Review on modified and novel techniques of severe plastic
advertisement

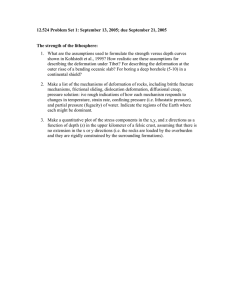
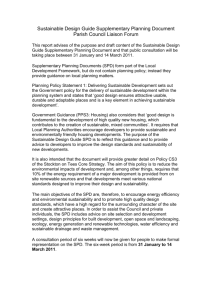
SCIENCE CHINA Technological Sciences • RESEARCH PAPER • September 2012 Vol.55 No.9: 2377–2390 doi: 10.1007/s11431-012-4954-y Review on modified and novel techniques of severe plastic deformation WANG ChengPeng1,2, LI FuGuo1,2*, WANG Lei2 & QIAO HuiJuan2 1 State Key Laboratory of Solidification Processing, Northwestern Polytechnical University, Xi’an 710072, China; 2 School of Materials Science and Engineering, Northwestern Ploytechnical University, Xi’an 710072, China Received January 13, 2012; accepted April 11, 2012; published online July 10, 2012 This review highlights very recent achievements and new developments of severe plastic deformation (SPD) technology for producing bulk ultrafine-grain (UFG) and even nanocrystalline (nc) materials. These numerous modified and novel SPD methods include cyclic forward-backward extrusion, axi-symmetric forward spiral extrusion, vortex extrusion, simple shear extrusion, planar twist extrusion, tubular channel angular pressing, cone-cone method, high-pressure tube twisting, tube channel pressing and elliptical cross-section spiral equal-channel extrusion. According to classification, these new methods are categorized into the extension of equal-channel angle pressing (ECAP), high-pressure torsion (HPT), twist extrusion (TE) and constrained groove pressing (CGP), respectively. The principles of various new SPD technologies are described in detail. In addition, the microstructure revolution characteristics and mechanical properties of materials produced by SPD process, as well as the applications of SPD techniques to UFG materials, are also reported. Furthermore, this article reviews recent progresses in determining the refinement and/or deformation mechanisms, e.g. dislocation deformation mechanism, twin deformation mechanism and grain boundary sliding and torsional deformation mechanism, and further orientation of SPD technology. severe plastic deformation, ultrafine-grain, refinement Citation: Wang C P, Li F G, Wang L, et al. Review on modified and novel techniques of severe plastic deformation. Sci China Tech Sci, 2012, 55: 23772390, doi: 10.1007/s11431-012-4954-y 1 Introduction To pursue the excellent mechanical properties of high strength, good ductility, superior superplasticity, low friction coefficient, high wear resistance, enhanced highcycle fatigue life, and good corrosion resistance, the bulk ultrafine-grain (UFG) and even nanocrystalline (nc) materials fabricated by severe plastic deformation (SPD) have grown significantly over the past decades [1]. The most familiar SPD methods [1, 2], such as equal-channel angle pressing (ECAP), high-pressure torsion (HPT), multi-directional forging (MDF), sandglass extrusion (SE), repetitive corru*Corresponding author (email: fuguolx@nwpu.edu.cn) © Science China Press and Springer-Verlag Berlin Heidelberg 2012 gation and straightening (RCS), twist extrusion (TE), constrained groove pressing (CGP) and accumulated roll-bonding (ARB), are attracting more and more scholars to devote their energy to this area. Since the materials effectively produced by SPD technology are porosity-free and contamination-free, they are potential for both fundamental theory and industrial application. Although SPD technology has already significantly demonstrated the ability to refine microstructure, it has not efficiently produced specific desirable uniform refined structure or favorite material properties. In addition, current SPD methods have some limits, e.g., rigorous equipment, high processing cost, complex process, and the difficulty of industrialization and automation for mass production. Nowadays, SPD techniques are emerging from the domain of laboratory-scale research into tech.scichina.com www.springerlink.com 2378 Wang C P, et al. Sci China Tech Sci commercial production for various UFG materials [1, 2]. So simplifying these processing operations and obtaining unique properties of materials are the topics of further development of SPD techniques. Some efforts have been made on the modifications and innovation of SPD methods, such as multi-pass coin-forging (MCF) [3], conshearing pressing [4], continuous confined strip shearing (C2S2) [5], equal channel multi-angular pressing (ECMAP) [6], rotary-die ECAP [7], cross-ECAP [8], T-shaped ECAP [9, 10], CONFORM process [11], multi-pass ECAP [12], torsional-equal channel angular pressing (T-ECAP) [13], incremental ECAP (I-ECAP) [14] and repetitive side extrusion process (RSEP) [15]. This review has three main objectives: first, to review modified and novel SPD techniques during the last several years, then to summarize the microstructure revolution characteristics and mechanical properties of UGF materials produced by SPD, and current research issues on refinement mechanisms of SPD techniques, and finally to discuss the further developments of SPD techniques in terms of grain refinement, enhancement of properties, and potential for commercialization. 2 SPD Techniques 2.1 Extension of ECAP 2.1.1 Tubular channel angular pressing Tubular channel angular pressing (TCAP) [16] is suitable for cylindrical tubes due to its extremely large strains without changing the dimensions of samples. A schematic of TCAP is shown in Figure 1(a). The tube, constrained by the inner and outer dies, is pressed by a hollow cylindrical punch into a tubular angular channel with four flat regions (a, b, c, and d) and three axisymmetric shear zones (I, II, and III) (shown in Figure 1(b)). In TCAP processing, there are some additional radial and circumferential tensile and compressive strains in region b and region c, respectively, while the strain state of ECAP [1, 2] could be considered as the simple shear. The tube-sample with unchanged crosssection allows repeating TCAP process to achieve distinct strains. The total effective strain after N passes of TCAP processing can be expressed by the following relationship [16]: September (2012) Vol.55 No.9 Figure 1 (a) A schematic of TCAP and (b) processing parameters, three shear zones (hatched zone) during TCAP processing [16]. Thanks to the outstanding capabilities of ECAP, TCAP method as an extension of ECAP is suitable for processing tubes material. AZ91 magnesium alloy is processed by single cycle of TCAP. The experimental results revealed reasonably good hardness homogeneity along the length and thickness directions of the tube-sample. Moreover, the microstructure was refined from the initial grain size of 150 to 1.5 m. This new SPD process is promising for future industrial applications. 