ceramics tool materials with alumina matrix
advertisement

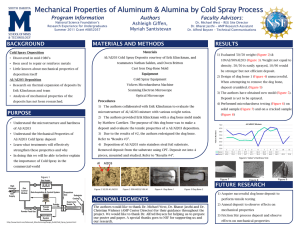
CERAMICS TOOL MATERIALS WITH ALUMINA MATRIX Katarina GERIC Abstract: Ceramics cutting tool are being more widely used, as they can satisfy the high criteria of industry. Main trends in research of ceramic materials are shifting from high purity single phase like Al203 to multiphase composite ceramics, and nowadays extensive research is done to identify all the combinations which would satisfy the requirements: high hardness, high toughness, high temperature resistance and inertness toward machining part. In this paper, we analysed the composition, strengthening and toughening mechanism, as well as the application of cutting tool materials with alumina matrix. its good resistance to oxidation, relatively high hardness (compared with that of cemented carbide cutting tool materials) and low friction coefficient with metals. Main trends in research ceramic materials are shifting from single phase of high purity to multiphase composite ceramics. Advances in ceramic processing technology have resulted in a new generation of high performance ceramic cutting tools exhibiting improved properties. Considerable improvements have been achieved in tool properties such as flexural strength, fracture toughness, thermal shock resistance, hardness, and wear resistance by incorporating one or more other components into the base material to form ceramic–matrix composite tool materials. The reinforcing component is often in the shape of particles or whiskers. Ceramic tool materials with oxide matrices, particularly alumina, Al203, are of increasing interest, as they exhibit high hot-hardness and very high abrasion resistance, thus making it suitable for high speed machining. O ther 7% C e ra m ic 5% TS 45% C e rm e t 8% Key words: cutting tool material, alumina composite. 1. INTRODUCTION There is an axiom in metal working that urges the use of the right tool for the job. Selecting the correct cutting tool material for a specific machining operation is the first step in creating the most effective process plan for manufacturing a part. The cutting tool material is dependent on the work material to be machined and the operation to be performed. Often, there are several possible choices of tool materials that will successfully (but not cost-effectively) produce parts. Additional factors then must be considered and these include: machine tool horsepower, speed range, rigidity, productivity demands, tooling budget limitations machine tool burden rate. In an increasing number of applications, the right tools for the jobs are ceramic cutters. According to some data, application of ceramic cutting tools is about 5% of all the other cutting tool materials, Fig 1. While available as solid body tools, the most popular form of ceramic cutters is the indexable ceramic insert. With the development of high speed machining, the requirements for cutting tool materials have become higher and higher. In recent years, a new kind of material has been widely used as cutting tool material because of HSS 35% Fig. 1. Application of cutting tool materials Addition of hard particles or whiskers to the Al203 matrix may enhance its mechanical properties considerably. Some of these tool materials, such as Al203/TiC, Al203/TiB2, Al203/ZrO2, Al203/Ti(CN), Al203/WC, and Al203/SiC, have been used in various machining applications and offer advantages with respect to friction and wear behaviors. A large variety of strengthening and toughening mechanisms, including particle dispersion toughening, transformation toughening, whisker reinforcing as well as micro-crack toughening, have been developed to improve toughness, strength and thermal shock resistance of ceramic tool materials. 2. CUTTING TOOL OF PURE ALUMINA Cutting tools from alumina, Al203, are used since the beginning of twentieth century for cutting low hardness steel, but are usually used for grey cast iron. Cutting tools of pure Al203 are usually used in mass production, as they are cheap. Material for cutting tool is fine grain at least 99% pure Al203 (less than 5 µm), with high relative density, i.e. containing less than 2% porosity [1]. 