HORIZONTAL STABILIZER - Internet EFB (Electronic Flight Bag)
advertisement
")
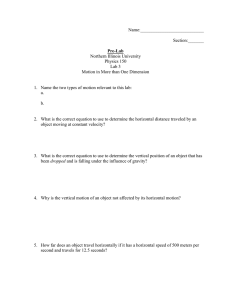
CIRRUS AIRPLANE MAINTENANCE MANUAL MODEL SR22 HORIZONTAL STABILIZER 1. DESCRIPTION This section covers the horizontal airfoil of the tail section to which the elevator is attached. EFFECTIVITY: All 55-10 Page 1 15 Apr 2007 CIRRUS AIRPLANE MAINTENANCE MANUAL MODEL SR22 2. MAINTENANCE PRACTICES A. Horizontal Stabilizer CAUTION: (1) Installation and removal of the horizontal stabilizer may only be performed at an approved Cirrus Design Repair Station. Removal - Horizontal Stabilizer (See Figure 55-101), (See Figure 55-102) Two methods of horizontal stabilizer removal are explained. Method #1 contains a removal procedure that salvages the existing horizontal stabilizer. The Method #2 procedure explains how to cut the horizontal stabilizer from the airplane where reuse of the horizontal stabilizer is not possible. (a) Acquire necessary tools, equipment, and supplies. Description P/N or Spec. Page 2 15 Apr 2007 Purpose Oscillating Tool, Blade FSN400E Blade (Metal) 6-35-02-147-01-5 Oscillating Tool, 90° 12L2240-90 Cutting Disc and Arbor 14-1746 Cooper Power Tools Cutting Method #1 Sales and Service Lexington, SC 29071 800-845-5629 Compressed Air - Any Source Cooling Method #1 Reciprocating Saw - Any Source Cutting Method #2 Blade (Bi-Metal) 6 inch (15 cm) Any Source Cutting Method #2 Any Source Cutting Method #2 Blunt-Edged Chisel 55-10 Supplier - C. & E. FEIN GMBH Cutting D-70176 Stuttgart Method #1 +49 (0)711 / 66 65-0 Plastic Wedge (2) 5 inches (13 cm) Any Source Cutting Method #2 90° Die Grinder - Any Source Removal Metal Cut-Off Wheel and Arbor 2.0 inches (5.1 cm) Any Source Removal Sanding Drum 80-grit Any Source Abrasion Low-Profile Orbital Sander - Any Source Abrasion Sandpaper 80-grit Any Source Abrasion Vacuum - Any Source Cleaning Low-Tack Tape M-0071 AST Black Any Source Protective Tape Protection Plastic Tape, 2-inch - Any Source Protection Aluminum Tape, 4-inch - Any Source Protection Method #1 EFFECTIVITY: All CIRRUS AIRPLANE MAINTENANCE MANUAL Description Bagging Film Breather (b) (c) (d) (h) (i) (Refer to 51-30) Supplier (Refer to 51-30) Purpose Protection During horizontal stabilizer removal, do not damage bonding flange on fuselage or vertical fin. Remove horizontal stabilizer root fairings. (Refer to 53-50) CAUTION: (f) (g) P/N or Spec. Remove pitch trim motor assembly. (Refer to 27-30) Remove elevator bellcrank. (Refer to 55-20) Serials 0334 & subs w/ ice protection: Disconnect ice protection tubing: 1 Remove bulkhead 222 trim. (Refer to 25-10) 2 Remove access panel CB6. (Refer to 06-00) 3 Remove any tie wraps used to secure ice protection tubing. 4 Disconnect aft tubing from horizontal proportioning unit. (Refer to 30-05) CAUTION: (e) MODEL SR22 Verify horizontal stabilizer serial number is recorded prior to cutting horizontal stabilizer to ensure that traceability of component is recorded. Record horizontal stabilizer serial number. Remove bolt securing ground wire to elevator hinge bracket on aft horizontal stabilizer and stow ground wire. Using low-tack tape, secure rudder into a fixed position. If performing Horizontal Stabilizer Removal Method #1, verify bond gap measurement facilitates cutting procedures. CAUTION: 1 To facilitate Method #1 removal of the horizontal stabilizer, a bond void must exist at the leading edge, extending aft approximately 3 inches (8 cm). Verify bond void exists at leading edge of fuselage flange. Repeat verification on opposite side of fuselage flange. CAUTION: To facilitate salvageable removal of the horizontal stabilizer, the bond gap at the fuselage flange must be 0.05 inch (1.27 mm) or greater. 2 (j) Measure bond gap along upper and lower flange. Repeat measurement on opposite side of fuselage flange. 3 If measurement is less than 0.05 inch (1.27 mm), Horizontal Stabilizer Removal Method #1 may not be performed. 4 If required bond voids exist and bond gap measurement is 0.05 inch (1.27 mm) or greater, Horizontal Stabilizer Removal Method #1 may be performed. Horizontal Stabilizer Removal Method #1: Remove horizontal stabilizer. (See Figure 55101) 1 At empennage perimeter of bonding flange, apply plastic tape to upper and lower empennage surfaces. 2 At horizontal stabilizer perimeter of bonding flange, apply aluminum tape to upper and lower horizontal stabilizer surfaces. CAUTION: EFFECTIVITY: All When cutting bonding flanges, another technician should support the horizontal stabilizer to minimize any shifting of weight that could stress the flanges at remaining bond lines. 55-10 Page 3 15 Apr 2007 CIRRUS AIRPLANE MAINTENANCE MANUAL MODEL SR22 Also, the second technician should apply compressed air to bond line during cutting procedure to prevent heat build-up from potentially scorching the airplane surfaces, and provide debris clean-up. Use caution when cutting to not cause excessive damage to the horizontal stabilizer and/or fuselage bonding flange. If damage exceeds repair specifications, contact Cirrus Design for disposition. To prevent binding during the removal process, begin cutting with 90° oscillating tool at the bottom bond line. 3 (k) Using 90° oscillating tool with cutting disc at bond line, position disc flush with surface of horizontal stabilizer. Apply compressed air simultaneously to bond line when cutting. Cut horizontal stabilizer section from empennage. 4 If necessary, use blade oscillating tool to cut remaining bond line. Once bond line has been separated, repeat both cutting procedures on upper bond line. 5 Repeat cutting procedures on opposite side. 6 Remove horizontal stabilizer from airplane. Horizontal Stabilizer Removal Method #2: Remove horizontal stabilizer. (See Figure 55102) 1 Draw an offset line 1.0 inch (2.54 cm) from horizontal stabilizer root around entire surface of horizontal stabilizer. Repeat on opposite side. CAUTION: 2 3 4 5 6 7 55-10 Page 4 15 Apr 2007 Use caution when cutting to not cause excessive damage to the fuselage bonding flange. If damage exceeds repair specifications, contact Cirrus Design for disposition. Using reciprocating saw with 6 inch (15 cm) blade at offset line, cut horizontal stabilizer section from empennage. Repeat on opposite side. Using reciprocating saw, cut through spar of remnant to remove core. Position cutting end of wedge between aft remnant and upper fuselage flange. Strike back of wedge forward to leading edge of remnant. Position second wedge at same position on opposite side of empennage and repeat striking action. Alternate between driving both wedges forward to leading edge of remnant. Repeat remnant separation at lower flange surfaces. If leading edge of remnant is still adhered to fuselage flange, alternately position flat end of wedge to sides of remnant and strike with hammer until remnant is loosened. Remove horizontal