Comparative Analysis of Two Twist-Based SPD Processes: Elliptical
advertisement

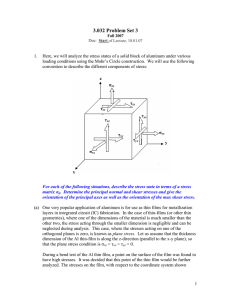
Materials Transactions, Vol. 54, No. 9 (2013) pp. 1587 to 1591 Special Issue on Advanced Materials Science in Bulk Nanostructured Metals II © 2013 The Japan Institute of Metals and Materials Comparative Analysis of Two Twist-Based SPD Processes: Elliptical Cross-Section Spiral Equal-Channel Extrusion vs. Twist Extrusion Marat I. Latypov1, Yan Beygelzimer2 and Hyoung Seop Kim1,3,+ 1 Department of Materials Science and Engineering, Pohang University of Science and Technology (POSTECH), Pohang 790-784, Korea Donetsk Physics & Engineering Institute of the National Academy of Sciences of Ukraine, Donetsk 83114, Ukraine 3 Center for Advanced Aerospace Materials, Pohang University of Science and Technology (POSTECH), Pohang 790-784, Korea 2 The present paper deals with numerical comparison of two twist-based severe plastic deformation processes: (i) the elliptical cross-section spiral equal-channel extrusion (ECSEE) proposed recently as a novel process and (ii) the classical twist extrusion (TE). ECSEE was developed in attempt to process cylindrical work pieces and to generate more uniform strain distribution compared to classical TE. However, the present finite element simulations showed that twist zones used in both methods impose identical stress and strain states. Furthermore, the ability of ECSEE to treat cylindrical billets is achieved at the expense of the possibility to perform multi-pass extrusion through the twist zone and it requires higher loads for the overall process of extrusion. [doi:10.2320/matertrans.MH201315] (Received February 4, 2013; Accepted March 18, 2013; Published April 26, 2013) Keywords: elliptical cross-section spiral equal-channel extrusion, twist extrusion, severe plastic deformation, finite element method 1. Introduction Upon intensive investigation during the past decades, severe plastic deformation (SPD) has been accepted as a strong tool for improving mechanical properties of metallic materials. Improvement of the properties in SPD is gained by significant refinement of the grain structure down to ultrafine grained (UFG) or nanocrystalline (NC) regimes. UFG and NC materials displayed numerous unique effects that were never observed in their coarse grained counterparts, for example, high strength combined with very good ductility,1,2) hardening by annealing,3) inverse temperature dependence of toughness,4) and corrosion resistance.5) Over the years of large interest in UFG materials, a diversity of SPD processes has been developed for various work piece shapes: sheets, disks, rings, pipes and bulk ones.6­14) Based on the main deformation mode, the SPD processes can be divided into several groups: (i) simple shear: equal channel angular pressing6­9) and continuous confined strip shearing;10) (ii) torsion shear: high-pressure torsion,11,12) twist extrusion,13) high-pressure tube twisting,14) and conecone method;15) and (iii) compression: accumulative rollbonding16) and multi-directional forging.17) Along with other torsion-based SPD processes, twist extrusion (TE) recently received some interest, which is illustrated by the emergence of new techniques based on the idea of TE.18,19) One of the main advantages of TE is its ability to accumulate large plastic strains in the work piece, which preserves its initial shape after each pass. Therefore, plastic strains can be easily controlled by both the die geometry and the number of passes. Recently, Wang et al.20) proposed an SPD method named “elliptical cross-section spiral equal-channel extrusion” (ECSEE). ECSEE was developed with a motivation to process cylindrical work pieces more convenient than prismatic ones in the industrial sense. Introducing TE in Ref. 13), Beygelzimer et al. pointed out that the TE process + Corresponding author, E-mail: hskim@postech.ac.kr can treat work pieces with arbitrary transverse (normal to the extrusion axis) profiles. For example, it was shown that even cylindrical billets can be twist-extruded through displacing the billet axis off the extrusion axis (the reader is referred to Fig. 3.2, p. 56 in Ref. 21)). Nevertheless, ECSEE was claimed as a novel process that overcomes this “shortcoming” of the classical TE, that is, limitation to extruding work pieces of rectangular profiles only. Although Beygelzimer