Kilowatt Three-phase Rotary Transformer Design for a Permanent
advertisement

Självständigt arbete på avancerad nivå
Independent degree project - second cycle
Masterexamen med huvudområdet elektronik
Master of Science (120 credits) with a major in Electronics
Kilowatt Three-phase Rotary Transformer Design for
Permanent Magnet DC Motor with On-rotor Drive System
Ye Xu
MID SWEDEN UNIVERSITY
Department of Electronics Design (EKS)
Examiner: Göran Thungström, goran.thungstrom@miun.se
Supervisor: Peng Cheng, peng.cheng@miun.se
Co-supervisor: Bengt Oelmann, bengt.oelmann@miun.se
Author: Ye Xu, yexu1000@student.miun.se
Degree programme: Master of Science, 120 credits
Main field of study: Electronics
Semester, year: VT, 2016
Abstract
The aim of this thesis is to design a kilowatt three-phase step-down rotary transformer for
a permanent magnet DC motor. The permanent magnet DC motor has an on-rotor drive
system, and therefore requiring a power supply that can transfer power to its drive unit
without mechanical contact. The rotary transformer has a detached magnetic coupling
structure that qualifies it as a potential method for the wireless power transfer.
This thesis studies the rotary transformer as a static device, focusing on its core loss.
By using a transient finite element analysis of COMSOL Multiphysics and an iron loss
prediction model, the rotary transformer was optimized in terms of efficiency and power
density for the on-rotor drive system through proper material selection and geometry exploration. After this, a mechanical design, which based on a literature review of the
influences of manufacturing processes on electrical steels, was proposed for realizing the
core fabrication and the rotary transformer assembly.
The results show that the rotary transformer can step down 400 V/50 Hz three-phase
voltage to 13.15 V in a Delta-wye connection and output 1.17 kW power over an air-gap
of 0.3 mm with 95.94% overall efficiency. The proposed mechanical design enables the
transformer to minimize the core loss and the manufacturing cost. Without using resonant inductive coupling, this transformer design simplifies the power supply for the motor,
thereby decreasing the motor manufacturing and maintenance cost.
Keywords: contactless energy transfer, transformer power loss, iron loss, iron loss model,
rotary transformer, three-phase transformer, finite element method, COMSOL Multiphysics, electrical steel, electrical steel manufacturing process
i
Acknowledgement
I would like to, firstly, express my deep gratitude to Dr. Peng Cheng, my thesis supervisor,
for his patient guidance, enthusiastic encouragement, and useful critiques of this thesis
work. I also thank gratefully my assistant supervisor, Prof. Bengt Oelmann for helpful
suggestions during the thesis development.
My special thanks are extended to Nazar ul Islam, Stefan Haller, Dr. Kent Bertilsson,
Dr. Sebastian Bader and Mattias Kramer for their support, time in patiently listening to
me and helping me work out my problems during this Master by Research. I am also
indebted to Dr. Najeem Lawal for helping me out of some troubles about my student visa.
(By the way, I am not Cheng 2.0...)
Additionally, I would like to take the opportunity to thank my Chinese friends in
Sundsvall, Xinyu Ma, Hao Shi, Congrui Liu (cute baby deer), Hanxue Xu, Mengxuan Li,
Dingding Sun, Jiayi Wang, Pengxiang Cheng, Tian Xie and Ziheng He, for their delicious
Chinese food, help or bringing so much fun in my life.
Furthermore, special thanks go to Florian Gebben, Onyedika Sunday Okonkwo, and
Till Dreier. You make me not feel alone because I can have some classmates in this
programme of Master by Research.
I also owe my sincere gratitude to my two best friends, Yunxiang Jia and Xiaotian Li,
who gave me their endless help, care, understanding and forgiving throughout my years
of study and live in Sweden. Most importantly, my deepest gratitude goes to a very nice
girl, Siwen An, for providing me with unfailing support and continuous encouragement.
Finally, I should like to, affectionately, express my gratitude to my parents who have
always been helping me out of difficulties and supporting without any complaint through
these years and, even, in future.
Ye Xu
Sundsvall, Sweden
May 2016
ii
Contents
Abstract
i
Acknowledgment
ii
1
.
.
.
.
1
1
3
4
5
.
.
.
.
.
.
.
.
.
.
6
6
8
10
10
11
12
12
13
15
17
2
3
4
Introduction
1.1 Background of the Thesis Work .
1.2 Thesis Objectives and Scope . . .
1.3 Thesis Overview and Methodology
1.4 Thesis Outline . . . . . . . . . . .
Background
2.1 Theory of Transformer . . . .
2.2 Transformer Types . . . . . .
2.3 Power Loss in Transformer . .
2.3.1 Winding Loss . . . . .
2.3.2 Iron Loss . . . . . . .
2.4 Transformer Materials . . . .
2.4.1 Winding Conductor . .
2.4.2 Electrical Steel . . . .
2.5 Review of Rotary Transformer
2.6 Summary . . . . . . . . . . .
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
Three-phase Rotary Transformer Design
3.1 Three-phase Rotary Transformer Structure
3.2 Air-gap . . . . . . . . . . . . . . . . . .
3.3 Configuration of Transformer Connection
3.4 Power loss Analysis . . . . . . . . . . . .
3.5 Core Construction and Material Selection
3.6 Summary . . . . . . . . . . . . . . . . .
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
18
19
20
21
21
23
24
Iron Loss Model Development for Three-phase Rotary Transformer
4.1 Iron Loss Model . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1.1 Iron Loss Prediction Errors . . . . . . . . . . . . . . . . .
4.1.2 Iron Loss Determination . . . . . . . . . . . . . . . . . .
4.1.3 Iron Loss Model Development Step . . . . . . . . . . . .
4.2 Iron Loss Model of M235-35A . . . . . . . . . . . . . . . . . . .
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
25
25
26
26
26
27
iii
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
Contents
5
6
7
8
Two-dimensional Transient Finite Element Analysis
5.1 Model Definition . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.1 Geometry Drawing and Material Assignment . . . . . .
5.1.2 Analytic Function Definition for Using Iron Loss Model
5.1.3 Slitted O-ring Lamination Modelling . . . . . . . . . .
5.1.4 Meshing of FEM Model . . . . . . . . . . . . . . . . .
5.2 Transient Simulation . . . . . . . . . . . . . . . . . . . . . . .
5.3 Result . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
30
30
31
33
34
34
35
36
Review of Influences of Manufacturing Processes on Electrical Steels
6.1 Overview . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Mother Coil and Slitting Process . . . . . . . . . . . . . . . . . . .
6.3 Losses Due to Cutting Techniques . . . . . . . . . . . . . . . . . .
6.3.1 Wire Electrical Discharge Machining . . . . . . . . . . . .
6.3.2 Milling . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.3.3 Summary of Different Cutting Methods . . . . . . . . . . .
6.4 Losses Due to Stacking . . . . . . . . . . . . . . . . . . . . . . . .
6.4.1 Sticking . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.5 Annealing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.6 Losses Due to Frame Assembly . . . . . . . . . . . . . . . . . . .
6.7 Summary . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
41
41
42
42
43
44
45
46
46
47
49
49
Transformer Mechanical Design
7.1 Mechanical Design Overview . . . . . .
7.2 Winding and Core Design . . . . . . . .
7.2.1 Rotor-radial Core . . . . . . . .
7.2.2 Rotor-axial Core . . . . . . . .
7.2.3 Secondary Winding . . . . . . .
7.2.4 Primary Wining and Stator Core
7.3 Transformer Assembly . . . . . . . . .
7.4 Summary of Mechanical Design . . . .
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
51
51
53
53
55
55
57
57
61
Conclusions and Future Work
8.1 Conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2 Recommendations for Further Work . . . . . . . . . . . . . . . . . . . .
64
64
65
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
Appendix
A
HB-curve and specific iron loss of M235-35A given by ThyssenKrupp Steel
B
Epstein Frame Measurement . . . . . . . . . . . . . . . . . . . . . . . .
C
SPICE Model Coupled to the Magnetic Field Model of the Transformer .
D
Geometry of the Three-phase Rotary Transformer Drawn in COMSOL
Multiphysics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
E
Equations Used in COMSOL Multiphysics for Modelling the Three-phase
Rotary Transformer . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
F
Dimension of O-ring laminations in the rotor-radial core . . . . . . . . .
G
Dimension of O-ring laminations in the stator-radial core . . . . . . . . .
H
Magnet wire . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
iv
68
68
69
71
72
73
74
75
76
Contents
I
Frame and Terminal Box Assembly . . . . . . . . . . . . . . . . . . . .
References
77
77
v
Chapter 1
Introduction
This chapter describes the background, the objectives, and the scope of this Master by
Research. Furthermore, the overview and outline of this thesis are presented.
1.1
Background of the Thesis Work
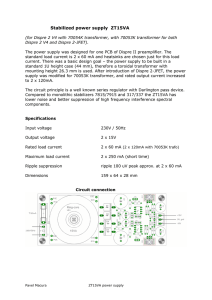
The permanent magnet DC (PMDC) motor with on-rotor drive system is still an ongoing
project, which designs a new kind of PMDC motor that has a higher efficiency but a lower
cost compared with industrial motors in the same power rating. However, for the usability
of industrial applications, this motor must have a series of standard interfaces, including
control, communication, power connection and even mechanical installation. This thesis
work contributes a power supply by using the standard three-phase power (400 V/50 Hz)
to this new PMDC motor.
stator
rotor
Control outputs
On-rotor drive
controller
Standard I/O Industry control
interface
Motor
drive unit
Voltage/Current
settings
Three-phase Line-frequency
utility power step-down rotary
transformer
primary coil on Induction
coupling
stator
Line-frequency
step-down rotary
Active MOSFET
Multi-phase
transformer
rectifier with
secondary coil Low-voltage optional power- Low-voltage DC/DC stephigh-current factor correction high-current down regulator
on rotor
three-phase
DC line
Figure 1.1: Functional modules of on-rotor drive system
Permanent magnet brushed DC motor existed a long time ago and it had a lot of troubles with the mechanical commutation brushes and electromagnetic interference (EMI)
generated by brush arcing [1]. Hence, it was never efficient compared with modern induction motors. However, the new PMDC motor has an on-rotor drive system shown in
Figure 1.1, which includes several function modules to directly deliver the utility power
from the stator and control the voltage and current of the motor drive unit to run the motor
optimally at different speed and torque. This system eliminates the need of conventional
brushes and drives the motor with much lower voltage (less than 20 V) and higher current
1
Chapter 1. Introduction
(up to dozens of kA) using off-the-shelf multi-phase DC/DC step-down power regulators
like the ones used in all the PCs for CPU power supply.
To sum up, the new PMDC motor requires a power supply that has a contact-free operation to transfer electrical power to its drive unit in the rotor without using slip rings
or brushes. A rotary transformer, a transformer with an axial symmetry and an air-gap
between the primary side and the secondary side, has a detached magnetic coupling structure that qualifies it as a potential method for avoiding the wear of the rotating parts, and
therefore achieving a contactless energy transfer (CET) system.
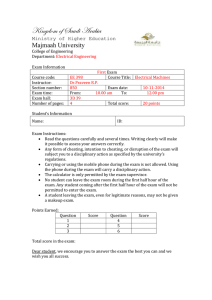
CET offers significant advantages over conventional methods of electrical power transfer, such as contact rails or cable handling systems. Designing a power supply with CET
can lower the system maintenance cost and higher the system availability. [2] presents
a general classification of CET systems shown in Figure 1.2. The medium for power
transfer in CET systems could be used acoustic waves, electromagnetic waves including
light, as well as electric (capacitive) or magnetic (inductive) field. Typical applications
of using acoustic waves and lights are powering wireless sensors combined with energy
harvesting techniques [3, 4]. Capacitive CPT using electric coupling between conducting
plates separated by a dielectric. Electric fields exhibit better directionality than magnetic
fields, resulting in reduced EMI shielding requirements [2,5,6]. For most industrial applications, by means of inductive power transfer (IPT) techniques, achieving a CET system
based on unconventional transformers, such as rotary transformers [7–10], linear transformers [11, 12] and sliding transformers [13–15].
Contactless
Energy
Transfer
Systems
Acoustic
Capacitive
Coupling
Inductive
Coupling
with Magnetic
Cores
Light
with Magnetic
Core on
Secondary Side
without
Magnetic
Cores
Figure 1.2: Classification of CET systems [2]
Currently, IPT is the most popular research topic and widely investigated and used in
many applications, such as active implantable medical devices (AIMDs) [16,17], portable
electronics 1) , and electric vehicles (EVs) [18–20]. To reduce losses and maximize power
transfer capability, designers add series or parallel capacitors to IPT circuits to compensate the inductance of coils to achieve resonant frequency IPT systems. To reduce the
size of transformers and other passive components in an IPT system, the mains AC power
(50 Hz or 60 Hz) is switched at a higher frequency by using switching mode power supplies (SMPS).
In recent decades, soft-switching technique and zero-voltage switching (ZVS) bridge
continue to mature, and adopting them in a SMPS can reduce the switching losses and
1)
Qi Standard, https://www.wirelesspowerconsortium.com/
2
Chapter 1. Introduction
Rator
Stator
Mains power
Primary
AC/DC
converter
Primary
resonant
circuit
Secondary
resonant
circuit
Coupling
transformer
Wireless
commutation
Primary
control unit
Secondary
AC/DC
converter
Load
Secondary
pick-up unit
(a)
Power flow
Rator
Stator
Control/Commutation
Mains power
Coupling
transformer
Secondary
AC/DC
converter
Load
(b)
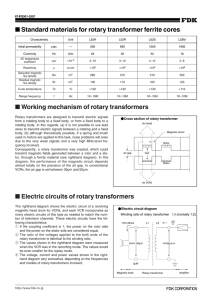
Figure 1.3: Comparison between (a) inductive wireless power transformer and (b) line frequency wireless
power transfer
even EMI. Hence, using an SMPS with soft-switching technique and ZVS bridge enable
an IPT system to have a high power density with low loss and EMI, but complicating
the IPT system (see Figure 1.3a), which results in increasing troubleshooting time and
maintenance cost. Furthermore, like SMPS with loop compensation, a pick-up control
unit is added to the receive circuit (secondary circuit) to send feedback to the primary
control unit by a wireless commutation, which ensures the stability of the IPT system and
can transfer and use the power optimally [2,21]. However, adding the pick-up control unit
increases the complexity of the IPT system.
Transformer is the key unit in many industrial processes, and its reliability is the crucial factor to ensure uninterrupted power supply to motors in a wide variety of applications. This thesis work designs a simple and stable wireless power supply, similar to
a linear power supply shown in Figure 1.3b, for the new PMDC motor. Without using
the resonant and high switching frequency, this design results in a low power density and
bulky transformer. However, it can focus on the study and investigation of the transformer
core material and structure, which still is a challenge for the CET study.
1.2
Thesis Objectives and Scope
The main objective of this thesis work is to design a line frequency wireless power supply
system, which achieves that a rotary transformer has a simple step-down power process
and a detached magnetic coupling structure to transfer a three-phase electric power to the
rotor drive unit of the PMDC motor without using brushes or slip rings.
The rotary transformer can have an output power up to 1.1 kW with the efficiency of
over 90%, which steps down the mains three-phase power of 400 V/50 Hz to a low-voltage
and high-current power with up to 20 V. The transformer design optimization is required
to minimize the transformer volume to ensure that this rotary transformer can fit in an IEC
200 motor frame or a smaller standard size frame. Afterwards, a mechanical design for
realizing the rotary transformer should be proposed, which presents the manufacturable
3
Chapter 1. Introduction
transformer winding and core as well as necessary mechanical components for assembly
and cooling.
In the aspect of the transformer material selection and transformer power loss, this
thesis focuses on the study of electrical steel (Si-Fe steel) and iron loss.
In the aspect of the iron loss model study and the transformer finite element analysis,
this design ignores the influences of manufacturing processes on electrical steels, and only
uses the data-sheet to develop an iron loss model.
A complete power supply should consist of a transformer, a bridge rectifier, and filter
capacitors or DC/DC regulators, but this thesis only studies the transformer part.
Thermal analysis and cooling solution are essential to the transformer design, but,
in the finite element analysis, the factor of temperatures are not taken into account, and
all the material properties are, hence, modelled as temperature invariant. Moreover, the
mechanical design does not provide a cooling solution by means of a comprehensive and
rigorous study.
The mechanical design and assembly of this thesis focuses on the rotary transformer,
rather than the entire machine including the PMDC motor.
1.3
Thesis Overview and Methodology
Designing a rotary transformer is a nonlinear, multiphysics and multivariable problem,
of which complexity requires a finite element analysis software to perform a large number of studies for the design and optimization. Moreover, many conventional methods
of traditional transformer design cannot efficiently handle the very complex problem or
accurately evaluate the rotary transformer performance. Therefore, this thesis work uses
COMSOL Multiphysics to design the rotary transformer but does not give up using conventional methods if they are suitable for the performance analysis and optimization, such
as the determination of transformer parameters including the efficiency, power factor and
voltage regulation.
A complete study of transformer design should include two subsystems, magnetic
subsystem and electrical circuit subsystem. The magnetic subsystem study involves the
magnetic field of the transformer and the transformer core construction and material. The
electrical circuit subsystem is coupled to the magnetic subsystem, providing external voltage/current sources, loads and even the configuration of the winding connection for a
poly-phase transformer. This thesis work uses the Magnetic Field interface and Electrical
Circuit interface of COMSOL Multiphysics to finish the transformer geometry drawing
and the material selection and assignment, model the transformer, extract the relative data
from the simulation and present the transformer parameters.
Because of the non-linear characteristics of transformer core materials, using an iron
loss model is essential to the transformer design. The iron loss model embedded into
the finite element analysis behaves the magnetic hysteresis mathematically or empirically,
which can predict the transformer core loss and help designers to optimize the transformer
in the terms of power density and efficiency.
However, even if an iron loss model can predict the core loss accurately, its accuracy
is drastically reduced compared with the actual loss of the finally assembled transformer
because various manufacturing processes degrade the magnetic properties of the trans-
4
Chapter 1. Introduction
former core. Hence, this thesis presents a literature review and studies the iron loss in the
view of electrical steel manufacturing process. Furthermore, through the literature review,
suitable methods and processes, which can minimize the core loss and manufacturing cost
for producing the rotary transformer, are found, and they are presented in the transformer
mechanical design proposal for the rotary transformer prototype.
1.4
Thesis Outline
This thesis is organized in eight chapters with the following content:
• Chapter 1, the current chapter, briefs the introduction about the background and
scope of the thesis work. The overview and outline of the thesis are also presented
in this chapter.
• Chapter 2 gives a general introduction of transformers about the principle, various
types, power loss and materials. A short review of rotary transformers is presented
as well.
• Chapter 3 presents the three-phase rotary transformer structure, power loss and
core material selection.
• Chapter 4 introduces iron loss models and develops an iron loss model for predicting the core loss of the three-phase rotary transformer.
• Chapter 5 implements a two-dimensional transits finite element analysis on the
power loss of the three-phase rotary transformer and presents a series of performance parameters of this rotary transformer.
• Chapter 6 is a literature study of influences of the manufacturing process on the
magnetic properties and iron losses in electrical steels. The manufacturing processes that are suitable for the rotary transformer prototype are presented in more
detail in this chapter.
• Chapter 7 proposes a mechanical design and assembly for realizing the three-phase
rotary transformer.
• Chapter 8 presents the main summary and conclusion about this thesis work and
also suggests the possible future works on the three-phase rotary transformer design.
5
Chapter 2
Background
In 1830s-1880s, transformer was invented, developed and used in the real world, and it
creates a milestone in the history of electrical engineering [22]. Transformers have been
around in many electronic and electrical applications for quite a while, but fundamentals
of them are still being investigated. A transformer, a static electrical device, transfers
electrical signals or energy between two circuit networks by means of electromagnetic
induction. It can have a single winding, or two or more coupled windings with or without
a magnetic core for introducing mutual coupling between electric circuits. Magnetic flux
couples the primary and secondary windings, so two circuit networks that locate in primary and secondary separately are not connected to each other. A transformer can modify
levels of voltage and current, but it does not modify the frequency or, ideally, the amount
of power being transferred from one winding to another.
2.1
Theory of Transformer
Principle The principle of a transformer depends on Faraday’s law of electromagnetic
induction. As shown in Figure 2.1, a varying current Ip in the primary winding Np creates
a varying magnetic flux φm in the core by the applied voltage Vp , and a varying magnetic
field impinging on the secondary winding Ns . The magnetic field induces an electromotive force (EMF) E2 in the secondary winding.
Figure 2.1: Ideal transformer
The EMF of E1 is
E1 = Np
6
dφp
dt
(2.1)
Chapter 2. Background
where φp is the varying magnetic flux produced by Vp , and φp = φm cos(2πf t).
Turns ratio A transformer can achieve the difference in voltage between the primary
and the secondary circuits by changing the turns ratio between the primary and secondary
windings. The voltage ratio between primary and secondary windings is directly proportional to the turns ratio, which is expressed by
nTR =
Vp
Np
=
Ns
Vs
(2.2)
where Np , Ns , Vp and Vs are coil turns and voltages of primary and secondary windings.
The turns ratio dictates the operation of the transformer and the corresponding voltage
available on the secondary winding. The apparent load of primary Zlp is dependent on the
turns ratio, which is expressed by
Zlp =
Vp
Vs
= n2TR = n2TR Zls
Ip
Is
(2.3)
where Zls is the apparent load of the secondary circuit.
Efficiency An ideal transformer has a coupling coefficient of 1.0 and no internal losses;
the powers in the secondary and primary windings are exactly equal. In real transformers,
however, because of losses the secondary power is less than the primary power. The
efficiency of a transformer is the ratio of the output power to the input power.
η(%) =
Pout
100%
Pin
(2.4)
where Pout and Pin are the real output and the input powers, which are expressed by
Pout = Re{Vs Is }
Pin = Re{Vp Ip }
(2.5)
where Vp , Ip , Vs and Is are voltages and currents of the primary and secondary windings.