stabilizer composite remnant. EFFECTIVITY: All CIRRUS AIRPLANE MAINTENANCE MANUAL MODEL SR22 1 2 NOTE At empennage perimeter of bonding flange, apply plastic tape to upper and lower empennage surfaces. At horizontal stabilizer perimeter of bonding flange, apply aluminum tape to upper and lower horizontal stabilizer surfaces. Remove bolt and washer securing ground wire to elevator hinge bracket on aft horizontal stabilizer and stow ground wire. LEGEND 1. Plastic Tape 2. Aluminum Tape To facilitate non-destructive removal of the horizontal stabilizer, a bond void must exist at the leading edge, extending aft approximately 3 inches (8 cm) at upper and lower surfaces. To facilitate non-destructive removal of the horizontal stabilizer, the bond gap at the fuselage flange must be 0.05 inch (1.27 mm) or greater. Using 90° oscillating tool with cutting disc at bond line, cut horizontal stabilizer section from empennage. If necessary, use blade oscillating tool to cut remaining bond line. SR22_MM55_2387 Figure 55-101 Horizontal Stabilizer Removal - Method #1 EFFECTIVITY: All 55-10 Page 5 15 Apr 2007 CIRRUS AIRPLANE MAINTENANCE MANUAL MODEL SR22 1.0 inch (2.54 cm) HORIZONTAL STABILIZER COMPOSITE REMNANT (REF) HORIZONTAL STABILIZER (REF) WEDGE (REF) NOTE Draw an offset line 1.0 inch (2.54 cm) from the horizontal stabilizer root around entire surface of horizontal stabilizer. Repeat on opposite side. Using reciprocating saw with 6 inch (15 cm) blade, at offset line, cut horizontal stabilizer section from empennage. Repeat on opposite side. Remove bolt and washer securing ground wire to elevator hinge bracket on aft horizontal stabilizer and stow ground wire. Using reciprocating saw with 6 inch (15 cm) blade, cut through spar of remnant to remove core. Position cutting end of wedge between aft remnant and fuselage flange. Strike back of wedge forward to leading edge of remnant. If leading edge of remnant is still adhered to fuselage flange, alternately position flat end of wedge to sides of remnant and strike with hammer until remnant is loosened. SR22_MM55_2152 Figure 55-102 Horizontal Stabilizer Removal - Method #2 55-10 Page 6 15 Apr 2007 EFFECTIVITY: All CIRRUS (l) AIRPLANE MAINTENANCE MANUAL MODEL SR22 Remove residue. (See Figure 55-103) 1 Apply low-tack tape over LH access panel opening to restrict debris from entering empennage. 2 Plug inside of empennage with breather material to contain debris during residue removal. CAUTION: 3 Protect skin of airplane from scuffing against vacuum nozzle using low-tack tape as barrier between structures. Apply low-tack tape to airplane skin below fuselage flange where vacuum nozzle will be positioned. Position vacuum nozzle upward and secure to empennage with tape. Turn vacuum on. CAUTION: If installed, do not remove shims from bonding flange on fuselage. Removal of shims will require reinstallation of shim and additional adjustments. Do not damage the bonding flange when removing residual material. 4 (m) (n) EFFECTIVITY: All Using 90° die grinder with 80-grit sanding drum, remove remaining composite and adhesive from bonding flange on fuselage. 5 Use low-profile orbital sander for more controlled adhesive removal as majority of residue is removed. Hand sand when necessary at leading edge until at least 70% of original laminate surface is exposed. 6 Solvent clean bonding flange on fuselage. (Refer to 20-30) 7 Repeat residue removal at remaining fuselage flange surfaces. Horizontal Stabilizer Removal Method #1: Inspect horizontal stabilizer for damage and repair as necessary. 1 If extent of damage does not exceed 2 plies, perform Laminating - In Place Method installing twice as many plies as the original lay-up. (Refer to 51-20) 2 If extent of damage is greater than 2 plies, contact Cirrus Design for disposition. (Refer to AMM-Intro) Inspect fuselage flange for damage and repair as necessary. 1 If extent of damage does not exceed 2 plies, no repair is necessary. 2 If extent of damage is equal to 3 - 6 plies, perform Laminating - In Place Method installing one ply for each ply replaced in the original lay-up. (Refer to 51-20) 3 If extent of damage is greater than 6 plies, contact Cirrus Design for disposition. (Refer to AMM-Intro) 55-10 Page 7 15 Apr 2007 CIRRUS AIRPLANE MAINTENANCE MANUAL MODEL SR22 FUSELAGE BONDING FLANGE (REF) FUSELAGE BONDING FLANGE (REF) ADHESIVE (REF) SHIM (REF) FUSELAGE BONDING FLANGE HORIZONTAL (REF) STABILIZER COMPOSITE REMNANT ADHESIVE (REF) (REF) 2 1 Serials 0002 thru 0820. SHIM (REF) SHIM (REF) Serials 0821 & subs. HORIZONTAL STABILIZER COMPOSITE REMNANT (REF) NOTE Protect skin of airplane from scuffing against vacuum nozzle using low-tack tape as barrier between structures. SHIMS (REF) SHIM (REF) If installed, do not remove shims from bonding flange on fuselage. Removal of shims will require reinstallation of shim and additional adjustments. Do not damage the bonding flange when removing residual material. Using 90° die grinder with 80-grit sanding drum, remove remaining composite and adhesive from bonding flange on fuselage. Use low-profile orbital sander for more controlled adhesive removal as majority of residue is removed. Hand sand when necessary at leading edge until at least 70% of original laminate surface is exposed. Serials 0002 thru 0820. Serials 0821 & subs. FUSELAGE LEGEND BONDING 1. Vacuum FLANGE 2. Tape (REF) Figure 55-103 Residue Removal 55-10 Page 8 15 Apr 2007 EFFECTIVITY: All SR22_MM55_2154 CIRRUS (2) AIRPLANE MAINTENANCE MANUAL MODEL SR22 Installation - Horizontal Stabilizer WARNING: Installation of the horizontal stabilizer assembly requires a test flight performed by a Cirrus Design certified test pilot. Contact Cirrus Design prior to performing maintenance to schedule test flight. CAUTION: Proper application of PTM&W ES6292-Based Structural Adhesive is critical to obtaining full bond strength. The application procedure defined in this procedure differs from commonly used MGS L418-Based Structural Adhesive and should be fully understood prior to performing the installation. (a) Acquire necessary tools, equipment, and supplies. Description EFFECTIVITY: All P/N or Spec. Supplier Purpose Bonding Fixture T6693 Cirrus Design Duluth, MN 55811 218-727-2737 Mount Fuselage Tail Cross Pin T6149 Cirrus Design Duluth, MN 55811 218-727-2737 Leveling Serials 0002 thru 2437: T1835 Horizontal Incidence Template, HS36, LH Cirrus Design Duluth, MN 55811 218-727-2737 Measurement Serials 0002 thru 2437: T1836 Horizontal Incidence Template, HS36, RH Cirrus Design Duluth, MN 55811 218-727-2737 Measurement T1837 Serials 0002 thru 2437: Horizontal Incidence Template, HS72, LH Cirrus Design Duluth, MN 55811 218-727-2737 Measurement Serials 0002 thru 2437: T1838 Horizontal Incidence Template, HS72, RH Cirrus Design Duluth, MN 55811 218-727-2737 Measurement Serials 2438 & subs: Hori- T10100 zontal Incidence