the possibility of using recycled paper in digital printing
advertisement

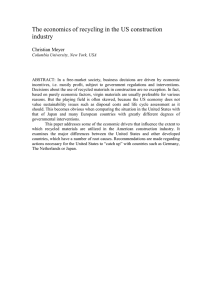
Advanced technologies 2(1) (2013), 26-32 THE POSSIBILITY OF USING RECYCLED PAPER IN DIGITAL PRINTING Ivana Jurič*, Dragoljub Novaković, Igor Karlović, Ivana Tomić Faculty of Technical Sciences, Department of Graphic Engineering and Design, University of Novi Sad, Novi Sad, Serbia The demand for the use of recycled paper has increased recently. The original motivation for paper recycling was primarily economic. The intention was to use collected waste paper in the paper manufacturing. This was primarily the concern in the countries without indigenous forests, which could ensure their production of newsprint and packaging material. Today environmental concerns are the main motivation. The main aim of the present research was to examine whether the papers made of 100 % waste paper could replace the papers made of virgin fibers as substrates in different digital technologies for monochrome prints. We chose three digital printing machines that are based on different marking engine. Xerox DocuColour252 and RICOH MP7500 are based on electrophotography and Canon IP4800 is based on ink jet. The line quality (edge raggedness), text readability, print sharpness and print contrast on the prints were determined by using the image analysis method. The results obtained for the print quality on the recycled papers were very promising. Prints on the recycled papers achieved a similar, and in some cases identical print quality as the prints on the papers made with virgin fibers. (ORIGINAL SCIENTIFIC PAPER) UDC 676:655.3:628.477.6 Keywords: recycled paper, digital printing, print quality Introduction Paper is the substrate mostly used for the image re- fibers from collected paper [2]. There are two principal production in digital printing. Hence, the knowledge of types of pulp, depending on the method of the producthe influence of paper on the print quality is necessary to tion: chemical or mechanical. Mechanical pulp is prounderstand and improve the digital printing performance. duced primarily from spruce wood and during the proPrinting companies participate in choosing the paper on duction the fibers are liberated only through mechanical which something is to be printed. Besides the quality of processing of the wood. In the production of the chemithe paper, environmental consideration is one of the fac- cal pulp, cellulose fibers are extracted by boiling with tors that influences the choice and therefore they often chemical additives. The chemical pulp consists both of choose to print on recycled paper. long-fiber pulp from coniferous trees and of short-fiber Paper, which is the receiving substrate, is an im- pulp from deciduous trees. portant component in determining the final print quality. Recycled paper is a type of paper that completely Paper consists of randomly distributed fibers – normally or partially consists of recycled fibers. These fibers can cellulose – joined together in a hydrogen-bonded struc- have very different origins and therefore also very differture as a consequence of the evaporation of water [1]. ent characteristics when it comes to being a component Various additives can be added, such as adhesive, fillers of the new paper. When producing graphic papers based and pigments. There are many types of paper. The char- on recycled fibers, the paper mill needs as high quality acteristics of different papers depend on the raw materi- raw materials as possible. This includes as little ink as als, the treatment of raw materials, added substances possible to facilitate deinking, or preferably not having and the final treatment of the paper. The primary mate- deinking at all. Unlike the preparation of the pulp from rial in the production of paper is pulp which consists of virgin fibers, the fibers obtained from printed recovered cellulose fibers. The fibers are either fresh fibers from paper must have the ink removed. Large particles of ink the wood of coniferous and deciduous trees or recycled that are left in the pulp will result in blemished papers * Author address: Ivana Jurič, Faculty of Technical Sciences, Department of Graphic Engineering and Design, Trg Dositeja Obradovića 6, 21000 Novi Sad, Serbia E-mail: rilovska@uns.ac.rs The manucsript received: April, 1, 2013. Paper accepted: May, 8, 2013. 