367 Hardness of alumina at room temperature is at the same level as that of cemented carbides (1600HV, 16GPa Knoop). When a few of volume percent of carbon is added, a fracture toughness approximately 20% higher than that of the corresponding ceramic material containing no carbon additive is achieved, while the hardness and the flexural strength do not decrease much [3]. Strip-like graphite (carbon) with a width of about 100 nm, is distributed at the boundary area of Al203 and TiC and Al203 grains. It is found that microcracking, crack deflection, crack branching and crack bridging may contribute dominantly to the increase in the fracture toughness of the carbon containing Al203/TiC ceramic tool material. Therefore, it can get higher fracture resistance while retaining good wear resistance in continuous and interrupted machining of hardened carbon steel. This composite has been widely used for high speed cutting of hard steel, superalloys, or cast iron. Fig. 2. Cutting tool materials comparisons Hot hardness and compression strength are larger than that for cemented carbides. However, fracture toughness is low, with the value KIC for alumina tools being 1.75 to 4.3 MPa m1/2, much lower than those for cemented carbide, fig. 2 [2]. One way to address the toughness issue of pure alumina, was by mixing (ceramic + carbide). Ceramic composite cutting tool material contains Al203 and 30% or more carbide of refractory metals. TiC or (Ta,Ti)C are widely used since 1960. Nowadays, WC and NbC are added. Al2O3-based ceramic composites reinforced with refractory carbides have been developed as an alternative to cemented carbide. Table 1 summarizes some mechanical properties of WC as compared to Al203 and other reinforcing carbides. Although all carbides show similar hardness, WC features higher fracture strength and elastic modulus, compared to NbC and TiC. Table 1. Mechanical properties of Al203 and carbides Al203 NbC TiC WC Flexural strength (MPa) 200-400 200-400 200-400 560 Elastic mod. (GPa) 310-410 340 310-410 520-700 Hardness (GPa) 20 24 18-32 18-24 3. ALUMINA BASED COMPOSITE Al203 + TiC composite The Al203/TiC composites consist of small titanium carbide grains dispersed in an alumina matrix. The mixture is hot pressed and is dark gray in color Fig. 3. Microstructure is fine grain Al203 with dispersed carbide grains of diameter equal to few microns. These cutting tools are mainly used for working on gray cast iron with high speed, and it is expected to be used more widely than pure Al203, as its toughness is increased by addition of TiC, 4,92 MPam1/2 368 (a) (b) Fig. 3. Pure Al203 (a) and Al203 composite (b) Al203–TiC–Co composite Incorporation of a ductile phase into a brittle ceramic matrix has been proved to be an effective mechanism to toughen the ceramic because the existence of ductile phase can dissipate the energy of crack initiation and propagation through plastic deformation, thus making a larger contribution to the increment of toughness of brittle ceramic materials. Thin film of metal cobalt was cladded on the surface of Al203 and TiC powder by a chemical deposition method before the mixture of powder was hotpressed into an Al203–TiC–Co (about 70 wt.% Al203–Co and 30 wt.% TiC–Co) [4]. Due to the presence of cobalt film, ceramic exhibits a higher fracture strength and fracture toughness than Al203–TiC (about 70 wt. % Al203 and 30 wt. % TiC). Al2O3/TiCN composite The problem with these tools is obtaining them, i.e. sintering. By using new technique of sintering, i.e. repetitious-hot-pressing technique Al203/Ti(C0.3N0.7), cutting tool material was fabricated successfully. TiCN is very attractive as a cutting tool due to its lower friction coefficient in comparison to TiC. The obtained material contains 45% of Al203, 55% of Ti(C0.3N0.7), with Nickel + Molybdenum (4,5%) being added as binders. A small amount of MgO (0,5%) was used to limit the abnormal growth of Al203 grains during sintering [5]. This composite has good mechanical properties (Flexural strength 820 MPa, Fracture toughness 7.4MPam1/2, Vickers Hardness 20.4 GPa), especially high fracture toughness compared to other Al203-based ceramics. The reason of the toughness increment of this composite is the formation of a spatial net structure during sintering. Ti(C0.3N0.7) grains surround almost each grain of Al203 and vice versa. This can be attributed to the molybdenum existence between hard phases and bonding phase, separating the hard phase from the liquid during sintering thus preventing the grain growth of the hard phase owing to dissolution and reprecipitation, so its addition can fine Ti(C0.3N0.7) grains. The combined effects of transgranular fracture and grain bridging mechanisms lead to the higher toughness of the composite, compared with Al203-based ceramics. Inserts of this cutting tool material Al203/Ti(C0.3N0.7), is suitable for continuously cutting of cast iron, hardened steel, especially intermittent cutting hardened steel. Similar composite, Al203/TiCN, have been fabricated by gas pressure