Template, HS36, LH Cirrus Design Duluth, MN 55811 218-727-2737 Measurement Serials 2438 & subs: Hori- T10101 zontal Incidence Template, HS36, RH Cirrus Design Duluth, MN 55811 218-727-2737 Measurement Serials 2438 & subs: Hori- T7733 zontal Incidence Template, HS72, LH Cirrus Design Duluth, MN 55811 218-727-2737 Measurement Serials 2438 & subs: Hori- T10102 zontal Incidence Template, HS72, RH Cirrus Design Duluth, MN 55811 218-727-2737 Measurement Feeler Gauge Any Source Bondline Tolerance 0.140-inch 55-10 Page 9 15 Apr 2007 CIRRUS AIRPLANE MAINTENANCE MANUAL Description P/N or Spec. Page 10 15 Apr 2007 Supplier Purpose Pastry Bag DPBR-18 Bakery Crafts West Chester, OH 45071 800-543-1673 Application Flexible Spreader 2-inch Any Source Application 600-1050/ Thermocouple Monitor With Infrared-RS232 adap- 600-0092 tor, serial adaptor, and 2 Type J Thermocouple Probes Telatemp Corporation Indicating and Fullerton, California 92831 Recording 800-321-5160 Insulation Material AR04044 Mac ARTHUR CO. St. Paul, Mn. 55114 800-777-7507 Post Curing Sheet Metal - Any Source Post Curing Curing, Empennage Heat Shield T7102 Cirrus Design Duluth, MN 55811 218-727-2737 Curing Initial Curing Enclosure (w/ T6856-1 Slit), LH Cirrus Design Duluth, MN 55811 218-727-2737 Initial Curing Initial Curing Enclosure (w/ T6856-2 Slit), RH Cirrus Design Duluth, MN 55811 218-727-2737 Initial Curing Post Curing Enclosure (w/o Slit), LH T6857-1 Cirrus Design Duluth, MN 55811 218-727-2737 Post Curing Post Curing Enclosure (w/o T6857-2 Slit), RH Cirrus Design Duluth, MN 55811 218-727-2737 Post Curing Electronic Temperature Control Unit Johnson Controls Milwaukee, WI 53201 414-524-1200 Temperature Control A419ABG-3C (for 120 VAC) A419ABC-1C (for 240 VAC) 55-10 MODEL SR22 Infrared Thermometer MiniTemp MT4 w/ laser point Raytek Corporation Santa Cruz, CA 95061 800-866-5478 Measurement Bagging Film Breather (Refer to 51-30) (Refer to 51-30) Curing Flashbreaker Tape 2.0 inches (5.0 cm) (Refer to 51-30) (Refer to 51-30) Protection Masking Tape (2 Rolls) 3.0 inches (7.6 cm) Any Source Sealing Blow Dryer (2) 1500 - 1875 Watt Any Source EFFECTIVITY: All Curing CIRRUS AIRPLANE MAINTENANCE MANUAL Description (b) (c) (d) (e) (f) Supplier Purpose 250 W Heat Lamp(s) - Any Source Curing Hammer - Any Source Break Sample Chisel - Any Source Break Sample Remove rudder assembly. (Refer to 55-40) Remove wing assembly. (Refer to 57-10) Remove nose gear strut. (Refer to 32-20) Hoist airplane. (Refer to 07-20) Mount fuselage into bonding fixture. (See Figure 55-104) CAUTION: 1 2 3 4 5 6 7 8 9 10 11 EFFECTIVITY: All P/N or Spec. MODEL SR22 Verify all primary support points on fuselage and bonding fixture are aligned with one another and no fixture obstructions contact the fuselage while lowering the fuselage onto the bonding fixture. Position fuselage above bonding fixture. At aft section of fixture, pivot middle elevator hinge arm outboard. At forward section of fixture, center engine support base assembly. Lower fuselage to fixture until nose landing gear mounts and tail cross pin hole are within 6 inches (15 cm) of final mounting positions. At RH spar tunnel, install T-bolt to secure male cone datum to bottom of fuselage spar tunnel. At LH and RH nose gear strut mounting locations on engine mount frame assembly, insert tethered engine support pins. At aft fuselage, insert tail cross pin through aft tooling hole of LH and RH empennage access panels. Ensure pin passes through hole of both access panels. CAUTION: Verify tail cross pin is installed at aft fuselage and engine support pins are installed at forward fuselage before lowering fuselage onto bonding fixture. Note: Mating of the cone datum at the spar tunnel should determine location and engine support base assembly should shift as necessary. Lower fuselage into V-blocks of engine support base assembly and onto tail cross pin support. Ensure male upper cone surface is mated with female lower cone surface. At aft section of fuselage, insert lower rudder pin into position. Verify fuselage is still correctly positioned at support V-blocks and pin locations. 55-10 Page 11 15 Apr 2007 CIRRUS AIRPLANE MAINTENANCE MANUAL MODEL SR22 NOTE At aft fixture, pivot middle elevator hinge arm outboard. At forward fixture, center engine support base assembly. APPROVED HOISTING METHOD Lower fuselage to fixture until nose landing gear mounts and tail cross pin hole are within 6 inches (15 cm) of final mounting positions. APPROVED HOISTING METHOD SR22_MM55_2156 55-10 Page 12 15 Apr 2007 Figure 55-104 Mounting Fuselage To Bonding Fixture (Sheet 1 of 3) EFFECTIVITY: All CIRRUS AIRPLANE MAINTENANCE MANUAL MODEL SR22 MALE CONE DATUM (REF) T-BOLT FEMALE CONE DATUM (REF) SIDE VIEW NOTE At LH and RH nose gear strut mounting locations on engine mount frame assembly, insert tethered engine support pins. Lower fuselage into v-blocks of engine support base assembly. At RH spar tunnel, install T-bolt to secure male cone datum to bottom of fuselage spar tunnel. Cone datum at spar tunnel should determine location and engine support base assembly should shift as necessary. V-BLOCKS (REF) ENGINE SUPPORT PIN ENGINE SUPPORT BASE ASSEMBLY (REF) SR22_MM55_2158 Figure 55-104 Mounting Fuselage To Bonding Fixture (Sheet 2 of 3) EFFECTIVITY: All 55-10 Page 13 15 Apr 2007 CIRRUS AIRPLANE MAINTENANCE MANUAL MODEL SR22 VERTICAL FIN (REF) EMPENNAGE ACCESS (REF) LOWER RUDDER PIN TOOLING HOLE (REF) TAIL CROSS PIN SUPPORT (REF) TAIL CROSS PIN NOTE LH, BIRDSEYE VIEW OF EMPPENAGE & FIXTURE At aft fuselage, insert tail cross pin through aft tooling hole of LH and RH empennage access panels. Ensure pin passes through hole of both access panels. Lower fuselage onto tail cross pin support. SR22_MM55_2160 Figure 55-104 Mounting Fuselage To Bonding Fixture (Sheet 3 of 3) 55-10 Page 14 15 Apr 2007 EFFECTIVITY: All CIRRUS (g) AIRPLANE MAINTENANCE MANUAL MODEL SR22 Mount horizontal stabilizer into bonding fixture. (See Figure 55-105) 1 Record serial number of new horizontal stabilizer and update log book. New Horizontal Stabilizer Serial Number 2 3 At aft section of fixture, pivot LS 36 and RS 36 elevator hinge arms down. Rotate trailing edge adjustment clamp lever clockwise to lower clamp. Note: 4 5 6 7 8 9 10 11 12 13 14 15 16 Serials 0334 & subs w/ ice protection: While installing horizontal stabilizer into fuselage, pass ice protection tubing forward and down through RH access panel. Loop and stow forward. Position horizontal stabilizer assembly in opening at aft fuselage. Serials 0334 & subs w/ ice protection: With ice protection tubing routed forward, center the horizontal stabilizer into the aft fuselage opening. At mid-span elevator hinge, pivot LS 36 arm up and position arm on horizontal stabilizer hinge pin. Install threaded locking pin securing LS 36 arm to horizontal stabilizer hinge pin. At middle elevator hinge