et al. stated that arbitrary shapes of work pieces can be processed through TE,13) direct comparison of processes involving different die shapes, such as the elliptical die of ECSEE and the rectangular die of classical TE, has never been done. Therefore, it appears meaningful to investigate these two processes in order to find advantages or disadvantages and similarities of the different die shapes. In this paper we employed the finite element method (FEM) for a critical comparative analysis of TE through dies of elliptical and rectangular transverse profiles. The significance and consequences of introducing cylindrical channels realized in the ECSEE scheme are also discussed. The main conclusions of this work are such that, despite the declared novelty of ECSEE, TE through elliptical die is very similar to classical TE through rectangular dies, whereas the advantages of introducing cylindrical channels are questioned. 2. Processes and Simulation Procedure The classical TE process introduced by Beygelzimer et al.13) is schematically illustrated in Fig. 1. The die channel comprises three zones: inlet, twist and outlet. Ideally, the work piece preserves its initial geometry after each TE pass, which allows for accumulation of large plastic strains in the work piece material.13) The recent ECSEE process20) includes three stages: (i) forward extrusion with a shape transformation from circular to elliptical transverse section of the work piece, (ii) TE through a die with elliptical transverse profile with no shape transformation, 1588 M. I. Latypov, Y. Beygelzimer and H. S. Kim Fig. 1 Schematic of the classical twist extrusion process. (iii) upsetting with a shape transformation from elliptical to circular transverse section of the work piece. It means that ECSEE combines forward extrusion and upsetting with TE in a fixed sequence within a single die. Since forward extrusion and upsetting are well-known forming processes, in this paper we focused on stage (ii) ­ TE. It is evident that stage (ii) in ECSEE differs from classical TE only in the shape of the transverse die profile: an ellipse in ECSEE instead of a rectangle in classical TE. Therefore, we studied effects of the transverse die profile on the stress state and plastic deformation with the aid of the FEM. Abaqus22) was used in the present work for finite element analysis to obtain engineering characteristics that allow for critical assessment of TE through dies of different profiles. The complexity of metal flow during TE requires threedimensional modeling. Typical speeds of TE lay in a range of 2­3 mm/s, which allows us to neglect any inertia or heating effect during TE. Therefore, the present analysis is concerned with a three-dimensional isothermal quasi-static problem. Due to the large size of the model and large strains that occur during TE, explicit dynamics approach realized in Abaqus was expected to provide acceptable engineering information at a reasonable computational cost. For further speed-up of the simulations, the material density was artificially increased (so-called mass scaling). To prevent errors that occur because of inertia forces when the density is increased too much, kinetic energy of the model was checked to be lower than the internal energy.22) To simulate TE, a velocity boundary condition was assigned to a rigid punch to push the deformable billet through the fixed rigid die with a twist zone. Geometries of the model for ECSEE were reproduced as described by Wang et al.20) to make the results of the present work comparable with their work. For the classical TE processes, two profiles, rounded-rectangular and filleted-rectangular, were examined. Dimensions of the rectangular dies (aspect ratio and transverse area) were taken identical to those of the elliptical die to prevent any size effect that may occur in extrusion processes.23) The assemblies and initial work piece meshes used in the simulations are illustrated in Fig. 2. Fig. 2 Geometries of the die, punch and initial mesh of the work piece used in the present work: (a) rounded-rectangular TE, (b) filleted-rectangular TE and (c) elliptical TE. The rigid punch and dies were represented by surfaces to reduce the number of elements and thus computation time. Four-node linear quadrilateral elements (R3D4) were used for meshes of the rigid surfaces, whereas the billet consisted of eight-node linear