sintering [6], which overcomes the limitations of hot pressing. Up to now, most of the Al203/ TiC composites have been fabricated by hot pressing which have many limitations for mass production. The densification behavior and mechanical properties of the Al203 gas pressure sintered with 30 wt%. TiCN achieved a relative density of 99.5%, a bending strength of 772 MPa, a hardness of 19.6 GPa, and a fracture toughness of 5.82 MPam1/2. Gas-pressure sintering Al203/TiC composites consist of small titanium carbide grains dispersed in an alumina matrix and have been used as excellent cutting tools for a long time. Gas pressure sintering is now widely used for manufacturing high-performance ceramics because it combines the advantages of hot pressing, pressureless sintering and hot isostatic pressing. TiCN is very attractive for cutting tool due to its lower friction coefficient than TiC. Mechanical properties will be achieved for the Al203/ Ti(C,N)/SiC ceramic material when the volume fraction of both SiC and Ti(C,N) is nearly 15%. The flexural strength, the fracture toughness and the hardness of ATS ceramic material is measured to be 721MPa, 5.4MPam1/2 and 19.0 GPa, respectively, which is higher than that of the pure alumina ceramic. It is shown that when machining hardened tool steel at low speed, wear mode of the kind of ceramic tool material is mainly flank wear with slight crater wear. The adhesion between tool and work pieces is relatively weak [7]. With the increase of cutting speed, cutting temperature increases consequently. As a result, the adhesion is intensified both in the crater area and flank face. Al203 -TiC whiskers composite This material, with in situ growth of whiskers in a matrix material, has advantages in comparison to other methods, as the other methods of application of whiskers are still limited by such disadvantages as healthy hazard, difficult dispersion, a high cost, etc. In situ growth of TiC whiskers, strengthening and toughening of Al203 matrix composite tool materials can greatly reduce the cost and environment pollution by such advantages as the direct synthesizing of whiskers in a matrix material and avoiding the complicated mixing procedures. The majority of the synthesized whiskers display an ideal aspect ratio of 10–30 with a diameter of 1– 3 mm [8]. Whiskers have high elastic modulus as an additive can greatly improve the flexural strength and fracture toughness of ceramic materials. Al203 /TiCN/ Y2O3 composite Recently, rare earths are used as effective additives in a lot of ceramics Al203 /TiCN-O.2% Y2O3 composites were fabricated by hot pressing sintering. The bending strength, fracture toughness and Vickers hardness was respectively 1015 MPa, 6.89 MPam1/2, and 20.82 MPa till 1650 °C [9]. This kind of composite tool material has very good wear resistance and it is suitable for continuously cutting quenched steel, and especially intermittently cutting quenched steel and gray cast iron. The addition of Y203 formed YAG, special compound that precipitated at grain boundaries of Al203 during sintering and inhibited crystal growth. The formation of YAG increased bend strength, fracture toughness, cracks-initiation resistance and cracksextension resistance. The cracks propagated into Al203 grains and were often deflected by TiCN grains. Crack bridging by TiCN grains and/or Al203 /TiCN bonded grains might occur. It is considered that this crack deflection and crack bridging became more effective by this chain-like structure by rare earth. Al203 /TiCN-0. 2% Y203 tool gave excellent overall cutting performance, i.e. longer tool life, lower cutting force, less tool-chip friction and higher machining quality. Al2O3– ZrO2 composite Composite of Al2O3– ZrO2 are used for continuus shallow cuts, (semifinishing or finishing operation). Typical applications include turning carbon steels, alloy steels, tool steels (with lower hardness) and gray, nodular or malleable cast iron. The TiC and ZrO2 particles with a diameter of approximately 20 nm were distributed randomly in the Al203 matrix [10]. The addition of ZrO2 nanoparticles reduced the grain size and improved the distribution of different phases. The mechanical properties increase with the increasing amount of ZrO2 up to 10 wt%. The Al2O3– TiC–10 wt% ZrO2 nanocomposites showed the best mechanical properties with flexural strength of 706MPa and fracture toughness of 6.3MPam1/2, which was approximately 20% higher than that of Al203–TiC composite. Fracture mode of Al203–TiC– ZrO2 being a mixture of intergranular and transgranular fracture compared to a mainly intergranular fracture of