Requirement for Holes
advertisement

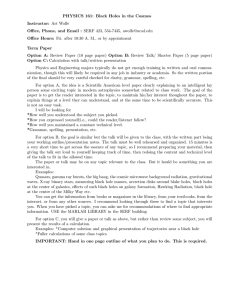
Requirement for Holes - Holes for Hanging In order for items to progress through the series of pretreatment and galvanizing baths at our facility, they must be suspended in a suitable manner to ensure all liquids are able to clean and galvanize all surfaces. If items are small enough, they can be out sourced and centrifuged in perforated baskets (spinning). This process is ideal for large numbers of nuts, bolts etc. Touch marks are often an issue with centrifuged items where they make contact whilst being processed. In house, some products are processed in specialized dipping frames or racks and allow large quantities of straight lengths to be galvanized at the same time. Minimal areas of the surface of each section will be in contact with parts of the dipping racks resulting in small touch marks which, subject to quantity and end use of the items, may or may not be touched up with repair paint. Large assemblies are supported by chain slings or lifting fixtures. To enable safe handling, lifting points should be incorporated into the fabrication’s design distributing the weight equally over 4 points. Lifting lugs and heavy duty washers can be welded at the required points and then removed after galvanizing. These are preferable to chain or wire marks remaining after galvanizing. The coating can be repaired with appropriate zinc enriched paint if aesthetics is an issue after removing unwanted lifting points. Most general fabrications are suspended by wire on apparatus referred to as headframes and hung vertically or on an angle to maximise drainage of pre-treatment chemicals and molten zinc. Additional holes or lifting lugs may be required after fabrication to enable successful galvanizing of items. In order to understand where to place a hole for galvanizing, the function of each hole must be understood. The various functions of holes can be categorized into four requirements: hanging, prevention of pooling and entrapment, venting and draining and to relieve pressure from overlapping surfaces. Reference here-on is made to the high end (air exit point) and low end (zinc entry point). Holes for Hanging The shape and dimensions of an item will determine how it is suspended during the hot dip galvanizing process. Where possible holes located in cleats, flanges or base plates will be utilised to suspend general fabricated items. Should holes not be available, they will be required to be added to enable the item to be hung in the correct plane, allow processing liquids to drain and to minimize distortion. Hunter Galvanizing prefers external lifting lugs to be fitted to long or heavy items. General Guidelines •Subject to weight; items less than 2m require a hole or lifting lug placed at one end. Longer and heavy items will require holes or lifting lugs at both ends. Holes should be a minimum of 10mm diameter, large enough for jigging wire to be passed through. •Larger fabrications will require numerous wire strands to be used and hole sizes should be adjusted accordingly. Further information should be sought from Hunter Galvanizing staff regarding size and location of holes specific to each item. Holes in end plates, cleats and gussets are utilised to suspend items. •Wire, Chain or Other Touch Marks All items are processed either in dipping frames, held by chains or suspended by wire. Items supported in dipping frames may have small touch marks evident where they have been in contact with the frame structure. Chains are utilised for heavy items and will leave touch marks in their immediate area as will wire if required to be wrapped around an item or through hanging holes. The wire sticks to the surface of the galvanized coating as the item is withdrawn from the galvanizing bath. Touch marks or chain marks are usually completely galvanized affecting only the outer free zinc layer of the coating and therefore not a reason for rejection. Requirement for Holes - Holes to Prevent Entrapment In order for items to progress through the series of pretreatment and galvanizing baths at our facility, they must be suspended in a suitable manner to ensure all liquids are able to clean and galvanize all surfaces. If items are small enough, they can be out sourced and centrifuged in perforated baskets (spinning). This process is ideal for large numbers of nuts, bolts etc. Touch marks are often an issue with centrifuged items where they make contact whilst being processed. In house, some product ranges are processed in specialized dipping frames or racks and allow large quantities of straight lengths to be processed at the same time. Minimal areas of the surface of each section will be in contact with parts of the dipping racks resulting in small touch marks which, subject to quantity and end use of the items, may be touched up with repair paint. Large assemblies are supported by chain slings or lifting fixtures. To enable safe handling, lifting points should be incorporated into the fabrication’s design distributing the weight equally over 4 points. Lifting lugs and heavy duty washers can be welded at the required points and then removed after galvanizing. These are preferable to chain or wire marks remaining after galvanizing. The coating can be repaired with appropriate zinc enriched paint if aesthetics is an issue after removing unwanted lifting points. Most general fabrications are suspended by wire on apparatus referred to as headframes and hung vertically or on an angle to maximise