Marine Structures 11 (1998) 347 — 371
Experimental response of glass-reinforced plastic
cylinders under axial compression
A.Y. Elghazouli*, M.K. Chryssanthopoulos, A. Spagnoli
Department of Civil Engineering, Imperial College of Science, Technology and Medicine,
London SW7 2BU, UK
Received 27 July 1998; received in revised form 16 October 1998; accepted 19 October 1998
Abstract
This paper presents the results of buckling tests on laminated composite cylinders made from
glass fibre reinforced plastic (GFRP). The laminates used are of type ‘DF1400’ consisting of
woven glass fibre roving within a polyester resin matrix. In total, six cylinders constructed from
two-ply laminates, in which the main variable is the laminate orientation, were tested under
axial compression. The specimen details, experimental set-up and loading arrangements are
described, and a detailed account of the test results is given. The results include thickness and
imperfection mapping, and displacement, load and strain measurements. Use was made of an
automated laser scanning system, which was developed for measuring the initial geometric
imperfections as well as buckling deformations during various stages of loading. The results of
this experimental study demonstrate the influence of laminate orientation on the buckling
strength of composite cylinders, and provide detailed information necessary for analytical and
design investigations. 1999 Elsevier Science Ltd. All rights reserved.
Keywords: Buckling; Composites; Axial compression; Cylinders; GRP structures; Shells
1. Introduction
The use of composite materials in the marine and offshore industries has been
gaining ground in recent years. However, the limited availability of design criteria for
composite structures has generally restricted the efficient use of many forms of
composite materials. In particular, the lack of buckling strength design criteria is
deemed to be a prohibitive factor in a more widespread use of monolithic laminated
composite shells in marine construction.
* Corresponding author.
0951—8339/98/$ — see front matter 1999 Elsevier Science Ltd. All rights reserved.
PII: S 09 5 1— 8 33 9 ( 98 ) 0 00 1 7— 3
348
A.Y. Elghazouli et al. / Marine Structures 11 (1998) 347—371
One of the possible applications of GRP shells is in pipework. Composite pipes in
cargo and ballast systems in tankers were an early application. More recently, pipeline
designs in topside modules have been developed using GRP. Their design generally
involves several load cases including pressure and axial stress. In this paper the focus
is on axial compression and emphasis is placed on local shell buckling, hence the
radius-to-thickness ratio examined is in the intermediate range.
Due to the complexity of the shell buckling phenomenon, it has attracted a large
research effort over many years [1,2]. Early tests were mainly conducted in order to
understand the buckling phenomenon, or in order to provide straightforward estimates for the buckling strength using formulae for linear critical loads and empirical
test-based ‘knock-down’ factors. More recently, within the last 20 years or so, the
objectives of shell buckling tests, whether on metal or on composite specimens, have
involved accurate measurement of characteristic input and response parameters prior
to and during testing. These measurements are used to provide input for numerical
and analytical models, which, subsequent to validation by comparison with test
response parameters, may be employed in wider parametric studies.
In the case of composite shells, the methodology of integrating a reasonable number
of experiments with a complementary computational activity, becomes the only viable
approach. The very large number of input parameters (including basic lamina properties, orientations and number of laminae as well as all the geometric and load
parameters associated with isotropic homogeneous shells) prohibits a pure experimental approach. To this end, the measurement of relevant properties and response
parameters during the testing programme is essential to the development of analytical
procedures and design guidelines for buckling strength prediction. As a result, and
due to the imperfection sensitivity of shells subjected to axial compression, accurate
measurement and mapping techniques form an important part of experimental
studies.
Tennyson [3] has presented a concise account of early buckling tests on laminated
composite cylinders, whereas Simitses et al. [4] have focused on the attempts to
correlate tests with theoretical and numerical predictions. More recently, Fuchs et al.
[5] have also studied experimental response for cylinders in bending. In most
investigations dealing with laminated cylinders, the models are extremely thin walled
and made of graphite-epoxy systems, since the intended applications lie in the
aeronautics industry. Comparatively, only few glass-fibre composite shells have been
tested, and results reported do not enable an analytical or numerical validation study
to be undertaken.
This paper presents the results of a series of buckling tests on composite cylinders
made from laminates of type ‘DF1400’. The laminates are formed from E-glass fibre
woven rovings and isophthalic polyester resin. The tests are part of a project carried
out at Imperial College involving experimental and analytical investigations into the
behaviour of laminated composite shells. An automated laser scanning system,
developed for measuring the initial geometric imperfections as well as buckling
deformations during various stages of loading, was used. The material properties and
specimen details are presented, and a detailed account of the experimental results is
given. The results include thickness and imperfection mapping, load and displacement
A.Y. Elghazouli et al. / Marine Structures 11 (1998) 347—371
349
measurements, strain gauge readings, deformations before and after buckling as well
as salient observations regarding the elastic and buckling behaviour of each model.