bricks (C3D8R) with reduced integration. Elements of the deformable billet were assigned a simple material model of linear elasticity and rate-independent inelastic behavior. Inelastic behavior was defined by a metal plasticity model with the von Mises yield criterion and isotropic hardening. Young’s modulus and Poisson’s ratio were set to 70 GPa and 0.3. The relationship between true stress · and true plastic strain ¾pl was described by an equation · ¼ 75¾0:17 pl : ð1Þ These data of elastic and inelastic behaviors correspond to 1100 aluminum (reference values of the elastic properties and stress­strain relationship measured in compression in work19)). The surface-to-surface contact formulation was used for the contacts between the rigid instruments and the billet. To focus on the effects of the die geometry on stress and strain states in the present analysis, frictionless tangential behavior was prescribed in the definition of contact interaction between the instruments and the billet. Other details of the simulation procedure and geometries used in this work are summarized in Table 1. 3. Results and Discussion According to the simulation results, the three processes displayed identical curves of the normalized reaction force against punch displacement (Fig. 3). TE process through the elliptical die is characterized by the same major events that occur during classical TE discussed in previous reports,13,24) indicating the similarity of the processes. These events include an initial abrupt increase of the load when the work piece head enters the twist zone; the work piece advances through the twist zone without a significant load change; another load jump indicating that the work piece head has Comparative Analysis of Two Twist-Based SPD Processes: Elliptical Cross-Section Spiral Equal-Channel Extrusion vs. Twist Extrusion 1589 Table 1 Dimensions and simulation parameters. Rnd-rectangular Fil-rectangular Elliptical 2 Cross sectional area, A/mm 121.739 121.734 121.737 Axes ratio, r 1.547 1.550 1.550 Work piece elements, N 30,800 38,290 43,680 Twist angle, º 120° Twist height, h/mm 10 mm Billet length, l/mm 35 mm Backward pressure, BP/MPa Punch speed, v/mm/s Mass scaling, f 0 40 20,000 Fig. 3 Punch reaction force normalized by the cross sectional area of the work piece against punch displacement for twist extrusion through the three dies in question. Fig. 4 Equivalent plastic strain contours in longitudinal section (lower) and transverse section (A­A, steady-state region) at the time when the work piece has left the twist zone: (a) rounded-rectangular, (b) filleted-rectangular and (c) elliptical shapes of the die. The extrusion direction is indicated at the bottom for all cases. Fig. 5 Mises stress contours in longitudinal section (lower) and transverse section (A­A, steady-state region) at the time when the work piece passes through the twist zone: (a) rounded-rectangular, (b) filleted-rectangular and (c) elliptical shapes of the die. The extrusion direction is indicated at the bottom for all cases. entered the outlet zone; and two load drops when the work piece tail subsequently leaves the inlet and twist zone. According to these load history curves, TE through elliptical die requires slightly lower load for the extrusion process. The upper contours in Figs. 4 and 5 illustrate equivalent plastic strain and Mises stress distributions in the transverse plane (normal to the extrusion direction) of a region that experienced the steady-state extrusion. It is evident that in the elliptical die the work piece preserves its geometry better compared to the rectangular dies, even without backward pressure. However, the filling ratio values calculated by dividing the simulated cross sectional area of the work piece 1590 M. I. Latypov, Y. Beygelzimer and H. S. Kim by the area bounded of the transverse die profile are nearly identical: 0.86, 0.89 and 0.86 for the rounded-rectangular, filleted-rectangular and elliptical dies, respectively. Contours of Mises stress and equivalent plastic strain in the longitudinal plane the work pieces for the three processes are compared in Figs. 4 and 5. We can readily see distinctive features of classical TE in all contours: smaller magnitudes of equivalent plastic strain in the region around the work piece axis and their gradual increase from the center to the periphery. It is evident that the contours