drainage of pre-treatment chemicals and molten zinc. Additional holes or lifting lugs may be required after fabrication to enable successful galvanizing of items. In order to understand where to place a hole for galvanizing, the function of each hole must be understood. The various functions of holes can be categorized into four requirements: hanging, prevention of pooling and entrapment, venting and draining and to relieve pressure from overlapping surfaces. Reference here-on is made to the high end (air exit point) and low end (zinc entry point). Holes to Prevent Entrapment When an item is suspended on a headframe, it remains in the same hanging position throughout the hot dip galvanizing process. Holes are required to be in the appropriate location to ensure pre-treatment acids, molten zinc and zinc ash can flow freely from all item surfaces as it is submerged and withdrawn from each processing bath. General Guidelines: •A hole, gap or mitre in the corners of gussets or stiffeners will assist processing products to drain. •Holes through end plates or web plates will also provide suitable access for zinc and zinc ash to drain and means of air to escape. •By adopting a “hole in every corner” principle, the majority of issues relating to draining can be eliminated and the best possible hot dip galvanized finish can be achieved. •We recommend holes should not be less than 12mm in diameter, (larger if the design permits) to enable zinc and zinc ash to escape freely as items are withdrawn from the galvanizing bath. The following aesthetic issues are generally deemed acceptable under the governing standards for hot dip galvanizing. Simple allowances whilst fabricating can minimise these effects. Recommended holes or mitres for general fabrications, universal beams and columns. By placing a ‘HOLE IN EVERY CORNER’ of general fabrications, most issues relating to entrapment of air, zinc and zinc ash will be minimised. Recommended location of holes, mitres or cropped corners •Air Locks Pre-treatment acids are critical in preparing the steel surface for galvanizing. The acids remove contaminants including surface rust, soluble oils and water based paint coatings. When an item is suspended on a headframe, air can become trapped in corners at the high points. An air pocket prevents cleaning solutions from preparing the steel surface and the zinc coating will not form in these areas. An airlock will form if pre-treatment chemicals are unable to escape from corner areas. •Zinc Pooling Molten zinc is very dense and solidifies immediately upon withdrawal from the galvanizing bath. Excess zinc will collect in corners of fabrications subject to the item’s hanging position. Zinc pooling will increase the overall weight of an item and may affect the cost and end use application. Zinc collects in corners of items if holes are not correctly positioned. •Ash Formation Zinc ash is a bi-product of the zinc iron alloying process. Ash forms on the surface of the molten zinc and is skimmed away from items as they are withdrawn through the zinc’s surface. Subject to the number of items processed in the galvanizing bath at one time, some surfaces may not be reached by operating staff and ash may adhere to the steel as it is withdrawn. A light skin or film may form in isolated areas on the surface of an item. Heavier deposits of ash may remain trapped within a fabricated item or hollow section. Upon drying the ash appears as a yellow-brown powder or in clumps. As ash is relatively pure zinc it does not represent any concern to the coating properties other than aesthetics and can be easily brushed from the surface. Light film of ash. Ash can become trapped on surfaces within structural steel sections. Ash will be caught in long lengths of hollow sections. Requirement for Holes - Overlapping Surfaces In order for items to progress through the series of pretreatment and galvanizing baths at our facility, they must be suspended in a suitable manner to ensure all liquids are able to clean and galvanize all surfaces. If items are small enough, they can be out sourced and centrifuged in perforated baskets (spinning). This process is ideal for large numbers of nuts, bolts etc. Touch marks are often an issue with centrifuged items where they make contact whilst being processed. In house, some product ranges are processed in specialized dipping frames or racks and allow large quantities of straight lengths to be processed at the same time. Minimal areas of the surface of each section will be in contact with parts of the dipping racks resulting in small touch marks which, subject to quantity and end use of the items, may be touched up with repair paint. Large assemblies are supported by chain slings or lifting fixtures. To enable safe handling, lifting points should be incorporated into the fabrication’s design distributing the weight equally over 4 points. Lifting lugs and heavy duty washers can be welded at the required points and then removed after galvanizing. These are preferable to chain or wire marks remaining after galvanizing. The coating can be repaired with appropriate zinc enriched paint if aesthetics is an issue after removing unwanted lifting points. Galvanizing staff are at risk as this force may cause steel fragments or molten zinc to be blown from the galvanizing bath causing injury and rendering processing equipment inoperable. In order for items to be processed safely, holes are required to enable air and moisture to escape and pressure to be relieved. The