Zinc-Manganese Alloy Electrodeposition
advertisement

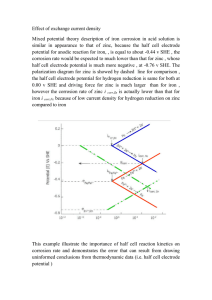
I Zinc-Manganese Alloy Electrodeposition ,f Ft343-H by D. R. Gabe, G. D. Wilcox, A. Jamani, Institute of Polymer Technology and Materials Engineering, Loughborough University of Technology, Loughborough, Leicestershire, U.K. and B. R. Pearson, I.C.I. Paints, Slough, Berkshire, U.K. inc alloy electrodeposits are finding increased acceptance as improved replacements for conventional electrogalvanized finishes. Zinc-nickel appears to be experiencing the most widespread use, although zinc-cobalt and zinc-iron also have well-defined market shares. The zinc-manganese system has not been widely reported; however, some investigators have examined its corrosion resistance, polarization behavior during electrodeposition and the range of possible electrolyte^'-^ and have found it to have markedly attractive features. Some of the earliest reported work was carried out by Sagiyama et al.1,2They were primarily interested in evaluating the performance of zincmanganese for use on automotive body panels. The bath used was based on zinc sulfate, manganese sulfate and sodium citrate. It was found that electrodeposits with a manganese content of 30-50% exhibit excellent corrosion resistance both in the prepainted and postpainted states. The work and weldabilty of the alloy were also assessed and found to be good. Selvam and Guruviah3also reported good corrosion resistance with the zinc-manganese system. Govindarayan et al.4 carried out similar investigations using an acetic acid salt spray, and their data confirmed the superiority of alloys containing 6-75% manganese over zinc alone. One of the main drawbacks of the zinc-manganese system when electrodeposited from citrate-sulfate electrolytes is its very low cathode current efficiency. Values of 40% have been quoted, with improvements to 60% occurring with the addition of small amounts of sodium thiosulfate.2 For a viable industrial process, this is still considered low; therefore other investigators have examined alternative electrolyte~.~ A fluoroborate bath containing both zinc and manganese fluorobo34 ITEMPERATURE Zl0C 2042. A S 1 t ......... / 101 loo0 1500 2000 2544 -E, mV M MMS Figure 1. Linear sweep voltammogram for an iron foil electrode (1 cm2) in a 0.25M zinc sulfate electrolyte, with and without 0.3M trisodium citrate: curve 1 = 0.25M ZnS0,.7HZ0, pH 5.4, 21°C; curve 2 = same as curve 1 + 0.30M Na,C,H,0,.2HZ0. rate, boric acid and polyethylene glycol has been reported to achieve cathode current efficiencies of up to The experimental investigations reported here examine the conventional sulfate-citrate bath, concentrating on its stability, and investigate the effect of high-speed electrodepositionusing a rotating cylinder electrode (RCE) and cell to simulate electrolyte flow. The corrosion resistance of steel panels coated with electrodepositedzinc-manganese alloys of different compositions was examined in the “as-plated,” “phosphated” and “phosphated and cathodically electrocoated” states in a conventional 1000-hr continuous neutral salt spray test (ASTM 117 B). EXPERIMENTAL PROCEDURE Voltametric and electrodeposition studies were carried out using the following sulfate-based electrolyte: 0.25M ZnSO4.7Hz0; 0.25M MnS04. H,O; 0.60M Na3C,H,0,~2H,O; pH 5.4; 2040°C; anode of 316 stainless steel; 5-40 A/dm2. Voltametric studies were conducted in a five-port glass cell. An iron foil electrode (99.5%)was used in conjunction with a 316 stainless steel anode. Potential measure0 Copyright Elsevier Science Publishing Co., Inc. ments were made against a mercury/ mercury sulfate (MMS) reference electrode. High-speed electrodeposition trials were made using an RCE and associated rig. The former consisted of a 316 stainless steel cylinder on which had been fitted a hollow cylindrical copper sleeve. This could be removed after experimentation to facilitate electrodeposit analysis. Corrosion studies were carried out on a variety of coated and uncoated zinc-manganese electroplated steel panels. Pretreatment consisted