26 Advanced technologies with visible specks of ink. If the ink particles are less than 40 μm in size, the eye cannot resolve them [3]. Recycled paper also includes a large proportion of the paper from chemical pulp, which produces the strongest fibers [2]. The concerns with recycled paper are usually about the fiber qualities. However, the increasing demands and improvements in technology have been perfecting the recycled paper quality, as well as driving the cost to be in the same range compared to the virgin fiber paper [4]. It is said that recycled paper is more expensive. It is wrong because recycled paper has aligned with conventional paper prices in recent years due to the increase in demand, refinement of the papermaking process and the significant reduction in energy and water necessary to make recycled paper compared to conventional paper [5]. The production of the paper from recovered fibers uses up to 50 % less energy than the production of the paper from virgin pulp because much of the paper mass has already been processed. This can also consume up to 60 % less water [6]. The use of recycled fibers varies from country to country, and it is dependent on the quantity of pulpwood resources and environmental laws of the country. In Europe, recycled fibers are generally used for economic and ecological reasons. In countries like Japan, Korea, Taiwan and Mexico, the additional reason to use recycled fibers is the scarcity of native pulpwood resources [7]. In general, each technique, starting from the conventional to digital ones sets different tasks on the paper properties in order to satisfy the given principles of the process [3]. To ensure the best quality and productivity of the digital printing, a number of requirements for paper properties must be met. While many types and grades of paper can be run in digital printing systems, there are a common set of characteristics and the quality criteria that must be built into papers (either recycled or non-recycled) that are optimized for the performance in digital printing systems – either monochrome or color. While some offset sheets may also function, they may not perform as reliably or produce the same print quality as papers specifically designed for use in digital printing systems [8]. For digital printing, the structure and composition together with the electrical and thermal properties of the paper are very important. These paper properties have direct influence on runnability and performance of digital printing systems. Digital printing is based on a different image transfer to substrate compared to offset printing. During the image transfer process, the paper is subjected to electrostatic charges. If the paper lacks the proper electrical characteristics, dry ink may not transfer properly or completely, causing print quality defects or other failures. Also, the high temperature used for fusing in most digital printers, combined with the friction of the paper being moved at high speeds through the system, can generate static electricity. On the other hand, optical paper properties have no bearing on runnability and performance, but do have a significant impact on the print quality. High brightness and whiteness values of papers 2(1) (2013), 26-32 give more contrast, allowing colors to stand out. Low values of brightness and whiteness are easier on the eyes for periods of extended viewing or reading. Adequate paper brightness enhances the contrast between the paper and the image, thus improving readability. Opacity is an important consideration in two-sided printing. Good digital paper must be sufficiently opaque to prevent show through from the reverse side of a duplexed page, or from the subsequent pages in a set. There are several papers investigating the possibility of using recycled paper in the printing. Grilj et al. [7] compared the electrophotographic print quality on recycled paper and papers made with virgin fibers in everyday office use. On the prints, four print attributes were determined: the edge sharpness, print micro-nonuniformity, color gamut and halftone values. They found that prints produced on recycled papers and papers made with virgin fibers have very similar edge sharpness. Prints produced on 100 % recycled papers achieved slightly smaller color gamut, but the difference was extremely small. Malčić et al. [9] examined the influence of natural and accelerated ageing on optical properties of printed recycled paper. After ageing, the reflectance of recycled paper decreases all along the wavelength interval, with a more significant change in a shorter wavelength range. The decrease of the reflectance in the blue wavelength range causes the yellowness color appearance of the sample, as might be expected. Ageing deteriorates the optical properties of recycled paper. The study of Wingkono et al. [4] showed a strong correlation between the paper treatment with ink fixative and the improvement in the print quality in recycled paper. The surface treatment improves print quality in recycled paper significantly, especially in areas related to ink fixation, such as optical density, color richness, and line acuity. The goal of the present research was to examine whether the paper made from 100 % waste paper could replace the paper made with virgin fibers as substrate in different digital marking engines (technologies) for monochrome print. METHODS AND MATERIALS In this research, we used two different papers. One standard paper made with virgin fibers (Maestro MONDI) that is most commonly used for daily black and white digital printing, and one recycled paper that is customized for digital printing (mostly ink jet). Papers had the same basis weight (90g/m2). The test image was created with the vector graphic program Adobe Illustrator CS5 containing different elements used for the print quality control, as shown in Figure 1. Test image dimensions were 17 x 10 cm. The elements assessed were lines (1 and 2pt width), different text sizes (6 and 12pt) for the evaluation of the text readability, patches for the print contrast (lines 0.5 and 1lp/mm) and slanted edge for determination of print sharpness. 