2. Experimental set-up
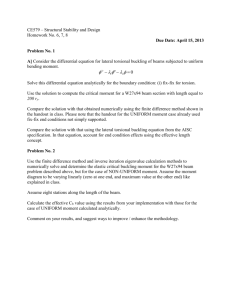
The test rig shown schematically in Fig. 1 was used for all the buckling tests. As
indicated in the figure, axial loading is applied through a hydraulic actuator of
1000 kN capacity operating in displacement control in order to enable testing in the
post-buckling range. A load cell and a displacement transducer are attached to the
actuator piston to measure the central load and deflection, respectively.
The load from the actuator is transferred to the bottom end of the specimen
through a pair of stiff circular platens which are separated by three load cells, each of
500 kN capacity, placed on spherical bearings. The cells are positioned along radii
emanating from the centre of the model, each pair forming an angle of 120°. The same
Fig. 1. Layout of test-rig.
350
A.Y. Elghazouli et al. / Marine Structures 11 (1998) 347—371
radial arrangement of the three load cells is also used for positioning three displacement transducers which measure the vertical deformation between the ends of the
specimen.
In order to create well-defined end conditions during the buckling tests, the two
ends of the specimen are carefully positioned in heavy, accurately machined steel
rings. The gap between the model and the rings is then filled with epoxy resin. In the
test rig, the lower ring of the cylindrical specimen is clamped to the circular platen,
and the top ring is connected to the top bearing through an intermediate plate.
An automated noncontact laser scanning system was used for acquiring the initial
imperfections as well as the progressive change in deformations of the inner wall of
the specimen during loading. This measurement system has many advantages over
conventional transducer-based methods. It provides faster and more reliable data
acquisition, and, unlike spring-loaded contact transducers, it does not interfere with
the transverse deformation. This effect may be particularly significant when dealing
with composite materials of inherently low moduli. Moreover, it should be noted that
the external surface of GFRP and other fibre-reinforced shells often tends to be
relatively rough and somewhat irregular because of the manufacturing process involved. On the other hand, the internal surface of the composite shells is relatively
smooth, owing to an initial layer of resin applied to the mandrel around which the
plies are wrapped.
As indicated in Fig. 1, the laser scanning system operates inside the specimen. The
measurement frame is supported on the lower circular platen, and passes through
a central opening in the upper platen. The system allows for full circumferential and
axial travel. Vertical travel is performed through a stepper motor/gearbox/lead screw
combination, whereas circumferential movement is achieved through a stepper motor/rotary table arrangement. Careful attention was given to the repeatability and
accuracy of the results. Further information on the development and verification of
the laser system is given elsewhere [6]. In addition to the laser scanning, all loading
and data acquisition procedures were fully automated through computer-controlled
techniques.
3. Specimen details
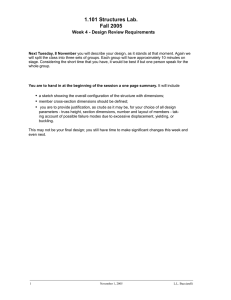
The nominal dimensions of the cylindrical models are shown in Fig. 2a. All models
had an internal diameter of 600 mm and an overall length of 800 mm, which comprised a central 600 mm test length and two end parts each of 100 mm length. The end
parts were significantly thicker than the middle part to ensure zero radial displacements along the edges and to minimise the risk of local splitting or delamination at the
boundaries.
The cylindrical specimens were manufactured by a shipbuilding yard from
‘DF1400’ laminates using a specially built aluminium mandrel and traditional hand
lay-up, as typically used in marine composite construction. The fibre material is
E-glass woven roving and the resin is isophthalic polyester identified by the reference
‘Synolite 0288-T-1’. The nominal glass fibre volume fraction, » , is 30.8% and the
D
A.Y. Elghazouli et al. / Marine Structures 11 (1998) 347—371
351
Fig. 2. (a) Specimen geometry. (b) View of both sides of ‘DF1400’ woven mat (vertical: weft, horizontal: warp).
matrix volume fraction, » , is about 50.5$0.2%. The fibres have a nominal elastic
K
modulus of 69 GPa, nominal density of 2.5 g/m and ultimate tensile strength of
2.4 GPa. A close up view of the roving is shown in Fig. 2b. The tex count roving in the
warp direction is 1200 (2400/10 mm construction), and 2800 in the weft direction
352
A.Y. Elghazouli et al. / Marine Structures 11 (1998) 347—371
(4340/10 mm construction). The resin has a nominal elastic modulus of 4.0 GPa,
nominal density of 1.2 g/m and tensile strength of 73 MPa (ultimate tensile strain of
2.4%).
Nominal properties of the ‘DF1400’ ply (1.75 mm nominal thickness) were provided
by the manufacturer based on tests carried out on 6-ply 0° laminates [7]. Additional
tests were independently carried out at Politecnico di Milano [8] to the relevant
ASTM standards using two-ply flat specimens (the same number of plies used in the
cylindrical models) and the results are reported in Table 1.
The results of the two-ply tests where in agreement with the nominal properties
based on 6-ply tests, with maximum variation lower than 10%. In view of the
importance of mechanical properties, and the commonly observed variation in their
values, further tests were carried out to confirm the material properties of core
specimens extracted from the cylindrical models as discussed later in this paper.