2.1.2 Tube channel pressing Similar to TCAP, another new SPD method entitled tube channel pressing (TCP) [17] was proposed for long tubular sample (shown in Figure 2). In TCP processing, the tube is pressed by the ram into the tubular channel of die with a neck zone. The crumpling of tube is prevented by a fitted mandrel. The ram pulls out of the bottom of die, and the next pass of TCP process continues when the tube passes the neck zone. The deformation of TCP-ed tube-sample in the neck zone resembles that in the angular region of ECAP [1]. Therefore, the effective strain is imitated from that of ECAP die with an equal fillet radius. Moreover, the additional strain obtains from the neck zone deformation, where the cross-section of tube is constant, while the tube diameter changes in the neck zone of the channel. Hence, the total effective strain achieved after one pass of TCP process is divided into two parts [17]: the Von-Misses one Von-Misses and the Hom 2cot(i /2 i /2) i csc(i /2 i /2) 3 i 1 3 N 4 3 R ln , 3 R0 (1) where i and i are the channel angle and corner angle, respectively. R and R0 are the radius of the tube in the channel region and final (=initial) tube, respectively. Figure 2 Schematic of the TCP process [17]. Wang C P, et al. Sci China Tech Sci 2379 September (2012) Vol.55 No.9 one Hom . The total effective strain is obtained by the following expression: Von-Misses Hom Dm 2 cot 2 ln , 3 2 dm (2) where is the angle of shearing in each curvature, Dm and dm are the average diameters of inner and outer sides of the channel and the neck zone, respectively. Analytical calculation and simulation have demonstrated that the average effective strain of 1.2 is imposed on each pass. Furthermore, the TCP experiment for commercial purity aluminum (AA1050) is successfully carried out in five passes without any cracks. After TCP processing, the yield stress, ultimate tensile stress and hardness are increased by two times of those for the annealed tube-sample. The average cell size of sample is decreased from 1000 m to 360 nm. The hardness distribution through tube thickness has a maximum at mid thickness and two minimums at the inner and outer sides of a tube wall. The accumulation of strains in TCP process is mainly the result of shear deformations. The inventor of TCP deemed that by comparing this process with the fixed HPTT (high-pressure tube twisting) method (mentioned below) [18], some advantages, e.g, more homogeneous strain, simple tools, low cost and longer tubes produced, make TCP have a reasonable ability in strength improvement and grain refinement. 2.2 Extension of HPT 2.2.1 High-pressure tube twisting Recently, high-pressure tube twisting (HPTT) [18, 19] has been proposed for cylindrical tubes. More work on HPTT has been done for the development of tubular UFG materials, which are the most practical essentials in aerospace, automobile, building construction, petroleum industries, etc. Two types of HPTT, the free HPTT and the fixed HPTT, will be described in the following sections. 1) Free HPTT As shown in Figure 3, in the free HPTT process [19] a tube sample is pressed against a rotating die under the pressure of a compressed mandrel. This type of HPTT is different from the fixed one described subsequently. In contrast, here the edges of the sample are not confined and the material could flow to the free surface at the edges of the tube. This makes it possible to apply much longer tubes. The effective strain in free HPTT process is [19] 2N R 3 t , Figure 3 FE model of the free HPTT process [19]. tube, similar to that found in HPT processing. The process relies on shear applied by both friction forces acting on the large surfaces and a high hydrostatic pressure within the deformation zone. The experiments have demonstrated that the free HPTT technique can realize to refine microstructure in practice. However, a uniform UFG microstructure is difficult, although not impossible, to obtain. Further improvements may realize the potential of producing a uniform microstructure. 2) Fixed HPTT A fixed HPTT [18] is shown schematically in Figure 4. A high hydrostatic pressure is achieved by the axial compression of a fixed cylindrical mandrel, which is compressed with a compression machine in its elastic regime. The tube is twisted by an external torque with the help of friction forces generated by the hydrostatic pressure. The material flow is all around the upper and lower ends of the tube (labeled by “ears” in the schematic). The purpose of ears is to benefit the tube constrained and the building up of a large gradient in the hydrostatic stress. During twisting, the deformation mode is locally simple shear, where the normal direction of the shear plane is the radial direction of the tube and the shearing direction is parallel to the circumferential direction. For a thin-walled tube, the amount of shear can be estimated from the geometry as follows [18]: r0 , t (3) where N is the number of turns, R is the tube radius and t is the wall thickness. During free HPTT processing, the sample is subjected to the non-homogeneity of strain in the cross-section of the Figure 4 Schematic of fixed HPTT [18]. (4) 2380 Wang C P, et al. Sci China Tech Sci where r0 is the average radius of the tube, is the angle of twist and t is the thickness of the tube. By assuming that the friction stress is equal to the flow stress τf of the material according to Tresca’s friction law, the following formula can be obtained for the hydrostatic stress p within the sample [18]: p 2 f s w (5) , where s is the length of the “ear” and w is its thickness. In the fixed HPTT experiment, the deformation leads to the Al and Cu samples in full plastification and partial plastification within a surface layer, respectively. Further analysis of the Al tube has shown a shear gradient within the tube wall. The strain gradient may be related to the thickness of the tube. For a thin-walled tube, the stress state is nearly constant within the wall. The uniform shear is expected. Conversely, the thickness is relatively lager; the stress state is not uniform but depends on the radial position within the tube wall, leading to a strain gradient. As shown above, there are large differences in the strain gradient between the Al and Cu samples. 2.3 Cone-cone method Cone-cone method (CCM) [20, 21] is suitable for thinwalled cone-shaped sample. A finite element (FE) model of the CCM process is shown in Figure 5. A conical ring is applied by the deformation of a conical plunger and a conical die with the pressure and torque, which impose hydrostatic pressure and shear strain, respectively. If the sticking between the workpiece and the tooling can be established, the extreme large plastic shear strains and the concomitant grain refinement can be achieved. The effective strain in the geometry of the CCM process is given as follows [21]: 2πN R (x ) 3 t , Figure 5 FE model of the CCM process [19]. September (2012) Vol.55 No.9 where N is the number of turns of the ram, t is the thickness of the sample and R(x) is the (external) radius of a circular cross-section normal to the cone axis at a distance x from the apex. According to the current CCM researches [21], the strain decreases towards the apex of the cone linearly with the distance along the central axis. The CCM process relies on shear strain applied by friction forces acting on the large surfaces and a high hydrostatic pressure within the deformation zone. The results of OM images have shown the inhomogeneous microstructure near the cone base, which is distinct from that in the middle section of the cone. This observation could be explained by the variation of the normal stress along the contact surfaces between the sample and the tooling. Moreover, there is a free edge and unconstrained plastic flow along the lateral surface of the cone that occurs. The lower friction in free region allows slipping between the sample and the die/the punch, leading to a significant reduction of strain in the region close to the sample edge. 2.4 Extension of TE 2.4.1 Axi-symmetric forward spiral extrusion A modified axi-symmetric forward spiral extrusion (AFSE) [22, 23] method was proposed with a designed die. A half section of three-dimensional schematic of the AFSE die is shown in Figure 6. A number of engraved spiral grooves are responsible for guiding material flow along the groove ( direction) as the material enters the chamfer and the twist die. The novel structure of the die can avoid the slippage [24] between die and material, and improve the efficiency (6) Figure 6 Different zones in AFSE die [22]. Wang C P, et al. Sci China Tech Sci 2381 September (2012) Vol.55 No.9 of the strain accumulation. The induced effective strain during AFSE can be represented as r tan 3r0 . (7) The helix angle can be expressed by the formula of =arctanL/2r0 [23], where L and r0 are the lead and radius of the helix, respectively. The formula (7) implies that the total effective strain seems to depend on the radius and helix angle only and therefore is independent of the chamfer geometry. Due to the rotation of the material during the process, there is no need for a route change, unlike ECAP, to ensure a good aspect ratio of the deformed grains. In addition, the kinematic and experimental studies have shown that the deformation develops away from the AFSE die-sample interface. A linear gradient of velocity mainly exists in the radial direction, and has nearly no change in the sample cross-section during AFSE processing. Furthermore, the gradient produces a pure shear deformation, which is active on a plane normal to the extrusion axis. This new SPD process seems to have good potential for application in both continuous and batch modes [22]. 2.4.2 Vortex extrusion Shahbaz deemed that the single-pass SPD process with the change of geometrical dimensions and shape of samples was better than the general multi-pass SPD process with unchanged sample. Therefore, his team proposed a single-pass SPD technique named vortex extrusion (VE) [25] via a special torsional extrusion die (in Figure 7). In the VE processs, the sample passes throughout three different zones: Zone I, Zone II and Zone III. Along Zone I, the circular cross-section gradually changes into a dented pattern (shown in Figure 8). In Zone II, this pattern gradually rotates along the center axis with the twist angle . Finally, the dented section comes back to the circular shape in Zone III. In general, conventional extrusion and AFSE mentioned above [22, 23] can be considered special forms of VE with zero twist angles and no reduction in the area, respectively. Compared with conventional extrusion, the FE analysis has revealed that VE can produce uniform strain distribution along diameters of rod-sample. Therefore, VE, as a promising single pass SPD technique, can be easily installed on Figure 7 A Scheme of the VE die [25]. Figure 8 Gradual change in VE die transverse section along deformation zone (zone I, II and III) [25]. any standard extrusion equipment with no need of any additional facilities. 2.4.3 Simple shear extrusion Based on pressing the material through a designed direct extrusion die, simple shear extrusion (SSE) [26, 27] was introduced by Pardis and Ebrahimi. As illustrated in Figure 9, the material processed by SSE undergoes shear deformation of square cross-section shape at the channel inlet to a parallelogram shape with the maximum distortion angle of in the middle of the channel, and backs to the same square at the outlet. Since the shape and geometrical dimensions of the deformed sample remain constant, the SSE process allows the operation to repeat successively. The shear strain and effective strain value for SSE processing can be calculated as follows [26]: 2 tan , 3 2 3 tan . 3 (8) (9) The experimental results of SSE process for aluminum samples have shown that SSE method can accumulate great strain by repeating the process. A symmetrical distribution of strain in sample’s cross-section is superior to those of other SPD techniques. Figure 9 Schematic illustration of the SSE process [26]. 2382 Wang C P, et al. Sci China Tech Sci 2.4.4 Planar twist extrusion The die channel of planar twist extrusion (PTE) [28] has a middle part, whose cross-section varys from rectangular to parallelogram and then backs to rectangular along the die axis (Figure 10(c)). That is different from the principle of TE [29] (Figures 10(b) and (d)). The curved surfaces of PTE die are ruled surfaces formed by moving a straight line along two directrixes created by two straight segments conjugated with arcs (Figure 10(a)). The schematics of PTE equipment are shown in Figure 11, where numbers from one to five represent the sample, plunger, curved stationary walls, backpressure plunger and channel-filling sample, respectively. The sample is pushed through the die channel with two curved and two flat walls. The plunger feature of the h-beam cross-section has many benefits, i.e., improving the stability of plunger, increasing the sample length and reducing the friction forces. The load is transferred from the main and backpressure plungers to the sample itself through two channel-filling samples. The backpressure applied assures the material to fill in the die Figure 10 Schematics of (a) PTE and (b) TE die channels; gradual cross-sections change of the die channel for (c) PTE and (d) TE [28]. Figure 11 PTE die with two flat movable walls [28]. September (2012) Vol.55 No.9 channel. Moreover, the pressure also raises the hydrostatic pressure to benefit improving metal plasticity and grain refinement. Both experiments for aluminum samples and FEM analysis have shown that the required minimum backforce of PTE is 100 kN, which is high than that of TE processing. For characteristics of the strain distribution of PTE, the isostrain contours are elongated along the shorter side of the rectangular cross-section of the sample. Furthermore, microstructure examinations of samples have revealed an intensive microscale mixing (about 10 m) and no any macro-scale mixing. The mixing can be attributed to the vortex-like character of metal plastic flow during simple shear deformation. 2.4.5 Elliptical cross-section spiral equal-channel extrusion A new SPD method, named elliptical cross-section spiral equal-channel extrusion (ECSEE) [30], can aggregate the torsion shear, extrusion and upsetting deformation. The schematic diagram of the sample via ECSEE deformation is shown in Figure 12. A round-bar sample is extruded out through the die with three channel regions: round-ellipse cross-section transitional channel L1, elliptical cross-section torsion transitional channel L2 and ellipse-round crosssection transitional channel L3. During the ECSEE process, the sample undergoes severe deformation while maintaining its initial cross-section. The diameter D1 is the round crosssection of the sample before and after deformation. This feature allows the sample to extrude repeatedly for deformation accumulation, which is essential for refining microstructure and improving properties of the material. The simplified slice-plain-strain method and incorporating incremental superposition theory have been adopted to calculate the cumulative effective strain of ECSEE process. The ECSEE deformation is divided into two basic deformation modes: round-ellipse/ellipse-round cross-section transitional channel deformation and elliptical cross-section torsion transitional channel deformation, respectively. Through tracking a particle of the cross-section, the cumu- Figure 12 