It should be note that the active power is used for the power efficiency calculation rather
than the item of apparent power or reactive power. A real transformer can not achieve an
efficiency of 100%, which leads designers to analyse the losses and influencing factors.
Power Factor Power factor is the relationship between active power and apparent power,
which is expressed by Equation 2.6.
cos ϕPF =
P
S
(2.6)
where P is the active power in W and S is the apparent power in VA, which are expressed
by Equation 2.7 and 2.8, respectively. In case of transformer, the active power is the real
power transmitted from the transformer to load, and the apparent power is the basis for
the transformer power rating.
P = IV = I 2 R [W]
(2.7)
7
Chapter 2. Background
S = Irms Vrms [VA]
(2.8)
Voltage Regulation The voltage regulation of a transformer is defined as the change in
secondary terminal voltage when the transformer loading is at the full-load applied while
the primary supply voltage is kept in a constant. The voltage regulation determines the
voltage drop that occurs in the transformer as the load voltage becomes too low as a result
of the transformers loading being too high which therefore affects its performance and
efficiency.
The voltage regulation, expressed in Equation 2.9, is the percentage of voltage difference between no load and full load voltages with respect to the full load voltage.
VR =
2.2
Vno-load − Vfull-load
100%
Vno-load
(2.9)
Transformer Types
Depending on purpose, use and construction, transformers can be categorized in different
ways. Generally, types of transformer are:
• Power/distribution/instrument transformer (Power rating and purpose)
– Power transformer is generally used in transmission networks of higher voltages (up to 36 kV) for step-up and step-down applications, and it is generally
rated above 2.5 MVA. It transfers electric energy in any part of the circuit
between the generator and the distribution primary circuits [23].
– Distribution transformer is used in lower voltage (e.g., 11 kV, 6.6 kV, 3.3
kV, 440 V, 220 V and 110 V) distribution networks as a means to end user
connectivity, and it is generally rated less than 200 MVA.
– Instrument transformer is used for instruments or measuring high voltage
or high current. It isolates the secondary control or meter circuitry from the
high voltage or current circuit that is connected to its primary winding.
– Step-up/down transformer is used for stepping up or down the voltage level
of power in power transmission or distribution networks.
• Single/poly-phase transformer (Electrical structure)
– Single-phase transformer is typically used for single-phase power transmission or distribution. It has only one primary winding and one or more than
one secondary windings.
– Poly-phase transformer is constructed by multiple single-phase transformers. A poly-phase transformer can have a two-phase, three-phase, six-phase
or even 24-phase that is used for DC rectification [24].
The most common poly-phase transformer is the three-phase transformer used for
electrical power generation, transmission, distribution and many industrial applications. A three-phase power system is advantageous over a single-phase power system, which requires a lesser amount of conductors for transferring the same amount
of energy as compared to the single-phase power [25]. The primary and secondary
8
Chapter 2. Background
windings of a three-phase transformer can be connected in different configuration
(e.g. Delta, star or interconnected star) to meet practical requirements [26].
• Isolation/auto transformer (Electrical structure)
– Isolation transformer: There is no direct electrical connection between two
windings. They are independently isolated and insulated from each other but
are coupled by mutual induction to transfer power or signals. An isolation
transformer can be a two-winding transformer or three-winding transformer.
– Auto transformer has the usual magnetic core but only one single winding;
the primary and secondary circuit are electrically and magnetically linking together by the transformer [27]. Therefore, it is an economy and high efficiency
transformer used in voltage step-up/down applications; however, the primary
and secondary windings do not have an isolation coupling of a conventional
double-wound transformer [28].
• Ordinary/rotary transformer (Mechanical structure)
– Ordinary transformer (or static transformer) is the general transformer widely
used in the world. The primary and secondary winding are using a common
core to achieve power and signals transmission and electrical isolations.
– Rotary Transformer has the particularity of an air-gap to enable the rotation
between the primary and the secondary. Comparing an ordinary transformer,
the primary and secondary windings of a rotary transformer have separate
cores to transfer power and signals over a physical distance, which can replace
slip rings or brushes across the rotary interface [7].
• Shell/core structure transformer (Magnetic circuit structure)
– Shell transformer: The windings of a shell type transformer are completely
surrounded by transformer core.
– Core transformer: The coils are wrapped around the core.
As shown in Figure 2.2, three-phase cores are constructed in three-, four- or
five-leg construction [26].
Figure 2.2: Three-phase core construction
The three-leg type three-phase transformer is the most common method of
three-phase transformer construction allowing the three phases to be magnetically linked. Flux of each leg uses the other two legs for its return path.
However, compared with the four-leg and five-leg type, three-leg core does
not provide a low reluctance path for flux, which causes more core losses.
9
Chapter 2. Background
• liquid-immersed/dry-type transformer (Cooling solution)
– Liquid-immersed transformer: It is an insulating oil filled or synthetic insulating liquid filled transformer. Its magnetic circuit and windings are immersed in the liquid. Those insulating liquids can help cool the transformer.
Some high-power rating transformers may have external active or passive
cooling units such as cooling fans, pumps and oil-to-water heat exchangers
to improve the heat emission efficiency [29].
– Dry-type transformer: Its cooling system is implemented with natural air
circulation. A dry-type transformer has a mechanical enclosure with a low
ingress protection (IP) rating with comparing a liquid-immersed transformer
[30].
The enclosure of both types of transformers is made of high thermal conductivity
metals such as aluminium alloy. Furthermore, the outer surface of an enclosure has
many fins (heat sinks) that can increase the area of heat dissipation.
2.3
2.3.1
Power Loss in Transformer
Winding Loss
Winding loss is resistive loss or copper loss, which is created by an electrical current in
the winding. Equation 2.10 presents the relation between the copper loss and current.
Pcu = I 2 R
(2.10)
The total copper loss of the primary or secondary in a poly-phase transformer is the sum
of losses of all phase windings, which is expressed by Equation 2.11.
Pcu-total =
N
X
In2 (Rcoiln + Rtern )
(2.11)
n=1
where n is the index for every phase, N the total amount of phases, Rcoiln and Rtern the
resistance of the nth phase winding and its terminals, receptively, and In the RMS current
in the nth phase winding. Since the both primary and secondary currents depend upon the
load of a transformer, copper loss in the transformer vary with the load.
In Equation 2.11, the resistance is dependent on the material and geometry of the
conductor, and it is
lρ
(2.12)
R=
A
where l is the conductor length, ρ is the conductor resistivity, and A is the cross-sectional
area of the conductor.
Furthermore, in AC power system, depending on the conductor cross-sectional area
and frequency, the skin effect and proximity effect have to be taken into account. When
an AC flows through an electrical conductor, the outer surface of that conductor carries
more current as compared to its center, which results in higher resistance to AC and is
called skin effect. Proximity effect is that the alternating flux in a conductor is caused by
10
Chapter 2. Background
the current of the other nearby conductor. The description of these effects’ calculations
can be found in [31].
2.3.2
Iron Loss
The iron losses are also referred as core losses. They are created by the varying magnetic
field in the iron parts of the machine. The two basic components of the iron losses are
the hysteresis and the eddy current losses. Both of these components result in the same
physical phenomenon which is Joule heating.
Hysteresis Loss Hysteresis loss is a part of loss of a transformer, which depends upon
the following factors [32]:
• The hysteresis loss is directly proportional to the area under the B-H curve i.e area
of the hysteresis loop.
• It is directly proportional to magnetization frequency.
• It is directly proportional to volume of the material.
Hysteresis losses originate from the molecular magnetic domains in core laminations,
resisting being magnetized and demagnetized by the alternating magnetic field [33]. Because poles of magnetic field in the core of a transformer is alternately shifted by the
magnetizing of alternating current. Each magnetizing cycle two poles of the core is magnetized to their opposite poles, i.e. the direction of magnetic field is changed. The process of magnetizing needs power to change the two poles, but the power to finish this
magnetizing comes from the input power and is not transferred to the secondary winding.
Additionally, this magnetizing causes power losses that are dissipated as heat [34]; if the
heat is transferred to windings, it will increase the electrical resistance and lead to more
ohmic losses.
In one cycle of magnetizing, the hysteresis loss (Ph in W) is expressed by Steinmetz
Formula [35, 36]:
Ph = Kh f V (Bmax )n
(2.13)
where
•
•
•
•
•
Kh – It is the constant dependent on the characteristics of core.
f – the frequency of a varying magnetic field (Hz)
Bmax – the maximum flux density of the magnetic field (T)
n – the Steinmetz index, it depends on the structure of a transformer core.
V – the volume of magnetic material (m3 )
Eddy current Loss The eddy current is applied to an electric current which circulates
within a mass of conductor material, when the material is situated in a varying magnetic
field. In a transformer, according to Faraday’s Law, it is caused by a changing magnetic
flux that passes through the transformer core.
Eddy current loss comes from two phenomenons. First, a transformer core is a kind of
electrical conductor, and a current will be induced by a changing magnetic flux in the core;
The eddy current can result the heating because the core has an ohmic resistance. Second,
eddy current essentially is a kind of electric currents, and it can generate a magnetic field
11
Chapter 2. Background
that has an opposite direction force to against the power of the magnetic field produced by
the primary. To reduce these losses, higher resistivity core material and thinner lamination
of transformer core are used.
The eddy current loss is expressed by
Pe = Ke f 2 (Bmax )2 (τl )2 V
(2.14)
where
•
•
•
•
•
2.4
2.4.1
Ke – It is the eddy current coefficient dependent on magnetic materials.
f – the frequency of a varying magnetic field (Hz)
Bmax – the maximum flux density of the magnetic field (T)
τl – the thickness of laminations (m)
V – the volume of a transformer core (m3 )
Transformer Materials
Winding Conductor
Windings of a transformer are constructed by magnet wires. Magnet wire or enamelled
wire is a copper or aluminium conductor has a thin insulation layer.
Insulation The insulation layer for a magnet wire that has different sizes, temperature
ratings and applications. TEMCo Industrial Power Supply 1) lists some common insulation types and their specifications.
Figure 2.3: Insulation layer types of magnetic wire
Conductor Material The windings consist of the current-carrying conductors wound
around the sections of the core, and these must be properly insulated, supported and
cooled to withstand operational and test conditions. Copper and aluminium are the primary materials used as conductors in transformer windings. Because the electrical conductive of aluminium is lower than that of copper, a larger cross-sectional area of aluminium conductor is required to carry a current with similar performance as a copper
1)
www.temcoindustrialpower.com/
12
Chapter 2. Background
conductor. Copper has higher tensile strength (TS), 220 MPa, and is used almost exclusively in all but the smaller size ranges, where an aluminium conductor may be acceptable
because of its low expense (approximately 25-40% in cost savings) and lightweight nature (low density, 2.70 g/cm3 ). Additionally, pure aluminium is not used as an electrical
conductor in equipment since it is too soft for mechanical assemblies and is thus alloyed
with other materials [37].
Utilization Factor The window utilization factor can determine the amount of a conductor that occupies the window area of the transformer, which is expressed by:
Ku = S1 S2 S3 S4
(2.15)
where
S1 —
S2 —
S3 —
S4 —
conductor area or copper area
the window area
the usable window area
the sum of the usable window area and insulation area
Theoretically, a coil wound by a round wire in square winding pattern has the square
magnet wire has less space between the wires when wound in a coil. The round wire
has the fill factor of 0.785 in square winding pattern, the fill factor of 0.907 in hexagonal
winding pattern, and the square wire has the fill factor of 1. Thus, the square wire has a
high lay fill factor and can be used in confined spaces.
2.4.2
Electrical Steel
For low frequency designs (50/60 Hz), where the losses produced by eddy current and
hysteresis effect are low, the materials used are usually silicon-steel laminations.
Introduction to Electrical Steel Electrical steel is a ferromagnetic material which has
enhanced soft magnetic properties (such as having a small hysteresis area, high permeability, low coercivity and high saturation magnetization) and is used for the magnetic
flux-carrying cores of electrical machines, transformers and generators, in which it is used
to amplify the magnetic flux. The characteristics of electrical steel have direct impact on
the performance and efficiency of above electromechanical devices.
When a transformer core is magnetised and then demagnetised due to an alternating
magnetic filed, it absorbs energy and causes hysteresis loss and eddy current loss. Electrical steel is an alloy material that has a low power loss, which is achieved by adding
silicon (Si) to the molten steel (Fe). Si can increase the electrical resistivity of the steel
to decrease the induced eddy currents and narrow the hysteresis area [38]. However, the
electrical steel is still a good conductor that has a low electrical resistivity in the range of
12 − 50 × 10−8 Ω · m [38]. To minimize eddy current loss a transformer core is stacked
together by thin lamination sheets with the thickness of 0.1 – 1.0 mm and a thin electrical
insulation coating with approximately 1µm thick [39–41].
In a transformer core manufacturing, different cutting methods, such as laser cutting,
punching, wire electrical discharge machining (WEDM), water jet cutting, etc, also influence on the magnetic properties of steel material. Electrical steel cutting procedure is an
13
Chapter 2. Background
unavoidable step in a transformer core manufacturing, and more details are presented in
Chapter 7.
Texture of Electrical Steel Crystallographic texture is one of the most important parameters determining the magnetic properties of steel sheets, which divides electrical steel
into two groups, the grain oriented (GO) electrical steel and non-oriented (NO) electrical
steel.
The texture of NO electrical steel is a Cube texture. The Cube texture is its (001)
or (110) plane parallels to the sheet plane (i.e., the [100] direction normal to the sheet
plane) and has a uniform distribution of the [100] direction. Hence, NO electrical steels
have uniform magnetic properties in all directions with respect to the rolling direction
(RD) [42]. They are used in rotating machines where the direction of magnetic flux is
circular, such as motors, generators and alternators.
The texture of GO electrical steel is a Goss texture with (110)[001] orientation in
which cubic crystals are all arranged in the RD. Hence, a GO steel is very anisotropic
and has much better permeability properties in the RD than it has at 90 degree to RD
(i.e., transverse direction (TD)) [43]. GO steels are used in transformers, transducers and
magnetic amplifier cores. GO steels can be used also in small electrical machines, but it
is ensured during a core construction that the lamination sheets are stacked at random so
the permanence of the machine does not very in different directions [44].
Grade of Electrical Steel The grade of electrical steels is classified by many standards.
For example, as presented in European Standard EN 10106 2) , the grade of M800-50A
means that an electrical steel has a dissipation power of 8 W/kg at a peak flux density of
1.5 T and a frequency of 50 Hz. Figure 2.4 shows the details of M800-50A nomenclature.
M800-50A
Non-grain oriented
0.5 mm, hundred-fold nominal thickness
8 W/kg, hundred-fold maximum permitted loss of magnetization
Electrical steel strip
Figure 2.4: Nomenclature of M800-50A presented in European Standard EN 10106
Electrical steel manufacturers and researchers use a standardized method named Epstein frame experiment3) to characterize and investigate the magnetic properties and iron
loss of electrical steels over a range of frequency and induction level. The working principle of an Epstein frame is similar to an unload transformer. It has a primary winding,
a secondary winding and the specimen of electrical steel strips as the transformer core.
The iron loss is measured by using watt-meter method. An Epstein frame is applicable
to GO and NO electrical steel sheets for AC measurements up to 400 Hz and also for DC
measurements [45–47].
2)
European Standard EN 10106 specifies cold-rolled NO electrical steel strip and sheet in nominal thickness of 0.35 mm, 0.50 mm, 0.65 mm and 1.00 mm
3)
International Electrotechnical Commission, IEC 60404-2
14
Chapter 2. Background
2.5
Review of Rotary Transformer
A rotary power transformer is used to couple the electrical power between two units that
rotate in relation to each other. It has the particularity of an air-gap to enable the rotation
between the primary and the secondary. The principle of a rotary transformer and a conventional transformer has no difference, which is that both of them can transfer electrical
power between two galvanic isolation circuits by means of electromagnetic induction.
Thus, the rotary power transformer can be developed to replace slip-rings and brushes
to achieve that the power transfer can implement over a physical distance. Using rotary
power transformer is one application of CET system for loads located in rotor part. A contactless transformer has a large air-gap as compared to conventional transformer. So its
construction causes large leakage inductance, small magnetizing inductance and low coupling coefficient. Therefore, due to the small magnetizing inductance a large amount of
magnetizing current flows through the entire primary windings, and it lowers the overall
system efficiency. Additionally, the large air-gap causes a high probability of noncompliance with electromagnetic compatibility (EMC) and safety regulations.
Though a contactless power transformer has the low coupling coefficient and brings
unsafely matters on EMC, it can be used in some particular applications where conventional connection solutions such as cable, slip-rings and brushes that are either impractical or cause dangerous of friction, wear and intermittent contact. Thus, the rotary power
transformer that is used for powering the new DC motor with on-rotor drive system can
avoid the problems above, extremely improve its power efficiency and working life and
reduce maintenance cost of the entire system.
As shown in Figure 2.5, [48–52] present rotary transformers with different structures
for their particular researches. (a) flat plane type and (b) axial type are the most common
(a)
(b)
(c)
(d)
Axis
Mechanical holder
Shaft
Rotor core
Stator core
Winding
Figure 2.5: Cross-sectional view of rotary transformer constructions
and easy way to insert coils. Because the air-gap is completely free, and it can be very
small. It should be noted that both types have “two” air-gaps in the cross-section view, and
they can aggravate the high magnetic flux leakage. [51] presents (c), a core geometry with
single air-gap, which can achieve a high magnetic coupling. [52] presents (d) another kind
of core construction that employs double windings on stator side to improve the coupling
coefficient. Furthermore, because there are no any cores in the rotor, (c) and (d) can
extremely lower the rotor’s weight, but they also have an expensive cast on the assembly
of a three-phase rotary transformer. Comparing the four structures above, (a), (c) and (d)
cause a complex assembly for the three-phase transformer, while (b) can be considered in
15
Chapter 2. Background
this transformer design.
Aluminium
(magnetic shielding)
Secondary coil and
ferrite (rotary)
Primary coil and
ferrite (stationary)
Shaft
Figure 2.6: Single phase pulsating magnetic field-based system [54].
Considering the core manufacturing on rotary transformer design, [9, 51, 52, 54–57]
use many U-shaped cores to constitute a circular array (Figure 2.6). Because cores are
rectangular cuboid, they leave many unshielded sector areas between each of two cores.
Therefore, this topology cannot cover all parts of windings and causes much more fringing
and leakage flux. As presented in [52] , this core structure uses an extra high permeability
sheet around the primary and secondary for shielding to improve the magnetic coupling.
According to these studies above, this thesis work explores a new geometry in core design
to build a rotary transformer to have a completely shielded construction.
Most of contactless transformers are used to supply power [8–14] or transfer signals
[7,9] for a movable target located on a rotary shaft [7–10,13] or a linear track [11,12,14].
Only few examples illustrate how to power the rotor unit of a motor system.
[48–50] present an application of three-phase rotary transformer used for powering
the rotor unit of a brushless doubly fed induction machine. It shows that using a rotary
transformer for the doubly fed induction machine can substitute the many disadvantages
of brushes and slip-rings. However, it connects to a variable frequency drive (VFD) with
working frequencies higher than hundreds of Hz rather than directly connects to the electric grid and using the mains voltage frequency. Those three papers also show the magnetizing flux behaviour obtained via an FEM software and present the unavoidable common
problem of air-gap that can cause high a leakage/magnetizing reactance ratio.
[58, 59] present a design of an iron silicon axial rotary transformer for a wound rotor synchronous machine (WRSM) for an integrated starter generator (ISG). It adopts a
sequential quadratic programming algorithm (SQP) and a coupled multi-physic model of
a FEM program FLUX 2D to optimize a rotary transformer. It achieves that a coupled
multi-physic models associated with the SQP optimization algorithm demonstrate that the
rotary transformer is a good challenger for the gliding contacts system in WRSM. This
paper also reveals that the choice of magnetic material for such applications mainly relies on the thermal conductivity, losses properties and mechanical strength of the material
instead of the saturation flux density level.
16
Chapter 2. Background
2.6
Summary
First, the basic concept of the transformer was introduced as well as the different transformer types. Second, general losses of the transformer were presented briefly, including the theory and calculation formulae for determining winding losses and iron losses
in transformers. Third, transformer materials, winding conductors and electrical steels,
were introduced. Last, a short review of the design and utilization of rotary transformer
was presented. Those basic concepts can assist the three-phase rotary transformer design
that is presented in the next chapter.
17
Chapter 3
Three-phase Rotary Transformer
Design
Nowadays, designing and achieving a high-performance and low-cost transformer is still
a complex task. In electrical power transmission system, in order to minimize transmission losses many electrical grids deliver a high-voltage and low-current power over a long
distance, and transformers are key units that can change the voltage level for different
requirements of transmission systems and ultimate users. Reducing transformer losses
and improving transformer reliability and performance have many challenges in scientific
and engineering works. Olivares presents several challenges in a transformer design [60]:
(a) to prevent transformers from too-high temperatures, (b) to provide sufficient insulation and to design the transformers so that they will withstand voltage conditions that are
indicated on standards, (c) to manufacture transformers with low losses, (d) to produce
transformer designs that can be manufactured, (e) to maximize transformer sales and to
minimize transformer total owning cost, (f) to minimize transformer weight, (g) to minimize noise, etc. Because of energy shortage and environmental concerns Olivares also
points out that (c) is a critical problem, and it is necessity to improve the efficiency of
transformers [61].
Until 2009, the major source of electricity generation is still the fossil fuel and has
67% of the total source in the world [62]. The fossil fuel includes coil, peat, oil and
natural gas, which cause emissions of carbon dioxide during the electricity generation.
Low-efficiency transformers influence the environment because they require more power
to support their work, which causes more emissions of carbon dioxide, and furthermore,
these low-efficiency transformers also contribute to the greenhouse effect [63]. Contrary,
a high-efficient transformer can reduce the energy consumed by itself and deliver more
power for further purposes, which can optimize the electricity usage and reduce the environmental impact of electricity generation.