A total of six two-ply cylinders were tested under concentric axial compression as
described in Table 2. Direction 0° indicates that the ply is laid with the weft parallel to
the axis of the cylinder. Other ply orientations may be identified through the axis
system given in Fig. 2a. As indicated in Table 2, the main variable investigated was the
ply orientation. All the cylinders had a nominal radius-to-thickness ratio of about 86.
For each laminate construction 0/0, 0/90 and #45/!45, two nominally identical
cylinders were tested.
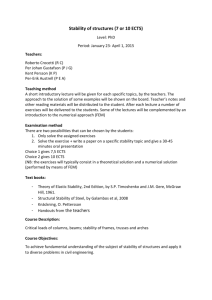
The cylinders were manufactured by hand lay-up using a specially prepared
mandrel. Fig. 3 shows the details of the overlapping procedure used for the models,
in which overlaps of 50 mm nominal width were used in a staggered pattern. For the
0/0 laminates, two diametrically opposite vertical overlaps were used. For the 0/90
Table 1
DF1400 ply properties obtained from two-ply (0°/0°) specimens
Property
Direction
Value (0°)
Elastic modulus (GPa)
1-Weft (E )
2-Warp (E )
l
G
1-Weft
2-Warp
16.4$0.1
12.7$0.2
0.20$0.01
3.1$0.1
192.4$12.1
163.2$14.5
Poisson’s Ratio
Shear modulus (GPa)
Tensile strength (MPa)
Table 2
Laminate nominal thickness and ply orientation for test models
Number of
specimens
Specimen
reference
Lamination
Nominal ply
thickness (mm)
Total nominal
thickness (mm)
2
2
2
DF01 and DF02
DF03 and DF04
DF05 and DF06
0/0
0/90
45/!45
1.753
1.753
1.753
3.506
3.506
3.506
A.Y. Elghazouli et al. / Marine Structures 11 (1998) 347—371
353
Fig. 3. Cross-section of cylinders indicating ply construction and relative position of overlaps.
laminates, four vertical overlaps were used due to limitations in the roll width
combined with the desirable symmetry around two perpendicular axes. In the case
of the #45/!45 laminates four overlaps, inclined at 45° were used, for
which the cross-section at the cylinder mid-height would be similar to that of the 0/90
laminate.
4. Thickness measurement
Mapping of the actual thickness of all cylinders was carried out using a grid of
50 mm;50 mm covering the full circumference and the middle 500 mm of the specimen height. This grid was refined to 25 mm;25 mm at the locations of overlaps,
which were nominally of 50 mm width. Measurement of cylinder thickness was
carried out using a vernier micrometer mounted on a specially designed bracket.
Fig. 4a shows a perspective map of the thickness measurement of model DF01 (0/0)
clearly depicting the position of the overlaps. As can be seen, two overlap zones (OL1
and OL2) and two normal zones (N1 and N2) may be identified. Thickness statistics
within each zone, together with an overall average value, are given in Table 3. The
thickness pattern of the nominally identical model (DF02) is very similar and is
therefore not shown here, but the corresponding thickness statistics are also reported
in Table 3.
Similarly, a typical thickness map for a 0/90 model (DF03) is given in Fig. 4b. The
position of the four overlaps may be observed, identifying four normal (N1 to N4) and
four overlap (OL1 to OL4) zones. For one of the two-angle-ply (45/!45) models, i.e.
DF05, the thickness map is shown in Fig. 4c. As shown, four inclined overlaps were
introduced but the distinction between normal and overlap zones becomes somewhat
less clear, presumably due to the increased complexity in lay-up. Nevertheless, it is still
354
A.Y. Elghazouli et al. / Marine Structures 11 (1998) 347—371
Fig. 4. Thickness measurement of cylinders.
A.Y. Elghazouli et al. / Marine Structures 11 (1998) 347—371
355
Table 3
Measured thickness of test models
Model
Zone
N1
OL1
N2
OL2
N3
OL3
N4
OL4
Overall
mean
DF01
Mean
Cov
Mean
Cov
Mean
Cov
Mean
Cov
Mean
Cov
Mean
Cov
3.70
0.07
3.80
0.06
3.94
0.06
4.01
0.10
3.52
0.07
3.58
0.08
4.57
0.10
4.96
0.06
4.92
0.09
4.66
0.06
4.56
0.12
4.37
0.08
3.60
0.07
3.63
0.08
3.90
0.12
4.10
0.10
3.45
0.07
3.70
0.09
4.53
0.10
4.52
0.07
4.96
0.08
4.99
0.11
4.49
0.15
4.66
0.12
—
—
—
—
3.92
0.08
3.93
0.09
3.71
0.08
3.79
0.05
—
—
—
—
5.02
0.15
5.14
0.07
4.51
0.13
4.34
0.11
—
—
—
—
3.99
0.09
3.99
0.07
3.81
0.07
3.81
0.07
—
—
—
—
5.24
0.11
5.05
0.08
4.40
0.10
4.44
0.14
3.65
DF02
DF03
DF04
DF05
DF06
3.72
3.94
4.00
3.62
3.72
Excluding overlaps.