arm, remove threaded locking pin. Pull release pin to unlock spacer on middle elevator arm. Pivot middle elevator arm inboard and position arm to elevator hinge bracket. Position spacer between elevator hinge bracket. Rotate spacer up and engage release pin into locking position between elevator hinge bracket. Install threaded locking pin securing middle elevator arm to elevator hinge bracket. At mid-span elevator hinge, pivot RS 36 arm up and position arm on horizontal stabilizer hinge pin. Install threaded locking pin securing RS 36 arm to horizontal stabilizer hinge pin. At outboard section LS 36 arm, raise locking handle for leading edge adjustment clamp until rubber foot is in contact with the horizontal stabilizer. If rubber foot is pressed firmly against horizontal stabilizer before locking handle can be fully engaged, lower locking handle and rotate rubber foot bolt clockwise as required until foot does not exceed contact requirements when locking handle is fully engaged. If gap exists between rubber foot and horizontal stabilizer with locking handle fully engaged, lower locking handle and rotate rubber foot bolt counter-clockwise as required until foot meets contact requirements when locking handle is fully engaged. Repeat on leading edge adjustment clamp at outboard section of RS 36 arm. (h) Determine angle of incidence at bonding flange on fuselage. CAUTION: 1 2 3 EFFECTIVITY: All Apply masking tape to template feet to protect contact locations on wing surface. At LH and RH sides of horizontal stabilizer, identify horizontal incidence templates for HS36 and HS72 and position templates to horizontal stabilizer as marked. Position digital level at each template and measure angle of incidence. Verify angle of incidence at all template locations is measured at 0.60 ±0.20°. 55-10 Page 15 15 Apr 2007 CIRRUS AIRPLANE MAINTENANCE MANUAL CAUTION: MODEL SR22 Ensure adjustment to rubber foot positions does not bring upper or lower gaps outside of maximum bond thickness tolerances. If angle of incidence is not within tolerance, lower locking handle and rotate rubber foot bolt clockwise or counter-clockwise as required to attempt adjustment for angle of incidence. Ensure template is positioned flush with the horizontal stabilizer. Repeat verification for angle of incidence tolerance. If angle of incidence can not be brought within tolerance, contact Cirrus Design for disposition. 55-10 Page 16 15 Apr 2007 EFFECTIVITY: All CIRRUS AIRPLANE MAINTENANCE MANUAL MODEL SR22 HORIZONTAL INCIDENCE TEMPLATE HS 36 RUBBER FOOT HORIZONTAL INCIDENCE TEMPLATE HS 72 LEADING EDGE ADJUSTMENT CLAMP MIDDLE ELEVATOR HINGE ARM RELEASE PIN ELEVATOR HINGE BRACKET (REF) HORIZONTAL HINGE PIN LOCKING PIN LOCKING PIN SPACER LS 36 ARM NOTE At midspan elevator hinge, pivot LS 36 and RS 36 arm up and position arm on horizontal stabilizer hinge pin. Rotate spacer up and engage release pin into locking position between elevator hinge bracket. Verify angle of incidence at all locations is measured at 0.60 ±0.20°. TRAILING EDGE ADJUSTMENT CLAMP SR22_MM55_2162A Figure 55-105 Mounting Horizontal Stabilizer To Bonding Fixture EFFECTIVITY: All 55-10 Page 17 15 Apr 2007 CIRRUS (i) AIRPLANE MAINTENANCE MANUAL MODEL SR22 At upper and lower gaps between horizontal stabilizer and bonding flange on fuselage, verify gaps do not exceed 0.140 +0.0/-0.120 inch (3.556 +0.0/-3.048 mm) between 6.0 inches from leading edge to 4.0 inches from trailing edge. (See Figure 55-107) Note: At upper and lower gaps of horizontal stabilizer, bondline thickness requirements do not apply to forward 3.0 inches of leading edge and aft 1.0 inch of trailing edge. Bondline thickness requirements between 3.0 to 6.0 inches from leading edge and between 1.0 to 4.0 inches from trailing edge must not exceed 0.200 +0.0/-0.180 inch (5.080 +0.0/-4.572 mm). If re-positioning of trailing edge adjustment clamp lever is required, measure gaps periodically between adjustments. If upper or lower gap exceeds maximum bond thickness tolerances, rotate trailing edge adjustment clamp lever. (See Figure 55-105) 1 (j) Slowly rotate lever counter clockwise to raise trailing edge adjustment clamp as required. 2 Verify gaps do not exceed 0.140 +0.0/-0.120 inch (3.556 +0.0/-3.048 mm). 3 Repeat angle of incidence measurements at bonding flange on fuselage. Serials 0002 thru 0820: If re-positioning trailing edge adjustment clamp does not correct out-of-tolerance measurements, shim upper and lower bonding flange on fuselage as follows. (See Figure 55-106) Note: 1 If shimming at leading edge, custom shim modification is required to match curvature of fuselage flange and horizontal stabilizer. Contact Cirrus Design for disposition. Acquire necessary tools, equipment, and supplies. Description 2 P/N or Spec. Supplier Purpose Pre-Cure Shim 12012-001 Cirrus Design Meet Bondline Duluth, MN 55811 Requirements 218-727-2737 90° Die Grinder - Any Source Cutting/Abrasion Sandpaper 80-grit Any Source Reduce Shim Thickness Metal Cut-Off Wheel 2.0 inches and Arbor (5.1 cm) Any Source Cutting Sanding Drum Any Source Abrasion 80-grit Detach horizontal stabilizer assembly from fixture and remove from opening at aft fuselage. CAUTION: Shims may not be installed on top of existing shims. Verify all residual shim material has been removed before installing shims. Do not damage the bonding flange when removing residual material. 55-10 Page 18 15 Apr 2007 EFFECTIVITY: All CIRRUS AIRPLANE MAINTENANCE MANUAL 3 4 Using 90° die grinder with 80-grit sanding drum, remove any residual shim material existing on bonding flange. Using sandpaper, reduce shim thickness as required to maintain bondline requirements. Note: 5 6 7 Shims to be installed within 3.0 inches (7.6 cm) of the horizontal stabilizer leading edge may be cut 0.25 - 1.0 inch (0.64 - 2.54 cm) wide. Using 90° die grinder with cut-off wheel, cut shim into 2.0 inches (5.1 cm) wide pieces. Pre-fit faying surfaces of shims to upper and lower fuselage flanges (rough-side to bonding surface, tapered inboard) to ensure the bond fixture used will bring the bonded surfaces into an allowable tolerance during adhesive curing. Trim shims as required to fit fuselage flange. Prepare PTM&W ES6292-Based Structural Adhesive. (Refer to 51-30) Note: 8 MODEL SR22 The adhesive bead should have a high point near the center of the bead to avoid entrapped air. Apply approximately 0.13 - 0.25 inch (3.18 - 6.35 mm) bead of adhesive down the center of the bond width on the faying surface of the shims. Repeat adhesive application to faying surface of the upper and lower fuselage flanges. CAUTION: Avoid applying, removing, and re-applying clamping pressure, as this will cause air to become entrapped in the bond gap. Verify bond gap thickness of 0.060 +0.020/-0.055 inch between faying surfaces of horizontal stabilizer and fuselage flanges. 