Schematic diagram of the blank via ECSEE deformation. Wang C P, et al. Sci China Tech Sci lative effective strain of these two deformation modes could be calculated respectively as 1 2 i 1 3 Dk 3L2 ln k 1 = mk (1 mk21 tan 2 ) , mk 1 (1 mk2 tan 2 ) R1 3L2 cos 1 m mi 2 i tan 2 (10) , 2.5 Extension of CGP Cyclic forward-backward extrusion (CFBE) [31], as a novel SPD method, is classified into the extension of CGP because of their similar shear deformation modes. The CFBE process applied to blocks and bars is different from the CGP process mainly used for plates. The installation consists of four parts: die, forward punch, outer punch and backward punch (shown in Figure 13). One cycle of the CFBE process includes two steps. In the first step, the forward punch and backward punch extrude into the bottom small chamber, while the outer punch moves up. In the second step, the sample is pressed back by the backward punch and outer punch, while the forward punch is loosely lifted up. Since Figure 13 The principle of CFBE process [31]. the initial shape of the sample is reproduced at the end of each cycle. The performance allows repeating, and a large strain is accumulated in the sample ultimately. The accumulated effective strain after N cycles of the CFBE process is given as follows [31], with some parameters shown in Figure 13. (11) where m is the ratio of major-axis and minor-axis length for the ellipse-cross-section of rod-sample, is the torsion angle, is the angle of the line connecting the center and a particle with the line of elliptic major-axis. R1 is the radius of the cross-section of initial blank. Subscripts k, k1 and i identify the states of random time. The simulated results have shown that the ECSEE accumulation torsion strain is greater than other deformation forms, and the shear deformation is dominant. The strain gradient of the cross-section shows the decreasing trend from the periphery to the center. It is believed that the prospects of ECSEE technology for industrial applications will be broader with further research. 2383 September (2012) Vol.55 No.9 2 2 2 N ln D 42 d 4 Dd . 5d 4 Dd (12) Figure 14 shows the shearing patterns of CFBE schematically. The shearing deformation, important to the grain refinement of SPD-ed material, takes place near the forward punch tip and the corner of bottom die. During each cycle of CFBE process, the material passes through these channels twice, i.e., in the first-half cycle and the second-half cycle, respectively. Therefore, the CFBE shearing deformation is effectual in the grain refinement. In addition, the CFBE process for AA1050 aluminum alloy has revealed that a fine grain with the size below 1 m and a significant increase in the hardness, by a factor of 2, are obtained after a single cycle of CFBE process. 3 Microstructure characteristic of SPD materials 3.1 High-angle grain boundary The high-angle grain boundary (HAGB) is the misorientation of more than 15° between adjacent grains [32]. Many studies show that the grains of material in SPD continuously incline, rotate and gradually grow to be HAGDs [32–34]. The SPD process refines grains by introducing large numbers of dislocations, which arrange themselves in low-energy configurations and in the form of low-angle GBs. Subsequently, the grains evolve, with additional strain, into Figure 14 Deformation channels and shearing patterns during CFBE processing [31]. 2384 Wang C P, et al. Sci China Tech Sci reasonably homogeneous arrays of ultrafine grains, which are separated by boundaries with high angles of misorientation. The evolution of microstructure during ECAP of Fe Grade 1 is illustrated in Figure 15 [35]. The grains are elongated along the pressing direction with an angle of about 27.6° after the first pass (Figure 15(b)). After the eighth pass, the perfect circular rings in selected-area electron diffraction patterns reveal that the misorientation of the GBs is of a high angle (Figure 15(d)). 3.2 Deformation texture In the SPD process, the polycrystalline grains will gradually turn into more consistent orientation grains, and then form the deformation texture. Texture type and intension have a direct relationship with the specific processing technology. For instance, HPT-ed material has fibrous texture [33]. ECAP-ed material has a multiple texture, while the ARB-ed board material has a distinct sheet texture [36]. Texture in subsequent recrystallization annealing process would transmit the recrystallization formation texture to new ones. The drastic deformation textures in bulk UFG materials greatly influence the microstructure and property of materials. Currently, researches on deformation texture of material by SPD process are relatively scarce; therefore, it is necessary to do further work in this area [33]. As illustrated in Figure 15, the grade has a ferrite grain without any apparent preferred orientation (Figure 15(a)). After the first pass, the grains are elongated along the pressing direction after severe shear deformation (Figure 15(b)). With the increase of deformation, the deformation texture is more obvious as shown in Figure 15(c). September (2012) Vol.55 No.9 4 Mechanical properties of SPD materials 4.1 Strength and ductility According to the Hall-Petch relationship, UFG materials processed by SPD have extremely high strength and low ductility compared with conventional coarse counterparts. Many researches have found that the strength of the material deformed by SPD process increases gradually with the strain increasing, while its ductility decreases slightly under the same condition [17, 37, 38]. However, in the Armcosteel ECAP experiments by Segal [38], the results showed that compared with the counterparts of conventional deformation processes, such as rolling, stamping and extrusion, the reducing degree of ductility is relatively small. In addition, recent studies of a series of aluminum alloys (1100, 2024, 3004, 5083, 6061, and 7075) demonstrated that the ductility of these alloys had been enhanced by 10%–25% after ECAP [39]. Horita et al. [39] also found that the stability of material ductility would be superior to the counterparts of conventional cold rolling. In general, the desired and expected materials are anticipated to have both good ductility and high strength. Suprisingly, some specific UFG materials obtained by the SPD process have not only the strength enhancing but also the ductility improving. This phenomenon is so-called inverse Hall-Petch effect [40]. As shown in Figure 16 [41], the extraordinary combination of both high strength and high ductility in nanostructured Cu and Ti processed by SPD clearly sets them apart from coarse-grained metals. Wang et al. [42] deduced that in cryorolled Cu sample, micrometer-sized grains embedded inside a matrix of nanocrystalline and ultrafine grains, which led to an improved combination of Figure 15 Microstructure of Fe grade 1 (a) after annealing at 1203 K for 1 h before ECAP, (b) after the first pass, (c) after the second pass along the longitudinal direction, and TEM after eight passes [35]. Wang C P, et al. Sci China Tech Sci September (2012) Vol.55 No.9 2385 cess. The content of HAGBs increases the participation of grain boundary (GB) sliding and superplastic flow [49]. In the main trend of researches on the superplasticity of UFG materials at present, GB sliding is the mainly recognized and accepted deformation mechanism [50]. The fine grains of UFG materials benefit the GB sliding, so the material has better superplasticity. 