Coefficient of variation.
possible to classify the model into zones and the results for both models are also
summarised in Table 3.
It is worth noting that the measured thickness may be up to 15% higher than the
nominal values in the normal two-ply zones of some models. Since these values do not
include any overlaps, the relative increase must be associated with excess resin which
is introduced during the cylinder lay-up process.
As evidenced from Fig. 4, the thickness measurement is particularly useful in
determining the exact location of overlaps, which would be required for detailed
numerical investigations. The thickness mapping may also be used to explain, in
conjunction with imperfections and accidental load eccentricities, any asymmetries or
irregularities in the observed buckling mode. However, the reported thickness variations should be used carefully in comparative numerical or analytical studies. As
mentioned previously, the increase in thickness is mainly due to excess resin which,
owing to its relatively low elastic modulus compared to that of the fibres, should be
properly accounted for in modifying the overall laminate properties.
5. Initial imperfections
Imperfection sensitivity has long been recognised as the main factor for discrepancies between experimental buckling loads and analytical predictions for shell structures in general, and for cylindrical shells subject to axial compression in particular
[9,10].
Detailed measurement of initial geometric imperfections was carried out in this
testing programme. The automated laser scanning system was first used to obtain the
imperfections of the specimen after it was mounted in the test rig and before any load
356
A.Y. Elghazouli et al. / Marine Structures 11 (1998) 347—371
was applied. The internal surface of the specimen, which was painted in white in order
to enhance the performance of the laser sensor, was measured in a radial direction at
2232 points. The measuring grid consisted of 31 axial stations (with an interval of
20 mm) and 72 circumferential stations (with an interval of 5° or 26.2 mm).
In order to generate a reference surface for the measurements taken on the
specimen, the internal surface of an accurately machined steel ring with a diameter of
540 mm was also scanned at 5° intervals. The scan was undertaken at three vertical
locations (100, 400 and 700 mm above the bottom platen) by bolting the steel ring on
a set of three solid circular columns of corresponding heights. Thus, using these
reference measurements, a datum for all imperfection and deflection measurements
was created.
The ‘raw’ imperfection data were then processed using the so-called ‘best-fit’
cylinder concept [11]. This concept accounts for possible misalignments between the
longitudinal axes of the specimen and the measuring frame. Furthermore, it facilitates
comparative studies on the effect of the manufacturing process on the magnitude and
spatial distribution of initial imperfections. It has been used successfully in previous
imperfection measuring studies on composite shells [12].
Following the ‘best fit’ procedure, the resulting imperfections were analysed using
two-dimensional harmonic analysis to produce a set of Fourier coefficients. The
advantage of this widely used data processing technique is that measured imperfections can be readily fed into analytical and numerical models. Specifically, the
following expression was used:
K2 L2
mnx
w (x, h)" m sin
sin(nh#
),
KL
KL
¸
K L
(1)
where: 0)x)¸ and 0)h)2n, w (x, h) is the initial imperfection function of the
cylinder at any point, m is the number of axial half-waves, n is the number of
circumferential waves, and m and are the initial imperfection amplitude and
KL
KL
phase angle associated with mode (m, n), respectively.
The imperfection surface was thus described by a set of coefficients, m and ,
KL
KL
with m "15 and n "36, these upper limits being determined from the number of
2
2
readings taken axially and circumferentially. Eq. (1) represents a half-range sine
expansion in the axial direction, thus, imposing zero imperfection values at the two
cylinder ends. Although this is not correct, the error introduced is strictly confined to
the end regions, with other parts of the Fourier expansion representing very closely
the imperfection surface [6]. It is also useful to plot the distribution of Fourier
imperfection coefficients as such a plot may be used to identify dominant features of
the imperfection pattern produced by this manufacturing method.
Typical imperfection results are given hereafter, with a full account of the measurements given elsewhere [13]. Fig. 5 shows a perspective view of the ‘best-fit’ imperfection scan for model DF01, in which positive/negative values refer to outward/inward
directions, respectively. The starting point of the scan (i.e. zero circumferential angle)
coincides with the starting point of the thickness measurement. A plot of the Fourier
coefficients, as represented by Eq. (1), corresponding to the imperfection measurement
A.Y. Elghazouli et al. / Marine Structures 11 (1998) 347—371
357
Fig. 5. Best-fit imperfections of Model DF01.
Fig. 6. Fourier coefficients of imperfections of Model DF01.
of DF01 is depicted in Fig. 6. A circumferential side view of the imperfection
measurement of all models is given in Fig. 7a—f.
In general, the results indicate that dominant imperfection wavelengths along both
the circumferential and the axial direction are ovalisation (n"2) and barrelling
(m"1), with maximum imperfection amplitudes being, on average, between 40 to
358
A.Y. Elghazouli et al. / Marine Structures 11 (1998) 347—371
Fig. 7. Side view of the imperfection surface of all models.