Hence, first of all, understanding the loss components of the rotary transformer is an
essential requirement for achieving a high-efficient transformer in this design. Second,
the high-efficient transformer will extremely improve the performance of the permanent
magnet DC motor with on-rotor drive system. This chapter presents the structure of the
three-phase rotary transformer and then analysis its power loss in more detail. Furthermore, this chapter also presents available materials used in the transformer and proposes
an achievable core construction to use the transformer materials effectively.
18
Chapter 3. Three-phase Rotary Transformer Design
3.1
Three-phase Rotary Transformer Structure
d) Three-phase electric grid
a) Permanent magnet DC motor
with on-rotor drive system
e) AC/DC
g) Motor drive unit
f) Terminal box
h) Fan
b) Three-phase
rotary transformer
c)Single-phase
in 3D view
Figure 3.1: Three-phase rotary transformer structure
Figure 3.1 illustrates the construction of the permanent magnet DC motor with onrotor drive system and the three-phase rotary transformer. More details are described as
follows.
1. Because of the working principle of (a) the DC motor all electrical power consumption units (i.g., motor drive unit) of the motor are in the rotor side. The motor
eliminates the usage of conventional brushes or slips ring, which requires a transformer to transfer power over a physical distance. Hence, in this rotating machine,
the air gap is unwanted but unavoidable due to the necessity of physical movement
required between the stator and the rotor.
2. (c) a single-phase transformer is viewed by three-dimensional form to example and
present the structure of (b) the three-phase rotary transformer.
3. (f) Terminal box is the electrical connection interface between (d) the three-phase
electric grid and (b) the rotary transformer.
4. (b) The rotary transformer with (e) the AC/DC unit achieves a wireless power transmission and converts the power from (d) the three-phase electric grid to a lowvoltage and high-current DC power for (g) the motor drive unit.
5. (h) An external fan is added to blow outside air over the frame of the entire system
to lower the transformer temperature.
This transformer can be categorized by:
• Distribution and step-down transformer: This transformer is used for low voltage application and decreases the input voltage of 230 V to a low voltage for every
power phase to achieve a low-voltage and high-current transformer.
• Three-phase transformer: Three-phase power system is widely used in industrial
applications. The motor must have a standard power interface and use a three-phase
transformer for its usability of industrial environments.
19
Chapter 3. Three-phase Rotary Transformer Design
• Rotary Transformer: To avoid the fraction and wear caused by slip rings or
brushes, the rotary transformer can perform a non-contact operation to a transfer
three-phase utility power to the rotor side.
• Dry-type Transformer: The transformer has the power rating of 1.5 kVA with the
efficiency of over 90%, and a few parts of the power is dissipated as heat. Thus, the
dry-type cooling method can limit the temperature to a permissible range and ensure
the long life and stable operation of the transformer and the DC motor. Hence, the
entire machine is similar to a totally enclosed fan cooled (TEFC) motor.
3.2
Air-gap
The air-gap needed to separate the rotor from the stator should be as small as possible
to minimize the magnetizing power loss, but a large air-gap, which can have an enough
space, allows bigger manufacturing tolerances on their dimensions and the rotary movement resulting from mechanical deflection and looseness in their supporting bearings.
Practical, the smallest air gap for industrial machines is around 0.2 mm. Considering the
tolerances of the transformer manufacturing and assembly, this rotary transformer uses an
air-gap with the thickness of 0.3 mm.
The permeability of a transformer core is related to copper loss through magnetizing current, which is reciprocally proportional to the square of permeability [64]. The
approximation of copper loss is expressed by:
Pcu = a(µ0 )−2 + b
(3.1)
where a and b are constants in [65], and µ0 is called apparent permeability that is the
permeability of the transformer core with an air-gap and is expressed by Equation 3.2.
µ0 =
µcore
air
lmag + µcore ( lδmag
)
(3.2)
where µcore is the core material permeability, lmag the total magnetic path length, and δair
the air-gap length.
The permeability of the core is not utilized fully since there is an air-gap in the magnetic path of the rotary transformer core. As expressed in Equation 3.2, the apparent
permeability (µ0 ) increases with increase of the permeability of the core itself (µcore ).
However, due to the air-gap has a low permeability, the µ0 hardly changes when µcore
changes in a high range, but it can change remarkably if µcore changes in a low range.
Because the low µcore range corresponds to the higher induction range, electrical steel
sheets that have a high permeability at a high induction is required to reduce the copper
loss due to the exciting current. In summary, an electrical steel sheet with a high magnetic
permeability can improve the average permeability of transformer core and decreases the
copper loss. Therefore, both low iron loss and high magnetic permeability are important
for electrical steel sheets used in the high efficiency rotary transformer.
20
Chapter 3. Three-phase Rotary Transformer Design
3.3
Configuration of Transformer Connection
This rotary transformer, due to the three-phase, is configured as a Delta-wye (∆-y) connection. A ∆-y connected transformer has the following advantages for the design and
application of the three-phase rotary transformer.
• The primary windings due to ∆ connection can deliver the same power in a higher
voltage and a lower current, which enables the copper conductors to have less crosssection area than that of conductors used in Y connection. Therefore a ∆ connected
primary can minimize the stator volume.
• A load connected phase-to-neutral or a phase-to-ground fault produces two equal
and opposite currents in two phases in the primary circuit without any neutral
ground current in the primary circuit [66].
• The neutral of the Y grounded is referred to as a grounding bank, because it provides
a local source of ground current at the secondary side that is completely isolated
from the primary circuit. Therefore, phase-to-ground faults or current unbalance
in the secondary circuit will not affect ground protective relaying applied to the
primary circuit [66].
• The ∆-y connection provides harmonic suppression [66]. The magnetizing currents
have significant quantities of odd-harmonic components for the induced voltages
to be sinusoidal. In a ∆-y connection, the third harmonic currents, being equal in
amplitude and in phase with each other, are able to circulate around the path formed
by the ∆-connected windings. However, in a Y-y transformer connection, the only
path for the third harmonic current is through the neutral.
3.4
Power loss Analysis
The three-phase rotary transformer is a part and parcel of the permanent magnet DC
motor, which transfers utility power to the drive system located in the DC motor’s rotor.
The rotary transformer also contributes extra mechanical power losses (e.g., windage and
friction loss) to the DC motor during the rotation. Figure 3.2 outlines various losses in the
three-phase rotary transformer.
This thesis studies the rotary transformer as a static device and only investigates its
copper loss and iron loss. Other kinds of electrical losses are briefly introduced in this
section as well as the mechanical rotational losses.
• Electrical losses: They are caused by the power conversion between electrical and
magnetic energy in the rotary transformer.
– Winding loss and iron loss: The electrical operating principle of the rotary
transformer is same as that of a conventional transformer. Electrical current
flowing through the primary and secondary windings causes resistive heating
of the magnetic wires. The iron loss includes hysteresis loss and eddy current loss. They depend upon the magnetic properties of the material used for
building a transformer core. More details of both loss components have been
presented in Section 2.3.1 and 2.3.2.
21
Chapter 3. Three-phase Rotary Transformer Design
Winding loss
Hysteresis loss
Core loss
Eddy current loss
Electrical losses
Stray losses
Power loss of
three-phase
rotary transformer
Magnetostriction
Mechanical rotational losses
(rotor, shaft, bearing)
Frication loss
Windage loss
Figure 3.2: Summary of the power loss of the three-phase rotary transformer
– Stray loss: Stray loss is kind of power loss that remains after windings and
iron loss and is originate from the mechanical construction parts in a transformer [67–69]. Not all the magnetic field produced by the primary couple to
the secondary and some fluxes link with the mechanical structure and windings. These leakage fluxes may induce eddy currents within nearby conductive
mechanical parts, such as fasteners for machine assembly and the rotary shaft
in the rotor. Because the rotary shaft is an essential mechanical component in
the rotary transformer, the stray loss caused by it should be taken into account
for the transformer power loss study.
– Magnetostriction: Magnetostriction is a property of electrical steels that can
deform them during the magnetization [70]. In a transformer, because of alternating magnetization magnetostriction can vibrate the cores and windings
to produce audible noise and friction heating, thereby causing power losses.
• Mechanical losses: As in the complete permanent magnet DC motor, they are
caused by the power conversion between electrical and mechanical energy. When
the motor delivers the mechanical power to a load some mechanical losses occur in
the motor.
– Friction loss: The friction loss occurs in bearings and an air cooling fan of the
motor. This loss is attributed to the force that it takes to overcome the drag and
air resistance associated with rotating the rotor and cooling fan. The frictional
loss depends upon the rotor speed, the diameter of the shaft at the bearing and
coefficient of friction (COF) between the shaft and bearing [71].
– Windage loss: The windage loss is due to the turbulence of a medium among
the air-gap as the motor’s rotor and stator move past each other. In more
details, the windage loss is divided into three components: a) frication on the
disks of the rotor spider, b) frication on the cylindrical surface in the air-gap
and c) pumping of medium through unit [72].
22
Chapter 3. Three-phase Rotary Transformer Design
3.5
Core Construction and Material Selection
The main parameters for selecting a core for the transformer are material, shape, and
size. The frequency of the transformer to be operating is important for its material to be
determined. This is due to the materials indifference in resistivity, which in turn would
influence eddy current existence and behaviour.
Figure 3.3 shows the O-ring core structure of a single-phase. It is a shell type structure, which surrounds the winding completely. However, because of the fringing flux
phenomenon caused by the air-gap, this shell type core can not reduce the EMI prorogation effectively. To prevent excessive eddy current loss within the metal of the core itself
it must be laminated in a plane parallel to the flux path (More details are presented in Section 7.2). According to the flux direction respect to the rotary transformer axis, each core
of the single-phase transformer has an unique name shown in the cross-sectional view.
Primary/Stator
Rotor-radial core
Air-gap
Stator-radial core
Pri. winding
Sec. winding
Stator-axial core
Rotor-axial core
Flux direction
Flux direction
Rotor-radial core
Stator-radial core
Secondary/Rotor
Figure 3.3: Single-phase O-ring core structure. Left: axial view. Middle: cutaway view. Right: crosssectional view. In the cross-sectional view, the flux passes through all cores in the counterclockwise by
assuming the current flow of the primary winding is the out-of-plane direction. Hence, in all axial cores, the
flux direction is parallel to the axis of the rotary transformer and, as shown in the axial view, it is parallel to
the radial direction in all radial cores.
Figure 3.4 examples laminations that are cut from a roll of electrical strip. (a), the
radial lamination, in which the magnetic flux may flow in any direction, is similar to
a lamination used for producing an electric motor core. The axial core is produced by
winding a long sheet strip cut from the electrical steel in TD or RD (see (b) or (c) in the
figure). Due to the finite width of electrical steel, using many short discontinuous strips
cut in the TD to form the axial core may complex and expensive in a strip-wound core
manufacturing if the total length of all used axial laminations is bigger than the width of
electrical steel. Contrary, the strip slitted in RD can have a relative infinite length, which
is suitable for producing the axial core. It should be noted that, as illustrated in (b), the
flux direction in the axial lamination is perpendicular to the RD, which results that the
axial core does not use the electrical steel effectively, because the magnetic properties in
the RD are superior to those in other directions.
ThyssenKrupp PowerCore M235-35A is used for the rotary transformer core study,
and three reasons are presented as follows.
a) M235-35A is a NO electrical steel, in which the iron loss and magnetic properties
are practically similar in any direction of magnetization in the plane of the sheet.
b) As presented in the given data-sheets of ThyssenKrupp PowerCore NO and GO
electrical steels, although GO electrical steel has a lower iron loss than NO electrical steel, its low permeability limits the maximum magnetic flux density that can
23
Chapter 3. Three-phase Rotary Transformer Design
A roll of electrical steel strip
(a)
Flux direction (any deg. to RD)
Flux direction (0 deg. to RD)
Flux direction (90 deg. to RD)
(b)
Wmax = 1250 mm
Transverse direction (TD)
(c)
Rolling direction (RD)
Figure 3.4: Different flux directions of laminations cut from a roll of electrical steel strip. (a) radial
lamination, (b) axial lamination parallel to RD and (c) axial lamination parallel to TD.
be achieved in a transformer core. Section 3.2 presents that the air-gap lowers the
transformer core permeability. However, using the NO electrical steel, due to its
high permeability, can weaken the effects of air-gap as much as possible. By applying the same external H, using NO electrical steel can induce a higher magnetic flux
density in the transformer core than using a GO electrical steel, thereby increasing
the rotary transformer performance.
c) The electrical steel of M235-35A has the lowest inherent iron loss with 2.35 W/kg at
50 Hz and 1.5 T and the thinnest thickness with 0.35 mm in the series of PowerCore
NO electrical steel. Thus, using the M235-35A can minimize the core loss and eddy
current loss of the rotary transformer.
3.6
Summary
In this chapter, the structure and transformer category of the three-phase rotary transformer structure were introduced as well as the transformer winding connection. Then,
according to the structure, the power losses were presented in more detail. Last, an achievable core structure and core material selection were presented.
This thesis studies the rotary transformer as a static electrical device, focusing on the
electrical loss study. However, compared with the copper loss, the iron loss is the most
complicated loss to predict in transformers. Therefore, it is discussed in more detail in the
next chapters.
24
Chapter 4
Iron Loss Model Development for
Three-phase Rotary Transformer
4.1
Iron Loss Model
To predict the iron losses during the design or optimization process of electric machines,
engineers can choose from a wide range of models. [73] presents an overview of iron loss
models, which categorizes different iron loss models into three types that are described as
follows.
• The first type based on Steinmetz Equation and the loss separation models are
preferable and best suited for fast and rough iron loss prediction. The models in
first type can be easily integrated into an FEM simulation. Once the magmatic
flux density is obtained, these models can present the iron loss for a certain electric
machine.
The iron losses based on Steinmetz Equation can be separated into three main components, referred to as hysteresis, eddy-current and excess losses. First two of them
have been presented in Section 2.3.2. The last one, the excess loss, is due to dynamic losses of the Weiss domains caused by block walls discontinuous movements
with the production of the Barkhausen jumps [74].
• In the second group, the models try to separate the total iron losses in several terms
based on the influence of the physical variables (frequency dependency, alternating
and rotational flux density behaviour, harmonic analysis, etc.)
• The third type is a more complex mathematical hysteresis model that can preform a
higher accuracy of the iron loss prediction. This model needs much more information about the material data, prior material measurements and magnetic flux density
waveforms in an electrical machine. Additionally, the integration into an FEM is
more complicated, which is not just a post-possessing. This model is a part of the
solving process, which takes into account the influence of the history of flux density
waveform on the iron losses.
25
Chapter 4. Iron Loss Model Development for Three-phase Rotary Transformer
4.1.1
Iron Loss Prediction Errors
To predict the iron loss of an electric machine core, designers use the HB curve and
specific core loss data set obtained from Epstein frame measurements or provided by datasheets of electrical steel manufacturers to develop an iron loss model and embed it into a
finite element method (FEM) simulation. However, two factors decease the accuracy of
the iron Loss prediction.
• First, the negative influences of manufacturing processes on electrical steels due to
their variety and complexity are hard to model or incorporate into the developed
iron loss mode.
• Second, because the shape of laminations differ from that of samples used in a
standard test method, the FEM simulation, which uses the standard measurements,
can not reveal the performance of an actual electric machine.
4.1.2
Iron Loss Determination
A correct material selection is important for the electric machine design since the magnetic properties of electrical steel dominate the performance of an electric machine. Furthermore, in the FEM study of an electric machine, the accurate prediction of the iron
loss in the electric machine depends on the data provided by the measurement of manufacturers or on the data obtained by the measurement of designers themselves. Hence, an
accurate measurement of electrical steels is required and necessary for the design, optimization and manufacturing of an electric machine.
There are various methods to investigate and evaluate the magnetic properties and iron
losses of electrical steel laminations. For grading electrical steels or comparing electrical steels produced by different manufacturers, two standardized methods, Epstein frame
measurement [75–77] and Single Sheet Tester [78–83], are applied. The specimens used
in the measurements of both methods are rectangle strips, and their dimensions are controlled by IEC standards. O-ring core measurements are also used for evaluating manufacturing influences [84–87]. The geometry of a toroidal core formed by O-ring laminations
is similar to the geometry of motor stator cores, and each O-ring lamination, unlike the
overlapped strips of an Epstein frame, provides a closed magnetic flux path without any
air-gaps. A detailed comparison of these test methods above is beyond the scope of this
thesis, and this report only presents the Epstein frame measurement shown in Appendix
B.
4.1.3
Iron Loss Model Development Step
The non-linear magnetic behaviours of an electrical steel cause that the iron loss mechanism presents a complex phenomenon. The fundamental physical characteristics of the
iron loss of an electrical steel are not well understand, and there is no standard physics
based a practical computational model for the loss calculation. Because of this, an empirical model, a mathematical approximation, is recognized as the best practical method for
an iron loss estimation. [88] presents an iron loss model can be achieved by the following
three steps.
26
Chapter 4. Iron Loss Model Development for Three-phase Rotary Transformer
• First, the iron losses data of a particular electrical steel sheet are obtained from an
Epstein frame experiment at various operating points, such as magnetizing frequencies and induction levels.
• Second, these data are fitted to an iron loss mathematical model; unknown parameters of the model are determined by a data fitting algorithm, but some of them, such
as eddy current loss coefficient, can be identified by standard formulae.
• Last, this model can be integrated in a computational process, such as an FEMbased simulation, to investigate the iron loss of an electric machine.
4.2
Iron Loss Model of M235-35A
This thesis uses the first type, the model based on Steinmetz Equation, for computing the
iron losses of the rotary transformer in the COMSOL Multiphysics because the limited
information of electrical steel M235-35A is given by the data-sheet.
This section and Chapter 5 follow the three steps presented in Section 4.1.3 to build
and use an iron loss model for the rotary transformer core loss prediction.
• The first step has be finished by the manufacturer, and the iron losses data are shown
in Appendix A;
• The result of the second step is shown in Equation 4.4, Figure 4.1 and Table 4.1;
• The last step is executed in Chapter 5.
Equation 4.1 is the iron loss formula based on Steinmetz Equation in frequency domain
[89].
Piron =PHystersis + PEddy current
=d1 B̂ α f + Fskin d2 B̂ 2 f 2 (1 +
d3 B̂ d4
)
Fskin
(4.1)
[W/kg]
where
• B̂ is the peck magnetic flux density in T;
• f is the magnetization frequency in Hz;
• Fskin is used in the eddy current loss term, which is given by Equation 4.2,
3 sinh(λ) − sin(λ)
λ cosh(λ) − cos(λ)
dlam
λ=
δskin-depth
r
1
δskin-depth =
πf σµ
Fskin =
(4.2)
where dlam is the thickness of the electrical steel sheet, σ is the electrical conductivity , and µ is the permeability;
27
Chapter 4. Iron Loss Model Development for Three-phase Rotary Transformer
• α, d1 , d3 and d4 are identified by a mathematical fitting procedure done on the measured data sets of iron losses;
• d2 is given by Equation 4.3.
d2 =
π 2 d2lam σ
6ρ
(4.3)
where ρ is the density of the electrical steel sheet.
It should be noted that, this iron loss model does not have the item of excess loss. The
excess loss can be included in the classical losses to define one global eddy-current loss
term [74].
Equation 4.4 is the time domain form of Equation 4.1, which describes the relation
among the instantaneous power loss Pφ , the flux density φ, and the flux density change
rate dφ/dt.
Pφ =
d1 1 α−1 dφ α
d2
dφ
(
) | | + 2 (1 + d3 |φ|d4 )( )2 [W/kg]
Cα 2πf
dt
2π
dt
(4.4)
where Cα is expressed in Equation 4.5 [90].
π
2
Z
Cα = 4
cosα θ dθ
(4.5)
0
As shown in Appendix A, the power losses of the M235-35A electrical steel in the
rolling direction of 0◦ , 90◦ and 0/90◦ are different (The loss of 0/90◦ is the average iron
loss of 0◦ and 90◦ ). Thus, Equation 4.4 with corresponding parameters in Table 4.1 is
employed in the FEM simulation to compute iron losses in the direction of 0/90◦ and 90◦ ,
respectively.
Table 4.1: Parameters for the iron loss prediction model of M235-35A in the rolling direction of 0/90◦ and
90◦
RD
dlam
σ
ρ
α
d1
d2
d3
d4
Cα
M235-35A
0/90
90
0.35
0.35
6
17.18 · 10
17.18 · 106
7600
7600
1.545
1.500
15.78 · 10−3
22.05 · 10−3
−6
45.56 · 10
45.56 · 10−6
61.03 · 10−2
33.85 · 10−3
2.653
2.783
3.4592
3.4868
Unit
degree (◦ )
mm
S/m
kg/m3
N/A
N/A
m2 s3 A2 /kg2
N/A
N/A
N/A
28
Comment
Angle to Rolling Direction
Data-sheet, steel thickness
Data-sheet, conductivity at 20◦
Data-sheet, steel density
Curve fitting
Curve fitting
Equation 4.3
Curve fitting
Curve fitting
Equation 4.5
Chapter 4. Iron Loss Model Development for Three-phase Rotary Transformer
4
Datasheet M235−35A 0/90 at f=50Hz
P
Iron loss model
0/90
3.5
Power density (W/kg)
3
2.5
2
1.5
1
0.5
0
0
0.2
0.4
0.6
0.8
1
1.2
Magnetic flux density (T)
1.4
1.6
1.8
2
1.4
1.6
1.8
2
4
Datasheet M235−35A 90 at f=50Hz
P90 Iron loss model
3.5
Power density (W/kg)
3
2.5
2
1.5
1
0.5
0
0
0.2
0.4
0.6
0.8
1
1.2
Magnetic flux density (T)
Figure 4.1: M235-35A iron loss model predication vs. the manufacturer data-sheet at 50 Hz. Upper: iron
losses in the 0/90◦ rolling direction; lower: Iron losses in the 90◦ rolling direction.
29
Chapter 5
Two-dimensional Transient Finite
Element Analysis
This chapter presents the necessary settings of the AC/DC Module in COMSOL Multiphysics for the rotary transformer modelling. Furthermore, the utilization of the iron loss
model in the finite element analysis of COMSOL Multiphysics is presented in more detail.
Last, this chapter shows the simulation results and a series of performance parameters of
the rotary transformer.