4.3 Figure 16 Yield strength and elongation to failure for different materials processed by cold rolling or SPD [41]. strength and ductility. Valiev et al. [43] gave the reason that the generation and movement of dislocations cannot be produced in UFG structure of materials via SPD. 4.2 Superplasticity Superplasticity of materials processed via SPD has very high ductility providing hundreds and thousands of percentage elongation during tension. Recently, SPD methods have been widely used in obtaining good superplasticity for materials of Al, Mg, Cu and Ti based alloys [44–50]. In addition, the UFG materials obtained by SPD process not only get good superplasticity under appropriate conditions but also achieve high strain rate superplasticity and/or low temperature superplasticity. Many explainations try to unveil the mysterious puzzles of the relationship between the superplasticity and SPD deformation mechanism. A majority of scholars affirm that the good superplasticity is related to the ultrafine grains of materials obtained by SPD, and the grains are small enough to ensure the superplasticity [44, 45]. Garcĺa-infanta et al. [45] found that the grains of 7075 Al were refined to 100–150 nm, and attained high strain-rate superplasticity in the range of 250–300°C in the HPT process. Some researchers believed that the alloying elements of Sc and Zr, in Al and Cu materials, could generate Al3Zr and CuZr5 deposition or additional phases to prevent the grain growth. Therefore, the materials have the thermal stability of grain sizes [46–48], which greatly affects the superplasticity of materials. This phenomenon has been seen in the Al-3% Mg-0.2% Sc alloy [46], Cu-Zn alloy [47] and Al-7034 [48] by ECAP. In addition, the characteristics of special HAGBs and microstructures of materials fabricated by SPD technology are the main reason of superplasticity obtained in SPD pro- Applications UFG metals processed by SPD are used as a structural material due to the properties of high strength, ductility and fatigue characteristics. Several metals and alloys have been processed by SPD for structural applications (some pictures shown in Figure 17 [51]). In Russian, the titanium screws of ECAP preparations have been applied to automotive and aerospace industries [51, 52]. In addition, some SPD micro-nano-materials were applied to surgery device for fixing broken-bones [53]. Roven [54] predicted the main areas of industrial applications of SPD metallic materials include biomedicine (especially high-strength titanium), aerospace, defense, sports, energy, electronic equipment (the splash shooting target of the LCD groups manufacture), micro-wire (aluminum alloys) and especial materials used in ultimate low temperature condition. The excellent strength and good ductility of UFG material produced by SPD methods are becoming especially attractive in many applications. 5 SPD deformation/refinement mechanism Valiev et al. [33] believed that non-equilibrium GBs and subgrain boundaries existed in UFG/nano-structured metals fabricated by SPD process, due to the presence of a high density of extrinsic defects in their structure. Non-equilibrium GBs are characterized by excess energy and long range elastic stresses. These stresses result in significant distortions and dilatations of crystal lattices near GBs. These several types of extrinsic defects are assumed to present in non-equilibrium GBs with Burgers vectors, normal to a boundary plane. Moreover, the severe lattice distortions, extremely high-density dislocations and energy exist in these grains or subgrain boundaries. Therefore, the boundaries are very unstable, and then trend to be of low energy and balance GBs [55, 56]. The structural model of non-equilibrium grains with grain size of about 100 nm, and the distortions and dilatations of the crystal lattice can be described by Figure 18. The elastic distorted region with a width of several nanometers near the crystal GBs, as well as the central portion of grain with perfect crystal lattices coexists in a limited range of grain size. If the grain size is reduced to a critical value, then the distortions and dilatations of the crystal lattice will embrace the whole grain. In this case, the lattice lost its strict periodicity. 2386 Wang C P, et al. Sci China Tech Sci September (2012) Vol.55 No.9 Figure 17 Application of productions processed by SPD [51]: (a) Bolts manufactured with SPD Ti alloys; (b) micro bolts manufactured UFG Carbon steel processed by ECAP; (c) worn out UFG 300 mm sputtering target; (d) “piston” type fabricated from nanostructured Al1420; (e) a micro-bulged sheet made of CG and UFG Al 1070; (f) plate implants made of nanostructured titanium; (g) UFG C-Mn steel sheet forming; (h) hollow blades made of UFG Ti-6Al-4V sheet. Figure 19 Figure 18 Schematic representation of UFG structure (a) and nanocrystal with dislocations disturbed GBs and highly distorted crystal lattice (b) [33]. 5.1 Dislocation deformation mechanism Ref. [57] proposed the following model of evolution of the defect structure of materials during SPD process (Figure 19). The main idea is based on the transformation of a cellular structure to a granular one. High-density dislocations based on different slip system movements, is impelled by the intense shear stress. When the dislocation density in the cell walls achieves a certain critical value, part of dislocations with different signs can annihilate at the cell boundaries. As a result, excess dislocations of single sign remain and form a Y-shaped dislocation wall. The dislocations with Burgers Schematic of dislocation evolution model [57]. vectors, perpendicular to the boundary, lead to the increase of misorientation and cause the transformation to a granular structure when their density increases. The shear zones discovered in ECAP, HPT, SE, ARB and RCS processes, increase cross and proliferation, resulting in the microstructure to break. The coarse grains gradually evolve into equiaxed cells and subgrain structures. The shear-stress dislocation model is recognized as the SPD refinement mechanism. 5.2 Twin deformation mechanism Some researchers found twins as well as dislocations in some early SPD process simulations [58], and believed that the deformation of nano-metal with high stacking fault energy was mainly caused by twinning mechanism [59]. The twins associated with the slip are found in slip deformation Wang C P, et al. Sci China Tech Sci process of face-centered cubic (FCC) metals within some simulation models. Some experiments also validated that twinning is an important mechanism in the UFG copper with grain size less than 300 nm. Yamakov et al. [59] and Zhu et al. [60] further studied the interaction between twin GBs and dislocation slip in the FCC cobalt nanocrystals. They discovered that twin deformation had a dual role in the mechanical properties of nano-materials. In the early deformation stage, it could increase additional slip system, or promote slip system migration with the interaction of twins and dislocations, and thus conducted the deformation. In the later deformation stage, twin GBs could hinder certain types of slip dislocations to accumulate dislocations, and caused the material strain hardening. 