9 10 11 12 13 14 15 (k) Serials 0821 & subs: If re-positioning trailing edge adjustment clamp does not correct outof-tolerance measurements, shim lower bonding flange on fuselage as follows. (See Figure 55-106) Note: EFFECTIVITY: All Position shims rough-side to bond, tapered inboard and place at faying surface of the upper and lower fuselage flanges. Verify bond gap between individual shims does not exceed 0.2 inch (0.51 cm). Secure parts in bond fixture, ensuring that pressure is applied uniformly. Check edge of bondline for excess adhesive. Remove excess adhesive with cloth dampened with isopropyl alcohol. Cure bond. (Refer to 51-20) Position horizontal stabilizer assembly in opening at aft fuselage and secure into bonding position with fixture. Repeat angle of incidence measurements at bonding flange on fuselage. Repeat gap inspection to verify upper and lower bond gap is within tolerance. If installation of shims does not bring gaps within tolerance, contact Cirrus Design for disposition. If shimming at leading edge, custom shim modification is required to match curvature of fuselage flange and horizontal stabilizer. Contact Cirrus Design for disposition. 55-10 Page 19 15 Apr 2007 CIRRUS AIRPLANE MAINTENANCE MANUAL 1 Acquire necessary tools, equipment, and supplies. Description 2 MODEL SR22 P/N or Spec. Supplier Purpose Pre-Cure Shim, Tapered 12013-001 Cirrus Design Meet Bondline Duluth, MN 55811 Requirements 218-727-2737 90° Die Grinder - Any Source Cutting/Abrasion Metal Cut-Off Wheel and Arbor 2.0 inches (5.1 cm) Any Source Cutting Sanding Drum 80-grit Any Source Abrasion Detach horizontal stabilizer assembly from fixture and remove from opening at aft fuselage. CAUTION: Shims may not be installed on top of existing shims. Verify all residual shim material has been removed before installing shims. Do not damage the bonding flange when removing residual material. 3 Using 90° die grinder with 80-grit sanding drum, remove any residual shim material existing on bonding flange. Note: 4 5 6 7 8 Position shim rough-side to bond, tapered end forward to fuselage flange at bonding location to transfer cutout arc on fuselage flange. Transfer mark on shim where overlap occurs with fuselage flange cutout arc. Using 90° die grinder with cut-off wheel, remove marked cutout portion from shim. Pre-fit faying surfaces of shim to fuselage flange to ensure the bond fixture used will bring the bonded surfaces into an allowable tolerance during adhesive curing. Trim length of shim as required to fit fuselage flange. Prepare PTM&W ES6292-Based Structural Adhesive. (Refer to 51-30) Note: 9 11 12 13 55-10 Page 20 15 Apr 2007 The adhesive bead should have a high point near the center of the bead to avoid entrapped air. Apply approximately 0.13 - 0.25 inch (3.18 - 6.35 mm) bead of adhesive down the center of the bond width on the faying surface of the shim. Repeat adhesive application to faying surface of the fuselage flange. CAUTION: 10 Shim is installed with tapered end positioned forward. Verify installation positioning prior to cutting. Avoid applying, removing, and re-applying clamping pressure, as this will cause air to become entrapped in the bond gap. Position shim rough-side to bond, tapered end forward and place at faying surface of the fuselage flange. Secure parts in bond fixture, ensuring that pressure is applied uniformly. Check edge of bondline for excess adhesive. Remove excess adhesive with cloth dampened with isopropyl alcohol. Cure bond. (Refer to 51-20) EFFECTIVITY: All CIRRUS AIRPLANE MAINTENANCE MANUAL 14 15 16 EFFECTIVITY: All MODEL SR22 Position horizontal stabilizer assembly in opening at aft fuselage and secure into bonding position with fixture. Repeat angle of incidence measurements at bonding flange on fuselage. Repeat gap inspection to verify upper and lower bond gap is within tolerance. If shims do not bring gaps within tolerance, contact Cirrus Design for disposition. 55-10 Page 21 15 Apr 2007 CIRRUS AIRPLANE MAINTENANCE MANUAL MODEL SR22 1 NOTE Using 90° die grinder with cutting wheel, cut shim into pieces 2.0 inches (5.08 cm) wide. FUSELAGE SKIN (REF) Shims to be installed within 3.0 inches (7.6 cm) of the horizontal stabilizer leading edge may be cut 0.25 - 1.0 inch (0.64 - 2.54 cm) wide. 0.10 inch (2.54 mm) Pre-fit faying surfaces of shims to upper and lower fuselage flanges (rough-side to bonding surface, tapered inboard) to ensure the bond fixture used will bring the bonded surfaces into an allowable tolerance during adhesive curing. Trim shims as required to fit fuselage flange. Apply approximately 0.13 - 0.25 inch (3.18 - 6.35 mm) bead of adhesive down the center of the bond width on the faying surface of the shims. Repeat adhesive application to faying surface of the upper and lower fuselage flanges. FUSELAGE SKIN (REF) Serials 0002 thru 0820. Figure 55-106 Fuselage Flange Shim - Serials 0002 thru 0820 (Sheet 1 of 2) 55-10 Page 22 15 Apr 2007 0.10 inch (2.54 mm) EFFECTIVITY: Serials 0002 thru 0820 LEGEND 1. Shim SR22_MM55_2177A CIRRUS AIRPLANE MAINTENANCE MANUAL MODEL SR22 1 FUSELAGE SKIN (REF) SHIM (REF) FUSELAGE SKIN (REF) NOTE Apply a bead of adhesive down the center of the bond width, approximately 0.13 - 0.25 inch (3.18 - 6.35 mm) bead for each 1.0 inch (25.4 mm) of bond width. LEGEND 1. Shim SR22_MM55_2166A Figure 55-106 Fuselage Flange Shim - Serials 0821 & subs (Sheet 2 of 2) EFFECTIVITY: Serials 0821 & subs 55-10 Page 23 15 Apr 2007 CIRRUS (l) (m) (n) (o) AIRPLANE MAINTENANCE MANUAL MODEL SR22 Prepare repair surfaces of bonding flange on fuselage and horizontal stabilizer. (Refer to 51-20) Verify proper surface preparation of bond (no shiny areas, free of contaminants, and wiped clean) at fuselage flange, horizontal stabilizer, and shims. Mask off bonding flange on fuselage as required. Protect flight control cables with masking tape. Prepare PTM&W ES6292-based Structural Adhesive. (Refer to 51-30) CAUTION: Apply material in a continuous operation to minimize entrapped air. Do not move the fixture or apply pressure after injection of adhesive. (p) (q) Record part A and B quantities mixed, ambient air temperature and humidity at time of repair, technician name, and aircraft information and store per 14 CFR 145.219. Create inspection sample. CAUTION: Ensure that container material is non-waxy to avoid contaminating the adhesive. 1 2 (r) Place sample of adhesive into a container (small shallow dish or mylar paper). Verify sample is approximately 0.5 inch (1.27 cm) thick and 2.0 inches (5.0 cm) in diameter. 3 Label bottom of container with airplane serial number. Bond horizontal stabilizer to fuselage. (See Figure 55-107) CAUTION: 1 Do not apply any pressure to the horizontal stabilizer prior to completing the cure cycle. Disturbing the horizontal stabilizer may create bond voids. Pour adhesive into pastry bag. CAUTION: Injecting adhesive into bond area may create voids in bondline. If this is suspected, use spreader to push out voids to opposite end of bond joint. Do not move the fixture or apply pressure after injection of adhesive. 