60% of the shell thickness. Ovalisation is often associated with manufacturing
involving the use of a mandrel, especially when this is constructed from two semicylindrical parts joined together through bolts. However, it should be noted that
A.Y. Elghazouli et al. / Marine Structures 11 (1998) 347—371
359
whereas lower imperfection modes exhibit high amplitudes, higher low-amplitude
modes in both the axial and circumferential directions need to be adequately represented in analytical models as these could be more sympathetic to cylinder buckling
modes under axial compression.
6. Buckling tests
6.1. Experimental response
As mentioned before, the buckling tests were carried out under displacement
control. The displacement was increased gradually using the computer-controlled
hydraulic actuator. The cylinder wall deformation was captured through the laser
system prior to and directly after buckling.
Table 4 presents the buckling loads obtained in the tests alongside the measured
strains at the point of buckling (i.e. at the peak load). The strains given are the average
values obtained from at least three gauges. For the cross-ply models (i.e.
DF01—DF04), three groups of gauges, each consisting of one vertical (axial) and one
horizontal (circumferential) gauge, were placed at mid-height of the cylinder at equal
circumferential distances. In the case of the angle-ply models (i.e. DF05 and DF06),
each group consisted of a rosette with vertical, horizontal and diagonal gauges, in
addition to independent vertical and horizontal gauges.
The compressive axial load versus end-shortening relationships for all six cylinders
are given in Figs. 8—10. As illustrated, the behaviour of nominally identical cylinders
was very similar, in terms of stiffness, buckling load and post-buckling response. In the
case of Models DF01 and DF02, the displacement was increased gradually up to
a load of about 200 kN at which point the elastic scan was performed. Upon further
loading, buckling occurred suddenly, and audibly, at a load of approximately 285 kN
in both models. The load then dropped sharply to less than 100 kN. The deformed
shape at this reduced load was associated with fairly localised deformations and some
fibre fracture on the crests and troughs of the buckling waves.
Under increased displacements in the post-buckling range, the specimens picked up
a relatively small amount of load accompanied by significant deformation growth and
Table 4
Peak load and corresponding strains for the cylindrical models
Model
Lamination
Buckling
load (kN)
Axial
strain (%)
Circumf.
strain (%)
Diagonal
strain (%)
DF01
DF02
DF03
DF04
DF05
DF06
0/0
0/0
0/90
0/90
#45/!45
#45/!45
285
285
346
355
235
232
!0.24
!0.25
!0.31
!0.34
!0.44
!0.42
0.045
0.047
0.057
0.061
0.28
0.22
—
—
—
—
!0.14
!0.12
360
A.Y. Elghazouli et al. / Marine Structures 11 (1998) 347—371
Fig. 8. Load—displacement relationship for DF01 and DF02 (0/0).
Fig. 9. Load-displacement relationship for DF03 and DF04 (0/90).
substantial noise indicating matrix cracking and possibly further fibre fracture. The
applied displacement was finally reduced incrementally and the specimen was unloaded. In this stage, the specimens had regained their cylindrical shape (as can be
inferred from the spring-back nature of the unloading paths) but material damage was
clearly evident at positions where large buckling deformations had taken place.
A.Y. Elghazouli et al. / Marine Structures 11 (1998) 347—371
361
The pre-buckling (elastic) scans for the models are not presented herein for compactness, but can be found elsewhere [13]. The elastic deformations (difference
between pre-buckling and imperfection scans) are predominantly associated with
outward barelling, with a maximum amplitude of about 0.5 mm. The post-buckling
laser scan for DF01 taken directly after buckling, is shown in Fig. 11a, and a view of
Fig. 10. Load—displacement relationship for DF05 and DF06 (#45/!45).
Fig. 11. (a) Post-buckling wall deformation scan of Model DF01 (0/0). (b) View of Model DF01 (0/0) after
failure.
362
A.Y. Elghazouli et al. / Marine Structures 11 (1998) 347—371
Fig. 11. (Continued.)
the cylinder is given in Fig. 11b. The buckling mode extended over about half the
circumference, and consisted of three circumferential waves and two axial half-waves,
with a maximum inward deformation of about 25 mm. The failure was concentrated
in the lower half of the cylinder. Similar behaviour was observed in Model DF02.
The same procedure of loading was used in 0/90 cross-ply models (i.e. DF03 and
DF04), as shown in Fig. 9. Whereas the stiffness of these two models was about 10%
lower than that of models DF01 and DF02, the buckling load was, on average, about
23% higher (346 kN for DF03 and 355 kN for DF04). Buckling failure was brittle with
combined radial deformations and more extensive fibre fracture than in the 0/0
models. The shape and amplitude of pre-buckling deformations were similar to those
observed in the cross-ply 0/0 models. The post-buckling scan of Model DF04 is
depicted in Fig. 12a, and a view of the same model after failure is shown in Fig. 12b.
A.Y. Elghazouli et al. / Marine Structures 11 (1998) 347—371
363
The maximum amplitude of the deformation was about 30 mm in an inwards
direction.
As shown in Fig. 10, the stiffness of the angle-ply cylinders (DF05 and DF06) was
significantly lower than the other models (approximately 50% of models DF01 and
DF02). The buckling loads were also lower than the other models as shown in Table 4.