5.1
Model Definition
Operation of a transformer is characterised by strong dynamic interactions between the
electrical subsystems on the primary and secondary sides and the magnetic subsystem.
Transient finite element analysis of a transformer together with SPICE-coupled external
electrical sources and loads is a powerful tool for the analysis and design of transformers
[91]. The interface of Magnetic Field (MF) and Electrical Circuit (CIR) in the AC/DC
Module are used in the rotary transformer transient finite element analysis.
The MF physics interface solves Maxwell’s equations, which are formulated using
the magnetic vector potential and, optionally for coils, the scalar electric potential as the
dependent variables. It is used to compute magnetic field and induced current distributions
in and around coils and transformer cores. Table 5.1 shows the model builders of every
domain for modelling the rotary transformer in the MF.
CIR models electrical circuits with connections to the magnetic field model, solving
for the voltages, currents, and charges associated with the circuit elements. As shown
in Appendix C, the CIR builds a SPICE model for modelling the electrical circuit of the
three-phase rotary transformer. This SPICE model achieves a Delta-wye (∆-y) connection three-phase transformer and provides electrical sources and loads for the rotary transformer design and analysis. Additionally, the SPICE model uses extra resistors assigned
with dynamic resistance respect to time to simulate a simple inrush current limiter. This
thesis studies the transformer performance in the steady state rather than the inrush current phenomenon. Modelling the inrush current limiter enables the transformer to enter
the steady state quickly, thereby shortening the simulation time.
30
Chapter 5. Two-dimensional Transient Finite Element Analysis
5.1.1
Geometry Drawing and Material Assignment
10mm-radius rotary shaft
The transformer geometric model is defined by parameters in the COMSOL Multiphysics.
This simplifies the creation of the geometrical model and enables changes of the dimensions under the Parameters node, which can be used for parametric studies for the transformer design optimization.
Appendix D shows the rotary transformer geometry drawn in the 2D axisymmetric
plane of COMSOL Multiphysics. The surrounding air, a round domain with the radius
of 250 mm, holds the three-phase rotary transformer that has the overall size of 129.60 ×
79.83 (hight × radius (mm)). The rotary shaft is also drawn in this geometry to model the
transformer and calculate the power loss because it is made of stainless steel, which has
an inferior magnetic capability but can absorb the energy. Figure 5.1 zooms in the domain
distribution of one single-phase. Every domain is modelled as a specific part of the rotary
transformer, and Table 5.1 lists the selected materials, model builders and equations.
surrounding air
minor
air-gap, 3um
major air-gap, 0.3mm
upper rotor-radial core
rotor-axial
core
secondary
winding
upper stator-radial core
primary
winding
stator-axial
core
axial direction
radial direction
axis
symmetry
lower rotor-radial core
lower stator-radial core
Figure 5.1: Zoom view of the geomearty and the domain distribution shown in the area close to one phase of
the rotary transformer. The magnetic wire used in the secondary windings is a rectangle copper conductor,
which has a high lay fill factor and can minimize the rotor volume. A 0.3 mm-thick air-gap, the major
one, exists between the stator and the rotor. Considering the core manufacturing tolerance, allowing four
3µm-thick air-gaps, the minor ones, to exist in the contact area between each two adjacent cores.
Table 5.2 presents the specification of the magnet wires used for modelling the transformer windings. The primary and secondary windings use the real enamelled magnets,
but the insulation coatings of them are made of a special material, such as polyesterimide or polyurethane. Adding insulations to the transformer model will make the model
more complex and increase the simulation time because modelling insulations needs large
numbers of extra domains to assign material to them. Additionally, the insulation is a nonmetal material of which permeability is similar to air. Therefore, these insulation coatings
are modelled as many air-gaps that surround the bare copper conductors and connect to
the surrounding air of the transformer. The size of air-gaps between two adjacent turns
31
Chapter 5. Two-dimensional Transient Finite Element Analysis
Table 5.1: Summary of characteristics of domains that are defined in the COMSOL Multiphysics
Major domain
Surrounding air
Rotor rotary shaft
Rotor/secondary winding
Stator/primary winding
Rotor-axial core
Rotor-radial core
Stator-axial core
Stator-radial core
Material
Air
Stainless steel
Copper
Copper
M235-35A
M235-35A
M235-35A
M235-35A
Model builder
Equation
Ampère’s Law
Equ. 8.7
Single-Turn Coil in
group
Equ. 8.8
Ampère’s Law and
Single-Turn Coil in
group
Equ. 8.7 and 8.8
of a winding is double of the insulation thickness. Similarly, the insulation coatings of
transformer laminations are not drawn as any specific domains but replaced by many narrow air-gaps. It should be noted that except for the insulation coatings, the apparent area
of the laminated core due to the stacking factor of 97% is considered and, thus, divided
equally into narrow areas to add to these air-gaps. Figure 5.2 examples the stator cores to
present the geometry drawing of laminated cores.
surrounding air
laminations of stator-radial core
0.35 mm-thick
bare electrical steel
lamination
0.011 mm air-gap
laminations of
stator-axial core
axial direction
radial direction
Figure 5.2: Zoom view of the stator-radial core and stator-axial core. The each lamination with the thickness of 0.361 mm consists of the 0.35 mm-thick bare electrical steel and two 0.055 mm-thick air domains,
and which therefore results 0.011 mm-thick air-gaps between every two adjacent laminations.
32
Chapter 5. Two-dimensional Transient Finite Element Analysis
Table 5.2: Specification of magnet wires used in the primary and secondary windings
Item
Insulation material
Insulation thickness (mm)
Conductor material
Shape
Dimension (mm)
5.1.2
Primary
Air
0.04
Copper
Round
0.9 (diameter)
Secondary
Air
0.05
Copper
Rectangle
10 × 1.50
Comments
–
–
σ = 5.96·107 S/m
–
Bare conductor
Analytic Function Definition for Using Iron Loss Model
The iron loss model, Equation 4.4, is defined as a series of analytic functions in the COMSOL Multiphysics. The following settings demonstrate the analytic function definition for
the model that computes the iron loss in the 0/90◦ rolling direction.
P(0/90) [W/kg] = M23535A 090 hyst + M23535A 090 eddy
(5.1)
Equation 5.1, an analytic function, separates Equation 4.4 into two terms to calculate
the hysteresis loss and eddy current loss, respectively. The definition of every term is
expressed by Equation 5.2.
M23535A 090 hyst [W/kg] = 1.5097*|dB t|1.5451
M23535A 090 eddy [W/kg] = 0.01754*(1+0.61027*|B t|2.6526 )*dB t2
(5.2)
where dB t and B t are two arguments represent the flux density in T and the flux density
change rate in V/m2 , respectively, and the rest of the numerical values are calculated based
on the parameters in Table 4.1.
The iron loss in the 0/90◦ rolling direction can be calculated as the power in watt
(W) if the core volume and electrical steel density are known. To obtain the core volume in the 2D-axisymmetric form modelling, this model uses the function of Integration
component coupling and enables the option of Compute integral in revolved geometry to
integrate every domain in volume. The density is given by the electrical steel data-sheet.
As expressed by Equation 5.3, hence, the core losses can be calculated in W.
P(0/90) [W] = (M23535A 090 hyst + M23535A 090 eddy) ∗ Volcore ∗ ρ
P(90) [W] = (M23535A 090 hyst + M23535A 090 eddy) ∗ Volcore ∗ ρ
(5.3)
where Volcore is the core volume, and ρ is the electrical steel density.
All laminations in an axial core use the electrical steel in the 90◦ rolling direction,
and all laminations in a radial core use the electrical steel in the 0/90◦ rolling direction.
It should be noted that, because of different flux densities between the upper and lower
radial cores, the total core losses must take them into account individually, rather than
having an item that simply represents a double core loss of one radial core. Hence, the
total core losses of a single-phase transformer is expressed by Equation 5.4.
Psingle-phase, core [W] = Pusrc + Plsrc + Psac + Purrc + Plrrc + Prac
= P(0/90 us) + P(0/90 ls) + P(90 s) + P(0/90 ur) + P(0/90 lr) + P(90 r)
33
(5.4)
Chapter 5. Two-dimensional Transient Finite Element Analysis
where
• usrc or 0/90 us: upper stator-radial core
• lscr or 0/90 ls: lower stator-radial core
• sac: stator-axial core
• urrc or 0/90 ur: upper rotor-radial core
• lrrc or 0/90 lr: lower rotor-radial core
• rac: rotor-axial core
5.1.3
Slitted O-ring Lamination Modelling
As presented in Section 7.2.1, O-ring laminations used in radial cores have WEDM-cut
slits to reduce the eddy current loss. However, it is hard to draw geometry for them in the
2D axisymmetric plane of the COMSOL Multiphysics. The solution for modelling this
issue is that the O-ring laminations, which are like many single-turn coils, allow using the
Single-Turn Coil in the MF to define all laminations as normal single-turn coils and to set
the current excitation with 0 A for them.
It should be noted that, in 2D and 2D axisymmetric of COMSOL Multiphysics modelling, the direction of the current flow in the coil is assumed to be in the out-of-plane
or in-plane direction. Therefore, this single-turn coil configuration for modelling slitted
laminations can only reduce the eddy current loss that circulates the axis of the laminated
core, and the eddy currents in other directions remain in the core.
5.1.4
Meshing of FEM Model
During the meshing process, the geometry is subdivided into finite elements. A successive mesh generation can lead to a mesh of high quality and a relatively small number of
elements. COMSOL Multiphysics provides an interactive meshing environment, which
allows users to mesh domains with different element sizes and shapes by using the automatic mesh generation or the manually definition that is executed by building a multiple
meshing sequence.
Figure 5.3 zooms in the mesh generation close to the major air-gap. First, to simulate
the thin laminations and to ensure convergence of finite elements every core domain, a
set of thin laminations, requires a manually restricted element size with the maximum
of 0.15 mm. Second, the coil domains are allowed to have a bigger element size of 0.3
mm. Finally, the surrounding air, the remaining domain, is meshed with Fine size (the
max. element size is 26.5 mm, and the min. element size is 0.15 mm). After the meshing,
the complete mesh of the rotary transformer consists of 1 065 873 elements, which require
the memory of 22 GB for solving the problem.
34
Chapter 5. Two-dimensional Transient Finite Element Analysis
surrounding air
rotor-axial
core
major air-gap
upper rotor-radial core
upper stator-radial core
secondary winding
primary winding
Figure 5.3: Zoom view of the mesh generation close to the major air-gap
5.2
Transient Simulation
As presented in COMSOL Multiphysics User Guide [92], a frequency domain study assumes linear material properties, which can not simulate a non-linear magnetic behaviour,
and therefore could produce inaccurate results. Thus, using the Time Dependent is the
only option for computing the accurate iron loss. Additionally, the Time Dependent study
can reveal the instantaneous characteristics of the transformer, such as the inrush current
and instantaneous power loss.
In the case of the transformer modelling, the time range and time step are set to 0 –
0.10 sec and 0.1 ms, respectively, in the Time Dependent configuration. In other words,
this simulation analyses the rotary transformer in five 50-Hz periods with 1000 steps. The
time range can not be short because the inrush current is several times as the normal fullload current when first energized, and keeps a few cycles of the input current. However,
a large time range directly increases the simulation time. Additionally, the transformer
enters and keeps a steady state when the inrush current phenomenon disappears. Hence,
setting a large time range will simulate the transformer in the steady state repeatedly,
which makes no sense to the transformer analysis. The time step is one of the significant
factors dominate the simulation accuracy. Setting a small time step results more study
steps in the transient analysis, which can increase the simulation accuracy, but resulting a
large number of study steps requires a longer simulation time.
The problem has been solved on a COMSOL Multiphysics 5.2 in a Windows 7 operation system operated by a computer that has a memory of 64 GB and an Intel i7-5960X
processor with eight cores and a clock frequency of 3.00 GHz. Due to the laminated core
modelling, the laminations create a large number of elements after the meshing, which
35
Chapter 5. Two-dimensional Transient Finite Element Analysis
increase the simulation time to over seven days (169 h 6 min 30 s).
5.3
Result
Table 5.3: Specification of the three-phase rotary transformer
Parameter
Value
Phase A|B|C
Dimension
129.60 × 79.83
Volume power density
0.45
Winding configuration
Delta-wye
Pri. winding inductance
0.95|1.00|0.95
Pri. winding resistance
4.98
Pri. voltage
398.37
Pri. no-load current
1.35|1.26|1.35
Pri. current
2.23|2.18|2.25
Sec. voltage
15.02|14.99|15.04
Sec. voltage
14.65|14.64|14.66
Sec. current
26.88|26.80|26.82
Power factor
0.79|0.79|0.80
Active power
1.17
Operating frequency
50
Efficiency
95.43
Voltage regulation
2.46|2.23|2.53
Pri. winding utilization factor 0.72
Sec. winding utilization factor 0.84
Rotor copper + core
1.91+4.47
Stator copper + core
3.24+7.17
Power density
69.89
Unit
mm
W/cm3
H
Ω
Vrms
Arms
Arms
Vrms
Vrms
Arms
kW
Hz
%
%
%
%
kg
kg
W/kg
hight × radius
with core
at T=293.15 K
Line voltage
No-load, 1 MΩ
Full-load, 0.55 Ω
No-load, 1 MΩ
Full-load, 0.55 Ω
Full-load, 0.55 Ω
Full-load
Stator
Rotor
Power-to-weight ratio
Figure 5.4 and 5.5 display the voltage and current of the primary and secondary windings. As a step-down transformer, it converts a high-voltage and low-current power into a
low-voltage and high-current power. The input voltage and current in the primary side are
398.37 V (line RMS voltage) and 1.88 A, respectively, giving an output voltage of 14.65 V
at 26.80 A in the secondary side (approximate average values of three phases), when the
transformer supplies a resistive load of 1.17 kW with the efficiency of 95.43% (see Figure
5.8 and 5.9).
Figure 5.6 and 5.7 shows the voltage and current of the rotary transformer that is
operating at the no-load test. The secondary circuit (rotor circuit) is an open circuit, and
there is no load on the secondary side of the rotary transformer and, therefore, the current
in the secondary circuit is 0 A. However, the primary circuit has the no-load current of
1.35 A/phase. The no-load current Io is divided into two components, magnetizing current
Im and working power current Iw . The magnetizing current, which produces the magnetic
flux in the transformer core, dominates the no-load current but does not consume any
power; the working power current contributes to the stator and rotor core losses (see the
no-load power loss of Figure 5.10).
36
Chapter 5. Two-dimensional Transient Finite Element Analysis
600
Pri. A (Line)
Pri. B (Line)
Pri. C (Line)
Sec. A (Line)
Sec. B (Line)
Sec. C (Line)
400
Voltage (V)
200
0
−200
−400
−600
0
0.01
0.02
0.03
0.04
0.05
Time (s)
0.06
0.07
0.08
0.09
0.1
Figure 5.4: Voltages in the primary and secondary versus time under full-load test
40
Pri. A (Phase)
Pri. B (Phase)
Pri. C (Phase)
Sec. A
Sec. B
Sec. C
Pri. A (Line)
Pri. B (Line)
Pri. C (Line)
30
20
Current (A)
10
0
−10
−20
−30
−40
0
0.01
0.02
0.03
0.04
0.05
Time (s)
0.06
0.07
0.08
0.09
0.1
Figure 5.5: Currents in the primary and secondary versus time under full-load test
Every parameter shown in Figure 5.9 and 5.8 has an average value that used for evaluating the transformer performance. However, when the transform is first energized, the
inrush current mechanism and the inrush current limiter cause an unstable electrical and
magnetic phenomenon in the transformer. All parameters, hence, take into account only
the data in the time of 0.08-0.01 s to calculate accurate average values to present the transformer characteristics at the steady state.
Figure 5.10 shows the various losses of the rotary transformer. They are also average
values taken from the steady state duration. The analysis of these losses is presented in
the following list.
37
Chapter 5. Two-dimensional Transient Finite Element Analysis
600
Pri. A (Line)
Pri. B (Line)
Pri. C (Line)
Sec. A (Line)
Sec. B (Line)
Sec. C (Line)
400
Voltage (V)
200
0
−200
−400
−600
0
0.01
0.02
0.03
0.04
0.05
Time (s)
0.06
0.07
0.08
0.09
0.1
Figure 5.6: Voltages in the primary and secondary versus time under no-load test
2.5
Pri. A (Phase)
Pri. B (Phase)
Pri. C (Phase)
Sec. A
Sec. B
Sec. C
Pri. A (Line)
Pri. B (Line)
Pri. C (Line)
2
1.5
Current (A)
1
0.5
0
−0.5
−1
−1.5
−2
−2.5
0
0.01
0.02
0.03
0.04
0.05
Time (s)
0.06
0.07
0.08
0.09
0.1
Figure 5.7: Currents in the primary and secondary versus time under no-load test
• The secondary copper loss is 18.58 W, but the primary copper loss of 33.72 W in the
stator side is higher than in the rotor side. In this rotary transformer, the air-gaps
reduce the slope of the BH loop, reducing permeability and inductance, thereby
increasing the magnetizing current in the primary windings.
• The losses of rotor cores are higher than that of stator cores since the radial direction
flux increases the magnetic flux density in the rotor (see Figure 5.11) and therefore
results more core losses.
• As expressed in Equation 2.10, the copper loss is proportional to square of the
current, and current depends on the load. Hence, the copper loss in the rotary
38
Chapter 5. Two-dimensional Transient Finite Element Analysis
1.4
1.2
0.8
Active Power (W)
Active Power (kW)
1
0.6
0.4
0.2
0
0
1174
1172
1170
1168
1166
1164
1162
0.08
Average = 1167.69 W
0.085
0.09
Time (s)
0.095
0.1
Instantaneous output power
0.01
0.02
0.03
0.04
0.05
Time (s)
0.06
0.07
0.08
0.09
0.1
Figure 5.8: Instantaneous and average output power of the three-phase rotary transformer under full-load
test
100
99
98
Efficiency (%)
97
96
95
Average = 95.43 %
94
93
92
91
90
0
Instantaneous efficiency
0.01
0.02
0.03
0.04
0.05
Time (s)
0.06
0.07
0.08
0.09
0.1
Figure 5.9: Instantaneous and average efficiency of the three-phase rotary transformer under full load test
transformer varies with the load. Compared with the no-load test, the copper loss
of full-load test increases remarkably.
• In the SPICE model, using a resistor with the resistance of 1 MΩ causes a non-ideal
open circuit for the rotary transformer modelling. Therefore, the rotary transformer
has a small rotor copper loss of 0.1 W under the no-load test.
• The stator core losses or rotor core losses in both tests are similar. Hence, the
summon of all core losses, approximately 12 W in both tests, are independent on
the load of the rotary transformer.
39
Chapter 5. Two-dimensional Transient Finite Element Analysis
• Additionally, due to the rotary shaft, a small stray loss of 0.05 W (not shown in the
figure) also contributes to the rotary transformer losses.
Stator copper loss
33.72 W (52%)
Rotor core loss
6.484 W (31%)
Rotor core loss
6.285 W (10%)
Stator copper loss
8.403 W (40%)
Stator core loss
5.808 W (9%)
Stator core loss
5.815 W (28%)
Rotor copper loss
18.58 W (29%)
Full−load total loss = 64.387 W
Rotor copper loss
0.09998 W (< 1%)
No−load total loss = 20.802 W
Figure 5.10: Three-phase rotary transformer losses under full-load and no-load tests
Figure 5.11: Magnetic flux density distribution at t = 0.1 s under full-load test
40
Chapter 6
Review of Influences of Manufacturing
Processes on Electrical Steels
The iron loss prediction is essential to the design and analysis of an electric machine.
Achieving the accurate prediction of iron loss for designing an electric machine not only
uses an accurate iron loss model but also considers the effects of manufacturing processes
because they deteriorate the magnetic properties of electrical steels.
This chapter, according to the literature, presents the influences of different manufacturing processes on electrical steels to study the iron loss of the rotary transformer
in the view of manufacturing process, which helps the research to achieve an optimum
utilization of electrical steels, to produce the rotary transformer design that can be manufactured, and to use proper manufacturing processes and methods to minimize the power
loss and total owning cost of the transformer. It is to be observed that three manufacturing processes, wire electrical discharge machining (WEDM), milling and sticking, are
presented in more detail because their inexpensive and easy operation are suitable for the
rotary transformer prototype design.
6.1
Overview
As shown in Figure 6.1, the production of an electric machine consists of different manufacturing steps. The first step is that the mother coil is split in narrow coils by using
a slitting machine to suit punching or other cutting methods. The next step is that the
narrow coils are decoiled and then, depending on the purpose, they are cut by different
cutting methods. Core laminations are produced by punching, laser cutting, water jet cutting or WEDM, and, commonly, samples are cut to strips by guillotine. After the cutting
processes, the laminations are stacked together to form machine cores, and using annealing recovers the magnetic properties. Last, the machine core is inserted into frames to
finish the final stator.
Except for the annealing process, all of these manufacturing steps above induce mechanical and thermal stresses to the magnetic materials and deteriorate their magnetic and
electrical properties, thereby degrading the performance of electric machines.
41
Chapter 6. Review of Influences of Manufacturing Processes on Electrical Steels
Slitting Process
Recoiling
Mother coil
Narrow coils
Decoiling
Edge burr
removing
Slitting
Annealing
Stacking
Core lamination
Punching
Laser, Waterjet
or Wire EDM cutting
Decoiling
Frame Assembly
Samples/Specimens
Guillotine
Figure 6.1: Different manufacturing processes of electrical steels
6.2
Mother Coil and Slitting Process
An electrical steel wound in a roll of electrical steel called mother coil (MC) as produced
may be too wide to suit punching or other lamination cutting processes. It is necessary
that the electrical steel coil be mechanically slit in several narrow ones (appropriate width)
by a slitting process in an electric machine core manufacturing. As shown in Figure 6.1, a
slitting process is operated by the cooperation of four units, namely, de-coiling machine,
slitting cutter, edge burr removing machine and recoiler, to produce narrow coils [93].