27 Advanced technologies 2(1) (2013), 26-32 region of interest (ROI) was defined as 150 × 300 pixels and was manually adjusted for each sample in order to enclose the detected edge more precise. Figure 2. MTF curve generation: a) ROI, b) ESF function, c) LSF function, d) SFR/MTF curve The edge spread function (ESF, which is essentially the reflectance profile) was obtained from a ROI enclosing the edge. The corresponding line spread function (LSF) was obtained by taking the first derivative of the ESF function. The SFR (also called MTF) was obtained by applying a Fourier transform to the LSF as illustrated in Fig 2d. A characteristic point from MTF curve for each sample were recorded - the spatial frequency at response of 50 % (noted as MTF50). It was stated [11] that the spatial frequencies where MTF was 50 % of its low frequency value were the best indicators of the image sharpness. One more print attribute was estimated in the paper - print contrast. Generally, the print contrast is the difference in reflectance between black and white lines. There are several methods for obtaining the print contrast. The most commonly used method is presented in standard ANSI X3.182. It is called Edge Contrast and it is calculated as follows: Print Contrast = Rmax - Rmin [1] where, Rmax is the average reflectance in the areas between the lines, and Rmin is the average reflectance of the lines. Figure 1. Test image Printing was performed on different digital printing machines with black ink only. We chose four digital printing machines that are based on different marking engine (different printing technology): - Canon IP4800 - ink jet and - Xerox DocuColor 252 and RICOH MP7500 - electrophotography. In order to assess the maximum quality one machine can produce, we chose maximum possible resolutions for each machine. After printing and drying, the elements of printed sheets relevant for further analysis were digitalized with Canon CanoScan 5600F scanner. Scanning resolution was set as 1200 spi and all auto functions were turned off. This resolution is recommended by standard ISO 24790 (Information Technology—Office equipment — Measurement of image quality attributes for hardcopy output — Monochrome text and graphic images). Substantial image elements were saved as separate tiff files and the results obtained from the prints were compared RESULTS AND DISCUSSION to those acquired from the non-printed (“original”), digital test form. To calculate the above mentioned parameters, Line quality the open source image processing and analysis program The results obtained by measuring 1 and 2 pt black ImageJ [10] and Imatest 3.1 were used. lines (horizontal and vertical) are presented in Tables The reproduction of the line quality was assessed by 1-4. The differences between the samples printed with measuring the area and perimeter of 1 and 2 pt thick the same printing machine on different paper are very black lines. In this manner we determined the edge ragsmall and insignificant. gedness for black ink. This phenomenon – also referred to as wicking – describes the jagged strict edges. The text quality was determined according to the values Table 1. Area and perimeter of 1pt black line (horizontal) of the area and perimeter of the positive letter ''T'' (6 and 12pt). The perimeter was calculated by measuring the outer edge of a letter, while the area was derived from the corresponding number of pixels representing the object, i.e., the letter. These parameters are a good indicator of text readability since significant deviations in perimeter and area may result in poor readability. Furthermore, print sharpness was determined. For *referent values A=5.25mm2 P=30.7mm the MTF (Modulation Transfer Function) characterization we used software Imatest 3.1, SFR module. The MTF curve generating algorithm is presented in Figure 2. The 28 2(1) (2013), 26-32 Advanced technologies Table 2. Areas and perimeter of 1pt black line (vertical) Table 3. Area and perimeter of 2pt black line (horizontal) *referent values A=10.5mm2 P=31.4mm Table 4. Areas and perimeter of 2pt black line (vertical) The measured lines were also compared to those acquired from the non-printed digital test form (Figure 3 and Figure 4). These graphs represent areas and perimeters of 1 and 2 pt black lines printed on different machines. Dashed black lines on each graph represent a referent value i.e. the value of 1 and 2 pt line area and perimeter measured on a digital file sent to the printer (rasterized on 300 dpi). Figure 3. 