Pre-buckling deformations measured at a load of about 190 kN indicated more
significant outward ‘‘barrelling’’ deformations of the walls compared to other models,
with a maximum amplitude of about 1.0 mm. Moreover, the response of the angle-ply
models was associated with pronounced cracking noises also in the pre-buckling
stages. Although failure was generally similar to the previous models, it occurred less
suddenly with a more gradual development of the buckling mode. The post-buckling
scan for DF05 is shown in Fig. 13a, and a view of the model at failure is given in
Fig. 13b. In both DF05 and DF06, radial deformations were primarily confined
between overlaps, with a maximum inward deformation of about 30 mm.
6.2. Axial stiffness
As indicated in the load versus end-shortening plots depicted in Figs. 8—10, the axial
stiffness of the three cylinder configurations (i.e. 0/0, 0/90 and #45/!45) are significantly different. The experimental elastic stiffness of the cylinders is estimated in Table
5. In order to compare these values with simplified analytical expressions, it is
necessary to determine the appropriate equivalent material elastic properties in the
direction of the cylinder axes.
Based on classical laminate theory and using the material properties given in
Table 1, the apparent elastic modulus (E ) in the axial direction (i.e. along the cylinder
V
Fig. 12. (a) Post-buckling wall deformation scan of Model DF04 (0/90). (b) View of Model DF04 (0/90)
after failure.
364
A.Y. Elghazouli et al. / Marine Structures 11 (1998) 347—371
Fig. 12. (Continued.)
length) and the two Poisson’s ratios may be determined, as shown in Table 5. These
values are in agreement with the results obtained directly from tests carried out on
core specimens taken from the cylinders. The results for the latter are shown in Fig. 14
and it was estimated that discrepancies with corresponding values in Table 5 were
within $5%.
Using the apparent properties, an approximate value for the cylinder axial stiffness
may be predicted from
Eh
V
k"
,
V (1!v v )
VW WV
(2)
in which k represents the normalised in-plane membrane stiffness for a unit circumV
ferential and a unit axial length of the cylinder, and h is the cylinder wall thickness.
A.Y. Elghazouli et al. / Marine Structures 11 (1998) 347—371
365
Considering nominal geometry and apparent material properties (E , l , l ) given in
V VW WV
Table 5, the membrane stiffness (in kN/mm) is estimated and presented in the same
table.
Whereas the stiffness of the cross-ply 0/0 cylinders appears to be well predicted by
the above expression, the stiffness of the 0/90 cylinders is somewhat overestimated
possibly due to the membrane/flexural coupling caused by mid-plane section asymmetry. This discrepancy is more pronounced in the angle-ply cylinders where more
significant coupling effects are present in addition to notable nonlinearity in the
material behaviour.
In general, both the experimental results and analytical predictions indicate that the
highest axial stiffness is obtained from the 0/0 cylinders, with relatively lower values
exhibited by the 0/90 cylinders. This is a direct consequence of the orthotropic elastic
properties. Furthermore, it is clearly indicated that considerably lower axial stiffness is
provided by the angle-ply cylinders.
6.3. Buckling strength
As shown in Table 4 and Figs. 8—10, the experimental load corresponding to
buckling of the two cross-ply 0/0 models (DF01 and DF02) was 285 kN compared to
an average buckling load of about 350 kN in the 0/90 models (DF03 and DF04). On
the other hand, the angle-ply models (DF05 and DF06) exhibited significantly lower
buckling loads, of 234 kN on average.
Preliminary analytical predictions were carried out in order to determine the
upper-bound linear buckling strength of the cylinders. For this purpose, the finite
element program ABAQUS [14] was used to estimate the buckling loads using linear
Fig. 13. (a) Post-buckling wall deformation scan of Model DF05 (#45/!45). (b) View of Model DF05
(#45/!45) after failure.
366
A.Y. Elghazouli et al. / Marine Structures 11 (1998) 347—371
Fig. 13. (Continued.)
eigenvalue analysis. This type of analysis does not account for nonlinearities, and
in-particular the effect of initial geometric imperfections is not considered. The
cylinder was modelled using 9-noded doubly curved shell elements (type S9R5), with
24 and 72 elements in the axial and circumferential directions, respectively. The
material properties given in Table 1 were used in conjunction with nominal uniform
wall thickness, thus thickness imperfections were not included. The parameters of the
finite element model were determined following a number of benchmark and convergence studies carried out as part of the project [15].
The numerical linear buckling loads obtained for the cylinders are given in Table 6.