Al203–TiC. The residual stresses are generated by the thermal expansion coefficient mismatch between different phases, which leads to the generation of dislocations and microcracks around the nanoparticles. The effects of nanoparticles on the deflected propagation, nailing and blocking of the dislocation and microcracks are believed to contribute to the improvement of the strength and toughness of Al203–TiC– ZrO2. Al203-TiB composite Al203/TiB2 ceramic cutting tools material was produced by hot pressing [11]. When machining with this tool, wear rates and the friction coefficient at the tool–chip interface of Al203 /TiB2 ceramic cutting tools in dry highspeed machining of hardened steel were reduced comparing to that of low-speed machining. The mechanisms responsible were determined to be the formation of a self-lubricating oxide film on the tool–chip interface owing to the tribological–chemical reaction by the elevated cutting temperature. The appearance of this self-lubricating oxide film contributed to the improvement in wear resistance and the decrease of the friction 369 coefficient. Cutting speed was found to have a profound effect on the self-lubricating behavior. In dry low-speed machining of hardened steel, the Al203 /TiB2 tools showed mainly adhesive and abrasive wear. While in dry highspeed machining, oxidation wear of the ceramic tools was the dominant mechanism due to the very high cutting temperature. Moreover, it offers cost reduction in machining. Dry machining is becoming increasingly popular due to concern regarding the safety of the environment. Recently, consumption of cutting fluids has been reduced considerably by using mist lubrication. However, mist in the industrial environment can have serious respiratory effects on the operator. In dry machining, there will be more friction and adhesion between the tool and the workpiece, since they will be subjected to higher temperatures. This will result in increased tool wear and hence reduction in tool life. In high-speed machining, the maximum cutting temperature of the insert involved can reach more than 1000 ◦C. Conversely, the limit of cutting speed is a function of the cutting tools used. Al203/ TiB2/SiCw composite Al203/TiB2/SiCw ceramic cutting tools with different volume fraction of TiB2 particles and SiC whiskers were produced by hot pressing [12]. Results showed that the fracture toughness and hardness of the composite tool materials continuously increased with increasing SiC whisker content up to 30 vol%. The relative density decreased with increasing SiC whisker content, the trend of the flexural strength being the same as that of the relative density. Cutting speeds were found to have a profound effect on the wear behaviors of these ceramic tools. The ceramic tools exhibited relative small flank and crater wear at cutting speed lower than 100 m/min, within further increasing of the cutting speed the flank and crater wear increased greatly. The composite tool materials with higher SiC whisker content showed more wear resistance. Abrasive wear was found to be the predominant flank wear mechanism. While the mechanisms responsible for the crater wear were determined to be adhesion and diffusion due to the high cutting temperature. Al203-NbC composite The attempt was made to add Al203 and NbC. Fully dense samples, both with and without NbC, showed hardness values around 18 GPa [13], which is in accordance with values reported for similar systems densified using other additives The presence of a residual second phase did not reveal any deleterious effect on the hardness of the composite. No significant toughening has been obtained by increasing NbC contents. Additions of small amounts of TiO2 and MnO to plain Al203 have been proven effective in attaining sintered bodies with densities of 98% Al203-WC composite Pressureless sintered and hot-pressed Al203–WC composites with use of Y2O3 as a sintering additive have also been evaluated. Additions of up to 30 wt% WC resulted in limited grain boundary pinning and corresponding high densification. Although the addition 370 of Y2O3 improved sintering, the presence of a residual grain boundary phase (YAG) was harmful to the fracture toughness of the composites, as it affected the effectiveness of the crack deflection mechanism that takes place at the interfaces between Al203 and WC grains [14]. Hot-pressing resulted in hardness 17.5 GPa and fracture toughness 7 MPam1/2 which is an improvement compared to alumina reinforced by other refractory carbides. The resulting materials should withstand elevated tempe ratures and high erosion rates for