following rules must apply regarding size and location of relief holes. General Guidelines: •Overlapping areas 10cm² or greater must have one hole every 100mm. •Thin, long overlapping areas require one hole every 300mm in length. •Where possible avoid designing items with back to back channels and angles unless a gap of 2.5mm or greater is allowed. •Overlapping areas greater than 40cm² should be avoided at all times. •Holes may be placed through one or both steel surfaces and must be greater than 10mm in diameter. •Alternatively, staggered welding can provide sufficient means for air to escape. •In some instances, it may be suitable to leave one edge free of weld. •A s detailed in Welding pre-treatment chemicals become trapped between overlapping surfaces and may result in aesthetic issues. Most general fabrications are suspended by wire on apparatus referred to as headframes and hung vertically or on an angle to maximise drainage of pre-treatment chemicals and molten zinc. Additional holes or lifting lugs may be required after fabrication to enable successful galvanizing of items. In order to understand where to place a hole for galvanizing, the function of each hole must be understood. The various functions of holes can be categorized into four requirements: hanging, prevention of pooling and entrapment, venting and draining and to relieve pressure from overlapping surfaces. Reference here-on is made to the high end (air exit point) and low end (zinc entry point). Holes for Venting Overlapping Surfaces When steel sections are welded together, air is trapped between the overlapping surfaces. At galvanizing temperatures, the entrapped air converts to super heated steam with pressure sufficient to force weak areas within a fabrication (either in steel thickness or weld) to expand, distort or tear. The overhanging edge remains free of weld to allow air to escape. Overlapping areas will require suitable venting holes in place. Holes can be through one or both surfaces. Gaps should be provided between back to back channels and plates. Entrapped acid causes issues in weld pin holes and overlapping surfaces. Recommended location of holes, mitres or cropped corners Requirement for Holes - Holes for Hollow Sections In order for items to progress through the series of pretreatment and galvanizing baths at our facility, they must be suspended in a suitable manner to ensure all liquids are able to clean and galvanize all surfaces. If items are small enough, they can be out sourced and centrifuged in perforated baskets (spinning). This process is ideal for large numbers of nuts, bolts etc. Touch marks are often an issue with centrifuged items where they make contact whilst being processed. In house, some product ranges are processed in specialized dipping frames or racks and allow large quantities of straight lengths to be processed at the same time. Minimal areas of the surface of each section will be in contact with parts of the dipping racks resulting in small touch marks which, subject to quantity and end use of the items, may be touched up with repair paint. Large assemblies are supported by chain slings or lifting fixtures. To enable safe handling, lifting points should be incorporated into the fabrication’s design distributing the weight equally over 4 points. Lifting lugs and heavy duty washers can be welded at the required points and then removed after galvanizing. These are preferable to chain or wire marks remaining after galvanizing. The coating can be repaired with appropriate zinc enriched paint if aesthetics is an issue after removing unwanted lifting points. Most general fabrications are suspended by wire on apparatus referred to as headframes and hung vertically or on an angle to maximise drainage of pre-treatment chemicals and molten zinc. Additional holes or lifting lugs may be required after fabrication to enable successful galvanizing of items. In order to understand where to place a hole for galvanizing, the function of each hole must be understood. The various functions of holes can be categorized into four requirements: hanging, prevention of pooling and entrapment, venting and draining and to relieve pressure from overlapping surfaces. Reference here-on is made to the high end (air exit point) and low end (zinc entry point). Holes for Venting & Draining Hollow Sections Molten zinc is extremely dense. Consideration of venting and draining requirements is mandatory when fabricating items for hot dip galvanizing to eliminate potential hazards: – items may float on top of the molten zinc – air may become trapped or is slow to escape Sealed hollow sections will float on the surface until such time they are either pushed or dragged below the zinc’s surface. As discussed in Holes for Venting Overlapping Surfaces; at galvanizing temperatures trapped air or moisture will very quickly convert to super heated steam. The resultant pressure can expand, distort or tear weaker areas within a fabrication (either in steel thickness or weld) with explosive force. Galvanizing staff are at risk as this force may cause steel fragments or molten zinc to be blown from the galvanizing bath causing injury and rendering processing equipment inoperable. In order for items to be processed safely, vent holes are required to enable the item to be submerged and allow air and moisture to escape at the same rate as the zinc enters. The following rules must apply regarding size and location of holes for hollow sections to permit hot dip galvanizing in a controlled