of degreasing in l ,1, l-trichloroethane, followed by pickling in 50% by volume (s.g. 1.18) hydrochloric acid. Zincmanganese electrodeposition was carried out under quiescent conditions in an electroplating cell built for this purpose. RESULTS AND DISCUSSION Polarization Characteristics The voltametric investigations illustrated the complex nature of the process electrochemistry. Figure 1 illustrates the effect of the citrate complexing agent on the zinc electrodeposition process from a sulfate electrolyte. Without the complexant (curve I), the plot illustrates a rapid rise in current, with no indication of mass transport limitations; however, with the addition of 0.3M trisodium citrate, a clear plateau current is discernible followed by an increase in current due to combined metal electrodeposition and increasing hydrogen evolution. The actual onset of zinc electrodeposition appears to occur at more negative potentials, illustrating the complexing action of the citrate. Thus, with a greater driving force for deposition, the number of nucleation sites will be correspondingly larger, hence the onset of mass transport limitation in the form METAL FINISHING AUGUST 1993 T Jane Sellu of the SatisfactoryPlating Company asked Dave, onight’s guest speaker was re “What special equipment is used to produce the hardDr. Eddy Cated’s class on anodized coating?” Dave replied that the most expensive speaker was Mr. Dave K equipment in his plant is a 30-tw chiller that circulates cold Processing Inc., Seattle. Mr. Kelly, nless steel coils in the tank. Dave, was going to discuss hard a cy of 15 years. The cost of First, Dr. Eddy discussed anodi into the price of all hard process the aluminum parts are made w as Dave told the class, after conductive solution. Two reactions take le for a replacement chiller. num is converted to aluminum he Cause-Effect Plating Company asked coating is dissolved. When the fo aration is required before hard anodizing. equals the dissolution of the coating, the at the usual aluminum cleaning process is remains constant. If the operatin al. Receiving inspection lower the dissolution of the co ill meet required final coating results. This is called hard anodizing. e used cautiously, if at Dr. Eddy recalled advising um base metal. Parts installation. The client had cal riate gauges are not few weeks and complained e satisfactory finished formed. Finally, Dr. Eddy a / parts achievable. work was connected to the positive side or the nega Rhoda Silver of the Precious Metal Plating Company of the rectifier. The client h asked Dave what post-hard-anodizing treatments were cathode side, of course, like available. Dave said that only black dye is available. If black “Why do they call it anodizing?” The client said, “I’ll, dye is used, it should be kept at room temperature so that you back later, Dr. Eddy.” Later, the client reported tha had now gotten the coating to form. That night, as .he was \, abrasion resistance will not be lowered. If sealing is required, abrasion resistance will also be reduced. Hardenjoying his small daily additions, Dr. Eddy thought that he anodized surfaces are sometimes impregnated with materi. shouldn’t rely on telephone consultations. s such as waxes or silicone fluids when special surface Sonny Line of the Cause-Effect Plating C6mpany asked ch acteristics are required. Dave, “What is hard anodizing?” Dave,hplied that hard %ve summarized hard-anodized coatings by stating that anodizing is a process developed to field abrasion and these ‘qoatings are thicker, harder, less porous and more corrosion resistance for aluminum parts: Lower temperature, abrasion and corrosion resistant than conventional or higher current density and so1ution”additions are used to decorative anodizing. They are produced with higher current lower the rate of dissolution o f / h e anodic coating and densities, lower solution temperatures and solution addiincrease the coating thickness. tives. For some processes, AC is superimposed on the DC Dr. Eddy thought that Da was fortunate to have his normally used. company in Seattle. He