESAB Together Stainless A4 Brochure.indd 3 19/10/2011 20:48 The ESAB stainless steel welding consumables range Covered electrodes for manual metal arc welding Over recent decades many fabrications traditionally welded with covered electrodes have been transferred to more productive methods such as submerged arc and flux cored arc welding. However for applications where flexibility is essential the covered or manual metal arc (MMA) welding process is still the best solution. ESAB’s range of stainless steel MMA electrodes are categorised according to their coating composition into rutile, basic and high deposition types. VacPac™ Packaging All ESAB stainless steel electrodes are packed in vacuum packaging. VacPac™ is available in various sizes, ranging from 0.7 to 2.0kg. Solid wires for MIG welding The most commonly used stainless grades are produced with a matt wire surface, due to a special manufacturing process. This technique produce wires that give a better welding quality, greater arc stability and higher production output. The matt surface is finished with a special feed-aid that does not accumulate within the feeding system or welding gun. The majority of wires are available in ESAB bulk wire system, Marathon Pac™. This package promotes lean manufacturing through reduced downtime, process stability and efficient consumables handling. It saves on handling time and spool disposal costs. Marathon Pac has built in lifting straps and a range of accessories that simplify on-site handling from goods-in to workstation. Once empty, the octagonal drum packs flat to save space and ease disposal. The Pac is also 100% recyclable. Marathon Pac are available in 100kg Mini Marathon Pac, 250kg Marathon Pac and 475kg Jumbo Marathon Pac for high volume users. Rods for TIG welding The TIG welding process is particularly suitable for the welding of lighter materials, metals as thin as 0.3mm can be welded successfully. For heavier sections, 5 to 6mm the TIG process is often used for root runs prior to filling using the MIG or MMA process. Tubular cored wires for MIG/MAG welding The ESAB range of tubular cored wires offer the fabricator a genuine opportunity for increased productivity over solid wire and manual arc electrodes with excellent quality. The benefits can be summarised as: • Up to 30% increase in weld metal deposition rate over solid wire and four times that of manual metal arc resulting in faster weld speeds with less distortion. • Moisture regain is minimal ensuring that start porosity is eliminated. • Rutile types are designed for use with Ar/CO2 or CO2 shielding gas. The latter serves to reduce gas costs and radiated heat is also significantly lower giving greater operator comfort. • Welder appeal, easy to use without the use of pulsed welding equipment. • ESAB’s individual batch testing of weld metal composition means that the most stringent of quality standards are always met. Fluxes for submerged arc welding and cladding Submerged arc welding (SAW) is a method in which the heat required to fuse the metal is generated by an arc formed by an electric current passing between the electrode and the work piece. The arc itself is submerged under a granulated powder or submerged arc flux protecting the weld pool from the atmosphere. Shield-Bright wire series The all positional Shield-Bright wires have a fast freezing slag to support the weld metal. This enables deposition rates in positional welding that cannot be equalled by stick electrodes or solid wires. Typical positional welding defects, such as lack of fusion and slag inclusions are avoided due to the spray arc operation. Shield-Bright X-tra wire series The Shield-Bright X-tra range is optimised for downhand and horizontal vertical fillet welding, having a slow freezing fluid slag to allow high travel speeds. Shield-Bright X-tra can be used for vertical up welding, but their more fluid slag, is optimised for downhand operation. SheildBright wires are the preffered choice for this position. ESAB Together Stainless A4 Brochure.indd 4 ESAB OK Tigrod’s are packaged in round rigid fibre tubes with hexagonal end caps to prevent rolling. The tubes are PE coated which together with the re-usable end caps act as an effective barrier against moisture. Flux ESAB submerged arc fluxes are delivered in 25kg paper bags with some types in 20kg bags. Each bag has a polythene inlay in order to reduce moisture pick up from the surrounding atmosphere or in 1000kg aluminium Big Bag. For the more robust environments ESAB can also supply in steel buckets containing 25 to 30kg flux. Wires Stainless and Ni based submerged arc welding wires are usually delivered on 25kg wire baskets. Wires 1.6 and 2.0mm in diameter can also be supplied in 475kg octagonal cardboard Marathon Pacs. In the Marathon Pacs the wire is pre twisted for straight delivery. Cladding Strip (or cladding) electrodes are supplied in cold rolled condition in 25, 50, 100 and 200kg coils all with inner diameters of 300mm. The strip thickness is 0.5mm and can be supplied in widths of 30, 60 and 90mm. 19/10/2011 20:48 ESAB welding consumables for lean duplex stainless steel The combination of high strength and comparable corrosion resistance has made lean duplex stainless steels a cost competitive option in numerous applications where traditionally AISI 304 and AISI 316L materials are used. Typical applications are desalination plants, pipes, storage tanks, floodgates and footbridges. In certain applications such as black liquor where Mo has been found to have a negative effect on the corrosion resistance, lean duplex grades have replaced duplex grades. Although most lean duplex stainless steel grades can be welded successfully with standard duplex 2209 type consumables, lean duplex consumables offer a more cost efficient solution while matching mechanical properties and corrosion resistance are guaranteed. To avoid excessive amounts of ferrite in the weld metal, they are higher alloyed with austenite promoting elements than the corresponding steel grades. The ESAB range of lean duplex consumables consists of: • • • • • MMA/SMAW: OK 67.56 MIG/GMAW: OK Autrod 2307 FCAW: Shield-Bright 2307 TIG/ GTAW: OK Tigrod 2307 SAW: OK Autrod 2307/OK Flux 10.93 AISI/ UNS No. EN No. Grade OK Autrod 2307 Shield-Bright 2307 OK Tigrod 2307 OK Autrod 2307/ OK Flux 10.93 ESAB lean duplex consumables OK 67.56 Lean duplex stainless steel grades The table reviews lean duplex stainless steel grades that can be successfully welded, including some important footnotes on exceptions. S32001 1.4482 19D x* x x x x S82011 2102 x* x x x x S32101 1.4162 LDX 2101® x* x x x x S32202 1.4062 2202 x* x x x x S32304 1.4362 2304 x* x x x x 2003 1 1 1 1 1 2 2 2 2 2 S32003 1.4655 * Apply stringer beads or moderate weaving. Excess weaving causes poor slag detachability. AC/DC+ polarity. X: Well suited for the job. 1: Lean grade can be used if slightly undermatching corrosion resistance is acceptable. 2: Suitable except when Cu-alloying is required. ESAB AB Box 8004. SE-402 77 Göteborg, Sweden. Phone: +46 31 50 90 00. Fax: +46 31 50 93 90 Email: info@esab.se www.esab.com ESAB Together Stainless A4 Brochure.indd 1 Part No. XA00157120 19/10/2011 20:48