2 At upper and lower gaps between horizontal stabilizer and bonding flange on fuselage, use pastry bag to squeeze a sufficient amount of adhesive into the pre-fixtured bond gap until it is visible extruding from the opposite end of the bond joint. Repeat on opposite side. CAUTION: 3 Use spreader to carefully apply slow pressure to adhesive at seam. CAUTION: 4 55-10 Page 24 15 Apr 2007 Slowly apply pressure to seam when scraping adhesive. If seam is quickly scraped or too much force is applied, air may be introduced to the bondline and promote the formation of bubbles. Fill any gaps or voids immediately and remove any excess material. Use inspection mirror at RH empennage access panel to verify adhesive at entire bond area is continuous and free of gaps. EFFECTIVITY: Serials 0821 & subs CIRRUS AIRPLANE MAINTENANCE MANUAL 5 6 7 8 9 If voids or bubbles are identified from inside of empennage, use spreader at exterior to carefully apply more pressure slowly at seam. Re-inspect to verify void is eliminated. Verify no voids or bubbles exist at bondline between horizontal stabilizer and fuselage flange. Check edge of bondline for excess adhesive and remove excess adhesive with cloth dampened with isopropyl alcohol. Use spreader to smooth out adhesive at seam to reduce transition between adhesive and composite surfaces. Verify excess adhesive at bondline between horizontal stabilizer and fuselage flange has been removed inside and outside of empennage. CAUTION: 10 EFFECTIVITY: Serials 0821 & subs MODEL SR22 Do not allow inspection sample adhesive to contact any surfaces within the empennage. Place inspection sample inside empennage near bond area to be cured. 55-10 Page 25 15 Apr 2007 CIRRUS AIRPLANE MAINTENANCE MANUAL MODEL SR22 2 1 0.140 +0.0/-0.120 inch (3.556 +0.0/-3.048mm) MAX. UPPER / LOWER GAP 2 1 1 2 2 2 1 1 2 SHIMS (REF) ADHESIVE (REF) FUSELAGE SKIN (REF) ADHESIVE (REF) HORIZONTAL STABILIZER (REF) ADHESIVE (REF) NOTE ADHESIVE (REF) SHIMS (REF) FUSELAGE SKIN (REF) Serials 0002 thru 0820. At upper and lower gaps between horizontal stabilizer and bonding flange on fuselage, use pastry bag to squeeze a sufficient amount of adhesive into the pre-fixtured bond gap until it is visible extruding from the opposite end of the bond joint. FUSELAGE SKIN (REF) Serials 0821 & subs. SHIM (REF) Use spreader to smooth out adhesive at seam to reduce transition between adhesive and composite surfaces. Do not move the fixture or apply pressure after injection of adhesive. At upper and lower gaps of horizontal stabilizer, bondline thickness requirements do not apply to forward 3.0 inches of leading edge and aft 1.0 inch of trailing edge. Bondline thickness requirements between 3.0 to 6.0 inches from leading edge and between 1.0 to 4.0 inches from trailing edge must not exceed 0.200 +0.0/-0.180 inch (5.080 +0.0/-4.572 mm). Figure 55-107 Bonding Horizontal Stabilizer To Fuselage 55-10 Page 26 15 Apr 2007 EFFECTIVITY: All LEGEND 1. Transfer Tape 2. Masking Tape SR22_MM55_2164A CIRRUS (s) AIRPLANE MAINTENANCE MANUAL MODEL SR22 Attach thermocoupling probes. (See Figure 55-108) 1 At aft RH side of airplane, attach thermocouple monitor and electronic temperature control unit probes near repair area. 2 At interior of empennage near middle of LH bonding flange, place masking tape on the lower bottom of the bonding flange for the first thermocouple probe location. 3 At upper RH surface of horizontal stabilizer immediately aft of the leading edge, place masking tape on the horizontal stabilizer for the second thermocouple probe location. CAUTION: Do not allow Flashbreaker tape to contact airplane finish during cure process. 4 5 6 (t) (u) (v) EFFECTIVITY: All Place Flashbreaker tape on top of the thermocouple probe masking tape locations. Place thermocouple on top of Flashbreaker tape. To prevent the thermocouple from coming loose, place Flashbreaker tape on top of the thermocouple. 7 Place breather insulation on top of the Flashbreaker tape. 8 To prevent direct air from making contact with the thermocouple, place Flashbreaker tape on top of the thermocouple. Fabricate air flow enclosures. (See Figure 55-108) 1 Using sheet metal, fabricate baffle for LE1 and RE1 access panel holes to prevent heat loss into vertical stabilizer cavity. 2 Using insulation material and flame-retardant tape, fabricate void block for inner empennage to displace heated air volume beneath stabilizer. Install enclosures for initial cure cycle. (See Figure 55-108) 1 Remove all tape installed around perimeter of bondline. 2 Solvent clean area where enclosures will be attached. (Refer to 20-30) 3 Between LE1 and RE1 access panel holes, position baffle across upper and aft gaps to restrict air flow. 4 At inner empennage through RE3 access panel hole, position void block between bulkhead FS289 and FS306. 5 Wrap empennage heat shield with breather to improve seal between shield and fuselage. 6 Position empennage heat shield to forward opening of bulkhead FS289. Compress excess breather material towards shield to further insulate. 7 Plug all openings with breather material to minimize heat loss. 8 Position LH enclosure (w/ slit) aft over width of horizontal stabilizer. Secure enclosure at horizontal stabilizer root to empennage and horizontal stabilizer with masking tape. 9 Attach masking tape at slit, at any open seams between enclosure and airplane surfaces, and over any holes in the aft vertical shear web to minimize heat loss. 10 Use masking tape to secure blow dryer nozzle to hot air inlet at aft section of enclosure. 11 Repeat enclosure installation on RH side of horizontal stabilizer using RH enclosure (w/ slit). Cure bond. (Refer to 51-20) 1 Connect the probes to the thermocouple monitor. 2 Connect RS232C cable from thermocouple monitor to computer. 3 Turn thermocouple monitor ON. Make sure the channels connected are indicating properly and the monitor indicates the correct thermocouple type. 55-10 Page 27 15 Apr 2007 CIRRUS AIRPLANE MAINTENANCE MANUAL 4 5 6 7 8 9 MODEL SR22 Set thermocouple monitoring system to record temperatures once per minute. Connect electronic temperature control unit to power. Connect hot air dryer to electronic temperature control unit. Connect thermocouple probes to the electronic temperature control unit. Turn electronic temperature control unit ON. Set electronic temperature control unit to desired shut-off temperature. Turn blow dryer on. When cure temperature is stabilized, press the PRINT button on the thermocouple monitor to begin recording cure cycle temperatures. Note: If temperature readings fall below specified cure temperature, that time cannot be counted as part of the cure time. 10 11 12 (w) Initial cure repair for specified time and temperature. (See Figure 51-2010) Stop temperature recording, and turn off blow dryer. Print recorded temperatures from computer. Title, copy, and retain temperature printouts. Check inspection sample. 