5.3 Grain boundary sliding and torsional deformation mechanism Gutkin et al. [61, 62] deemed that the deformation of nano-metal crystals was due to the role of GB sliding and torsional deformation mode. The slip dislocations in the trigeminal GBs repeatedly break down into the climbing ones along the adjacent GBs. This process causes the GB dislocation walls to climb and the lattice in metal nanograins to deform by rotation transmission. A model describing the combined action of GB sliding and rotational deformation on the crossover from GB sliding to rotation deformation occurring at triple junctions of GBs is shown in Figure 20. In the non-deformed state of the nanocrystalline specimen, GB sliding occurs via motion of gliding GB dislocations under shear stress action. Then the gliding dislocations split at triple junction of GBs into climbing dislocations. The splitting of gliding GB dislocations repeatedly occurs to cause the formation of walls of GB dislocations whose climb is accompanied by crystal lattice rotation in a grain. Ultimately, the climbing dislocations reach triple junction, where they converge into gliding dislocations to cause further GB sliding. 5.4 Other mechanisms 1) Thermo-mechanical deformation mechanism In the MDF process [63], the thermo-mechanical deformation refinement is the main deformation mechanism. Though the deformation temperature of MF process is lower Figure 20 September (2012) Vol.55 No.9 2387 than 0.5Tm, the cumulative plastic deformation leads to the decrease of dynamic recrystallization temperature; the actual MDF processing is performed in the range of dynamic recrystallization. 2) Particle refinement mechanism The extrusion and upsetting process of SPD make the material particles flow along the axis and plane, similar to “kneading” in our life [64]. The reciprocating upsetting and squeezing urges the particles of material to mix and reallocate. The grains and particles will be collided and broken, the holes will be closed, and the particle size in materials becomes smaller. 3) Hypothesis of simple shear double-stage mechanism Simple shear [65] lies in some effective SPD processes of HPT, ECAP and TE. Beygelzimer proposed a hypothesis of two-stage deformation via the simple shear (Figure 21) [66]. At the first stage (Figure 21(b)) (the shear strain range, 0 < < c, where c is the critical shear strain), the metal microstructure changes in the way similar to that during elongation. At the second stage with > c (Figure 21(c)), accidental multi-scale rotative motions, similar to turbulent motions in liquids, take place in the metal. The stationary turbulent motion rapidly blurs the boundaries of the initial grains. Though the total length of boundaries does not increase, the fragments get free of dislocations by the way of rotations. The movement can cause rapid and mass transport. Therefore, there is no strain hardening observed at this stage. The authors supposed that the stationary turbulent motion during simple shear distinguishes SPD from large plastic deformation. 6 Current research issues Since the 1980s when Segel proposed ECAP [33], SPD technique as the preparation method of UFG/nc materials has become the research focus in the material science area. Through nearly three decades development, especially the intensive research in the last decade, SPD techniques have involved the material preparation, macro-micro simulation, structural characterization, microstructure evolution mechanism, texture analysis, physical and mechanical properties, etc. [1, 2, 33, 52]. Figure 22 illustrates the SPD development from the sprouting to the future. The leading representatives of SPD research are in Grain-boundary sliding and torsional deformation model [61]. 2388 Wang C P, et al. Figure 21 Sci China Tech Sci Scheme of simple shear double-stage model [66]. September (2012) Vol.55 No.9 stride out of the laboratory, and into the mass production and commercialization [1, 2]. Conventional SPD techniques are progressively improved into the modified manufacturing processes for sheets, rods, wires and other kinds of semi-manufactured blocks. In all the SPD methods, ECAP may be the most successful SPD technique for the significant potential of commercializing [68]. With some continuous SPD processes progressively proposed [2, 38], it is believed that the future SPD-ed material will have a finer grain with more stable and uniform organization, and the prepared material shape will be larger for applications. 7 Ongoing research and future directions Figure 22 The SPD development stage. Russia, Japan and the U.S. and other developed countries, such as, RValiev of Russia, Langdon and Los Angeles team of USA, Zehetbauer in Austria, Maier and Paderborn in Germany, and Zenji Horita in Japan. SPD techniques are attracting more and more experts and scholars all over the world. China commenced its study on SPD in the early 21st century. Many Chinese universities and institutes are mainly engaged in imitation investigations, e.g., the relationship between SPD process parameters and microstructural performance. The gap of SPD study includes less original innovation, more follow-up study, and the insufficient basic research on related engineering applications. For the short-term SPD development, China should seize the opportunity to promote SPD research following the worldwide advanced level. In the laboratory, SPD techniques have successfully prepared some UFG/nc pure metals, alloys and intermetallic compounds [33]. It is necessary to expand the additional performances and features of commercial alloys and composite materials, e.g., high strength and ductility, superior fatigue performance and superplasticity [67]. Recent SPD techniques try to prepare materials from single-crystal to polycrystalline, single-phase to multiphase, easy-to-deformed to difficult-to-deformation, conventional metallic material to the powder material. Recently, SPD techniques of UFG materials gradually The current SPD study focuses on the process design, microstructure evolution and mechanical properties. Whereas the material deformation mechanisms, grain refinement mechanism and factors affecting technique are dazed in the SPD research area. Ongoing research and future directions of SPD technology mainly have three objectives as follows. 1) Methods engineering The special SPD equipment and settings lead to higher cost due to the strict SPD process conditions. Though the current SPD method can produce UFG materials, the bulk is small and the grain size is large. Moreover, the homogeneity of structure and the stability of performance for SPD materials are unsatisfactory, such as UFG materials prepared by TE, the refinement in the central area and the surrounding area are inconsistent [1]. The continuous production of large-scale industrialization is difficult to achieve, hence SPD techniques are expected to be simple, to have high efficiency, economic feasibility, and wide applicability, and to be able to obtain a finer grain size (<50 nm), more stable structure and properties of bulk UFG materials for industrial applications. 