of equivalent plastic strain in Fig. 4 are similar for all processes. Mises stress contours illustrated in Fig. 5 also demonstrate the similarity of TE through the three dies: Mises stress increases from the billet center to the edge regions in the transverse section, whereas peak stresses in the longitudinal plane are found after the second transient zone twist­outlet. Contours of the equivalent total mechanical strain rate at the middle of the TE process are plotted in Fig. 6. Plastic deformation is localized in the transient zones between the inlet and twist as well as between the twist and outlet zones. The deformation localizations (positions and equivalent total strain rate values) are almost the same in the three cases. We also compared the distribution of equivalent plastic strain discussed by Wang et al.20) Obtained histograms counting volume fractions of each level of equivalent plastic strain values are shown in Fig. 7; the relevant statistics is summarized in Table 2. The histogram obtained for the elliptical die with a well-defined single peak reveals more uniform distribution of the maximal plastic strain. At the same time, the rectangular dies are characterized by wider histograms, which indicates that the work piece experiences a larger variety of plastic strains. More uniform distribution of equivalent plastic strain for the elliptical die is also seen in the lowest standard deviation for this case (Table 2). The highest value of the mean equivalent plastic strain was found for the case of the filleted-rectangular die of classical TE. The elliptical die displays the lowest values of the mean equivalent plastic strain. The equivalent plastic strain levels obtained in the present simulations are lower than those calculated by Wang et al. due to the absence of a circular channel before the twist zone and the frictionless condition used herein, unlike the simulations in Ref. 20). Nearly the same standard deviations found for the rounded-rectangular and elliptical TE processes imply that deformation homogeneity is the same for these processes. Since the distribution of equivalent plastic deformation imposed in the twist zone was found very similar for both rectangular and elliptical TE processes in the present simulations, it turns out that the only essential difference between classical TE and new ECSEE is the presence of additional cylindrical channels. These channels introduce forward extrusion and upsetting processes before and after the TE channel, respectively. The additional deforming events lead to increase in plastic strains per pass, which can be expected to intensify the grain refinement. At the same time, introducing additional stages inevitably cause (i) increase in the load needed for the overall extrusion through the ECSEE die; (ii) change in the deformation mode from that imposed by the mere twist zone. The increase in the loads needed for extrusion is, of course, unfavorable because TE alone requires high loads already. The change in the deformation mode in the case of ECSEE is associated with introducing tensile and compressive stresses in addition to simple shear typical of TE. Apparently, change in the deformation mode drastically alters microstructure formation in the material.25­27) Therefore, combining three processes: forward extrusion, TE, and upsetting in a fixed series in a single die will limit us to these particular sequence and deformation mode. For Table 2 Descriptive statistics of equivalent strain distribution among elements. Fig. 6 Contours of equivalent total mechanical strain rate: (a) roundedrectangular, (b) filleted-rectangular and (c) elliptical shapes of the die at the time when the work piece passes through the twist zone. Note the role of the transient zones. Fig. 7 Rnd-rectangular Fil-rectangular Elliptical Minimum 0.148 0.122 0.108 Mean 0.885 0.952 0.832 Std. deviation 0.391 0.457 0.376 Distribution of equivalent plastic strain for (a) rounded-rectangular, (b) filleted-rectangular and (c) elliptical shapes of the die. Comparative Analysis of Two Twist-Based SPD Processes: Elliptical Cross-Section Spiral Equal-Channel Extrusion vs. Twist Extrusion example, using ECSEE makes it very difficult to perform multi-pass TE required for effective grain refinement, whereas conducting many passes of the whole ECSEE process would be much more energy consuming due to the mentioned high loads needed for extrusion. By contrast, performing desired processes separately would provide us with a wider range of options for thermo-mechanical treatment and flexible control over the material microstructure. Altogether, combining TE with forward extrusion and upsetting, or any other thermo-mechanical operation, in separate dies is expected to be more advantageous compared to the combination realized in the ECSEE scheme in terms of extrusion loads, instrument wear and options for microstructure formation. 