It is important to note that, in [94], for specific power losses of an electrical steel, the
variation from MC to MC is much larger, which means that even same grade electrical
steels from different MCs have a significant deviation of magnetic properties.
The slitting process causes the deterioration of magnetic properties, which can degrade the performance of electrical steels. The slitting cutter mechanically damages the
edge of electrical steel strips, which causes plastic deformations in the area close to the
cut edge and induces external iron losses to the electrical steel. Additionally, plastic deformations also occur during the bending and tension in the slitting process [93]. While
most transformer manufacturers consider these losses to be negligible for large widths of
electrical steel with 300 mm or greater, it is in fact appreciable for narrow widths of less
than 200 mm and can not be neglected [95].
6.3
Losses Due to Cutting Techniques
The electrical steel laminations used to a machine core manufacturing are typically cut
from coils or strips into proper shapes by punching, laser cutting, WEDM or water jet
cutting. Punching is a high speed cutting method and used in large scale production
like in the automotive industry, while laser, WEDM and water jet cutting are commonly
used in prototype, trial manufacture or small-lot production. An Epstein frame, a single
sheet tester or other standardised measurements use the guillotine-cut strips to perform
the specific iron loss certification and the magnetic properties characterization for grading
42
Chapter 6. Review of Influences of Manufacturing Processes on Electrical Steels
electrical steels.
It is known that every cutting method influences the magnetic properties of cut laminations, which would degrade electrical steel and decrease the efficiency and performance
of electric machine. Additionally, the deterioration of magnetic properties depends on the
amount of cutting per unit volume [75, 96], on the angle of cutting relative to the rolling
direction [78, 97], on the silicon content of the steel [78, 79, 98], and also on cutting parameters [80, 99, 100].
As presented in [100, 101], the cutting process is commonly found to have the most
significant degrading effect of all manufacturing steps. By punching and guillotine cutting, a mechanical deformation occurs in the zone near the cut edge. Laser cutting and
WEDM introduce a thermal stress in the cut edge, and water jet cutting also has small
negative influences on electrical steel. Thus, using different cutting methods and their
effects on electrical steel have to be taken into account in electric machine design and loss
calculation. As shown in Table 6.1, a number of papers compared influences of different
cutting methods on electrical steels, but this section does not present them in detail and
only summaries what they studied and compared.
Table 6.1: Summary of references that presents the comparison of different cutting methods
Comparison
Punching vs Guillotine
Mechanical(1) vs Laser
Mechanical(1) vs WEDM
Mechanical(1) vs Water jet
Laser vs Laser(2)
Laser vs WEDM
Laser vs Water jet
Laser vs Milling
Water jet vs Milling
References
[76, 82]
[76–78, 102–104]
[76, 101, 105–107]
[108]
[77, 102]
[101, 106, 107]
[83, 108]
[87]
[87]
(1) It is punching or guillotine method.
(2) Comparison of different laser cutting methods
6.3.1
Wire Electrical Discharge Machining
The principles of a WEDM is presented in [109]: the electrical energy is converted into
thermal energy in the plasma discharge channel during the spark discharge, and the thermal energy melts and vaporizes workpiece material during the process. The spark always
takes place within deionised water that cools the workpiece and the electrode as well as
flushing away the eroded metal particles.
The electrode used in the WEDM is not in contact with the cut material so no mechanical force is applied during cutting [76,109], but it generates a heat zone up to the width of
0.1 mm from the cut edge [109], which can induce the magnetic properties deterioration
in case of electrical steel. However, the following papers indicate that WEDM is the best
method compared with punching and laser cutting.
[101] reports the characteristics (chemical composition, and hardness) of cut edges
and the magnetic properties of an electrical steel sheet cut by punching, laser cutting and
43
Chapter 6. Review of Influences of Manufacturing Processes on Electrical Steels
WEDM. The electrical steel after the WEDM has two more chemical elements, Cu and
Zn, that are derived from the brass wire. Because of this the hardness of the electrical steel
after WEDM is lower than that of the electrical steel after punching. The iron loss of the
specimen cut by WEDM is lower than that of specimens cut by punching and laser cutting,
and the permeability of the specimen after WEDM is higher than that of specimens after
punching and laser cutting.
Another study in [105] shows the similar result: two electric vehicle traction motors’
core are form by laminations that are cut by punching and WEDM, respectively. It is
found that the iron loss of the core formed by punching is larger than that of the core of
the same shape formed by WEDM cutting. [106, 107] exams and compares laser cutting,
mechanical cuttings, and WEDM by micro-magnetic analysis, which also concludes that
WEDM has the lowest impact on the magnetic quality of the material. However, WEDM
is only suitable for small quantities due to its low cutting speed. An example in [76] shows
that the speed of the WEDM for cutting an electrical steel sheet with a 0.3-mm thickness
is 7.5 mm/min.
6.3.2
Milling
Although water jet cutting is the best method for cutting electrical steels [83, 108], because of its expensive and complex set-up, it may not be available for small manufacturers. [87, 110] presents a milling method for cutting electrical steel laminations by using
a conventional lathe. It has the advantage of low cost and simple operation and, significantly, it can also minimize the cutting influence on the electrical steels (see Figure
6.2). Commonly, the milling method is used for the motor machining during an electric
Figure 6.2: HB curves and specific hysteresis losses of a turned undivided ring specimen and a water jet
cut specimen at 50 Hz [87].
machine production. The outer surface of a stator core is milled by a turning process to
ensure that the stator is fit into its frame. The turning process also smooths the surfaces of
the stator core and rotor core for achieving a precise air gap and/or reducing the windage
loss.
The thermal issues caused by the fraction due to a turning process degrades the magnetic properties of the cut electrical steel, but it can be minimized by using a fluid to cool
the electrical steel during this process.
44
Chapter 6. Review of Influences of Manufacturing Processes on Electrical Steels
An O-ring shape lamination can be handled by using a lathe, but a more complex shape
can be achieved by using a computer numerical control (CNC) router with appropriate
cutting speeds, proper milling cutters and a coolant.
6.3.3
Summary of Different Cutting Methods
The mechanical punching is the common process to cut electric machine core laminations,
and the guillotine cutting is always used for cutting test strips for the determination of
magnetic properties and specific iron loss of electrical steels by using standardized test
methods. Both mechanical methods induce shearing stresses at the cut edges. Because of
their contact operation, the tool wear always occurs, and they require maintenance after
finishing a certain number of products.
Although the laser cutting, WEDM and water jet cutting are low speed cutting methods, their flexibility is the significant advantage for the research and development of an
electric machine. Additionally, because of the non-contact cutting effect, they do not
have the problem of the tool wear and also can avoid the mechanical deformation and
burr generation at the cutting edges.
The laser cutting and the WEDM have the thermal effects on cut materials due to
the high temperature generation during the cutting process. Furthermore, both cutting
methods also add extra chemical elements to the cut materials, which could change their
mechanical and magnetic properties.
The water jet cutting is the best method for cutting electrical steel sheets, because it
is a non-contact and cool operation. However, its high cost does not lead an economical
research on the rotary transformer design.
All cutting methods mentioned above are two-dimensional cutting techniques, which
are suit for cutting thin sheets. The rotary transformer has a special mechanical structure,
which demands that its laminated cores have to be as solid workpieces to cut. Using
a normal CNC milling machine can produce a workpiece that has different geometrical
shapes. Furthermore, the milling method presented in Section 6.3.2 has low effects on
electrical steel sheet. Additionally, the milling method due to its low cost, easy operation
and feasibility can be considered for producing the rotary transformer cores.
In the aspect of the iron losses caused by cutting methods, the cutting methods increase
the iron losses by two mechanisms:
• The induced mechanical and/or thermal stresses during a cutting process cause a
deterioration of the magnetic properties. In another word, due to deteriorated magnetic properties the cut laminations lower the permeability of the fabricated core.
Hence, the core requires more magnetizing filed in order to obtain the same induction level. Therefore, the cutting method increases the hysteresis loss.
• Burr formation and insulation coating damage occur at the cut edges during a cutting process. The burrs and damaged insulation coating cause short circuits between
adjacent laminations and increase the eddy current loss.
45
Chapter 6. Review of Influences of Manufacturing Processes on Electrical Steels
6.4
Losses Due to Stacking
This section presents the techniques that are used for stacking core laminations. Commonly, the pressing process is the first step for stacking the laminations after the cutting
process, and then the laminations are permanently hold together by welding, interlocking,
sticking or other stacking techniques. Each technique has the mechanical and/or thermal
stresses on the electrical steel laminations, which degrades the magnetic properties and
lower the performance of the electric machine.
Pressing Pressing process stacks the cut laminations with pressure in the axial direction to prepare for welding, sticking or other methods to form the core. Applying force
to laminations deteriorates their magnetic properties and thereby causes more hysteresis
losses. In [111], measurements of two toroidal cores indicate that compared to the core
without pressing process losses of the core with 1 MPa and 8 MPa pressing increase by
1% and 4% at B =1 T, respectively.
Welding After pressing, the stacked laminations are welded together at their external
circumferences. This process can provide a reliable mechanical fixation for stacking laminations, but it causes mechanical and thermal stresses on electrical steel laminations,
which degrades the magnetic properties and increases core losses [82, 100, 111–113].
Interlocking As described in [114], the interlocking process of electrical steel stacking is that laminations are stamped and stacked manually or autonomously in a die system, which first makes protuberances on each lamination sheet and then rams them down
into its adjacent lamination from the backside hole. The interlocking process mechanically compresses and expands laminations, which causes magnetic deteriorations and
contributes to more core losses generation by narrowing the magnetic flux flows on individual lamination and increasing the eddy current through a set of laminations [114, 115].
Fastening Using riveting or bolt-fixing method forms an electric machine core, which
needs extra fasteners to stack laminations. For large motors, the entire core is locked
tightly in the axial direction by through bolts with plates at each end of the stacked core.
Many E and I shape laminations of a transformer core have bolt holes in their corners,
which allow insulated rivets or bolts to be inserted into to hold laminations together. Riveting and bolt-fixing methods can also induce more core losses, which is similar to losses
caused by interlocking process. Bolt holes narrow the magnetic flux path on individual
lamination; if a bolt has the damaged insulation coating, it will increase the eddy current
through the stacked laminations.
6.4.1
Sticking
Simply, a sticking process is that applying glue on both sides of each lamination enable all
laminations to be bonded to form a machine core through a heating process. The sticking
has very low or even negligible effect on the magnetic properties of electrical steels, since
the glue material has no magnetic contents. Therefore, the degradation due to the sticking
could be caused by the thermal stress during the unavoidable heating process.
46
Chapter 6. Review of Influences of Manufacturing Processes on Electrical Steels
[111] reports that the sticking process is the best method for the lamination stacking.
The experiments indicates that welding with 2 seams increases the iron losses by nearly
80% compared to a glued core, while the corresponding difference of a welding with 6
seams is 400% (see Figure 6.3).
Ps (before process - after process) [%]
30
at 1.0 T
at 1.5 T
5
0
after sticking
after welding
with 2 passes
after welding after pressing after pressing after cutting
with 6 passes
at 1MPa
at 8MPa
(width 20 mm)
Figure 6.3: Increase of the specific magnetic core loss of a toroidal core after different manufacturing steps
for a high Si-alloyed grade of non-oriented electrical steel [111].
However, [116] points two disadvantages of the sticking method: a) a glue can not
meet any harsh requirements, and developing different kinds of glue will lead a high cost;
b) the adhesive coating on laminations causes the low stacking factor for forming a core.
Additionally, the sticking process requires the additional operation, applying glue, thereby
increasing the manufacturing cost and production lead time.
6.5
Annealing
The annealing for electrical steels is designed to remove the carbon (decarburizing) from
a bulk of laminations and enable the grain growth and stress relief [117]. The mechanical
processes in the manufacturing of an electric machine heavily stress the machine’s cores,
which degrade the magnetic properties of electrical steels. By an annealing process, the
stress is removed, and the electromagnetic, thermal and mechanical properties are restored, which is critical to ensure that the electric machine will have the best performance
and deliver minimum excitation losses [85, 118–121].
The effectiveness of annealing depends on temperature and time. Usually, the annealing temperature for the recrystallization is in the range of 700 - 800◦ C. In [120], two
identical sets of rotor and stator of switched reluctance motors (SRM) are used in the
same driver and test bench, while one set of SRM was annealed at 750◦ C for an hour
after the punching process, and the other was not. It is found that the performance of the
SRM can be enhanced when using the annealed electrical steel. In [122], the annealing is
performed on a SiFe stator core at approximately 800◦ C for 8 minutes. It is shown that
the iron losses of the sample decrease by 4.9% at the measurement of B = 1.5 T.
47
Chapter 6. Review of Influences of Manufacturing Processes on Electrical Steels
[117] studies the annealing in the view of electrical steel grade. Figure 6.4 shows
that the annealing reduces the specific iron loss, and therefore the electrical steels are
improved by at least one grade.
From the Mill:
From Tempel after
Stamping & Annealing:
European
Grade
Asian
Grade
Typical Core Loss
W/kg, 1,5 T
50 Hz
Typical Core Loss after
Annealing
W/kg, 1.5 T, 50 Hz
M210-35A
35H210
2.02
1.95
M230-35A
35H230
2.10
2.03
M250-35A
35H250
2.25
2.15
M270-35A
35H270
2.40
2.25
M300-35A
35H300
2.60
2.30
Figure 6.4: Typical core loss values for conventional 0.35-mm thick fully processed electrical steel, asreceived from the mill and compared with results after annealing. The typical data has been averaged
across several supplies. [117]
The annealing process also has different influences on the magnetic properties of electrical steels before and after the cutting process. [118] investigated an annealing process
on an electrical steel sheet (NO, 2%Si, 0.485-mm thickness) by a laser cutting method.
The test sheets are characterized into four conditions:
JCUT: a specimen is just cut
CUT+A: a specimen is annealed after cut
A+CUT: a specimen is annealed first and then cut
A+CUT+A: a specimen is annealed, cut and annealed again
Magnetic Induction B (T)
•
•
•
•
1.5
Laser
1.0
0.5
0.0
-0.5
JCUT
CUTA
ACUT
ACUTA
-1.0
-1.5
-2.0
-600
-400
-200
0
200
400
600
Magnetic Field H (A/m)
Figure 6.5: JCUT, CUT+A, A+CUT, A+CUT+A quasi static hysteresis curves of samples cut by laser
[118].
As shown in Figure 6.5, the hysteresis characteristic of specimens under the condition
of CUT+A and A+CUT+A shows a lower value of the coercive field and a higher value
of magnetization knee than other two specimens. CUT+A curve and A+CUT+A curve
are very similar with almost the same remanence and coercive force values. Thus, in
a practical electric machine production, choosing CUT+A can simplify the process of
48
Chapter 6. Review of Influences of Manufacturing Processes on Electrical Steels
laminations to achieve an economical manufacturing and shorten the lead time for the
final product.
6.6
Losses Due to Frame Assembly
In a frame assembly process, the stator of an electric machine is fitted with a cast iron
or aluminium frame for protection from harsh environments. This assembly starts with
the heating of the frame to ensure that it is expanded enough to be inserted into by the
stator. When the frame turns cool, the stator is tightly embedded into the frame. However,
the cooled frame induces radial compressive stresses to the stator, which deteriorates the
magnetic properties of the electrical steel laminations.
Particularly, [123] compares the iron losses of a surface permanent magnet (SPM)
motor before and after the frame assembly. The outer radius of the stator is bigger than
that of the stator by 0.01 mm, which causes that the cooled frame applies the compressive
stress with 4 Mpa on the stator core and increases the iron loss by 10% compared with the
motor has no frame.
In [113], the frame does electrically contact the outer side of the inserted stator core,
which causes an electrical connection area between the frame and laminations and creates
a short circuit between insulated laminations. Thus, the frame assembly can also increase
the eddy current loss.
Another option of the frame assembly is that normal press fitting and stator core fixation by glueing and screws introduce stress which has a negative impact on the iron
losses [100, 124].
6.7
Summary
Through the literature review, this chapter gave the author a general understanding of
the influences of manufacturing processes on electrical steels, and also covered different
techniques of each manufacturing process, especially of the cutting process, and discussed
their advantages and disadvantages.
This literature review also points out that cutting process has the most significant degrading effect on electrical steels in all manufacturing processes. There are many options
for cutting electrical steels. In Section 6.3.3, different cutting techniques are presented
and compared, and the relative papers that present the comparison of cutting techniques
are summarized. Finally, it is found that the milling technique is a potential method for
the rotary transformer core production.
It is known that the iron loss consists of two components, hysteresis loss and eddy
current loss. The influences of manufacturing processes can be studied by analysing the
hysteresis loss and the eddy current loss, respectively. In the view of individual lamination, the damaged zone due to mechanical and thermal stresses at the cutting edges
has low magnetic permeability, which requires more magnetic field strength to obtain a
certain induction level. Therefore, this mechanism increases the hysteresis loss. In the
cross-sectional view of a laminated core, because of the burr formation, the insulation
coating damage, the stacking process, and the frame assembly, the generated short-circuit
currents between laminations increase the eddy current loss of the machine core.
49
Chapter 6. Review of Influences of Manufacturing Processes on Electrical Steels
Finally, Table 6.2 shows a summary of the references that are presented in this chapter, sorted by manufacturing process. Some papers focus on one of these manufacturing
processes, but some of them concern more to present a comprehensive study. This chapter also starts a literature survey of transformer design for this Master by Research, but a
complete transformer design involves numerous study fields. Additionally, with the development of new technologies and new research methods, a larger number of new papers
spring up at an increasing rate. Hence, it is a great challenge to achieve a comprehensive
literature survey in future works.
Table 6.2: Summary of references that study the influences of manufacturing processes on electrical steels
Manufacturing Process
Slitting
Cutting
Punching
Guillotine
Laser
WEDM
Water jet
Milling
Stacking
Pressing
Welding
Sticking
Interlocking
Annealing
Frame Assembly
References
[93, 95, 125, 126]
[81,84–86,96,98,101,106,118,127–131]
[76, 78, 80, 96, 99, 118]
[77, 78, 82, 83, 96, 99, 101–104, 118]
[76, 101, 105–107, 109]
[83, 108]
[87, 110]
[100]
[82, 100, 111–113]
[100, 111, 116]
[112, 114, 115]
[85, 117–123]
[100, 113, 123, 124]
50
Chapter 7
Transformer Mechanical Design
A practical transformer design requires the knowledge of electrical principles, thermal
analysis and material selection. Furthermore, to produce the transformer design that can
be manufactured, to minimize transformer total owning cost and to prevent transformers from too-high temperatures, a designer has to deal with many engineering problems
include mechanical design, cooling solution, mechanical assembly and cost control.
Chapter 5 designed and optimized the rotary transformer in the simulation stage and
presented the final arrangement of copper windings and transformer cores. Chapter 6 presented a literature review to study the influences of manufacturing processes on electrical
steels. According to the studies of both chapters above, this chapter presents a proposal
of the mechanical design and assembly for realizing the three-phase rotary transformer.
7.1
Mechanical Design Overview
Figure 7.1 illustrates the major components of the three-phase rotary transformer. The
core of the rotary transformer consists of three cylindrical stator cores that hold primary
windings and three cylindrical rotor cores that hold secondary windings. Three separate
cores, two radial cores and one axial core, construct a complete single-phase rotor core or
stator core (see Figure 7.2). All rotor cores fit inside the stator cores with a slight air-gap
separating it from the stator. Hence, there is no direct physical connection between the
rotor and the stator.
The secondary windings use rectangle copper magnet wires that have a high fill factor
to minimize the rotor volume. The primary windings use normal round copper magnet
wires with the diameter of 0.98 mm rather than rectangle ones. A small size rectangle
wire has relative large corner radius, which can not minimize the volume of the stator
effectively. Additionally, the price of the small rectangle wire is much higher than the
round one if purchasing a few wires for the transformer prototyping.
All terminals of the three secondary windings connect their inner turns of the corresponding coils and bend toward one end of the rotor. All rotor cores have slots to enable
corresponding terminals to pass through them. Similarly, the stator cores also have slots
to provide paths for all terminals of primary windings.
In addition to transformer cores and copper windings, this chapter also presents necessary mechanical components that are used for the transformer assembly, protection,
cooling and mounting.
51
Chapter 7. Transformer Mechanical Design
Figure 7.1: Cutaway view of the major components of the three-phase rotary transformer
non-slotted
stator-radial core
rotor-radial core
secondary winding
rotor-axial core
slotted
stator-radial core
rotor-axial core
stator-axial core
primary winding
rotor-radial core
axis
Figure 7.2: Exploded view of the rotor assembly (left) and stator assembly (right) for each phase of the
three-phase rotary transformer
52
Chapter 7. Transformer Mechanical Design
7.2
7.2.1
Winding and Core Design
Rotor-radial Core
Figure 7.3 presents the effect drawing and cross-sectional view of the final rotor-radial
core. A bonding process is used for stacking 31 WEDM-cut O-ring shape laminations
to fabricate the rotor-radial core. All laminations have same outer diameter but different
inner diameters, which result the inner surface of the core is similar to a stair shape in
cross-sectional view. Hence, the core requires a CNC milling method to smooth its inner
surface.
ID
31 laminations
Axis
{
Inner surface
OD
Figure 7.3: Effect drawing (left) and cross-sectional view (right) of the final rotor-radial core. Each lamination of the core has a WEDM-cut slit to reduce the eddy current loss. The rotor-radial core is stacked by
31 O-ring laminations with same outer diameter (OD) but with different inner diameters (IDs).
The following two manufacturing processes of the rotor-radial core involve the magnetic anisotropy of the M235-35A.
Slit Cutting To reduce eddy currents circulating axially in the core each of laminations
has a slit to break the eddy current path. Although the laminations are non-oriented electrical steels, their specific loss and permeability in the transverse direction (TD) are higher
and lower than in the rolling direction (RD), respectively. Therefore, to minimize the core
loss, the slit cut by the WEDM is parallel to the TD. Figure 7.4 examples three O-ring
laminations with slits that are cut from an electrical steel strip by the WEDM.