told e class that he always enjoyed Dr. Eddy recalled how this superimposed AC current hx! the vie.v nf the ships and b j x s sai!ing the Semk waierfrmi. cost him some money. His technician, when calibrating Dave told Dr. Eddy that h&d anodizing was used for critical meters on a superimposed AC current source, had overaluminum parts on his and most other pleasure boats. loaded Dr. Eddy’s standard meter and the client’s meter. Dr. Dee Line had noticdd earlier in the day that the decorative Eddy paid all the costs, even though there was no sign anodized coating had worn off the aluminum slides of Ada advising superimposed AC current. Dr. Eddy told the class Line’s preschool playground. Dee asked Dave, “What are that, in the long run, it pays to say “the customer is always some of the uses of parts that are hard anodized?” Dave right.” responded that these uses include After the class, Dr. Eddy and Dave went to the Profitland Lounge and superimposed small daily additions. Maritime-pleasure boats, both sail and power Appreciation is expressed to Dave Kelly, Asko Process0 Aircraft-hydraulic cylinders ing Inc., Seattle. Asko is in its 26th year of metal finishing. Oceanographic-submarines used for oceanographic research Milton Weiner is an independent chemical engineer in Santa Fe Tools and gauges-for measuring equipment. MF Springs, Calif. igf ,’ rx” METAL FINISHING AUGUST 1993 0 Copyright Elsevier Science Publishing Co., Inc. 33 Table 1. Alloy Compositions for Electrodeposits Formed from the “Standard Electrolyte” Deposited at 7 Ndm2 and 40°C on a Rotating Cylinder Electrode 20( - TEMPERATURE 21°C 0 lo00 lsoo / m Figure 2. Linear sweep voltammogram for an iron foil electrode (1 cm2) in the ’standard“ sulfate-citrate- based zinc-manganese bath: 0.25M ZnS04.7H20; 0.25M MnS0,.2H20; 0.60M Na,C,H,0,.2H20; pH 5.4,21 “C. of a limiting current. Figure 2 illustrates a curve from the “standard sulfate” zinc-manganese bath. The onset of metallic electrodeposition occurs at approximately 1550 mV versus MMS. Again, a limiting current is prominent before the initiation of hydrogen evolution. The reduction of both metals is not evident on the curve; the initial peak (at approximately -1650 mV versus MMS) is probably due to zinc reduction. The manganese electrodeposition is not clearly definable, occurring at more negative potentials than zinc and probably being “masked” by the hydrogen evolution process. Bath Stability Problems with bath stability have been reported by Sagiyama et a1.2 and Brenner.6 A precipitate is said to form at pH 3.0-5.4 in a bath stored at 50°C.2 The precipitate is thought to be a trivalent manganese citrate complex. The addition of metallic zinc or manganese to the bath is said to alleviate the problem. Preliminary trials were carried out &;ng 8 vwiety of ab&Gn &gcnistii elucidate their effect on the presence of the precipitate. It was found that small amounts of ascorbic acid (typically 2.0 g/L) were successful in inhibiting the appearance of the precipitate during bath storage at 50°C. 0. High-speed Electrodeposition The effects of high mass transfer created by forced convection are particularly important when considering an alloy system for possible highspeed electroplating purposes. In these METAL FINISHING (ww 4 (wry (wt%) Cathode Current Efficiency (%) 12.5 13.4 15.2 22.9 35.7 13.5 13.6 13.3 8.1 3.3 74.0 73.0 71.5 69.0 61.O 26 27 29 31 39 Zn 0 50 100 300 500 wx) -E, mV va MMS . ~ Mn Rotation Speed(rp” AUGUST 1993 investigations, laboratory simulation of a high-speed process was achieved using an RCE and cell. The parameters or rotation speed, pH and electrolyte composition were examined. Table I illustrates the change in percentage alloy composition with rotation speed and the cathode current efficiency (CCE) as well. As can be seen, above approximately 100 rpm the manganese content fails rapidly with increasing rotation speeds; this is combined with a steady rise in CCE. These results suggest that zinc electrodeposition from this electrolyte is predominantly mass transport limited, whereas manganese reduction clearly