As shown, the estimated loads are similar for the 0/0 and 0/90 cylinders, with
marginally higher loads predicted for the angle-ply #45/!45 models. Further
estimations may be carried out using available simple theoretical methods, but these
would generally impose some limitations. For example, expressions given by Vinson
A.Y. Elghazouli et al. / Marine Structures 11 (1998) 347—371
367
Table 5
Comparison of experimental and analytical axial stiffness
Model reference
DF01/02
(0/0)
DF03/04
(0/90)
DF05/06
(#45/!45)
Apparent elastic modulus E (GPa)
V
Poisson’s ratio l
VW
Poisson’s ratio l
WV
Analytical membrane stiffness (kN/mm)
Experimental stiffness (kN/mm)
Ratio of experimental/analytical stiffness
16.4
0.20
0.16
149
148
0.99
14.3
0.18
0.18
139
134
0.96
9.3
0.47
0.47
104
81
0.78
Fig. 14. Stress—strain relationships of specimens cut from the cylinders along the vertical axis.
and Sierakowski [16] result in an overestimation of the numerical buckling load by
4% for 0/0 and 0/90 cylinders, and about 14% for the angle-ply models. However, it
should be noted that these expressions are based on ideal boundary conditions and
special orthotropy rules which do not strictly apply to the tested cylinders, particularly the angle-ply models.
The ratio between the experimental buckling strength and the linear buckling loads
gives an indication of the ‘knock-down’ factors for these cylinders. Knock-down
factors are important for design purposes as they are used to reduce theoretical
buckling predictions of nominal shells in order to account for the influence of
imperfections. In addition to the significant influence of initial geometric imperfections, other factors such as thickness variation, overlapping and slight load eccentricities would also affect these ratios.
368
A.Y. Elghazouli et al. / Marine Structures 11 (1998) 347—371
Table 6
Comparison of linear numerical buckling loads with experimental results
Model reference
DF01/02
(0/0)
DF03/04
(0/90)
DF05/06
(#45/!45)
Numerical eigen value (Linear FE)
Experimental load (kN)
Ratio of experimental/numerical load
463.96
285
0.62
464.20
350
0.75
470.35
234
0.50
Average of the two nominally identical cylinders.
Based on initial elastic properties of angle-ply.
As shown in Table 6, the ratio of experimental-to-linear buckling strength is
estimated as 0.62 for the 0/0 models and about 0.75 for the 0/90 models. The higher
experimental buckling strength obtained for the 0/90 cylinders, which is not reflected
in the linear eigenvalue analysis using nominal geometry, may be largely attributed to
the relatively higher thickness due to excess resin as well as the additional overlaps
used in these models. Nevertheless, this requires further investigation using nonlinear
numerical analysis with due account of geometric and stiffness imperfections as well as
adequate consideration of the influence of excess resin on laminate material properties.
On the other hand, a relatively lower ratio of about 0.5 is indicated in Table 5 for
the angle-ply cylinders. It should be noted however that the numerical eigenvalue
result is based on the initial elastic moduli of the angle-ply laminate. As shown in
Fig. 14, the stress—strain relationship of the #45/!45 specimen is essentially nonlinear. Consequently, at the point of buckling significantly reduced moduli, compared to
initial values, would be effective. For example, if the elastic moduli are reduced to
reflect the nonlinearity in the constitutive relationships corresponding to the level of
strain at buckling, the buckling loads would reduce by more than 20% and the
‘knock-down’ ratio would exceed a value of 0.6. Appropriate consideration of this
effect in numerical studies would necessitate the use of nonlinear material models.
It may also be noteworthy that although, in theory, initial imperfections have a
significant effect on buckling strength reduction, this may not be necessarily correlated with the modes found to exhibit a large amplitude in physical models. As
indicated in Fig. 7, whereas nominally identical cylinders such as DF05 and DF06
may have different maximum imperfection amplitude, they exhibit similar experimental buckling loads. This suggests a probable significance of imperfection modes
with small wavelength and low amplitude, a factor which has to be adequately
represented in nonlinear numerical simulations.
7. Conclusions
The buckling behaviour under axial compression of laminated woven GFRP
cylinders was investigated in this paper. The main experimental aspect examined was
A.Y. Elghazouli et al. / Marine Structures 11 (1998) 347—371
369
the influence of ply orientation on the response of the composite cylinders. It
was shown that using reliable automated techniques, systematic data acquisition of
the salient experimental parameters may be carried out. The experimental results
presented provide data for the calibration and verification of analytical models. These
are needed for assessing and quantifying the response of cylinders of various geometric and material properties, and for conducting parametric and design studies. Particular observations and conclusions of this experimental study are summarised as
follows:
1. Automated laser scanning provided an accurate and reliable non-contact measurement method for initial imperfections and change in wall deformations of the
composite shells prior to and after the occurrence of buckling. Integrating this
system with computer-controlled loading techniques significantly enhances the
precision as well as efficiency of shell buckling tests.
2. The average measured thickness of the cylindrical models was about 5—15% higher
than the nominal values. This does not include the effects of overlaps, but is
associated with excess resin introduced through the manual lay-up process. The
thickness mapping is important in accurately identifying the locations of overlaps,
as may be required for numerical modelling.
3. Imperfection scans have revealed that long imperfection wavelengths are dominant
with maximum imperfection amplitudes being, on average, between 40 and 60% of
the shell thickness. The laser scans provide information on manufacturing imperfections, which with the support of analytical and statistical studies, can find its way
into tolerance specification. This is an important objective in shell buckling codes,
and controls can be applied on the specific manufacturing conditions to improve
product performance.