Lamination Placement As shown in Appendix A, the M235-35A is an anisotropic material, and its magnetic properties are different in all directions, which is inevitably introduced during the electrical steel rolling process. To achieve the rotor core has a uniform
performance in all directions, as shown in Figure 7.5, each of laminations is placed and
rotated with an appropriate angle to ensure that an identical angular difference can be
achieved between each two adjacent laminations. The angular difference depends on the
number of laminations stacked in the core and is expressed by Equation 7.1.
∆r-α
360◦
360◦
=
=
Nr-total
31
◦
= 11.61
53
(7.1)
Chapter 7. Transformer Mechanical Design
A roll of electrical steel strip
Transverse direction (TD)
WEDM-cut slit
Rolling direction (RD)
Figure 7.4: O-ring laminations with slits cut from an electrical steel strip by the WEDM
Δ
r-α
1°
1.6
=1
Figure 7.5: Axial view of the angular displacement of 31 O-ring laminations in the rotor-radial core. The
centre lines of these WEDM-cut slits are used as the reference lines. There is a constant angular difference
∆r-α between two reference lines of two adjacent laminations.
Finally, a magnetic symmetry is present in the core after the lamination placement process, which enables the rotor to have a uniform performance in all directions.
Lamination 5
Lamination
4
Lamination 3
Lamination 2
Lamination 1
t WEDM
Milling cut edge
Figure 7.6: Zoomed view of the red rectangle area of Figure 7.3
After the stacking process, the core is fixed in a CNC lathe to smooth the inner surface. Figure 7.6 zooms in the red rectangle area in Figure 7.3 and illustrates the first 5
54
Chapter 7. Transformer Mechanical Design
laminations milled by the CNC lathe. It should be note that, due to the thermal stress of
the WEDM on the electrical steel sheet, every lamination has a magnetic damage zone
tWEDM from the cut edge. However, the CNC milling is similar to a water jet cutting process, which has low effects on electrical steels. Hence, in order to minimize the magnetic
properties deterioration caused by the WEDM, the each lamination has a smaller inner
diameter to ensure that the entire deteriorated zone tWEDM can be removed by the CNC
milling.
7.2.2
Rotor-axial Core
Figure 7.7 shows the effect drawing of the rotor-axial core. The rotor-axial core, similar
to a toroidal transformer core, is a strip-wound core with 42 layers, but its one end is cut
by using a CNC milling method. Its contour is like a geometric shape that consists of an
isosceles trapezoid and a rectangle In the cross-sectional view. The rotor-axial core has a
slot on its side to enable both terminals of a secondary winding to pass through the core
and go to the free O-ring space inside of the core (see Figure 7.9).
Milling part
axis
41.28
36.4
3
Top end
Bottom end
slot
71.60
Figure 7.7: Effect drawing (left) and cross-sectional view (right) of the rotor-axial core.
The steel strip used for winding the rotor-axial core is cut from an electrical steel coil
of M235-35A by a slitting process. After the core winding process, the CNC milling
machine removes the milling part with the cutting angle of 36.43◦ from the top end to fit
the inner surface of the rotor-radial core. Due to the tolerance of the core winding process,
the bottom end may be not a flat surface. Therefore, the milling process is also required
for smoothing the bottom end to ensure that the contact area between both rotor-axial
cores does not have too much air gaps.
7.2.3
Secondary Winding
As shown in Figure 7.8, a copper magnetic wire that is used for producing a single-phase
secondary winding is presented by 5 segments, namely, two coil groups (Coil Group 1
and Coil Group 2), two terminals (Terminal 1 and Terminal 2), and Joint turn. The crosssectional view shows that the inner diameter and outer diameter of a secondary winding
are 72.00 mm and 102.00 mm, respectively. However, unlike a normal coil or inductor,
both terminals of the secondary winding in the inside, which require a special process to
produce.
55
Chapter 7. Transformer Mechanical Design
Point A
Coil 2
Joint turn
Coil 1
Terminal 2
102.00 mm
72.00 mm
Terminal 1
Axis
20.20 mm
Figure 7.8: A secondary winding in 3D view and cross-sectional view. Each phase is finished by using a
single-continuous copper wire without any joints. However, for easily describing the manufacturing step
and clearly showing the special construction, all segments are presented by different colours.
Coil Group 1 starts to wind the coil at Point A, but it ensures that an enough length
should be remained for its terminal before the winding process. Then Coil Group 1 finishes its winding with 9 turns from the inside to the outside. Coil Group 2 is produced
by the same winding process of Coil Group 1. The 10th turn of Coil Group 1 becomes
Joint turn to connect the 9th turn of Coil Group 2. Finally, a complete secondary winding
is achieved by the connection of Joint turn. It should be noted that Joint turn must have
a precise length to ensure that all terminals of three single-phase windings are uniformly
distributed and not overlapped in the free O-ring space between the rotor cores and the
shaft (see Figure 7.9).
The length of the horizontal segment depends on the phase location in the rotary transformer. Hence, all secondary windings in the rotary transformer have different lengths,
and therefore, the resistances and the inductances of the three single-phase windings are
also different. More details are presented in Table 7.1.
Table 7.1: Characteristics of the secondary winding of each phase
lJt
ls-Coil
ls-t1
ls-t2
ls-Total
ms-Cu
Rs-DC
Ls,f =50Hz
Phase A
286.43
2 434.95
58.35
68.03
5 282.72
658.23
6.34
30.90
Phase B
286.43
2 434.95
101.95
111.63
5 369.90
669.09
6.44
30.96
Phase C
286.43
2 434.95
145.54
155.22
5 457.10
679.95
6.55
31.04
Unit
mm
mm
mm
mm
mm
g
mΩ
µH
Comment
Joint turn length
Single coil group length
Terminal 1 length
Terminal 2 length
lJt + 2lCoil + ls-t1 + ls-t2
Copper mass
DC resistance at 20 ◦ C
air core at f = 50 Hz
Table 7.1 summarizes the characteristics of each secondary winding in the rotary
56
Chapter 7. Transformer Mechanical Design
Free O-ring space
Phase B
Shaft
Phase A
Phase C
Rotor core
Figure 7.9: Axial view of terminals of Phase A, B and C, the shaft, one rotor-axial core, and the free O-ring
space
transformer. Considering the real manufacturing, the magnetic wire used for producing
each secondary winding should have an enough length of 5.5 m. The large cross-sectional
area of the magnetic wire results a small DC resistance, approximate 6.44 mΩ in average,
for every phase winding.
7.2.4
Primary Wining and Stator Core
Figure 7.10 illustrates that the stator of a single-phase rotary transformer consists of one
primary winding, one stator-axial core, and two stator-radial cores (a non-slotted core
and a slotted core). These cores are formed by the electrical steel of M235- 35A, and
the manufacturing of them is same as that of the rotor cores. However, the difference is
that O-ring laminations used in the stator-radial core have the same inner diameter but
different outer diameters. Appendix G shows their specific dimensions. Additionally, the
stator cores also have milled slots to provide the paths for the terminal routing.
The winding process, using a hexagonal winding pattern, produces the primary coil
to fill the inside of the stator core. The characteristics of the magnet wire and the primary
winding are shown in Appendix H and Table 7.2, respectively. Considering the real winding process, every single-phase primary winding requires a magnet wire with the length
of at least 200 meters.
7.3
Transformer Assembly
Figure 7.11 shows the rotary transformer assembly, which is divided into three assemblies,
namely, the rotor assembly, the stator assembly, and the frame and terminal box assembly.
The stator structure is similar to rotor structure, hence this section only presents the rotor
assembly. The assembly of the frame and terminal box is similar to that of a normal
motor, details of which are presented in Appendix I.
57
Chapter 7. Transformer Mechanical Design
Slotted
stator-radial core
Primary winding
Rot
axi ary tra
al d ns
irec form
tion er
Terminal 2 slot
Non-slotted
stator-radial core
Terminal 2
Stator-axial core
Terminal 1 slot
Terminal 1
Figure 7.10: Cutaway view of primary winding arrangement, winding terminals, terminal slots, and stator
cores
Table 7.2: Characteristics of the primary winding
Parameter
Overall size (OD×H)
ID
tp-N
lp-coil
lp-t1
lp-t2
lp-Total
mp-cu
Rp-DC
Lp,f =50 Hz
Value
142.30 × 21.56
103
495
190.73
23.22
42.21
190.80
1080.29
5.03
23.72
Unit
mm
mm
m
mm
mm
m
g
Ω
mH
58
Comment
Outer diameter × Height
Inner diameter
Total turns
Coil length
Terminal 1 length
Terminal 2 length
lp-coil + lp-t1 + lp-t2
Copper mass
DC resistance at 20 ◦ C
at f = 50 Hz with air core
Chapter 7. Transformer Mechanical Design
three-phase
cable
terminal box
frame
frame
mount foot
fan
fan
axial cover
fan
end cover
non-drive
end endshield
frame
mount foot
stator asembly
rotor assembly
Figure 7.11: Exploded view of the rotary transformer assembly
PCB end cap
PCB
Rotary shaft
machined grooves
circlip
Phase C
Phase B-C
O-ring insulation
Phase B
Phase A-B
O-ring insulation
shaft-terminal
insulation
Phase A
circlip
fan
bearing
Bearing end cap
Figure 7.12: Exploded view of the rotor assembly
Figure 7.12 shows the rotor assembly, all components of which are described as follows.
• Phase A, Phase B and Phase C: They are major parts in the rotor assembly, which
are the secondary windings and rotor cores in the three-phase rotary transformer.
59
Chapter 7. Transformer Mechanical Design
• O-ring insulation: The O-ring insulation, shown in Figure 7.13 (blue part), is used
to fill the free space between each two phase cores. The O-ring insulation, a plastic
CNC-milled workpiece, has many curved grooves on its both sides to enable the air
to pass through the surface of the core and therefore cool the rotor cores.
Figure 7.13: O-ring insulations between each two single-phase rotor cores. The black arrow denotes the
possible airflow direction. The air comes from the grooves of the shaft-terminal insulation, passes through
the curved grooves of the O-ring insulation and goes to the air-gap between the rotor and the stator.
• Shaft-terminal insulation: The shaft-terminal insulation (see Figure 7.14), a plastic CNC-milled workpiece, fills the free O-ring space illustrated in Figure 7.9, having three functions presented as follows.
°
0
12
Copper
terminal
Major groove
Minor groove
Figure 7.14: Shaft-terminal insulation
a) It is inserted into the rotor cores to fasten them on the rotary shaft.
b) It has three major grooves, and every major one has two minor grooves. These
grooves can avoid the copper terminal overlapping. Furthermore, because
they are symmetrically distributed, all copper terminals can be held in their
corresponding grooves to prevent the rotating unbalance.
c) Six holes provide a path for the airflow in the rotor, which helps to cool the
transformer.
• Circlips and end caps: Figure 7.15 shows the assembly of the circlips and end
caps. Both circlips are snapped into place, into the two machined grooves of the
60
Chapter 7. Transformer Mechanical Design
(a)
(b)
Figure 7.15: Two end caps fasten the rotor cores by their corresponding circlips locked on the shaft
•
•
•
•
•
7.4
rotary shaft and cooperate with their corresponding end caps to fasten the rotor
cores in the axial direction.
PCB end cap: The PCB end cap not only fastens the transformer cores but also acts
as an internal cooling fan in the rotor. The PCB end cap has six blades to achieve
that it becomes an axial fan that sucks in the air axially and blows it out axially
again, which can help to cool the transformer cores and the PCB.
PCB: The PCB, an O-ring circuit board that is held by the PCB end cap, connects
to all copper terminals in a wye-topology connection for the secondary windings.
Additionally, it also finishes for AC/DC conversion by a rectifier. Furthermore, as
the development of power electronics for the PM DC motor, this PCB could have
other necessary electrical units. Therefore, the diameter of the PCB is unknown,
and even multiple PCBs are required rather than the single PCB illustrated in the
figure. This will be discussed in the future works.
Rotary shaft: The rotary shaft has the diameter of 20 mm, which is inserted into
the shaft-terminal insulation. The two machined grooves close to its both ends are
used for locking the circlips.
Bearing: It is mounted on the shaft, supports the rotor and allows it to turn.
Fan: This rotary transformer and the permanent magnet DC motor build up a totally
enclosed fan cooled motor. The fan is mounted on at the end of the rotary shaft,
which rotates at the same speed as the rotor and delivers the cool air for cooling the
motor. Motor cooling fans, made of metal or plastic, have many standard sizes that
are available in electric motor spare parts markets.
Summary of Mechanical Design
Figure 7.16 shows the rotary transformer production flowchart. This production does not
need an annealing process. Each of laminations will be cut to a larger size to ensure
that the magnetic deterioration zone caused by the slitting or WEDM can be removed by
milling process. After the rotor assembly, the rotor balancing must be finished, which
61
Chapter 7. Transformer Mechanical Design
is important to the performance of the entire rotary machine [132]. The frame assembly
uses a normal press fitting process to fasten the stator part in the frame.
Lamination cutting
(Slitting or WEDM)
Core fabrication
(Sticking and milling)
Winding production
Core assembly and winding embedding
(Single-phase assembly)
Rotor assembly
Stator assembly
Rotor balancing
Frame and terminal box
assembly
Three-phase rotary transformer assembly
Figure 7.16: Three-phase rotary transformer production flowchart
Table 7.3 lists the bill of material for the transformer prototype. In addition to transformer cores, copper windings, and other mechanical parts, the necessary electrical insulation materials and varnish are needed in this rotary transformer assembly for protecting
the windings or other electrical conductors.
62
Chapter 7. Transformer Mechanical Design
Table 7.3: Rotary transformer prototype bill of material
Component×Qty
Material
Mass
Produce
Price
(kg)
/Available
(SEK)
Rotor-radial core×6
M235-35A
0.43×6 (1)
500×6
Rotor-axial core×6
M235-35A
0.30×6 (1)
300×6
Stator-radial core×6
M235-35A
0.71×6 (1)
500×6
Stator-axial core×3
M235-35A
0.91×3 (1)
300×3
(2)
Secondary winding ×3
Copper
0.68×3 Hand made
200×3
Primary winding×3
Copper(2)
1.68×3 Hand made
180×3
Shaft
AISI 304
0.50
CNC milling
100
Insulation(3) and varnish
–
0.10
BIVE.se
500
Stator O-ring insulations(4) POM
0.11
CNC milling
300
Rotor O-ring insulations(4) POM
0.03
CNC milling
250
Shaft-terminal insulation
POM
0.13
CNC milling
250
Bearing end cap
POM
0.07
CNC milling
150
PCB end cap
POM
0.01
CNC milling
300
Circlip (SGA 20)×2
Carbon spring steel 0.02×2 liljenbergs.com
15×2
Frame
Al 6063-T5
2.50
Profile and Milling
3000
Frame mount foot×2
Al 6063-T5
0.33×2 Profile and Milling
100
Terminal box
ADC-12 Al alloy
0.15
Digikey
250
Cable gland
Brass with nickel
0.09
Digikey
80
Fan
Reinforced PP
0.06
electricmotormarket.co.uk 100
Fan axial cover
PLA
0.07
3D printing
100
Fan end cover
PLA
0.11
3D printing
150
Non-drive end endshield
6061 Al alloy
0.62
CNC milling
300
Bearing (6204-2Z SKF)
Stainless steel
0.10
Elfa.se
60
Screws/Nuts/Washers
–
0.1
Elfa.se
140
Total
–
21.92
–
16 200
(1):Transformer core manufacturing includes slitting, cutting, bonding and milling process.
(2):Appendix H
(3):Motor and transformer insulation materials, such as sleeving, Kapton film and insulation paper.
(4):All O-ring insulations in the stator or the rotor.
63
Chapter 8
Conclusions and Future Work
This chapter summarizes the work previously described in this thesis, discusses its results
and achievements, points out limitations of the current work, and also outlines ideas and
directions for future work.
8.1
Conclusions
In this thesis, a kilowatt three-phase rotary transformer design was presented, which proposes a contactless power transfer solution for a new PMDC motor without using the technique of inductive resonant frequency. The rotary transformer can diver enough power
(1.17 kW) to the PMDC motor with a high power efficiency (over 90%). Furthermore,
it achieves a simple power supply and has manufacturable and low-cost components and
structure.
Compared with inductive resonant frequency wireless power transfer, due to the low
frequency (50 Hz), this rotary transformer has a large size and low power density, which
causes the new PMDC motor to occupy a large space on mounting and have a heavy
weight. However, the rotary transformer simplified the power process and control of the
PMDC motor, thereby reducing the troubleshooting time, maintenance cost and manufacturing cost for the entire system.
An iron loss model was developed and a finite element analysis was performed in
COMSOL Multiphysics for predicting the power losses of the three-phase rotary transformer in Chapter 4 and 5, respectively. Both chapters showed that the development and
utilization of the iron loss model based on Steinmetz Equation is a simple and fast implementation. In the development stage, the model can be achieved by using a data curve
fitting on the given loss data, which does not require any extensive experimental measurements. In the utilization stage, if the magnetic flux density is obtained as well as
its change rate, the model can be easily integrated into the post-processing of COMSOL
Multiphysics to compute the iron loss. However, three issues should be pointed out from
this transformer model. First, it is based on Steinmetz equation development and does not
consider the flux density in history because it also influences on the transformer power
losses. Hence, this model is not suited for an exact iron loss determination. Second,
electrical steel manufacturing process also influences on electrical steels, and this model
does not take them into account. Third, the temperature rising is caused by power losses
is another factor that influences on electrical steels and copper windings, but this model
64
Chapter 8. Conclusions and Future Work
ignores it.
In Chapter 6, a literature review presents influences of various manufacturing processes on electrical steels as well as different techniques of each manufacturing process.
For realizing the rotary transformer, manufacturing processes are unavoidable steps, and
therefore, they caused the iron losses can not be avoided. However, though the review,
three manufacturing processes, WEDM, sticking, and milling, were found and can be
used for the rotary transformer production because of their relative low effect on magnetic properties, easy operation and low cost.
According to the study in Chapter 6, Chapter 7 proposed the manufacturing process
for the transformer cores and copper windings and summarized their electrical and mechanical characteristics. Necessary mechanical components used for the transformer cooling and assembly were also presented. This manufacturing proposal could cause the lowest negative effect on electrical steels and also lead a low cost for the transformer prototyping. All components are easily produced by a normal milling CNC technique, printed
by a 3D printing method, cut from aluminium profiles, or available in electronic component markets. Some components are used for cooling the three-phase rotary transformer,
but this thesis did not deeply study them or present their specific shapes and dimensions.
The cooling solution study, which involves thermal analysis and fluid mechanics, is a
great challenge for a transformer design, especially for the special structure of the rotary
transformer. Hence, it is an interesting study in the rotary transformer design and will be
implemented in future work.
8.2
Recommendations for Further Work
First of all, to further investigate the mechanism of iron losses, considerable work for
iron loss modelling in COMSOL Multiphysics needs to be developed and improved in a
number of ways presented in the following list. Furthermore, to finish the transformer
design and realize the rotary transformer, several tasks for future work are also proposed
in the list.
• Transformer modelling in COMSOL Multiphysics
– Iron loss model development: In an electric machine design, because of the
magnetic properties of core materials are non-linearity, the iron loss prediction
is always a complex and challenging work. However, for the development
and electromagnetic design of a high-efficiency rotary transformer, there is a
strong need for improved and more accurate iron loss models. Hence, the iron
loss model development is still a significant task in the future work.
– Iron loss model utilization in COMSOL Multiphysics: As presented in Chapter 4, the hysteresis model is the part of the solving process in an FEM software, which takes into account the history of magnetic flux density waveform,
thereby performing a high accurate iron loss calculation. Furthermore, as presented in Chapter 6, the accuracy of an iron loss model is influenced by the
manufacturing processes. Hence, developing and implementing a hysteresis
model with concerning the influence factors of electrical steel manufacturing
65
Chapter 8. Conclusions and Future Work
processes to study the rotary transformer will be an extremely challenge in the
future work.
– Temperature influences: Because the magnetic characteristics of electrical
steels are temperature sensitive, the temperature influences on the magnetic
characteristics should be considered in the rotary transformer FEM simulation. Hence, developing a thermal model, such as a temperature correction
function, which takes temperature changes at different operating points into
account, can improve the accuracy of the iron loss prediction.
– SPICE model: In the primary circuit of the rotary transformer, an actual inrush current limiter should be modelled rather than using simple resistors with
dynamic value respect to time. For example, developing a logically controlled
circuit to simulate a microcontroller based inrush current limiter can be considered in future. In the secondary circuit, using a purely resistive performs
a relative ideal test, but which can not reveal the actual transformer performance. Hence, adding more complex loads, such as rectifier and filter circuits,
to enable the SPICE model to close to a real circuit should be one of the tasks
in future work.
• Mechanical loss study and other electrical losses investigation: This thesis only
studied the iron and copper losses of the rotary transformer. However, as a rotating
machine, its mechanical loss is the other main component that constitutes the total
power loss to the permanent magnet DC motor, and, as a static electrical device,
its stray losses and effects of magnetostriction also influence the DC motor performance and even the surrounding environment. Therefore, a study of them should
be implemented in future to present a more comprehensive power loss for the motor
design.
• The transformer realization, the parameter measurement and performance test should
be implemented in the future work to verify the simulation in COMSOL Multiphysics and evaluate the accuracy of the developed iron model. A building factor
should be carried out for determining the losses caused by manufacturing processes,
and it can also give feedback on the literature review study of the manufacturing
processes to discuss the chosen methods (WEDM, sticking and milling) are whether
or not suitable for the rotary transformer manufacturing.
• Mechanical design for the cooling solution: Because of the air-gap, the copper loss
increased by the magnetizing current dominates the transformer power loss, which
is the main source of the heat generation in the rotary transformer. If the heat is
not dissipated properly, the temperature will rise continually and may damage the
insulations and even cores and windings, which causes the transformer or motor
faults. Hence, to prevent the rotary transformer from too-high temperatures and to
ensure the long life, an efficient cooling system in the mechanical design should be
achieved in the future work.