2) Further mechanism study The SPD refinement mechanism is so complicated that no a unified theory system is formed. Three kinds of grain refinement mechanisms, strain-induced grain refinement [57, 59, 69], thermal mechanical deformation refinement [63, 70] and particle refinement [64, 71], are popular in current SPD research. Further investigations should be made to the mechanism. Focus on the motion characteristics of metal atoms and crystal defects (dislocations and vacancies), the deformation model and theory of micro-nano materials are established by means of the advanced computer simulation techniques and mocro-nano-scopic scale analysis methods, combined with the mechanical properties and microstructure characteristic parameters of materials. In the SPD process, non-equilibrium GB, the space distribution of deformation textures and recrystallization genetic behavior are the future research directions. In addition, the stability of structures (grain, phase, particle and structures), and GBs and crystal structure defects influencing the mechanics Wang C P, et al. Sci China Tech Sci properties are noteworthy, too. 3) Performance integration Since UFG/nc materials prepared by SPD have a unique excellent performance, the traditional laws of material properties also face a great challenge, e.g., for nc materials obtained by some SPD methods, when the grains are less than some critical value [72, 73], the mechanical properties would deviate from the Hall-Petch relationship. At present, the performance and measurement of SPD materials don’t have a quantitative standard requirement, so the performance of prepared materials can not be effectively controlled. Some SPD-produced UFG/nc materials with a grain size about 100 nm or less exhibit very high hardness and strength but low ductility. However, the recent findings of extraordinarily high strength and ductility in a number of SPD-produced nanostructured metals have a special interest. Hence, investigating the relationship of the deformation mechanisms, microstructure evolution and processing routes and regimes is necessary to the considerable enhancement of properties in several SPD-produced metals and alloys. 8 Conclusions SPD technology is a satisfying and promising method for fabricating bulk UFG materials. However, the SPD technology is in the early stage of development and a scenario of competition and consolidation. The recent developments of UFG/nc materials by SPD depend upon the concurrent evolution of new characterization techniques, novel metal-forming methods, and increasingly sophisticated models for interpreting measured properties. Considering the commercial application of UFG/nc materials, one prerequisite task is the development of new SPD techniques. Furthermore, the establishment of SPD process guidelines should become an urgent topic in order to obtain new advanced properties of materials in commercial application. This work was supported by the Aeronautical Science Foundation of China (Grant No. 2011ZE53059) and the Graduate Starting Seed Fund of Northwestern Polytechnical University (Grant No. Z2011006). September (2012) Vol.55 No.9 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 1 2 3 4 5 Valiev R Z, Estrin Y, Horita Z, et al. Producing bulk ultrafine-grained materials by severe plastic deformation. JOM, 2006, 58(4): 33–39 Xie Z L, Xie J J, Hong Y S, et al. Influence of processing temperature on microstructure and microhardness of copper subjected to high-pressure torsion. Sci China Tech Sci, 2010, 53(6): 1534–1539 Ghosh A K, Huang W. Severe deformation based process for grain subdivision and resulting microstructures. In: Lowe T C, Valiev R Z, eds. Investigations and Applications of Severe Plastic Deformation, NATO Science Series. Dordrecht: Kluwer Academic Publishers, 2000. 29–36 Saito Y, Utsunomiya H, Suzuki H, et al. Improvement in the r-value of aluminum strip by a continuous shear deformation process. Scripta Mater, 2000, 42(12): 1139–1144 Lee J C, Seok H K, Han J H, et al. Controlling the textures of the 23 24 25 26 27 2389 metal strips via the continuous confined strip shearing (C2S2) process. Mater Res Bull, 2001, 36(5-6): 997–1004 Kim H S. Finite element analysis of deformation behaviour of metals during equal channel multi-angular pressing. Mater Sci Eng A, 2002, 328(1): 317–323 Nishida Y, Arima H, Kim J C, et al. Rotary-die equal-channel angular pressing of an Al-7 mass% Si-0.35 mass%-Mg alloy. Scripta Mater, 2001, 45(3): 261–266 Chou C Y, Lee S L, Lin J C, et al. Effects of cross-channel extrusion on the microstructures and superplasticity of a Zn-22 wt.% Al eutectoid alloy. Scripta Mater, 2007, 57(10): 972–975 Talebanpour B, Ebrahimi R, Janghorban K. Microstructural and mechanical properties of commercially pure aluminum subjected to Dual Equal Channel Lateral Extrusion. Mater Sci Eng A, 2009, 527(1-2): 141–145 Rao V S, Kashya B P, Prabhu N, et al. T-shaped equi-channel angular pressing of Pb-Sn eutectic and its tensile properties. Mater Sci Eng A, 2008, 486(1-2): 341–349 Kim Y H, Cho J R, Kim K S, et al. Study of the application of upper bound method to the CONFORM process. J Mater Process Technol, 2000, 97(1-3): 153–157 Cerri E, De Marco P P, Leo P. FEM and metallurgical analysis of modified 6082 aluminium alloys processed by multipass ECAP: Influence of material properties and different process settings on induced plastic strain. J Mater Process Technol, 2009, 209(3): 1550– 1564 Mani B, Jahedi M, Paydar M H. A modification on ECAP process by incorporating torsional deformation. Mater Sci Eng A, 2011, 528(12): 4159–4165 Rosochowski A, Olejnik L. Finite element analysis of two-turn Incremental ECAP. Int J Mater Form, 2008, 1(1): 483–486 Azushima A, Aoki K. Properties of ultrafine-grained steel by repeated shear deformation of side extrusion process. Mater Sci Eng A, 2002, 337(1/2): 45–49 Faraji G, Mashhadi M M, Kim H S. Tubular channel angular pressing (TCAP) as a novel severe plastic deformation method for cylindrical tubes. Mater Lett, 2011, 65(19-20): 3009–3012 Zangiabadi A, Kazeminezhad M. Development of a novel severe plastic deformation method for tubular materials: Tube Channel Pressing (TCP). Mater Sci Eng A, 2011, 528(15): 5066–5072 Tóth L S, Arzaghi M, Fundenberger J J, et al. Severe plastic deformation of metals by high-pressure tube twisting. Scripta Mater, 2009, 60(3): 1765–1769 Lapovok R, Pougis A, Lemiale V, et al. Severe plastic deformation processes for thin samples. J Mater Sci, 2010, 45(17): 4554–4560 Bouaziz O, Estrin Y S, Kim H S. Severe plastic deformation by the cone-cone method: Potential for producing ultrafine grained sheet material. Revue de Métallurgie, 2007, 104(6): 318–322 Bouaziz O, Estrin Y, Kim H S. A new technique for severe plastic deformation: The cone-cone method. Adv Eng Mater, 2009, 11(12): 982–985 Khoddam S, Farhoumand A, Hodgson P D. Upper-bound analysis of axi-symmetric forward spiral extrusion. Mech Mater, 2011, 43(11): 684–692 Khoddam S, Farhoumand A, Hodgson P D. Axi-symmetric forward spiral extrusion, a kinematic and experimental study. Mater Sci Eng A, 2011, 528(3): 1023–1029 Ma X, Barnett M R, Kim Y H. Forward extrusion through steadily rotating conical dies. Part I: Experiments. Int J Mech Sci, 2004, 46(3): 449–464 Shahbaz M, Pardis N, Ebrahimi R, et al. A novel single pass severe plastic deformation technique: Vortex extrusion. Mater Sci Eng A, 2011, 530: 469–472 Pardis N, Ebrahimi R. Deformation behavior in Simple Shear Extrusion (SSE) as a new severe plastic deformation technique. Mater Sci Eng A, 2009, 527(1-2): 355–360 Pardis N, Ebrahimi R. Different processing routes for deformation via simple shear extrusion (SSE). Mater Sci Eng A, 2010, 527(23): 2390 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 Wang C P, et al. Sci China Tech Sci 