4. The effect of laminate orientation on the elastic axial stiffness of the cylinder was
clearly observed. As expected, the highest axial stiffness was provided by the 0/0
models, with about 10% and 55% lower stiffness for the 0/90 and #45/!45
cylinders, respectively. This was in agreement with analytical predictions based on
the apparent properties in the axial direction.
5. In terms of buckling strength, the highest axial resistance was exhibited by the 0/90
cylinders. As expected, the experimental buckling load was significantly lower than
the linear buckling strength due to imperfection sensitivity, indicating a knockdown value of about 0.75 in the case of the 0/90 cylinders.
6. Although the numerically estimated linear buckling load, based on uniform nominal properties, indicate similar linear buckling strengths for the 0/0 and 0/90
models, the experimental loads of the 0/0 models were about 18% lower than their
0/90 counterparts. The knock-down factor for the 0/0 models was estimated as
0.62. The relatively higher strength of 0/90 laminates is largely attributed to the
extra resin and additional overlaps introduced in these models. This aspect warrants closer analytical examination.
7. The buckling strength of the angle-ply laminates was considerably lower than the
cross-ply models. This is in contradiction to the prediction of linear analysis which
results in marginally higher buckling loads for the angle-ply cylinders as compared
370
A.Y. Elghazouli et al. / Marine Structures 11 (1998) 347—371
to the cross-ply. However, it was shown that this may be primarily due to the
significant nonlinearity of the material when the angle-ply laminate is tested along
the cylinder axis. This causes a significant reduction in the buckling strength
compared to that obtained from predictions adopting the initial values of material
properties.
The results presented in this paper form part of a large project dealing with the
behaviour of several types of composite cylindrical shells under various loading
scenarios. Further numerical and parametric studies are underway, with a view to
providing design recommendations.
Acknowledgements
The work presented in this paper was sponsored by the European Commission
under a Brite-Euram programme (Project BE-7550: Design and Validation of Imperfection-Tolerant Shell Structures). Thanks are due to Intermarine-Spa for providing
the specimens, to Prof. Poggi of Politecnico di Milano for carrying out material
property tests, and to all the other partners for many productive discussions. The
authors would also like to express their gratitude to Mr T Boxall and Mr R Millward
of the Structures Laboratories at Imperial College for their dedication and professionalism in conducting the tests.
References
[1] Fung YC, Sechler EE. Thin-shell structures: theory, experiment and design, NJ: Prentice-Hall,
1974.
[2] Jullien JF. Buckling of shell structures, on land, in the sea and in the air, London/New York: Elsevier
Applied Science, 1991.
[3] Tennyson RC. Buckling of laminated composite cylinders: a review. Composites 1975;1:17—24.
[4] Simitses GJ, Shaw D, Sheinman I. Stability of imperfect laminated cylinders: a comparison between
theory and experiment. AIAA Journal 1985;23:1086—92.
[5] Fuchs HP, Starnes JH Jr., Hyer MW. Prebuckling and collapse response of thin-walled composite
cylinders subjected to bending loads, In Miravete A, editor. Proceedings of the 9th International
Conference Comp. Mat. (ICCM-9), vol. 1. Cambridge: Woodhead Publishing Co., 1993;410—7.
[6] Esong IE, Elghazouli AY, Chryssanthopoulos MK. Measurements techniques for buckling-sensitive
composite cylinders. Journal of the British Society for Strain Measurement, 1998;February:11—8.
[7] Tencara Material Laboratory. Material Data Sheet for DF1400. No. 2/95, 1995.
[8] Poggi C. Characterisation of materials, Brite—Euram Project: DEVILS, WP04.DR/PM(1). Politecnico di Milano, Italy, 1996.
[9] Donnell LH, Wan CC. The effect of imperfections on buckling of thin cylinders and columns under
axial compression. Journal of Applied Mechanics 1950;17:73—83.
[10] Koiter WT. The effect of axisymmetric imperfections on the buckling of cylindrical shells under axial
compression. Proceedings of the Kon. Ned. Ak. Wet., B66, 1963;265—70.
[11] Arbocz J, Babcock CD. Prediction of buckling loads based on experimentally measured initial
imperfections. In Budiansky B, (Ed.). Bucking of structures. Berlin: Springer, 1976;291—311.
[12] Chryssanthopoulos MK, Giavotto V, Poggi C. Characterization of manufacturing effects for buckling-sensitive composite cylinders. Composites Manufacturing 1995;6:93—101.
A.Y. Elghazouli et al. / Marine Structures 11 (1998) 347—371
371
[13] Elghazouli AY, Spagnoli A, Chryssanthopoulos MK. Buckling tests on GFRP cylinders — Test series
II: DF1400. CESLIC Report OR 11. Imperial College, January, 1998.
[14] ABAQUS. Theory and user’s manual. Providence, R Is: Hibbit, Karlsson and Sorensen, 1995.
[15] Chryssanthopoulos MK, Esong IE. Contribution to FE benchmarking (Round 2), Brite—Euram
project DEVILS. WP01.DR/IMP(3). Imperial College, 1996.
[16] Vinson JR, Sierakowski RL. The behaviour of structures composed of composite materials. Dordrecht: Kluwer Academic Publishers, 1987.