• Literature review study: To develop a more accurate iron loss model, to deeply
study the influences of manufacturing process on electrical steels and to understand
other ferromagnetic materials rather than only silicon steels, the literature review
66
Chapter 8. Conclusions and Future Work
study for all of them should be continued in the future work. Furthermore, the
mechanical design and thermal study of the rotary transformer should be given a
literature review in future as well.
67
Appendix
A
HB-curve and specific iron loss of M235-35A given by
ThyssenKrupp Steel
Magnetic Polarization vs. magnetic field strength
Specific core loss vs. magnetic polarisation
10
Specific Total Loss (W/kg)
Magnetic Polarization (Peak value) (T)
2
1.5
1
1
0.1
0.5
0.01
0
10
1000
10000
100
Magnetic Field Strength (Peak value) (A/m)
0
100000
68
0.5
1.5
1
Magnetic Polarization (Peak value) (T)
2
B
Epstein Frame Measurement
The Epstein frame measurements are performed to investigate electrical steels according
to IEC 404-2 for frequencies of up to 400 Hz and IEC 404-10 for frequencies above 400
Hz. The following figure illustrates a 25-cm Epstein frame, of which more details are
presented as follows.
280.00 mm
lm = 94 0 m m
Effective magnetic path
30.00 mm
190.00 mm
Secondary
Winding
Four overlapped strips
at the one corner of the Epstein frame
Strips
Primary
Winding
250.00 mm
• Each Epstein strip has the width of 30 mm and the length of 280 mm.
• The set of specimens under test is composed of multiple of four strips creating the
square with mean length of side 250 mm.
• The longitudinally and the transversely cut strips are inserted into two opposite coils
of the Epstein frame respectively.
• lm = 940 mm is the effective magnetic path of the Epstein frame.
• The characteristics of the primary winding and the secondary winding are:
– Both windings are fixed in the Epstein Frame and are composed of the two
sets of four coils connected in series. Each coil is 190 mm long and has 175
turns. Therefore, both windings have the identical total turns of 700.
– The primary winding is magnetizing coils that are wound by using a copper
wire with the cross-sectional area of 1.8 mm2 . Hence, due to the large cross
section area of the copper wire, each coil of the primary winding is arranged
by three layers.
– The secondary winding is the measuring winding, and its coils are by using a
copper wire with the cross-sectional area of 0.8 mm2 .
69
– The internal cross-sectional area of the coils is a rectangle with the demonstration of 10 × 32 mm.
The total loss of the test specimen Pc is derived from the measurement of the input power
Pm , which is expressed by
Pc =
(1.111V¯s )2
Np
Pm −
Ns
Ri
(8.1)
where,
•
•
•
•
•
•
Pc - the total losses of the specimens in watt (W).
Np - the total number of the turns of the primary winding.
Ns - the total number of the turns of the secondary winding.
Pm - the measured power.
V¯s - the rectified voltage induced in the secondary winding.
Ri - the total resistance of the instruments connected to the secondary winding.
The measured specific total loss density (Ps in W/kg) is the ratio of the total losses of the
specimens Pc to the effective mass of the specimens me , as given in Equation 8.2.
Ps =
Pc
me
[W/kg]
(8.2)
The effective mass of all stripes me is defined as shown in Equation 8.3.
me =
mt lm
4l
(8.3)
Where mt is the total mass of the test specimens and l is the length of one Epstein strip.
The instance magnetic field strange H(t) is obtained through the current in the primary
winding Ip (t) and is given by Equation 8.4.
H(t) =
Np
Ip (t) [A/m]
lm
(8.4)
The induced magnetic flux density B(t) can be obtained by integrating the voltage of the
secondary winding Vs (t).
Z
1
B(t) = −
Vs (t)dt [T]
(8.5)
Ns A
Where A is the cross-sectional area of the test specimen, as shown in Equation 8.6, which
takes into account the total mass of strips mt , the length of strips l, and the density of test
materials ρm .
mt
A=
[m2 ]
(8.6)
4lρm
70
C
SPICE Model Coupled to the Magnetic Field Model of
the Transformer
The CIR uses six External I vs. Us (No.1, 2, 3, 11, 21 and 31) to connect the three singlephase windings (Phase A, B and C), the voltage sources (AC1, AC2 and AC3) and resistive loads (R4, R5 and R6).
AC1, AC2 and AC3 represent a three-phase power system with 230 V, 50 Hz, and
each voltage phase is separated by 120 degree from the other.
The resistance of loads are assigned different values loadR(t) to used for the transformer no-load and full-load tests. R2 and R3 with the value of LlimR(t) are modelled
as inrush current limiters.
To simplify the simulation, the AC1 starts with its peck voltage (at the phase shift of
90 degree), which lowers the inrush current to approximate 0 A. Hence, the resistance
of R1 is assigned as 0 Ω rather than LlimR(t), which means that it no longer acts as an
inrush current limiter.
To avoid the differential algebraic equation (DAE) issues of the CIR during the simulation, the rest of the resistors have to be added in the circuit and assigned as 0 Ω.
71
D
Geometry of the Three-phase Rotary Transformer Drawn
in COMSOL Multiphysics
Air boundary
(Magnetic insulation)
Rotary shaft
Phase B
Phase A
Phase C
Axial symmetry
0 10 20 30 40 mm
72
E
Equations Used in COMSOL Multiphysics for Modelling the Three-phase Rotary Transformer
∇×H=J
B=∇×A
∂A
E=−
∂t
J = σE
(8.7)
Z
Icoil =
J · ecoil
Vcoil
ecoil
2πr
= Out-of-plane unit vector
Je = σ
ecoil
where
• H - Magnetic field intensity
• B - Magnetic flux density
• A - Magnetic vector potential
• J - Current density
• E - Electric field intensity
• Icoil - Total coil current
• Vcoil - Total coil voltage
• Je - Externally generated current density
• σ - Electrical conductivity
• ecoil - Coil current flow
73
(8.8)
F
Dimension of O-ring laminations in the rotor-radial
core
Nr-total = 31 tapperent = 0.3610 mm tWEDM = 0.1000 mm
hr-core = 11.1910 mm
IDr-a-core = 71.60 mm IDr-b-core = 41.27 mm ODr-core = 102.00 mm
tan αr = 0.7381
lr-allowance = 0.5891 mm
N
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
ID (mm)
70.4218
69.4436
68.4654
67.4872
66.5090
65.5308
64.5526
63.5745
62.5963
61.6181
60.6399
59.6617
58.6835
57.7053
56.7271
55.7489
54.7707
53.7925
52.8143
51.8361
50.8579
49.8797
48.9015
47.9234
46.9452
45.9670
44.9888
44.0106
43.0324
42.0542
41.0760
OD (mm)
102.2000
102.2000
102.2000
102.2000
102.2000
102.2000
102.2000
102.2000
102.2000
102.2000
102.2000
102.2000
102.2000
102.2000
102.2000
102.2000
102.2000
102.2000
102.2000
102.2000
102.2000
102.2000
102.2000
102.2000
102.2000
102.2000
102.2000
102.2000
102.2000
102.2000
102.2000
74
G
Dimension of O-ring laminations in the stator-radial
core
Ns-total = 28 tapperent = 0.3610 mm tWEDM = 0.1000 mm
hs-core = 10.1080 mm
ODs-a-core = 158.5870 mm ODs-b-core = 142.7030 mm IDs-core = 102.60 mm
tan αs = 1.2727
ls-allowance = 0.3836 mm
N
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
OD (mm)
143.4703
144.0376
144.6049
145.1721
145.7394
146.3067
146.8740
147.4413
148.0086
148.5759
149.1431
149.7104
150.2777
150.8450
151.4123
151.9796
152.5469
153.1141
153.6814
154.2487
154.8160
155.3833
155.9506
156.5179
157.0851
157.6524
158.2197
158.7870
ID (mm)
102.4000
102.4000
102.4000
102.4000
102.4000
102.4000
102.4000
102.4000
102.4000
102.4000
102.4000
102.4000
102.4000
102.4000
102.4000
102.4000
102.4000
102.4000
102.4000
102.4000
102.4000
102.4000
102.4000
102.4000
102.4000
102.4000
102.4000
102.4000
75
H
Magnet wire
The magnetic wire is a custom enamelled copper conductor controlled by the standard of
IEC 60317-0-1, and its characteristics are shown in Table H.1 and H.2.
Table H.1: Characteristics of the magnetic wire used for the secondary winding
Dimensions (mm)
Bare wire (W × L)
(1.35 ± 0.081) × (10.00 ± 0.081)
Max. overall dimension of film-coated wire 1.50 × 10.10
(W × L)
Electrical Resistance at 20 ◦ C (Ω/m)
1.20 ∗ 10−3
Insulation characteristics
Type
Thermal class (◦ C)
Max. Thickness (mm)
Polyesterimide
180
0.0455
Price (USD/kg)
12.8(1)
(1) ZhengZhou LP Industry Co,.LTD. Minimum order: 1000 kg
Table H.2: Characteristics of the magnetic wire used for the primary winding
Dimensions (mm)
Bare wire (diameter)
0.9
Max. overall dimension of film-coated wire 0.989
(diameter)
Electrical Resistance at 20 ◦ C (Ω/m)
1.20 ∗ 10−3
Insulation characteristics
Type
Thermal class (◦ C)
Max. Thickness (mm)
Polyesterimide
200
0.06
Price (SEK/kg)
49(1)
(1) BEVI AB
76
I
Frame and Terminal Box Assembly
terminal box lid
fixing screw (M3)
terminal box
lid
stator PCB
terminal box
fixing screw (M4)
cable gland nut (M20)
Terminal box
non-drive end endshield
screw and washer (M4)
Frame
cable
gland (M20)
fan cover
screw and washer
(M4)
three-phase
cable
frame
mount foot
fan cover
nut (M4)
fan
axial cover
frame mount foot
fixing screw (M8)
non-drive
end endshield
fan end cover
The frame of the rotary transformer holds all the parts in place and provides a means of
mounting the motor to machinery. A die-cast aluminium frame, due to its high cost, is
not suit for this rotary transformer prototyping. A custom aluminium profile design for
producing the frame, however, is less expensive than the die casting method. The profile
geometry is similar to a tube that has many fins are on its outer surface. To mount the
terminal box and fix the two frame mount feet on the frame, remaining three flat surfaces
on the tuber’s outer surface during the profile extrusion. The tube could be a long profile
after the extrusion, and it will be cut to an appropriate length to fit the entire machine that
is constructed by the rotary transformer and the permanent magnet DC motor. Two frame
mount feet are also cut from an aluminium profile. Both have drilled 8 mm diameter holes
for the M8 fixing screws that are used for the transformer mounting.
The non-drive end endshield, a CNC-milled aluminium workpiece, is fastened on the
frame by eight M4 screws. The fan shown in Figure 7.11 is fixed on the shaft and placed
between the non-drive end endshield and the fan end cover. Both fan covers, the fan axial
cover and the fan end cover, are fastened on both sides of the non-drive end endshield,
respectively, by four sets of M4 screws, washers and nuts.
Both fan covers are produced by a 3D printing technology, because their large size and
complex geometry will lead a high cost if using a CNC milling method. Both fan covers
can achieve the cooling airflow to blow the frame and cool the transformer. Figure I.1
shows that the possible cooling airflow direction passes through the frame. (The design
of the cooling and the fan covers learns from [133–135].)
77
Figure I.1: Cross-sectional view of the rotary transformer and the possible cool airflow direction denoted
by blue arrows
78
References
[1] U. Pateriya, A. Srivastava, R. Singh, and B. V. Singh, “A review on noise reduction of brushed DC
motor,” International Journal of Recent Scientific Research, vol. 6, pp. 4159–4161, may 2015.
[2] M. P. Kazmierkowski and A. J. Moradewicz, “Contactless energy transfer (cet) systems - A review,” in Power Electronics and Motion Control Conference (EPE/PEMC), 2012 15th International,
pp. Session 3–1–Session 3–6, Sept 2012.
[3] M. A. Pillai and E. Deenadayalan, “A review of acoustic energy harvesting,” International Journal
of Precision Engineering and Manufacturing, vol. 15, no. 5, pp. 949–965, 2014.
[4] S. Chalasani and J. M. Conrad, “A survey of energy harvesting sources for embedded systems,” in
IEEE SoutheastCon 2008, pp. 442–447, April 2008.
[5] J. Dai and D. C. Ludois, “A survey of wireless power transfer and a critical comparison of inductive and capacitive coupling for small gap applications,” IEEE Transactions on Power Electronics,
vol. 30, pp. 6017–6029, Nov 2015.
[6] A. Sepahvand, A. Kumar, K. Afridi, and D. Maksimovic, “High power transfer density and high
efficiency 100 mhz capacitive wireless power transfer system,” in 2015 IEEE 16th Workshop on
Control and Modeling for Power Electronics (COMPEL), pp. 1–4, July 2015.
[7] S. H. Marx and R. W. Bounds, “A kilowatt rotary power transformer,” Aerospace and Electronic
Systems, IEEE Transactions on, vol. AES-7, pp. 1157–1163, Nov 1971.
[8] K. D. Papastergiou and D. E. Macpherson, “An airborne radar power supply with contactless transfer
of energy – part i: Rotating transformer,” IEEE Transactions on Industrial Electronics, vol. 54,
pp. 2874–2884, Oct 2007.
[9] G. Roberts, A. Owens, P. Lane, M. Humphries, R. Child, F. Bauder, and J. Izquierdo, “A contactless
transfer device for power and data,” in Aerospace Applications Conference, 1996. Proceedings., 1996
IEEE, vol. 2, pp. 333–345 vol.2, Feb 1996.
[10] D. Bortis, I. Kovacevic, L. Fassler, and J. Kolar, “Optimization of rotary transformer for high-speed
applications,” in Control and Modeling for Power Electronics (COMPEL), 2013 IEEE 14th Workshop on, pp. 1–6, June 2013.
[11] Z. Ruihua, Z. Ying, C. Hua, and D. Yumei, “Study and experiment of large power linear contactless
power supply system for moving apparatus,” in Electrical Machines and Systems (ICEMS), 2011
International Conference on, pp. 1–4, Aug 2011.
[12] D. C. J. Krop, J. W. Jansen, and E. Lomonova, “Analysis and design of a tubular linear pm motor
with integrated contactless energy transfer,” in IECON 2011 - 37th Annual Conference on IEEE
Industrial Electronics Society, pp. 1752–1757, Nov 2011.
[13] M. Ryu, H. Cha, Y. Park, and J. Back, “Analysis of the contactless power transfer system using modelling and analysis of the contactless transformer,” in Industrial Electronics Society, 2005. IECON
2005. 31st Annual Conference of IEEE, pp. 7 pp.–, Nov 2005.
[14] Z. Bingyi, L. Hongbin, Z. Yisong, Y. Yong, and F. Guihong, “Contactless electrical energy transmission system using separable transformer,” in Electrical Machines and Systems, 2005. ICEMS 2005.
Proceedings of the Eighth International Conference on, vol. 3, pp. 1721–1724 Vol. 3, Sept 2005.
[15] J. Lastowiecki and P. Staszewski, “Sliding transformer with long magnetic circuit for contactless
electrical energy delivery to mobile receivers,” IEEE Transactions on Industrial Electronics, vol. 53,
pp. 1943–1948, Dec 2006.
[16] T. Campi, S. Cruciani, M. Feliziani, and A. Hirata, “Wireless power transfer system applied to an
active implantable medical device,” in Wireless Power Transfer Conference (WPTC), 2014 IEEE,
pp. 134–137, May 2014.
[17] T. Campi, S. Cruciani, F. Palandrani, V. D. Santis, A. Hirata, and M. Feliziani, “Wireless power
transfer charging system for aimds and pacemakers,” IEEE Transactions on Microwave Theory and
Techniques, vol. 64, pp. 633–642, Feb 2016.
[18] A. Ecklebe and A. Lindemann, “Analysis and design of a contactless energy transmission system
with flexible inductor positioning for automated guided vehicles,” in IEEE Industrial Electronics,
IECON 2006 - 32nd Annual Conference on, pp. 1721–1726, Nov 2006.
79
[19] S. Mohagheghi, B. Parkhideh, and S. Bhattacharya, “Inductive power transfer for electric vehicles:
Potential benefits for the distribution grid,” in Electric Vehicle Conference (IEVC), 2012 IEEE International, pp. 1–8, March 2012.
[20] C. Park, S. Lee, S. Y. Jeong, G. H. Cho, and C. T. Rim, “Uniform power i-type inductive power transfer system with dq-power supply rails for on-line electric vehicles,” IEEE Transactions on Power
Electronics, vol. 30, pp. 6446–6455, Nov 2015.
[21] T. Diekhans and R. W. D. Doncker, “A dual-side controlled inductive power transfer system optimized for large coupling factor variations and partial load,” IEEE Transactions on Power Electronics,
vol. 30, pp. 6320–6328, Nov 2015.
[22] S. Jeszenszky, “History of transformers,” IEEE Power Engineering Review, vol. 16, pp. 9–, Dec
1996.
[23] E. Amoiralis, M. Tsili, and A. Kladas, “Transformer design and optimization: A literature survey,”
Power Delivery, IEEE Transactions on, vol. 24, pp. 1999–2024, Oct 2009.
[24] A. Arvindan, “24-pulse rectifier topology with 3-phase to four 3-phase transformation by novel interconnection of conventional 3-phase and 1-phase transformers,” in IPEC, 2010 Conference Proceedings, pp. 973–979, Oct 2010.
[25] J. S. Peck, “Relative advantages of one-phase and three-phase transformers,” American Institute of
Electrical Engineers, Proceedings of the, vol. 26, pp. 467–471, April 1907.
[26] R. J. Rusch and M. L. Good, “Wyes and wye nots of three-phase distribution transformer connections,” IEEE Transactions on Industry Applications, vol. 26, pp. 683–688, Jul 1990.
[27] W. L. Upson, “General theory of the auto-transformer,” A.I.E.E., Journal of the, vol. 45, pp. 661–665,
July 1926.
[28] V. Bakshi, Transformers & Induction Machines. Technical Publications, 2009.
[29] K. Edwards, Transformers. American Technical Publishers, Incorporated, 1996.
[30] D. Huo, Z. Li, and D. Han, “The analysis of temperature rise of dry-type transformer with case,” in
Electricity Distribution (CICED), 2012 China International Conference on, pp. 1–4, Sept 2012.
[31] R. P. Wojda and M. K. Kazimierczuk, “Winding resistance of litz-wire and multi-strand inductors,”
IET Power Electronics, vol. 5, pp. 257–268, Feb 2012.
[32] V. Bakshi, Basic Electrical Engineering. Technical Publications, 2009.
[33] M. Digalovski, K. Najdenkoski, and G. Rafajlovski, “Impact of current high order harmonic to core
losses of three-phase distribution transformer,” in EUROCON, 2013 IEEE, pp. 1531–1535, July
2013.
[34] H. Shimoji and M. Enokizono, “E & SS model based simulation of core loss and heat build-up in
electrical steel,” in Electromagnetic Field Computation (CEFC), 2010 14th Biennial IEEE Conference on, pp. 1–1, May 2010.
[35] E. Snelling, Soft ferrites: properties and applications. PSMA reprint, PSMA, 2005.
[36] J. Muhlethaler, J. Biela, J. Kolar, and A. Ecklebe, “Core losses under dc bias condition based on
steinmetz parameters,” in Power Electronics Conference (IPEC), 2010 International, pp. 2430–2437,
June 2010.
[37] L. Pryor, R. Schlobohm, and B. Brownell, “A comparison of aluminum vs. copper as used in electrical equipment,” GE Consumer & Industrial, 2009.
[38] M. Laughton and D. Warne, Electrical Engineer’s Reference Book. Elsevier Science, 2002.
[39] K. Verbeken, I. INFANTE-DANZO, J. Barros-Lorenzo, J. Schneider, and Y. Houbaert, “Innovative
processing for improved electrical steel properties,” Revista de metalurgia, vol. 46, no. 5, pp. 458–
468, 2010.
[40] H. Harstick, M. Ritter, A. Plath, and W. Riehemann, “Ebsd investigations on cutting edges of nonoriented electrical steel,” Metallography, Microstructure, and Analysis, vol. 3, no. 4, pp. 244–251,
2014.
[41] G. Stone, I. Culbert, E. Boulter, and H. Dhirani, Electrical Insulation for Rotating Machines: Design,
Evaluation, Aging, Testing, and Repair. IEEE Press Series on Power Engineering, Wiley, 2014.
[42] D. S. Petrovic, “Non-oriented electrical steel sheets,” Materiali in tehnologije, vol. 44, no. 6, pp. 317–
325, 2010.
[43] D. Dorner, S. Zaefferer, L. Lahn, and D. Raabe, “Overview of microstructure and microtexture development in grain-oriented silicon steel,” Journal of Magnetism and Magnetic Materials, vol. 304,
no. 2, pp. 183 – 186, 2006. Proceedings of the 17th International Symposium on Soft Magnetic
MaterialsProceedings of the 17th International Symposium on Soft Magnetic Materials.
[44] J. Pyrhonen, T. Jokinen, and V. Hrabovcova, Design of Rotating Electrical Machines. Wiley, 2009.
80
[45] H. Kockar and T. Meydan, “Specific power loss comparisons of magnetic strips using standard epstein frame,” Journal of Korean Physical Society, 2002.
[46] R. Kotnala and P. Kothari, “Magnetic measurements on electrical steel strips using standard epstein
frame,” INDIAN JOURNAL OF PURE AND APPLIED PHYSICS, vol. 38, no. 11, pp. 797–800,
2000.
[47] E. Antonelli, E. Cardelli, and A. Faba, “Epstein frame: How and when it can be really representative about the magnetic behavior of laminated magnetic steels,” Magnetics, IEEE Transactions on,
vol. 41, no. 5, pp. 1516–1519, 2005.
[48] M. Ruviaro, F. Rüncos, N. Sadowski, and I. M. Borges, “Design and analysis of a brushless doubly
fed induction machine with rotary transformer,” in Electrical Machines (ICEM), 2010 XIX International Conference on, pp. 1–6, Sept 2010.