6153–6156 Beygelzimer Y, Prilepo D, Kulagin R, et al. Planar twist extrusion versus twist extrusion. J Mater Process Technol, 2011, 211(3): 522–529 Stolyarov V V, Beigelzimer Y E, Orlov D, et al. Refinement of microstructure and mechanical properties of titanium processed by twist extrusion and subsequent rolling. Phys Met Metallogr, 2005, 99(2): 92–99 Wang C P, Li F G, Chen B. A variable-channel device for preparating ultrafine-grained copper/aluminum wire. China Patent, 201862645, 2011-06-15 Alihosseini H, Asle Zaeem M, Dehghani K. A cyclic forward-backward extrusion process as a novel severe plastic deformation for production of ultrafine grains materials. Mater Lett, 2012, 68: 204–208 Huang J Y, Zhu Y T, Jiang H, et al. Microstructures and dislocation configurations in nanostructured Cu processed by repetitive corrugation and straightening. Acta Mater, 2001, 49: 1497–1505 Valiev R Z, Islamgaliev R K, Alexandrov I V. Bulk nanostructured materials from severe plastic deformation. Prog Mater Sci, 2000, 45(2): 103–189 Belyakov A, Gao W, Miura H, et al. Strain-induced grain evolution in polycrystalline copper during warm deformation. Metall Mater Trans A, 1998, 29: 2957–2965 Han B Q, Mohamed F A, Lavernia E J, et al. Mechanical properties of iron processed by severe plastic deformation. Metall Mater Trans A, 2003, 34(1): 71–83 Saito Y, Tsuji N, Utsunomiya H, et al. Ultra-fine grained bulk aluminum produced by accumulative roll-bonding (ARB) process. Scripta Mater, 1998, 39(9): 1221–1227 Xing Z P, Kang S B, Kim H W. Structure and properties of AA3003 alloy produced by accumulative roll bonding process. J Mater Sci, 2002, 37(4): 717–722 Segal V M. Materials processing by simple shear. Mater Sci Eng A, 1995, 197(2): 157–164 Horita Z, Fujinami T, Nemoto M, et al. Equal-channel angular pressing of commercial aluminum alloys: Grain refinement, thermal stability and tensile properties. Metall Mater Trans A, 2000, 31(3): 691–701 Meyers M A, Mishra A, Benson D J. Mechanical properties of nanocrystalline materials. Prog Mater Sci, 2006, 51(4): 427–556 Valiev R Z, Alexandrov I V, Zhu Y T, et al. Paradox of strength and ductility in metals processed by severe plastic deformation. J Mater Res, 2002, 17(1): 5–8 Wang Y M, Chen M W, Zhou F H, et al. High tensile ductility in a nanostructured metal. Nature, 2002, 419(6910): 912–915 Valiev R Z, Kozlov E V, Ivanov Y F, et al. Deformation behavior of ultra-fine-grained copper. Acta Mater, 1994, 42(7): 2467–2475 Kai M, Horita Z, Langdon T G. Developing grain refinement and superplasticity in a magnesium alloy processed by high-pressure torsion. Mater Sci Eng A, 2008, 488(1/2): 117–124 Garcĺa-infanta J M, Zhilyaev A P, Sharafutdinov A, et al. An evidence of high strain rate superplasticity at intermediate homologous temperatures in an Al-Zn-Mg-Cu alloy processed by high-pressure torsion. J Alloy Compd, 2009, 473(1/2): 163–166 Komura S, Horita Z, Furukawa M, et al. An evaluation of the flow behavior during high strain rate superplasticity in an Al-Mg-Sc alloy. Metall Mater Trans A, 2001, 32(3): 707–716 Chen X, Furukawa M, Horita Z, et al. Using ECAP to achieve grain refinement, precipitate fragmentation and high strain rate superplasticity in a spray-cast aluminum alloy. Acta Mater, 2003, 51(20): 6139–6149 Neishi K, Horita Z, Langdon T G. Achieving superplasticity in ultrafine-grained copper: Influence of Zn and Zr additions. Mater Sci Eng A, 2003, 352(1/2): 129–135 Miyahara Y, Horita Z, Langdon T G. Exceptional superplasticity in an AZ61 magnesium alloy processed by extrusion and ECAP. Mater September (2012) Vol.55 No.9 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 Sci Eng A, 2006, 420(1/2): 240–244 Imayev V M, Salishchev G A, Shagiev M R, et al. Low-temperature superplasticity of submicrocrystalline Ti-48Al-2Nb-2Cr alloy produced by multiple forging. Scripta Mater, 1999, 40(2): 183–190 Azushima A, Kopp R, Korhonen A, et al. Severe plastic deformation (SPD) processes for metals. CIRP Ann-Manuf Tech, 2008, 57(2): 716–735 Valiev R. Nanostructuring of metals by severe plastic deformation for advanced properties. Nat Mater, 2004, 3: 511–516 Stolyarov V V, Zhu Y T, Alexandrov I V, et al. Grain refinement and properties of pure Ti processed by warm ECAP and cold rolling. Mater Sci Eng A, 2003, 343(1-2): 43–50 Roven H J. Nanostructured metals by SPD-technology and commercialization. In: The Second Chinese-Norwegian Symposium on Light Metals, 2007 Nazarov A A, Romanov A E, Valiev R Z. On the structure, stress fields and energy of nonequilibrium grain boundaries. Acta Mater, 1993, 41(4): 1033–1040 Gertsman V Y, Birringer R, Valiev R Z, et al. On the structure and strength of ultrafine-grained copper produced by severe plastic deformation. Scripta Mater, 1994, 30(2): 229–234 Valiev R Z, Ivanisenko Y V, Rauch E F, et al. Structure and deformation behaviour of Armco iron subjected to severe plastic deformation. Acta Mater, 1996, 44(12): 4705–4712 Yamakov V, Wolf D, Phillpot S R, et al. Dislocation processes in the deformation of nanocrystalline aluminium by molecular-dynamics simulation. Nat Mater, 2002, 1: 45–49 Yamakov V, Wolf D, Phillpot S R, et al. Dislocation-dislocation and dislocation-twin reactions in nanocrystalline Al by molecular dynamics simulation. Acta Mater, 2003, 51(14): 4135–4147 Zhu Y T, Wu X L, Liao X Y, et al. Dislocation-twin interactions in nanocrystal-line fcc metals. Acta Mater, 2011, 59(2): 812–821 Gutkin M Y, Ovidkol I A, Skiba N V. Crossover from grain boundary sliding to rotational deformation in nanocrystalline materials. Acta Mater, 2003, 51(14): 4059–4071 Fedorov A A, Gutkin M Y, Ovidko I A. Transformations of grain boundary dislocation pile-ups in nano-and polycrystalline materials. Acta Mater, 2003, 51(4): 887–898 Miura H, Yang X, Sakai T. Evolution of ultra-fine grains in AZ31 and AZ61 Mg alloys during multi directional forging and their properties. Mater Trans, 2008, 49(5): 1015–1020 Zheng L J, Li H X, Hashmi M F, et al. Evolution of microstructure and strengthening of 7050 Al alloy by ECAP combined with heat-treatment. J Mater Process Technol, 2006, 171(1): 100–107 Segal V M. Materials processing by simple shear. Mater Sci Eng A, 1995, 197(2): 157–164 Beygelzimer Y, Valiev R Z, Varyukhin V. Simple shear: Double-stage deformation. Mater Sci Forum, 2011, 667-669: 97–102 Valiev R Z, Zehetbauer M J, Estrin Y, et al. The innovation potential of bulk nanostructured materials. Adv Eng Mater, 2007, 9(7): 527– 533 Zhu Y T, Lowea T C, Langdon T G. Performance and applications of nanostructured materials produced by severe plastic deformation. Scripta Mater, 2004, 51(8): 825–830 Mishin O V, Gertsman V Y, Vahev R Z, et al. Grain boundary distribution and texture in ulttrafine-grained copper produced by severe plastic deformation. Scripta Mater, 1996, 35(7): 873–878 Su C W, Lu L, Lai M O. A model for the grain refinement mechanism in equal channel angular pressing of Mg alloy from microstructural studies. Mater Sci Eng A, 2006, 434(1-2): 227–236 Chen Y L, Lee S W, Yeh J W, et al. A novel process for fabricating electrical contact SnO2/Ag composites by reciprocating extrusion. Metall Mater Trans A, 2005, 36(9): 2441–2447 Lu L, Sui M L, Lu K. Superplastic extensibility of nanocrystalline copper at room temperature. Science, 2000, 287(5457): 1463–1466 Lu L, Chen X, Huang X, et al. Revealing the maximum strength in nanotwinned copper. Science, 2009, 323(5914): 607–610