is not. The diminishing manganese content combined with the increasing CCE suggests that as the rotation speed is increased, it becomes more favorable to reduce hydrogen ions on the manganese than to reduce manganese species to the metallic state. The limiting process for manganese electrodeposition is unclear; because it is in all probability complexed by the citrate, the shedding of the ligands may well be the rate-determining step. deposited on each specimen. As the plating current density increases, the weight percent of zinc decreases rapidly; however, manganese behaves in a slightly different manner in that a peak in weight percent is measured at 20 A/dm2, followed by a reduction at higher current densities. This suggests that as the current density (and hence the potential) at the electrode increases, it gradually becomes more favorable to electrodeposit manganese and reduce hydrogen ions than it does to electrodeposit zinc. A further increase in current density (i.e., 20-40 A/dm2) illustrates the then increasing tendency for hydrogen evolution to become more favorable at the expense of manganese electrodeposition. This indicates that in purely deposit composition terms (Le., discounting the contribution made by hydrogen evolution), higher current densities promote coatings richer in manganese. In effect this confirms the mass transfer-controlled nature of the zinc electrodepositionprocess in that at higher current densities, its limitation is highlighted through decreasing zinc content and lower CCE. Effect of Current Density Table 11 illustrates the effect of increasing the current density on the zinc and manganese content of the electrodeposits. All samples were produced using the “standard electrolyte” and conditions, with rotation speed of 500 rpm. A nominal coating thickness of 10 pm was Effect of Electrolyte pH Zinc-manganesealloy electrodeposition was carried out with the standard solution at a current density of 20 A/dm2 and a bath temperature of 40°C. The pH of the electrolyte was varied between 3.5 and 6.5, and the RCE was Table 11. Alloy Compositions for ElectrodepositsFormed from the “Standard Electrolyte” Deposited at 500 rpm, 40°C and pH 5.4 at Various Current Densities Current Density Zn (wt%) Mn (wt%) (M%) H2 Cathode Current Efficiency (%) 5.0 7.0 10.0 15.0 20.0 25.0 40.0 44.1 35.7 31.5 26.6 18.4 8.6 4.1 1.5 3.3 3.8 7.4 11.1 9.5 6.4 54.3 61.O 64.7 66.0 70.5 ai .9 89.5 45.7 39.0 35.3 34.0 29.5 18.1 10.5 (A!d&‘) 35 \ Table 111. Alloy Compositions for Electrodeposit Formed from the “Standard Electrolyte” Deposited at 20 Aldm2; 40°C and 500 rpm at Varying pH Values - PH 3.5 4.5 5.0 5.3 5.4 5.8 6.5 (ut%) (W%) (wry Y Cathode Current Efficiency (%) 76.1 50.7 27.6 22.7 18.4 13.8 7.4 1.6 3.8 8.1 10.4 11.1 9.7 15.1 22.3 45.5 64.3 66.9 70.5 76.5 77.5 77.7 54.5 35.7 33.1 29.5 23.5 22.5 Zn maintained at 500 rpm. Table I11 illustrates the effect of pH on the high-speed electrodeposition process, together with the CCE. As can be seen, an increasing pH brings about a fall in the zinc content of the electrodeposits. This is mirrored by a rapid decrease in CCE (77.7-35.7%) between pH 3.5 and 5.0. One possible explanation for these trends is that as the bulk pH of the solution is increased, the pH at the cathode surface is even higher, suggesting that the onset of the precipitation of zinc hydroxide is quite possible at much lower bulk pH values than would have been expected. Thus, zinc in the diffusion layer is less likely to be reduced to the metallic state and increasingly forms zinc hydroxide. Because the electrodeposition of manganese in its metallic form is not a particularly efficient process, hydrogen evolution becomes the more kinetically favorable reaction as the potential increases and is coupled with a progressively increasing manganese electrodeposition reaction. The results presented here illustrate the generally unfavorable CCEs available from standard, citrate-complexed sulfate electrolytes. Of particular concern is the very low efficiency possible when a 50-weight percent manganese alloy is required to afford