4. Conclusions As a result of the comparative analyses of ECSEE and classical TE by means of the FEM, we concluded the following. The present simulations showed that the twist zone utilized in the ECSEE method imposes the stress and strain states very similar to those in classical TE with rectangular transverse shapes of the die. However, the simulations also revealed quantitatively minor differences, such as better shape preservation without back pressure during an extrusion pass and more uniform distribution of equivalent plastic strain. Since the twist zones of the two types were found to impose similar stress and strain states, the only significant difference between classical TE and ECSEE is introducing straight channels of circular transverse sections and thus transients “circle-ellipse” and “ellipsecircle”. The present work is expected to aid further design of instrument for twist-based SPD methods. Acknowledgements This work was supported by the grant from the UkraineKorea joint research project (2001-0019214) funded by the National Research Foundation. The simulation was supported by grant No. KSC-2012-C2-09 from Korea Institute of Science and Technology Information. The calculations were performed using the supercomputing resources of the Korea Institute of Science and Technology Information (KISTI). 1591 REFERENCES 1) R. Z. Valiev, I. V. Alexandrov, Y. T. Zhu and T. C. Lowe: J. Mater. Res. 17 (2002) 5­8. 2) Y. Estrin, S. B. Yi, H. G. Brokmeier, Z. Zuberova, S. C. Yoon, H. S. Kim and R. J. Hellmig: Int. J. Mater. Res. 99 (2008) 50­55. 3) X. Huang, N. Hansen and N. Tsuji: Science 312 (2006) 249­251. 4) Y. Kimura, T. Inoue, F. Yin and K. Tsuzaki: Science 320 (2008) 1057­ 1060. 5) B. Hadzima, M. Janeček, Y. Estrin and H. S. Kim: Mater. Sci. Eng. A 462 (2007) 243­247. 6) V. M. Segal: Mater. Sci. Eng. A 197 (1995) 157­164. 7) R. Z. Valiev and T. G. Langdon: Prog. Mater. Sci. 51 (2006) 881­981. 8) I. H. Lee, S. I. Hong and K. H. Lee: Korean J. Met. Mater. 50 (2012) 931­937. 9) K.-J. Cho and S. I. Hong: Met. Mater. Int. 18 (2012) 355­360. 10) J. C. Lee, H. K. Seok and J. Y. Suh: Acta Mater. 50 (2002) 4005­4019. 11) A. P. Zhilyaev and T. G. Langdon: Prog. Mater. Sci. 53 (2008) 893­979. 12) H. S. Kim: J. Mater. Process. Technol. 113 (2001) 617­621. 13) Y. Beygelzimer, D. Orlov and V. Varyukhin: Ultrafine Grained Materials II, Symposium held during the 2002 TMS annual meeting, ed. by Y. T. Zhu, T. G. Langdon, R. Mishra, S. Semiatin, M. Saran and T. Lowe, (The Minerals, Metals & Materials Society, Warrendale, Pennsylvania, 2002) pp. 297­307. 14) L. S. Tóth, M. Arzaghi, J. J. Fundenberger, B. Beausir, O. Bouaziz and R. Arruffat-Massion: Scr. Mater. 60 (2009) 175­177. 15) O. Bouaziz, Y. Estrin and H. S. Kim: Adv. Eng. Mater. 11 (2009) 767­ 770. 16) Y. Saito, H. Utsunomiya, N. Tsuji and T. Sakai: Acta Mater. 47 (1999) 579­583. 17) G. A. Salishchev, O. R. Valiakhmetov and R. M. Galeyev: J. Mater. Sci. 28 (1993) 2898­2902. 18) N. Pardis and R. Ebrahimi: Mater. Sci. Eng. A 527 (2010) 6153­6156. 19) Y. Beygelzimer, D. Prilepo, R. Kulagin, V. Grishaev, O. Abramova, V. Varyukhin and M. Kulakov: J. Mater. Process. Technol. 211 (2011) 522­529. 20) C. Wang, F. Li, Q. Li and L. Wang: Mater. Sci. Eng. A 548 (2012) 19­26. 21) Y. Beygelzimer, V. Varyukhin, D. Orlov and S. Synkov: Twist Extrusion: A Process for Strain Accumulation, (TEAN, Donetsk, 2003) pp. 54­56. 22) Simulia, Abaqus Documentation (2009). 23) Z. Horita, T. Fujinami and T. G. Langdon: Mater. Sci. Eng. A 318 (2001) 34­41. 24) M. I. Latypov, I. V. Alexandrov, Y. E. Beygelzimer, S. Lee and H. S. Kim: Comput. Mater. Sci. 60 (2012) 194­200. 25) Y. Beygelzimer, R. Z. Valiev and V. Varyukhin: Mater. Sci. Forum 667­ 669 (2011) 97­102. 26) V. M. Segal: Mater. Sci. Eng. A 338 (2002) 331­344. 27) Y. Beygelzimer and N. Lavrinenko: Preprint, arXiv:1206.5055 [condmat.mtrl-sci] (2012) 1­23.