1 Remove cured inspection sample from empennage. 2 Remove inspection sample from container. Retain container for records. 3 Place inspection sample on hard, clean surface suitable for breaking with chisel. CAUTION: 4 5 55-10 Page 28 15 Apr 2007 To avoid shattering inspection sample into fragments too small to analyze, use care when breaking inspection sample to slowly tap chisel with hammer. Use hammer and chisel to break inspection sample. Verify cross-sectional fragments are homogenous. If dark or swirling colors are present in the sample, the resin was not mixed properly. Contact Cirrus Design for disposition. EFFECTIVITY: All CIRRUS AIRPLANE MAINTENANCE MANUAL MODEL SR22 2 1 1 7 7 6 1 3 9 8 TO ELECTRONIC TEMPERATURE CONTROL TO THERMOCOUPLE MONITOR & RECORDER 7 HORIZONTAL STABILIZER REMOVED FOR CLARITY NOTE Install thermocouple probe and temperature sensor on top of right hand stabilizer approximately 11 inches (28 cm) forward from aft edge of horizontal stabilizer. Install thermocouple probe and temperature sensor on bottom of left hand flange approximately 4 inches (10 cm) forward from bulkhead FS289. 6 BULKHEAD FS289 (REF) LEGEND 1. Flashbreaker Tape 2. Bagging Film Breather 3. Masking Tape 4. Blow Dryer 5. Bagging 6. Thermocouple Probe 7. Temperature Sensor 8. Thermocouple Monitor & Recorder 9. Electronic Temperature Control Keep flashbreaker tape of airplane finish. SR22_MM55_2174 Figure 55-108 Curing Horizontal Stabilizer Bond (Sheet 1 of 3) EFFECTIVITY: All 55-10 Page 29 15 Apr 2007 CIRRUS AIRPLANE MAINTENANCE MANUAL MODEL SR22 BULKHEAD FS289 (REF) BULKHEAD FS306 (REF) 13 12 4 inches (10 cm) 4 inches (10 cm) 4 inches (10 cm) 11 10 6.5 inches (16 cm) 14 4.25 inches (11 cm) 13 inches (33 cm) NOTE Using insulation material and flame-retardant tape, fabricate void block for inner empennage to displace heated air volume beneath stabilizer. Using sheet metal, fabricate baffle for LE1 and RE1 access panel holes to prevent heat loss into vertical stabilizer cavity. Wrap empennage heat shield with breather to improve seal between shield and fuselage. LEGEND 10. Baffle 11. Void Block 12. Empennage Heat Shield 13. Breather 14. Flame - Retardant Tape SR22_MM55_2170 Figure 55-108 Curing Horizontal Stabilizer Bond (Sheet 2 of 3) 55-10 Page 30 15 Apr 2007 EFFECTIVITY: All CIRRUS AIRPLANE MAINTENANCE MANUAL MODEL SR22 13 15 17 17 4 4 POST CURE RH SIDE POST CURE LH SIDE TO ELECTRONIC TEMPERATURE CONTROL (REF) 16 4 INITIAL CURE TO ELECTRONIC TEMPERATURE CONTROL (REF) NOTE With fuselage in bonding fixture, position enclosure (w/ slit) aft over width of horizontal stabilizer. Secure enclosure at horizontal stabilizer root to empennage and horizontal stabilizer with masking tape. With fuselage removed from bonding fixture, position enclosure (w/o slit) inboard over length of horizontal stabilizer. Secure enclosure at horizontal stabilizer root to empennage and horizontal stabilizer with masking tape. Secure enclosure to empennage with masking tape. Wrap empennage heat shield with breather to improve seal between shield and fuselage. On LH side, use masking tape to secure layer of breather material above and below seam of stabilizer. LEGEND 4. Blow Dryer 13. Breather 15. Post Cure Enclosure (w/o Slit) 16. Initial Cure Enclosure (w/ Slit) 17. Masking Tape SR22_MM55_2168 Figure 55-108 Curing Horizontal Stabilizer Bond (Sheet 3 of 3) EFFECTIVITY: All 55-10 Page 31 15 Apr 2007 CIRRUS (x) AIRPLANE MAINTENANCE MANUAL MODEL SR22 Detach fuselage from fixture. Note: 1 Do not remove baffle, empennage heat shield, and breather enclosures following initial cure cycle. They are also required for post cure cycle. Remove LH and RH enclosures from horizontal stabilizer. Note: Leave thermocoupling attached to airplane and insulation installed for post cure cycle to follow fuselage removal from bonding fixture. 2 3 4 5 6 (y) To facilitate hoisting, disconnect the probes from the thermocouple monitor. Remove elevator locating pin and pivot LS 36 arm down. Remove locating pin and pivot middle elevator arm outboard. Remove elevator locating pin and pivot RS 36 arm down. To ensure bonding operations have not altered fixtured position of horizontal stabilizer, repeat horizontal angle of incidence measurements at all template locations. (Refer to 55-10) 7 At aft fuselage, remove lower rudder pin. 8 Hoist fuselage from fixture. (Refer to 07-20) 9 At aft fuselage, remove tail cross pin from lower installation hole of LH and RH empennage access panels. 10 At LH and RH nose gear strut mounting locations on engine mount frame assembly, remove tethered engine support pins. 11 Detach male cone datum from fuselage spar tunnel. Install enclosures for post cure cycle. (See Figure 55-108) 1 Connect probes to thermocouple monitor. 2 Between LE1 and RE1 access panel holes, position baffle across upper and aft gaps to restrict air flow. 3 At inner empennage through RE3 access panel hole, position void block between bulkhead FS289 and FS306. 4 Wrap empennage heat shield with breather to improve seal between shield and fuselage. 5 Position empennage heat shield to forward opening of bulkhead FS289. Compress excess breather material towards shield to further insulate. 6 Plug all openings with breather material to minimize heat loss. 7 Position LH enclosure (w/o slit) inboard over length of horizontal stabilizer. Secure enclosure at horizontal stabilizer root to empennage and horizontal stabilizer with masking tape. 8 Attach masking tape at any open seams between enclosure and airplane surfaces, and over any holes in the aft vertical shear web to minimize heat loss. 9 Use masking tape to secure blow dryer nozzle to hot air inlet at aft section of enclosure. Note: 10 11 55-10 Page 32 15 Apr 2007 For the LH side only: Due to thermocouple placement on the RH side of horizontal stabilizer, it is important to ensure overall part temperature is maintained by insulating the LH side with breather material. On LH side, use masking tape to secure layer of breather material above and below seam of stabilizer. Repeat enclosure installation on RH side of horizontal stabilizer using RH enclosure (w/o slit). EFFECTIVITY: All CIRRUS AIRPLANE MAINTENANCE MANUAL Note: MODEL SR22 During the post cure cycle, re-assembly of airplane may continue outside of post cure area. 12 (z) (aa) (ab) (ac) (ad) (ae) (af) (ag) (ah) (ai) Repeat cure bond procedure for specified time and temperature required of post cure repair. (Refer to 55-10), (See Figure 51-2010) 13 Following post cure cycle, remove all enclosures, thermocouple probes and electronic temperature control unit, tape, and insulation from empennage. At aft elevator hinge bracket, remove LH upper bolt and washer. Secure stowed ground wire to elevator hinge bracket with bolt and washer. Install wing assembly. (Refer to 57-10) Install nose gear strut. (Refer to 32-20) Serials 0334 & subs w/ ice protection: Connect ice protection tubing. 