optimum corrosion resistance. Preliminary Corrosion Trials From previous investigations? it was suggested that an approximate alloy composition of 50 weight percent manganese provided the optimum corrosion resistance to conventional neutral saltspray testing. Utilizing this alloy composition, a series of steel specimens were coated with thicknesses of 2.5,5.0, 7.5 and 10.0 pm of zinc-manganese electroplate. These panels were subsequently phosphated and cathodically electrocoated (approximately 25ym). Also included in the tests were two 36 Mn other zinc-based coatings, namely, electroplated zinc (7.5 pm) and electroplated zinc-13% nickel (6.0 pm). Both of these systems and the control bare steel samples were phosphated and electrocoated. Before commencement of testing, all panels were scribed to allow substrate exposure. Table IV illustrates the corrosion data from the 1000-hr continuous salt spray trials. As can be seen, the zinc-manganese-coated samples appear to generally convey the greatest degree of protection. The other zincnickel alloy system had an approximately equivalent corrosion resistance to that of 2.5 pm of the zinc-manganese alloy. Samples having a greater thickness of zinc-manganese withstood the corrosion test with, at worst, only minor corrosion product evident. Mechanism of Protection The mechanism of protection of steel by zinc is dependent on the galvanic sacrificial nature of zinc toward steel, which it can retain in many corrosion conditions. The protection can be affected if zinc becomes noble toward steel by the effect of ions in solution, the formation of a passive film or by increased temperature. The protection afforded by zinc alloys must also be governed by these principles. Zinc-nickel, zinc-cobalt and zinc-tin alloys all become increasingly noble as the alloy content increases and at a critical content will cease to sacrificially protect steel. They also become intrinsically slower to dissolve, and this is another protection factor. Consequently, a critical alloy content must exist (e.g.. 12% nickel in zinc) for maximum protective ability. Zinc-manganese alloys become increasingly base as the manganese content increases, and clearly a mechanism is appropriate to explain the markedly improved service life observed. This is attributed to the tendency to form a passive film, probably of manganese(II1) oxide or manganese dioxide (a black rather than white rust for this alloy), which allows the galvanic polarity to be maintained while acting itself as a kinetic barrier. Such behavior may be analogous to the “weathering steels” when iron, in the presence of certain alloying elements, can produce a film of &FeO.OH, which offers stable passive film protection. The 50% threshold for manganese content of zinc alloys then represents the ability to form an oxide film of this type. References 1. Sagiyama, M. et al., SAE Technical Paper 860,268; Society of Automotive Engineers, Warrendale, Pa.; 1986 2. Sagiyama, M. et al. Plating and Surface Finishing, 74:77; 1987 3. Selvam, M. and S . Guruviah, CECRI Bulletin of Electrochemistry, 5:352; 1989 4. Govindarajan, G. et al., CECRI Bulletin of Electrochemistry, 5:422; 1989 5. Sugimoto, Y. et al., Proceedings of the 179th Meeting of the Electrochemical Society; Washington, D.C., May 5-10; 1991 6. Brenner, A. Electrodeposition of Alloys, Vol. 2; Academic Press, New York; 1963 7. Jamani, A.J. et al., Proceedings of the 179th Meeting of the Electrochemical Society; Washington, D.C.,May 5-10; 1991 MF Table IV. ASTM 117B Salt Spray Data for Zinc-Manganese and Rival Systems Samde Bare steel 7.5 pm Zn 6.0 pm Zn-Ni 2.5 pm Zn-Mn 5.0 pm Zn-Mn 7.5 pm Zn-Mn 10.0 pm Zn-Mn - Corrosion Performance Electrocoat Performanceb Highlred Medlredtwhite Medlwhite Lowhlack None None None 2 5 2 2 0 0 0 Comment Unacceptable Unacceptable Unacceptable Unacceptable Very good Very good Excellent of rust: WhitelRedlBlack = type of rust. no undercutting; 1 = up to 1 mm; 2 = up to 2 mm; 3 = up to 3 mm; 4 = up to 4 mm; 5 = >4 mm (delamination). a LowlMediumlHigh = degree METAL FINISHING AUGUST 1993 ~~