Service
Brushing Up
on Commutators
Commutators working in concert with carbon brushes perform an important role
in many industries that use large electric motors or generators. Without precision
maintenance, these vital components can become inefficient and eventually fail.
A recent project that was completed by Sulzer’s engineers in a steel company
illustrates the sophisticated refurbishment process.
14 Sulzer Technical Review 1/2016
Service
The basic design principle of every commutator is the
same (see infobox), but there are various designs and
sizes determined by the application and its surrounding environment. The variety of individual commutators,
therefore, is vast, ranging from custom-made one-off
creations to more mass-produced products such as
those used in traction equipment. Each application has
a prescribed specification that must be followed carefully when the time comes for any maintenance work.
The commutator of a motor installed in the steel mill
mentioned was a 1.9 m diameter Pollock commutator.
This type of commutator has a unique mechanical construction that requires special design capabilities and
machining expertise for rebuilding. Sulzer’s service
center in Birmingham has the expertise and tooling essential for building new Pollock commutators, and it
can refurbish almost any commutator or slip ring assembly. Depending on the history of the commutator
and the signs of wear, the repair includes different
processes:
• Light polish
•Reskim
•Reinsulate
•Rebuild
Assessment
The first step in delivering a properly refurbished commutator is to assess the level of work required; this can
be achieved by a thorough inspection and precise
measurement of the components. Time in service is
not a reliable indicator as to the scope of work required.
Commutators in traction applications may only survive
for three to four years in continuous operation before
needing a complete rebuild. At the other end of the
scale, some generators and large motors may not require attention for more than 30 years because they are
operated less frequently.
Ideally, the commutator surface should be a uniform
color and be free from any grooves or signs of burning.
The most obvious signs of wear occur at the point
where the brushes contact the commutator, and the
severity of the damage depends on many factors.
Damage to the commutator can be caused by incorrect grade brush material, excessive brush pressure,
light loads on the motor/generator, or local atmospheric conditions.
After many years in service, older, class-B insulation
may start to break down. This occurs especially if there
have been instances of overloading or if the surrounding atmosphere has a high moisture content, which
can lead to current leakage to the frame. This leakage
further contributes to the breakdown of the insulation
and, if left unchecked, can lead to a winding short to
earth.
The most obvious indication of an issue with a commutator is excessive sparking at the contact point between the brushes and the commutator. The most
straightforward intervention is to reskim the commutator, renewing the surface and creating a uniform contact area. However, this will only be successful if there
is enough material remaining to allow the brush track
to be machined without weakening the component.
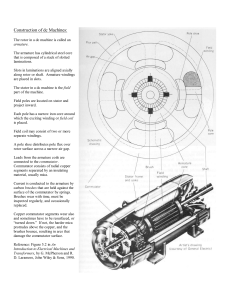
Commutators
In a DC motor, electric current passes through
a coil in a magnetic field. The magnetic force
produces a torque, which turns the motor. The
commutator reverses the current to keep the
torque turning the coil in the same direction.
The electrical contacts to the rotating ring are
called brushes because copper brush contacts
were used in early motors. Modern motors
normally use spring-loaded carbon contacts.
The Pollock commutator has a unique mechanical construction with a number of copper bars
that are used to change the direction of the
current as it rotates.
Stator magnets
Rotor coils
Commutator
Brushes
Shaft
Sulzer Technical Review 1/2016 15
Service
To reinsulate or not?
Once the commutator has been removed from service,
it is possible to carry out electrical insulation tests to
determine the integrity of the insulation that separates
the individual bars as well as the insulation between the
bars and the frame. If there are any anomalies in these
tests, the insulation must be replaced before the commutator can be returned to service.
Sulzer recommends that commutators only be reinsulated once before being rebuilt with new copper. The
task of installing new insulation also requires that a certain amount of copper be machined off the segments.
If this is done more than once, it can weaken the plate
and may cause cracking. In every case, precise measurements should be taken and compared with the original design specifications to ensure that only components with sufficient strength and durability are
reinstalled.
Components that have previously been reinsulated or
that have insufficient material for remachining require a
complete rebuild. Such a rebuild involves the manufacturing of new copper bars, which are often unique to a
particular design of commutator.