1pt black line a) area and b) perimeter (horizontal line) Figure 4. 2pt black line a) area and b) perimeter (horizontal line) The lines that are printed with Canon IP4800 ink jet printed vertically on RICOH MP7500 have the minimum printing machine have the maximum deviation from the deviation. In theory, the samples with a larger perimeter reference value while the lines that are printed horizon- and a larger area should exhibit poorer edge sharpness tally with Xerox DocuColor 252 and the lines that are (line quality). Based on this fact we can conclude that 29 2(1) (2013), 26-32 Advanced technologies the smallest edge sharpness is obtained on the samples printed with Canon IP4800. Lines are very ragged because of the color spread into the paper. The same trends were noticed for vertical lines. was achieved with the Xerox Docu Color 252 printer and the difference between recycled and non-recycled paper was minimum. The smallest print sharpness was obtained for the sample printed on recycled paper with Canon IP4800 ink jet printer (3.33 cy/mm). The values Text readability are presented in two units: cy/mm (cycles per millimeter) Text readability was evaluated on the basis of the and LW/PH (line widths per picture height). According to area and perimeter of the letter ''T'' (6 and 12pt). Ac- the second unit, the print sharpness can be defined for cording to the scanned word ''Text'' (6pt font size) pre- the exact picture height that will be printed [11]. sented in Figure 5 it can be concluded that the poorest We also assessed the print sharpness for a horizontal text readability is achieved on the samples printed with slanted edge. The results are presented in Table 8. BasiCanon. The text printed with RICOH and Xerox is crisp cally, MTF50 values are larger than those for the vertical and has smooth edges. The edges of the letters are very line that indicates larger print sharpness. This is probacoarse and ragged. This was also obtained by objective bly due to the influence of direction of paper fibers which measurements of the area and perimeter of the letter ''T'' are parallel with the lines. which was compared with the referent value. The results are summarized in Tables 5-6. Based on these results, Table 7. Print sharpness for a vertical slanted edge no significant differences were found between the prints on the papers made with virgin and recycled fibers. Figure 5. Word “Text” printed with black ink by: Canon on a) recycled paper – lenza, b) non-recycled paper – mondi; RICOH c) lenza, d) mondi and Xerox e) lenza, f) mondi Table 8. Print sharpness for a horizontal slanted edge Table 5. Area and perimeter of 6pt text letter ‘’T’’ *referent values A=0.38mm2 P=4.49mm Table 6. Area and perimeter of 12pt text letter ‘’T’’ *referent values A=1.39mm2 P=9.38 Print Sharpness In Table 7, MTF values for all printed samples are summarized. MTF values were calculated according to ROI areas presented in Figure 6. As it could be expected, compared to previous results the largest print sharpness 30 Print Contrast The results obtained by measuring the print contrast for 0.5 and 1 lp/mm frequencies are shown in Table 9. At lower frequencies, the contrast between the paper brightness and ink reflectance was larger. Clearly, as the frequency increased, the print contrast decreased. The largest print contrast was achieved when the printing was performed with printing machines based on electrophotographic printing process (RICOH MP7500 and Xerox DocuColor252). Generally, a larger print contrast was achieved on the paper made with virgin fibers. This result could be explained by this paper being whiter (WCIE=114.881) than the paper made from 100 % waste paper (WCIE=104.97). When the paper is whiter, the average reflectance in the areas between the lines (Rmax) is larger. This results in a higher print contrast. 1 Whiteness was measured with spectro densitometer SpectroDens using CIE Whiteness formula. 2(1) (2013), 26-32 Advanced technologies Table 9. Print contrast for 0.5lp/mm and 1lp/mm Abbreviations and symbols MTF - Modulation Transfer Function ROI - Region of interest SFR - Spatial Frequency Response ESF - Edge spread function LSF - Line spread function CIE - Commission Internationale de l'Eclairage CONCLUSIONS The perception of the print quality is based on a number of print attributes. The attributes such as the line reproduction, text quality (readability), print sharpness and print contrast can be good indicators of the maximum possibility of the printing device (print quality). The main goal of this research was to investigate the possibility of using recycled instead of non-recycled paper in digital printing. It was also examined how these papers behaved on different digital marking engines (technologies). On the prints, four different print attributes were