1 Position nylon tubing forward through gap at horizontal stabilizer leading edge. Route and connect tubing forward to horizontal proportioning unit. (Refer to 30-05) 2 Install access panel CB6. (Refer to 06-00) 3 Install bulkhead 222 carpet. (Refer to 25-10) Paint horizontal stabilizer root. (Refer to 51-20) Install horizontal stabilizer root fairings. (Refer to 53-50) Install rudder assembly. (Refer to 55-40) Install elevator bellcrank. (Refer to 55-20) Install pitch trim motor assembly. (Refer to 27-30) Perform Adjustment/Test - Aileron System Rigging and record values. (Refer to 27-10) Control Surface Degree Deflection and Cable Tension Aileron Up Nominal: Trim: Aileron Down Nominal: Trim: Aileron Cable Tension (aj) Perform Adjustment/Test - Rudder System Rigging and record values. (Refer to 27-20) Control Surface Max Rudder Degree Deflection and Cable Tension Right: Left: (ak) Perform Adjustment/Test - Elevator System Rigging and record values. (Refer to 27-30) Control Surface Degree Deflection and Cable Tension Elevator Up Nominal: Trim: Elevator Down Nominal: Trim: Elevator Cable Tension EFFECTIVITY: All 55-10 Page 33 15 Apr 2007 CIRRUS (al) AIRPLANE MAINTENANCE MANUAL MODEL SR22 Perform Adjustment/Test - Flap Travel and record values. (Refer to 27-50) Control Surface Degree Deflection and Cable Tension Flap Up Flap 50% Flap 100% WARNING: (3) The airplane may not be returned to service until a Cirrus Design certified test pilot has performed a flight test. Flight test may only be performed by Cirrus Design authorized personnel. (am) Perform Functional Test - Flight Test. Adjustment/Test - Horizontal Stabilizer Angle of Incidence (See Figure 55-109) (a) Acquire necessary tools, equipment, and supplies. Description Masking Tape 55-10 Page 34 15 Apr 2007 P/N or Spec. - Supplier Any Source Purpose Protection Serials 0002 thru 2437: Horizontal T1835 Incidence Template, HS36, LH Cirrus Design Measurement Duluth, MN 55811 218-727-2737 Serials 0002 thru 2437: Horizontal T1836 Incidence Template, HS36, RH Cirrus Design Measurement Duluth, MN 55811 218-727-2737 Serials 0002 thru 2437: Horizontal T1837 Incidence Template, HS72, LH Cirrus Design Measurement Duluth, MN 55811 218-727-2737 Serials 0002 thru 2437: Horizontal T1838 Incidence Template, HS72, RH Measurement Cirrus Design Duluth, MN 55811 218-727-2737 Serials 2438 & subs: Horizontal Incidence Template, HS36, LH T10100 Cirrus Design Measurement Duluth, MN 55811 218-727-2737 Serials 2438 & subs: Horizontal Incidence Template, HS36, RH T10101 Cirrus Design Measurement Duluth, MN 55811 218-727-2737 Serials 2438 & subs: Horizontal Incidence Template, HS72, LH T7733 Cirrus Design Measurement Duluth, MN 55811 218-727-2737 Serials 2438 & subs: Horizontal Incidence Template, HS72, RH T10102 Cirrus Design Measurement Duluth, MN 55811 218-727-2737 Digital Level, 0.25 Resolution - Any Source EFFECTIVITY: All Measurement CIRRUS AIRPLANE MAINTENANCE MANUAL CAUTION: (b) To ensure consistent and accurate readings, position digital level so that the display faces one direction at all template locations (for example, outboard on RH side and inboard on LH side). Position digital level at each template and measure angle of incidence. Note: (d) Apply masking tape to template feet to protect contact locations on wing surface. At LH and RH sides of horizontal stabilizer, identify horizontal stabilizer incidence templates for HS72 and HS36 and position templates to horizontal stabilizer as marked. Note: (c) MODEL SR22 Negative readings indicate leading edge down. Positive readings indicate leading edge up. Verify angle of incidence at all template locations is measured at 0.6 ±0.20°. Record obtained values. LH HS 72 RH HS 72 LH HS 36 RH HS 36 If obtained values are not within tolerance, contact Cirrus Design for disposition. EFFECTIVITY: All 55-10 Page 35 15 Apr 2007 CIRRUS AIRPLANE MAINTENANCE MANUAL MODEL SR22 LH HS 72 1 3 LH HS 36 RH HS 36 4 2 5 RH HS 72 2 NOTE Apply masking tape to template feet to protect contact locations on wing surface. To ensure consistent and accurate readings, position digital level so that the display faces one direction at all template locations (for example, outboard on RH side and inboard on LH side). LEGEND 1. LH HS72 Template 2. RH HS72 Template 3. LH HS36 Template 4. RH HS36 Template 5. Digital Level SR22_MM55_2208 Figure 55-109 Horizontal Stabilizer Angle of Incidence 55-10 Page 36 15 Apr 2007 EFFECTIVITY: All CIRRUS AIRPLANE MAINTENANCE MANUAL MODEL SR22 B. Horizontal Stabilizer Inspection Hole Covers (1) Removal - Horizontal Stabilizer Inspection Hole Covers (See Figure 55-1010) (a) Acquire necessary tools, equipment, and supplies. Description Cotton Cloth (clean and lint free) Isopropyl Alcohol P/N or Spec. Supplier Purpose - Any Source Cleaning TT-I-735 Grade A or B Any Source Cleaning (b) (2) Serials 0334 & subs w/ Ice Protection System: For the horizontal stabilizer access panel: 1 Remove screws securing access panel to bottom of horizontal stabilizer. 2 Remove access panel. (c) For the horizontal stabilizer forward inspection hole: 1 Remove forward inspection hole cover. 2 Solvent clean area surrounding inspection hole to remove any remaining adhesive residue. (Refer to 20-30) (d) For the horizontal stabilizer aft inspection hole: 1 Remove aft inspection hole cover. 2 Solvent clean area surrounding inspection hole to remove any remaining adhesive residue. (Refer to 20-30) Install - Horizontal Stabilizer Inspection Hole Covers (See Figure 55-1010) (a) Serials 0334 & subs w/ Ice Protection System: For the horizontal stabilizer access panel: 1 Position access panel to bottom of horizontal stabilizer. 2 Install screws securing access panel to bottom of horizontal stabilizer. (b) For the horizontal stabilizer forward inspection hole: 1 Remove protective backing from new inspection hole cover using care not to contaminate adhesive surface. Note: (c) 2 Position and install inspection hole cover over forward inspection hole. For the horizontal stabilizer aft inspection hole: 1 Remove protective backing from new inspection hole cover using care not to contaminate adhesive surface. Note: 2 EFFECTIVITY: All Ensure all edges are firmly adhered. Ensure all edges are firmly adhered. Position and install inspection hole cover over aft inspection hole. 55-10 Page 37 15 Apr 2007 CIRRUS AIRPLANE MAINTENANCE MANUAL MODEL SR22 ICE PROTECTION OPTIONAL (REF) 2 1 LEGEND 1. Access Panel 2. Inspection Hole Cover 3. Screw 3 SR22_MM55_2291 Figure 55-1010 Horizontal Stabilizer Inspection Hole Covers 55-10 Page 38 15 Apr 2007 EFFECTIVITY: All