high-speed and wearresistant cutting tools. Although these materials do not have the same thermal stability of ceramic-ceramic composites, they benefit from crack deflection and crack bridging mechanisms at WC grain boundaries improved toughness Al203-YSZ composite Ceramic cutting inserts produced from Al203/yttria stabilized zirconia (YSZ) system compositions were varied from 0 wt% to 100 wt%. Each Al203 and YSZ composition was mixed and uniaxially pressed. The results show that 20 wt% of YSZ produced the minimum wear area [15]. When the amount of YSZ was increased, the wear area also increased. However, the Vickers hardness of the inserts decreased with the increase of YSZ, while the fracture toughness of the cutting inserts shows a continuous increase up to 60 wt% YSZ. Above 60 wt% of YSZ, the microstructure of the polished samples started to show microcracks and formed larger grain sizes of YSZ, thus hindering the transformation toughening mechanism from functioning effectively. The increase of wear resistance of ZTA can be explained as a result of transformation toughening mechanism that originated from YSZ when surrounded by alumina matrix. Al203 - SiC composite The SiC can be added as powder, as whiskers or as nano composite. It increases the hardness and the toughness. Al2O3–SiC composites containing up to 30 wt% of dispersed SiC particles (Φ280 nm) were fabricated by hot-pressing and machined as cutting tools [16]. The Al203–SiC particulate composites exhibit higher hardness than their unreinforced matrix because of the small grain structure, i.e. inhibited grain growth by adding SiC and the presence of hard secondary phase (SiC). For machining composite, the tool showed the longest tool life, seven times longer than a commercial tool made of Al203–TiC composite. The fracture toughness of the composites remains relatively constant. The large SiC particles on the grain boundary is believed to contribute to the increment of the toughness at high (≥20 wt.%) SiC loadings. The reduced grain size and the transformation of the fracture mode from intergranular to intragranular of the composites may lead to the reduction of the fracture toughness whereas crack deflection by SiC particles is expected to contribute the increase in toughness. Thus, these two competing effects seemed to result in the small change of the fracture toughness in the composites. As the main drawback of ceramic inserts is their britleness, small crystals “whiskers” of SiC are added in a Al203 base [17]. The powder mixture with more 25% SiC is hot pressed in order to eliminate porousness. Whiskers are around 1-2 µm in diameter, and around 20 µm long, very hard and tough, have no imperfections and are randomly distributed in the Al203 base, fig 4. During the production process they are pressed insert blanks which are cut in a wanted shape. Fig. 4. SiC crystals [17] In the Greenleaf's insert, the ratio is around 50/50 alumina to silicon carbide whiskers. These cristals are like fibers and act as strengtheners for brittle ceramics. They act in a similar way as fiberglass fibers when strenghtening rubber. Fracture resistance is an important advantage of such a reinforced ceramic insert cutter. Their random distribution in ceramic base helps the base to have predictable wear patterns to these inserts. This means mainly higher resistance to crack growth due to deflection crack on interfaces ,relief of stress at the crack tip when SiC whiskers pull/out from their sockets in the Al203. This ceramics has a special area of application and in general, it is used for machining hard ferrous steel and nickel alloys. Work piece, often chemically react with cutting tools, but are inert towards titan. Alumina-based composites with nanosized SiC and C inclusions and with alumina matrix grain size varying from submicrometer to approximately 4 µm. [18]. Materials with submicrometer alumina matrix grains wear predominantly by plastic deformation and grooving. Coarse-grained materials wear by mixed wear mechanism involving crack initiation and interlinking accompanied by grain pull-out, plastic deformation and grooving. The wear rate of composites increases with increasing volume fraction of SiC. Coarse-grained materials wear much faster then those with submicron microstructure. In all cases the wear resistance of composites was higher than that of pure alumina of comparable grain sizes used as reference materials. The nanocomposites of the coarse-grained materials wear by inter- and intra-granular fracture combined with plastic deformation and grooving. The low wear rate is observed in composites