When the commutator from the steel company arrived
in the workshop, engineers noticed a previous Sulzer
job number on the component and pulled up records
that showed that the commutator had been reinsulated once before. Based on the information available,
Sulzer advised the customer that it would be better to
completely refurbish the commutator, including manufacturing new plates. Following this advice, the customer agreed, and the project got underway.
The next step was to measure all of the dimensions.
Engineers compared these with the original drawings
and with Sulzer’s own drawings from the previous
refurbishment job. This commutator consisted of
816 copper bars and 816 mica segments that separated the copper. Overall, the component weighed in
at close to 4 metric tons.
For every job, a jig is needed to arrange the copper
bars and mica segments into the correct shape. Because this particular commutator had been previously
repaired by Sulzer, the correct jig was already available.
In the more extreme cases, a brand-new jig has to be
manufactured by the Sulzer workshop. This was the
case, for example, with a 3.5-meter commutator that
contained 2400 copper bars.
Refurbishment
The refurbishment process begins with data recording,
including a large number of precision measurements,
and with the acquisition of original drawings where
16 Sulzer Technical Review 1/2016
possible. Once this phase is complete, the original
copper is stripped out, and the steel frame is cleaned
and primed for the new copper bars that are usually
manufactured in house.
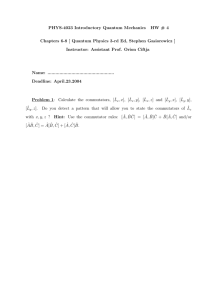
Manufacturing starts with a flat, rectangular piece of
copper. It is milled to an angle on one surface so that
the plate is very slightly wedge-shaped. The angle is
very carefully calculated so that when all the segments
are assembled, they form a perfect circle. Therefore,
the larger the diameter of the commutator, the smaller
the angle on the plate.
The copper plates are then assembled—with the hardened separator mica sheets between each plate for insulation—into the prepared jig, which consists of several sections that are all bolted together. At this point,
it is crucial to be certain that the correct number of bars
has been assembled. Strict quality controls are in place
to ensure this.
Consolidation
The process of consolidation, or static seasoning, involves tightening the bolts of the jig so the sections are
drawn together compressing the copper bars and
mica sheets. Here, the bolts are torqued to an initial
value before the complete assembly is placed in a
stove to soften and consolidate the mica. When the
Service
assembly is removed from the stove, the bolts are
tightened again, and the process is repeated until the
required bolt torque is achieved.
Once the mica has been consolidated, the entire jig assembly is mounted in a vertical borer to allow the machining process to be completed. Here, the rectangular plates are machined to the exact shape and
dimensions required by the drawings. In essence, two
‘V’ profiles are machined at each end of the bars to allow them to be placed in the steel frame that was previously stripped and cleaned.
While the machining is being completed, the steel
frame is reinsulated with molding mica to allow the new
commutator to be positioned on the bottom section
before the top section is added and bolted down. At
this point, the runout is measured to ensure that the
commutator will run true when it is reinstalled. The
maximum runout is set by the design specification of
the rotating equipment and can typically be 30 thousandths of an inch, or 0.76 millimeters, over a diameter
of 2 meters.
The bolts are then tightened progressively, and the entire component is replaced in the stove before the bolt
torque is increased again. This process is repeated until the steel frame holds the copper in place and the jig
can be released.
Testing
Once the commutator has been reassembled and
checked, it moves to the testing bay, where high-voltage tests, insulation resistance tests, and bar-to-bar
resistance tests are completed. With a clean test sheet,
the commutator is placed back on a milling machine
for the final machining process to produce the finished
external diameter. All of the electrical tests are then repeated to ensure complete integrity of the insulation.
Finally, the component is packaged and shipped back
to the customer.
The refurbished commutator has been reinstalled at the
steel company and has been put back into operation.
This successful project demonstrates that Sulzer has
the experience, expertise, and facilities to deliver comprehensive and professional repair and maintenance
service for rotating equipment.
Contact: John Bird
sulzertechnicalreview@sulzer.com
The copper bars are manufactured in house. When all the segments are assembled, they form a perfect circle.
Sulzer Technical Review 1/2016 17
 0
0