[49] M. Ruviaro and F. Rüncos, “A brushless doubly fed induction machine with flat plane rotary transformers,” in Electrical Machines (ICEM), 2012 XXth International Conference on, pp. 23–29, Sept
2012.
[50] M. Ruviaro, F. Rüncos, N. Sadowski, and I. M. Borges, “Analysis and test results of a brushless
doubly fed induction machine with rotary transformer,” IEEE Transactions on Industrial Electronics,
vol. 59, pp. 2670–2677, June 2012.
[51] A. Abdolkhani and A. Hu, “A novel detached magnetic coupling structure for contactless power
transfer,” in IECON 2011 - 37th Annual Conference on IEEE Industrial Electronics Society,
pp. 1103–1108, Nov 2011.
[52] A. Abdolkhani, A. Hu, and N.-K. Nair, “A double stator through-hole type contactless slipring for
rotary wireless power transfer applications,” Energy Conversion, IEEE Transactions on, vol. 29,
pp. 426–434, June 2014.
[53] J. P. C. Smeets, L. Encica, and E. Lomonova, “Comparison of winding topologies in a pot core
rotating transformer,” in Optimization of Electrical and Electronic Equipment (OPTIM), 2010 12th
International Conference on, pp. 103–110, May 2010.
[54] A. Abdolkhani and A. P. Hu, “A contactless slipring system based on axially traveling magnetic
field,” Emerging and Selected Topics in Power Electronics, IEEE Journal of, vol. 3, no. 1, pp. 280–
287, 2015.
[55] A. Abdolkhani and A. Hu, “A contactless slipring system by means of axially travelling magnetic
field,” in Energy Conversion Congress and Exposition (ECCE), 2012 IEEE, pp. 1796–1803, Sept
2012.
[56] A. Abdolkhani, A. P. Hu, G. A. Covic, and M. Moridnejad, “Through-hole contactless slipring system based on rotating magnetic field for rotary applications,” IEEE Transactions on Industry Applications, vol. 50, pp. 3644–3655, Nov 2014.
[57] A. Abdolkhani and A. P. Hu, “Improved coupling design of contactless slipring for rotary applications,” IEEE Journal of Emerging and Selected Topics in Power Electronics, vol. 3, pp. 288–295,
March 2015.
[58] J. Legranger, G. Friedrich, S. Vivier, and J. Mipo, “Design of a brushless rotor supply for a wound
rotor synchronous machine for integrated starter generator,” in Vehicle Power and Propulsion Conference, 2007. VPPC 2007. IEEE, pp. 236–241, Sept 2007.
[59] J. Legranger, G. Friedrich, S. Vivier, and J. C. Mipo, “Comparison of two optimal rotary transformer
designs for highly constrained applications,” in Electric Machines Drives Conference, 2007. IEMDC
’07. IEEE International, vol. 2, pp. 1546–1551, May 2007.
[60] J. C. Olivares, Study of Loss Reduction in Distribution Transformers. PhD thesis, Center for Research
and Advanced Studies of the National Polytechnic Institute, 2003.
[61] J. C. Olivares-Galván, P. S. Georgilakis, and R. Ocon-Valdez, “A review of transformer losses,”
Electric Power Components and Systems, vol. 37, no. 9, pp. 1046–1062, 2009.
[62] OECD, “Electricity generation,” OECD Factbook 2011-2012: Economic, Environmental and Social
Statistics, 2012.
[63] M. C.-G. David Borge-Diez, Antonio Colmenar-Santos and J. Carpio-Ibanez, “Parallel distribution
transformer loss reductions: A proposed method and experimental validation,” International Journal
of Electrical Power & Energy Systems, vol. 49, pp. 170 – 180, 2013.
[64] A. Honda, B. Fukuda, I. Ohyama, and Y. Mine, “Effects of magnetic properties of nonoriented
electrical steel sheets on motor efficiency,” Journal of Materials Engineering, vol. 12, no. 1, pp. 41–
45, 1990.
[65] H. Shimanaka, Y. Ito, K. Matsumara, and B. Fukuda, “Recent development of non-oriented electrical
steel sheets,” Journal of Magnetism and Magnetic Materials, vol. 26, no. 1, pp. 57 – 64, 1982.
[66] S. A. Schuster, Electrical Notes,Volume 1. Jignesh.Parmar, 2014.
81
[67] L. Kralj and D. Miljavec, “Stray losses in power transformer tank walls and construction parts,” in
Electrical Machines (ICEM), 2010 XIX International Conference on, pp. 1–4, Sept 2010.
[68] J. Olivares-Galvan, S. Magdaleno-Adame, R. Escarela-Perez, R. Ocon-Valdez, P. Georgilakis, and
G. Loizos, “Reduction of stray losses in flange-bolt regions of large power transformer tanks,” Industrial Electronics, IEEE Transactions on, vol. 61, pp. 4455–4463, Aug 2014.
[69] J. Olivares-Galván, S. Magdaleno-Adame, R. Escarela-Perez, R. Ocon-Valdéz, P. Georgilakis, and
G. Loizos, “Experimental validation of a new methodology to reduce hot spots on the screws of
power transformer tanks,” in Electrical Machines (ICEM), 2012 XXth International Conference on,
pp. 2318–2322, IEEE, 2012.
[70] A. J. Moses, P. I. Anderson, T. Phophongviwat, and S. Tabrizi, “Contribution of magnetostriction to
transformer noise,” in Universities Power Engineering Conference (UPEC), 2010 45th International,
pp. 1–5, IEEE, 2010.
[71] H. Erben and A. Freeman, “Brush friction and contact losses,” American Institute of Electrical Engineers, Transactions of the, vol. XXXII, pp. 559–564, Jan 1913.
[72] M. Awad and W. Martin, “Windage loss reduction study for tftr pulse generator,” in Fusion Engineering, 1997. 17th IEEE/NPSS Symposium, vol. 2, pp. 1125–1128 vol.2, Oct 1997.
[73] A. Krings and J. Soulard, “Overview and comparison of iron loss models for electrical machines,” in
5th International Conference and Exhibition on Ecological Vehicles and Renewable Energies (EVER
10), Monte-Carlo, MONACO, MAR 25-28, 2010, 2010.
[74] A. Boglietti, A. Cavagnino, M. Lazzari, and M. Pastorelli, “Predicting iron losses in soft magnetic
materials with arbitrary voltage supply: an engineering approach,” IEEE Transactions on Magnetics,
vol. 39, pp. 981–989, Mar 2003.
[75] H. Toda, Y. Zaizen, M. Namikawa, N. Shiga, Y. Oda, and S. Morimoto, “Iron loss deterioration
by shearing process in non-oriented electrical steel with different thicknesses and its influence on
estimation of motor iron loss,” IEEJ Journal of Industry Applications, vol. 3, no. 1, pp. 55–61, 2014.
[76] P. K. Klimczyk, P. Anderson, A. Moses, and M. Davies, “Influence of cutting techniques on magnetostriction under stress of grain oriented electrical steel,” Magnetics, IEEE Transactions on, vol. 48,
no. 4, pp. 1417–1420, 2012.
[77] M. Bali and A. Muetze, “Influences of co 2 laser, fkl laser, and mechanical cutting on the magnetic
properties of electrical steel sheets,” Industry Applications, IEEE Transactions on, vol. 51, no. 6,
pp. 4446–4454, 2015.
[78] S. Norman, R. Sieberth, A. Appleyard, A. Hassey, A. Wetzig, and E. Bayer, “Application and performance of kw-class single-mode fibre lasers in the cutting of non-oriented electrical steel,” 2012.
[79] Y. Oda, H. Toda, N. Shiga, S. Kasai, and T. Hiratani, “Effect of si content on iron loss of electrical
steel sheet under compressive stress,” Magnetics, IEEE Transactions on, vol. 50, no. 4, pp. 1–4,
2014.
[80] P. Baudouin, M. De Wulf, L. Kestens, and Y. Houbaert, “The effect of the guillotine clearance on
the magnetic properties of electrical steels,” Journal of magnetism and magnetic materials, vol. 256,
no. 1, pp. 32–40, 2003.
[81] T. Nakata, M. Nakano, and K. Kawahara, “Effects of stress due to cutting on magnetic characteristics
of silicon steel,” Magnetics in Japan, IEEE Translation Journal on, vol. 7, no. 6, pp. 453–457, 1992.
[82] W. M. Arshad, T. Ryckebusch, F. Magnussen, H. Lendenmann, B. Eriksson, J. Soulard, and B. Malmros, “Incorporating lamination processing and component manufacturing in electrical machine design tools,” in Industry Applications Conference, 2007. 42nd IAS Annual Meeting. Conference
Record of the 2007 IEEE, pp. 94–102, IEEE, 2007.
[83] V. M. Paltanea, G. Paltanea, and H. Gavrila, “Some important effects of the water jet and laser cutting
methods on the magnetic properties of the non-oriented silicon iron sheets,” in Advanced Topics in
Electrical Engineering (ATEE), 2015 9th International Symposium on, pp. 452–455, IEEE, 2015.
[84] A. Boglietti, A. Cavagnino, M. Lazzari, and M. Pastorelli, “Effects of punch process on the magnetic
and energetic properties of soft magnetic material,” in Electric Machines and Drives Conference,
2001. IEMDC 2001. IEEE International, pp. 396–399, IEEE, 2001.
[85] A. Boglietti, A. Cavagnino, L. Ferraris, and M. Lazzari, “The annealing influence onto the magnetic
and energetic properties in soft magnetic material after punching process,” in Electric Machines and
Drives Conference, 2003. IEMDC’03. IEEE International, vol. 1, pp. 503–508, IEEE, 2003.
[86] H. Harstick, M. Ritter, and W. Riehemann, “Influence of punching and tool wear on the magnetic
properties of nonoriented electrical steel,” Magnetics, IEEE Transactions on, vol. 50, no. 4, pp. 1–4,
2014.
[87] A. Boehm and I. Hahn, “Influence of turning on the magnetic properties of electrical steel in the
production of electrical machines,” in Electric Machines & Drives Conference (IEMDC), 2011 IEEE
International, pp. 83–88, IEEE, 2011.
82
[88] T. Rahman, J. C. Akiror, P. Pillay, and D. A. Lowther, “Comparison of iron loss prediction formulae,”
parameters, vol. 3, p. 4, 2013.
[89] D. Eggers, S. Steentjes, and K. Hameyer, “Advanced iron-loss estimation for nonlinear material
behavior,” Magnetics, IEEE Transactions on, vol. 48, no. 11, pp. 3021–3024, 2012.
[90] D. Lin, P. Zhou, W. Fu, Z. Badics, and Z. Cendes, “A dynamic core loss model for soft ferromagnetic
and power ferrite materials in transient finite element analysis,” Magnetics, IEEE Transactions on,
vol. 40, no. 2, pp. 1318–1321, 2004.
[91] H. Neubert, T. Bödrich, and R. Disselnkötter, “Transient electromagnetic-thermal fe-model of a
spice-coupled transformer including eddy currents with comsol multiphysics 4.2,” in 2011 COMSOL
Conference, Stuttgart, pp. 1–7, 2011.
[92] C. Multiphysics, “COMSOL Multiphysics user guide (version 5.2),” COMSOL, AB, 2015.
[93] Z. Godec, “Influence of slitting on core losses and magnetization curve of grain-oriented electrical
steels,” Magnetics, IEEE Transactions on, vol. 13, no. 4, pp. 1053–1057, 1977.
[94] A. J. Clerc and A. Muetze, “Measurement of stator core magnetic degradation during the manufacturing process,” Industry Applications, IEEE Transactions on, vol. 48, no. 4, pp. 1344–1352, 2012.
[95] R. Girgis et al., “Effect of slitting electrical core steel on measured iron loss,” Journal of magnetism
and magnetic materials, vol. 215, pp. 110–111, 2000.
[96] R. Siebert, J. Schneider, and E. Beyer, “Laser cutting and mechanical cutting of electrical steels and
its effect on the magnetic properties,” Magnetics, IEEE Transactions on, vol. 50, no. 4, pp. 1–4,
2014.
[97] A. Schoppa, J. Schneider, and J.-O. Roth, “Influence of the cutting process on the magnetic properties
of non-oriented electrical steels,” Journal of magnetism and magnetic materials, vol. 215, pp. 100–
102, 2000.
[98] R. Rygal, A. Moses, N. Derebasi, J. Schneider, and A. Schoppa, “Influence of cutting stress on
magnetic field and flux density distribution in non-oriented electrical steels,” Journal of magnetism
and Magnetic Materials, vol. 215, pp. 687–689, 2000.
[99] E. G. Araujo, J. Schneider, K. Verbeken, G. Pasquarella, and Y. Houbaert, “Dimensional effects on
magnetic properties of fe–si steels due to laser and mechanical cutting,” Magnetics, IEEE Transactions on, vol. 46, no. 2, pp. 213–216, 2010.
[100] A. Schoppa, J. Schneider, and C.-D. Wuppermann, “Influence of the manufacturing process on the
magnetic properties of non-oriented electrical steels,” Journal of Magnetism and Magnetic Materials,
vol. 215, pp. 74–78, 2000.
[101] Y. Kurosaki, H. Mogi, H. Fujii, T. Kubota, and M. Shiozaki, “Importance of punching and workability in non-oriented electrical steel sheets,” Journal of Magnetism and Magnetic Materials, vol. 320,
no. 20, pp. 2474–2480, 2008.
[102] G. Loisos and A. J. Moses, “Effect of mechanical and nd: Yag laser cutting on magnetic flux distribution near the cut edge of non-oriented steels,” Journal of materials processing technology, vol. 161,
no. 1, pp. 151–155, 2005.
[103] V. Manescu, G. Paltanea, H. Gavrila, and I. Peter, “The influence of punching and laser cutting
technologies on the magnetic properties of non-oriented silicon iron steels,” in Fundamentals of
Electrical Engineering (ISFEE), 2014 International Symposium on, pp. 1–4, Nov 2014.
[104] P. Baudouin, A. Belhadj, F. Breaban, A. Deffontaine, and Y. Houbaert, “Effects of laser and mechanical cutting modes on the magnetic properties of low and medium si content nonoriented electrical
steels,” Magnetics, IEEE Transactions on, vol. 38, no. 5, pp. 3213–3215, 2002.
[105] M. Yabumoto, C. Kaido, T. Wakisaka, T. Kubota, and N. Suzuki, “Electrical steel sheet for traction
motor of hybrid/electric vehicles,” SHINNITTETSU GIHO, pp. 51–54, 2003.
[106] M. Hofmann, H. Naumoski, U. Herr, and H. G. Herzog, “Magnetic properties of electrical steel
sheets in respect of cutting: Micromagnetic analysis and macromagnetic modeling,” IEEE Transactions on Magnetics, vol. 52, pp. 1–14, Feb 2016.
[107] H. Naumoski, B. Riedmüller, A. Minkow, and U. Herr, “Investigation of the influence of different cutting procedures on the global and local magnetic properties of non-oriented electrical steel,”
Journal of Magnetism and Magnetic Materials, vol. 392, pp. 126–133, 2015.
[108] A. Schoppa, H. Louis, F. Pude, and C. von Rad, “Influence of abrasive waterjet cutting on the magnetic properties of non-oriented electrical steels,” Journal of magnetism and magnetic materials,
vol. 254, pp. 370–372, 2003.
[109] S. F. Miller, C.-C. Kao, A. J. Shih, and J. Qu, “Investigation of wire electrical discharge machining of thin cross-sections and compliant mechanisms,” International Journal of Machine Tools and
Manufacture, vol. 45, no. 15, pp. 1717–1725, 2005.
83
[110] A. Boehm and I. Hahn, “A new approach in the production of electrical motors using only machining
processes,” in Electric Drives Production Conference (EDPC), 2011 1st International, pp. 78–83,
IEEE, 2011.
[111] A. Schoppa, J. Schneider, C.-D. Wuppermann, and T. Bakon, “Influence of welding and sticking of
laminations on the magnetic properties of non-oriented electrical steels,” Journal of magnetism and
magnetic materials, vol. 254, pp. 367–369, 2003.
[112] C. Kaido, H. Mogi, and K. Hanzawa, “The effect of short circuit between laminated steel sheets on
the performance of lamination core of motor,” IEEJ Transactions on Fundamentals and Materials,
vol. 123, pp. 857–862, 2003.
[113] E. Lamprecht, M. Homme, and T. Albrecht, “Investigations of eddy current losses in laminated cores
due to the impact of various stacking processes,” in Electric Drives Production Conference (EDPC),
2012 2nd International, pp. 1–8, IEEE, 2012.
[114] T. Nakayama and H. Kojima, “Interlocking performances on non-oriented electrical steels,” Journal
of materials engineering and performance, vol. 16, no. 1, pp. 7–11, 2007.
[115] J.-X. Shen, G.-Y. Zhou, S.-L. Jin, and H. Hao, “Analysis of iron loss in interlocked lamination core,”
in 2015 International Conference on Sustainable Mobility Applications, Renewables and Technology
(SMART), pp. 1–4, IEEE, 2015.
[116] H. Wang, Y. Zhang, and S. Li, “Laser welding of laminated electrical steels,” Journal of Materials
Processing Technology, vol. 230, pp. 99–108, 2016.
[117] E. J. Hilinski and G. H. Johnston, “Annealing of electrical steel,” in Electric Drives Production
Conference (EDPC), 2014 4th International, pp. 1–7, IEEE, 2014.
[118] M. Emura, F. Landgraf, W. Ross, and J. Barreta, “The influence of cutting technique on the magnetic properties of electrical steels,” Journal of Magnetism and Magnetic Materials, vol. 254–255,
pp. 358–360, 2003. Proceedings of the 15th International Conference on Soft Magnetic Materials
(SMM15).
[119] F. J. G. Landgraf and M. Emura, “Losses and permeability improvement by stress relieving fully
processed electrical steels with previous small deformations,” Journal of magnetism and magnetic
materials, vol. 242, pp. 152–156, 2002.
[120] C.-C. Chiang, A. M. Knight, M.-F. Hsieh, M.-G. Tsai, B. H. Liu, I.-G. Chen, Z.-L. Gaing, and M.-C.
Tsai, “Effects of annealing on magnetic properties of electrical steel and performances of srm after
punching,” Magnetics, IEEE Transactions on, vol. 50, no. 11, pp. 1–4, 2014.
[121] A. Krings, M. Cossale, J. Soulard, A. Boglietti, and A. Cavagnino, “Manufacturing influence on the
magnetic properties and iron losses in cobalt-iron stator cores for electrical machines,” in Energy
Conversion Congress and Exposition (ECCE), 2014 IEEE, pp. 5595–5601, IEEE, 2014.
[122] M. Oka, T. Ogasawara, N. Kawano, and M. Enokizono, “Estimation of suppressed iron loss by stressrelief annealing in an actual induction motor stator core by using the excitation inner core method,”
Magnetics, IEEE Transactions on, vol. 50, no. 11, pp. 1–4, 2014.
[123] H. Domeki, Y. Ishihara, C. Kaido, Y. Kawase, S. Kitamura, T. Shimomura, N. Takahashi, T. Yamada,
and K. Yamazaki, “Investigation of benchmark model for estimating iron loss in rotating machine,”
Magnetics, IEEE Transactions on, vol. 40, no. 2, pp. 794–797, 2004.
[124] A. Krings, Iron Losses in Electrical Machines - Influence of Material Properties, Manufacturing
Processes, and Inverter Operation. PhD thesis, School of Electrical Engineering KTH Royal Institute
of Technology, 2014.
[125] P. Beckley and I. of Electrical Engineers, Electrical Steels for Rotating Machines. Energy Engineering Series, Institution of Engineering and Technology, 2002.
[126] I. Dasgupta, Design of Transformers. Tata McGraw-Hill, 2002.
[127] K. Schmidt, “Influence of punching on the magnetic properties of electric steel with 1% silicon,” J.
Magn. Magn. Mater, vol. 2, no. 1-3, pp. 136–150, 1976.
[128] M. Bali, H. D. Gersem, and A. Muetze, “Finite-element modeling of magnetic material degradation
due to punching,” IEEE Transactions on Magnetics, vol. 50, pp. 745–748, Feb 2014.
[129] C.-C. Chiang, M.-F. Hsieh, Y.-H. Li, and M.-C. Tsai, “Impact of electrical steel punching process on
the performance of switched reluctance motors,” Magnetics, IEEE Transactions on, vol. 51, no. 11,
pp. 1–4, 2015.
[130] A. Kraemer, J. Stoll, D. Blickle, G. Lanza, and B. Boeker, “Analysis of wear behavior of stamping
tools in the production of electrical steel sheets,” in Electric Drives Production Conference (EDPC),
2015 5th International, pp. 1–7, Sept 2015.
[131] R. Woehrnschimmel, A. Muetze, S. Ertl, H. Kapeller, O. Winter, and D. Horwatitsch, “Simulating the
change of magnetic properties of electrical steel sheets due to punching,” in 2015 IEEE International
Electric Machines Drives Conference (IEMDC), pp. 1324–1328, May 2015.
84
[132] P. Diouf and W. Herbert, “Understanding rotor balance for electric motors,” in Pulp and Paper
Industry Technical Conference, Conference Record of 2014 Annual, pp. 7–17, June 2014.
[133] J. Vad, C. Horváth, M. Lohász, D. Jesch, L. Molnár, G. Koscsó, L. Nagy, I. Dániel, and A. Gulyás,
“Redesign of an electric motor cooling fan for reduction of fan noise and absorbed power,” in Proceedings of the 9th European Conference on Turbomachinery Fluid Dynamics and Thermodynamics,
Istanbul, Turkey, March, pp. 21–25, 2011.
[134] W. Helmut, P. Zaucher, and X. Jian, “On acoustic noise reduction procedure for inverter-fed induction
machines,” in Power Electronics and Motion Control Conference, 2008. EPE-PEMC 2008. 13th,
pp. 1722–1728, Sept 2008.
[135] S. Mizuno, S. Noda, M. Matsushita, T. Koyama, and S. Shiraishi, “Development of a totally enclosed
fan-cooled traction motor,” IEEE Transactions on Industry Applications, vol. 49, pp. 1508–1514,
July 2013.
85