with lower volume fraction of mainly intragranularly located SiC, and is correlated with higher extent of plastic grooving. Nanocomposites with higher volume fractions of SiC, and larger number of grain boundary wedging SiC particles, wear comparatively faster. Mechanical properties of cutting tool materials with Al203 matrix was given in Tab. 2 Table 2. Mechanic properties of cutting tool materials H Composite FT 1/2 BS (MPa) Ref. GPa MPam Al203/TiC 19.1 4.9 817 [3] Al203/TiC/C 18.9 5.9 782 [3] Al203–TiC–Co 19,5 7.9 714 [4] Al203/TiCN 20.4 7.4 820 [5] Al203/TiCN 19.6 5.8 772 [6] Al203/ Ti(C,N)/SiC 19.0 5.4 721 [7] Al203 /TiCN/Y2O3 20.8 6.9 1015 [9] Al203/TiC/ZrO2 94.4 HRA 6.3 706 [10] Al203 /TiB2 20,8 5.2 785 [11] Al203/ TiB2/SiCw 22.0 8.4 670 [12] Al203-NbC 18.0 Al203-WC 17.5 7.0 [14] Al203-YSZ 1700 HV 4.0 [15] Al203 - SiC 23.0 3.7 [16] Al203 - SiC 22.2 5.2 [16] Al203 - SiC 21.1 4.8 [18] [13] H-hardness, FT- fracture toughness, BS- bending strength 4. CONCLUSIONS It can be expected that with the use of various new ceramic cutting tools, the development of high speed cutting technology will be promoted. Ceramic cutting tools have better hardness than other materials, but the toughness presents a problem. However, cutting tools brittleness decreases once we add carbide, oxide and nitride in alumina matrix as they will, with some additional additives, increase toughness. Current research is focused on the different combinations of material composite, using known strengthening and toughening mechanisms, in order to obtain best possible properties of cutting tools. REFERENCES [1] TRENT, E.M., WRIGHT, P.K., Metal Cutting, ed. Butterworth–Heinemann, 2000 [2] SMITH, G. T., Cutting Tool Technology SpringerVerlag London Limited 2008 [3] XU, C., Ai, X., Huang, C, Fabrication and performance of an advanced ceramic tool material, Wear No 249, 2001, pp 503–508 [4] LI, J., SUN, J., HUANG, L., Effects of ductile cobalt on fracture behavior of Al2O3–TiC ceramic, Materials Science and Engineering A, No 323 , 2002, pp 17–20 371 [5] SONG, S.X., AI, X., ZHAO, J., HUANG, C., Al2O3/Ti(C0.3N0.7) cutting tool material Materials Science and Engineering A, No 356 , 2002), pp 43 /47 [6] YANGA, H., ROBERTS, S., Gas pressure sintering of Al2O3/TiCN composite, Ceramics International No 31, 2005, pp 1073–1076 [7] XU, C.H., FENGA, Y.M., ZHANGA, R.B., ZHAOA, S.K., XIAOA X., Wear behavior of Al2O3/Ti(C,N)/SiC new ceramic tool material when machining tool steel and cast iron Journal of Materials Processing Technology No 209, 2009, pp 4633–4637 [8] LIU, B., HUANG, C., LU, X., In situ growth of TiC whiskers in Al2O3 matrix for ceramic machine tools, Ceramics International No 33 ,2007, pp1475–1480 [9] XIKUN, L., GUANMING, Q., QU, T., A12,O3TiCNY203 Composite prepared by HP and its cutting performance, Journal of Rare Earths, Vol.25, Jun. 2007, pp . 37-41 [10] DONG, Q., TANG, Q., LI, W., Al2O3–TiC–ZrO2 nanocomposites fabricated by combustion synthesis followed by hot pressing, Materials Science and Engineering A , No 475,2008, pp 68–75 [11] JIANXIN, D., TONGKUN, C., LIL, L., Selflubricating behaviors of Al2O3/TiB2 ceramic tool in dry high-speed machining of hardened stee, Journal of the European Ceramic Society No 25 , 2005, pp 1073–1079 [12] JIANXIN, D., LILI, L., JIANHUA, L., Failure mechanisms of TiB2 particle and SiC whisker reinforced Al2O3ceramic cutting tools when machining nickel-based alloys, International Journal of Machine Tools & Manufacture No 45 , 2005, pp 1393–1401 372 [13] ACCHAR, W., MARTINELLI, A.E., VIEIRA, F.A., CAIRO, A.A., Sintering behaviour of alumina– tungsten carbide composites, Materials Science and Engineering A, No 284, 2000, pp 84–87 [14] ACCHAR, W.,. SCHWARZE, D., GREIL, P., Sintering of Al2O3-NbC composites using TiO2 and MnO additives, Materials Science and Engineering A, No 351, 2003, pp 299-/303 [15] AZHAR, A. Z. A., RATNAM, M.M., AHMAD Z.A. Effect of Al2O3/YSZ microstructures on wear and mechanical properties of cutting inserts, Journal of Alloys and Compounds, No 478 ,2009), PP 608–614 [16] MOK KO, Y., KWON, W., KIM, Y., Development of Al2O3–SiC composite tool for machining application, Ceramics International No 30, 2004, pp 2081–2086 [17] www. cuttingtools.com [18] SEDLACEK, J., GALUSEK, D., SVANCAREK, P., WANG, X., Abrasive wear of Al2O3–SiC and Al2O3–(SiC)–C composites with micrometer- and submicrometer-sized alumina matrix grains, Journal of the European Ceramic Society No 28, 2008, pp 2983–2993 CORRESPONDENCE Katarina GERIC, Professor University of Novi Sad Faculty of Technical Sciences Trg Dositeja Obradovica 6 21000 Novi Sad, Serbia gerick@uns.ac.rs