determined by using the image analysis method. According to the results obtained in this paper, the differences between 100 % recycled paper and the paper made with virgin fibers were extremely small. The only difference was observed when the prints were printed with different printing machines, as expected. The largest deviations from referent values were noticed for the prints printed with ink jet printing machines (Canon IP4800). It was evident that as deviations were larger, the readability of the text was lower and the edge raggedness was larger and vice versa. The difference was also observed when the attributes were obtained according to the horizontal and vertical elements. This was probably due to the influence of the direction of paper fibers and the direction of printing. The print contrast results indicate that the optical paper property, such as whiteness, had impact on the print quality. Slightly better quality, in terms of the print contrast was achieved on the paper made with virgin fibers which is whiter than recycled paper. Generally, based on the print quality results obtained in this research, 100 % recycled paper achieved a high print quality. Hence, for monochrome digital printing, the papers made with virgin fibers could be entirely replaced with the 100 % recycled papers. The results of this study will encourage the use of recycled papers for digital printing, knowing how much it will contribute to preserving the environment. REFERENCES [1] M. A. Hubbe, J. J. Pawlak, and A. A. Koukoulas (2008). Paper's appearance: A review, BioResources 3 (2), pp627-665 [2] M. Silfverstolpe (2008) Recycling of printed products, The environmental council of the Swedish printing industries, Belgium [3] B. Thompson (2004): Printing materials: Science and technology: A Pira International printing guide, Pira International, Leatherhead [4] G. Wingkono, T. R. Oswald and J. Stoffel (2011) Surface Treatment to Improve Print Quality on Recycled Paper, NIP 27 and Digital Fabrication 2011, Technical Program and Proceedings [5] A local printer (2013): Recycled Printing and Paper - The Facts [Online] Avaiable at: http://www.alocalprinter.com/ uk/recycled-paper/ (Accessed: 17.1.2013) [6] Know your printing paper, A guide to purchasing recycled content printing paper for corporate stationery and promotional materials, The Department of Environment and Climate Change (NSW), ISBN 978 1 74232 095 3 [7] S. Grilj, T. Muck, A. Hladnik, and D. Gregor-Svetec (2012) Recycled papers in everyday office use, Nordic Pulp and Paper, Research Journal, Volume 27, 2012, Issue No. 4, pp. 739-749 [8] Xerox Corporation (2004): Helpful facts about the paper [Online] Available at: http://www.xerox.com/downloads/ usa/en/s/supp_lib_Helpful_Facts_About_Paper.pdf (last visited: 16.12.2012.) [9] V. Džimbeg-Malčić, M. Dadić and Z. Bolanča (2003) Optical Properties of printed recycled paper exposed to ageing, 11th Color Imaging Conference, IS&T/SID Eleventh Color Imaging Conference, pp. 255-260 [10]W. S. Rasband (2011): ImageJ, U. S. National Institutes of Health, Bethesda, Maryland, USA, [Online] Available at: http://rsbweb.nih.gov/ij/ (last visited: 16.1.2013.) [11] N. Koren (2009) Imatest Documentation, Technical documentation for Imatest 3.1 Master software ACKNOWLEDGEMENTS This work was supported by the Serbian Ministry of Education, Science and Technological Development, Grant No.: 35027 "The development of software model for the improvement of knowledge and production in graphic arts industry". 31 2(1) (2013), 26-32 Advanced technologies Izvod MOGUĆNOST UPOTREBE RECIKLIRANOG PAPIRA U DIGITALNOJ ŠTAMPI Ivana Jurič, Dragoljub Novaković, Igor Karlović, Ivana Tomić Fakultet tehničkih nauka, Departman za grafičko inženjerstvo i dizajn, Univerzitet u Novom Sadu, Novi Sad, Srbija Potreba za recikliranim papirima se povećala tokom poslednjih godina. Osnovni motiv upotrebe recikliranog papira je smanjenje troškova. Cilj korišćenja recikliranog papira je prikupljanje već upotrebljenog papira. Ovo je prvobitno bilo primenjeno u zemljama koje imaju jako malo šuma. Danas su glavni motiv ekološki problemi. Cilj ovog rada je ispitivanje mogućnosti upotrebe 100% recikliranog papira umesto papira napravljenih od celuloznih vlakana u digitalnoj štampi za monohromatske otiske. Papiri su štampani na tri različite digitalne mašine. Xerox DocuColour 252 i RICOH MP7500 su bazirani na principu elektrofotografije, a Canon IP4800 je baziran na ink džet principu štampanja. Korišćenjem metode analize slike kontrolisani su kvalitet reprodukovane linije, čitljivost teksta, oštrina štampe i kontrast. Rezultati dobijeni kontrolom kvaliteta štampe na recikliranom papiru su bili obećavajući. Otisci štampani na recikliranom papiru su postigli sličan, u nekim slučajevima potpuno isiti kvalitet kao i otisci štampani na papiru od celuloznih vlakana. 32 (ORIGINAL NAUČNI RAD) UDK 676:655.3:628.477.6 Ključne reči: recikliran papir, digitalna štampa, kvalitet štampe