and safe manner. General Guidelines: •All capped hollow sections must have a minimum of one hole or cropped corner diagonally placed at each end to permit zinc entry at the low end and air escape at the high end when suspended on a headframe. •Hollow sections open one end (low end) require a minimum of one hole or cropped corner at the capped end (high end). •Hollow sections welded within a fabrication must have holes placed at both ends of each hollow section. •Holes or cropped areas should be as large as the design or end use will allow for expanding air, processing liquids, zinc and zinc ash to escape from within. •The total area of holes must be equal to or no less than 25% of the diameter of cross section of the hollow piece. Numerous holes can be placed in order to meet this venting requirement. Holes less than 10mm are not functional as they can easily become blocked; Hunter Galvanizing recommends 12mm diameter holes minimum. Holes must be located in diagonally opposite corners of SHS and RHS. Holes or V notches must be present in all hollow sections within a fabrication. The overall dimensions of an item and hanging method must be considered when fabricating items which include hollow sections. Small holes may result in floating or drainage issues. Holes should be as large as possible to facilitate ease of galvanizing and to allow the best possible coating to be achieved. •External Holes SHS, RHS, CHS & Pipe Sections In open-ended SHS, RHS and pipe sections, a hanging hole each end is required to allow hanging wire to pass through. If the hollow section is capped, additional holes for venting are required. For SHS and RHS sections, holes should be placed in the corners. In pipe sections holes are required to be as close to the outside diameter as possible. Holes placed in the centre of end caps will allow air pockets to form or zinc to pool. The minimum acceptable number of venting holes is one each end placed diagonally opposite. If there are no means of holding the item two holes each end are required, with holes located diagonally opposite each other. The size of the venting holes is critical for processing hollow sections. Sufficient air must escape at the same rate zinc is entering the section. Holes should be no less than 25% of the cross section of the hollow section. *The minimum hole size acceptable on any item is 10mm, however as holes this size can prove ineffective we recommend holes sizes of 12mm or greater. Hole Placement Options for RHS & SHS Sections •A section of 100 x 100 SHS or 100 x 50 RHS must have holes at each end equivalent to approximately 25mm either as: 1 x 25mm hole each end OR 2 x 12mm holes each end OR 4 x 6mm holes each end •A section of 50mm diameter pipe must have holes at each end equivalent to approximately 12mm either as: 1 x 12mm hole each end OR 2 x 10mm* holes each end Fabricated items, gates, handrails and fencing require thought regarding placement of holes. Ideally holes should be placed externally to allow quick visual inspection by the galvanizer. Unwanted holes can later be filled with epoxy filler, lead or threaded plugs. Hole Placement Options for CHS & Pipe Sections Preferred Option Preferred Option No end plate Correct Holes Examples Holes for hanging No end plate Holes for hanging •Internal Holes SHS, RHS, CHS & Pipe Sections Where internal holes are utilised, sections should be interconnected using mitred joints or interconnecting holes. Internal holes should be as close as possible in size to the cross section of the hollow section (minimum of 50%) to eliminate air pockets and zinc pooling inside the fabrication. Internal holes are not recommended due to inherent safety concerns. Hunter Galvanizing requires signed documentation to guarantee holes have been correctly placed. Air and zinc must flow freely within the hollow sections. 1. External Holes 2. Internal Holes 3. M andatory - Holes in Bends 4. M andatory - Ends Remain Open Holes for Venting •Tanks and Hollow Vessels Specific attention to venting and draining is required when preparing large hollow items such as tanks, pods or vessels for galvanizing. The design of tanks and closed vessels must allow for pre-treatment chemicals, air and zinc to enter, fill and flow out of the enclosed space. A large filling hole (minimum of 50mm diameter for each 0.5 cubic metres) is required at the low end when suspended for galvanizing. A vent hole of equal dimensions will be needed diagonally opposite the filling hole to allow air to escape. Internal baffles in tanks must have their corners cropped prior to installation or with large drainage holes to permit free flow of the air and zinc within. Access ports, bosses and openings should be finished flush inside and should be positioned so that all processing fluids can be drained out during the galvanizing process. Whilst processing tanks, a large volume of zinc will pass through the vessel. As a safety precaution, we require heavy duty lifting lugs attached to each item. We recommend discussing this requirement with Hunter Galvanizing staff prior to fabrication. General Guidelines •Venting holes are required to be diametrically opposite. •Minimum acceptable hole size is 50mm in diameter. Subject to tank size additional holes may be required. •Internal baffles should be cropped top and bottom. •Lifting lugs will be required to facilitate handling. •Design should incorporate an inspection hole to enable internal surfaces to be viewed. Vent Drain Internal baffles of tanks must be cropped