DEVELOPMENT OF NON-GRAIN ORIENTED SILICON STEEL
advertisement

(A. Ferraiuolo, D. Rambelli, L. Solazzi)
DEVELOPMENT OF NON-GRAIN ORIENTED SILICON STEEL GRADE M310-50K
WITH HIGH PERMEABILITY AND LOW ENERGY LOSS
ABSTRACT
The development of motor engine with improved efficiency is driving the adoption of non oriented steel
grade with quite low power loss and high permeability. In this frame NGO grades M310-50K and M29050K are increasingly requested by the market. In the present work is presented the development of the
semi-processed grade M310-50K, based on a 2.0 wt% Si non-oriented electrical steel, at Marcegaglia
Carbon Steel through the optimization of the microstructural characteristics of final product by means
of the thermo-mechanical processing (TMP) conditions and the following cold rolling, annealing cycle
and skin-pass processes. Microstructure and ODF analysis were carried out on hot rolled sample, cold
rolled and annealed and after final decarburization and secondary recrystallization annealing. The results
confirmed that to develop the favorable texture and achieve the target magnetic properties a through
process approach has to be adopted.
Texture
The ideal texture of a soft iron core for motor engine is the one that maximizes the density of <100>
crystal directions in the plane of the sheet. Therefore for rotating machine in addition to the well-known
Goss component {110}001, the orientations of the cube fibre for which the {001} planes are parallel to
the rolling plane are also desired (Fig. 6).
HOT ROLLED
a)
b)
MATERIALS AND METHODS
The chemical compositions used for the industrial production of NGO electrical steels grade M310-50K
is reported in the following Table 1. In Fig. 1 is reported the phase diagram of the steel tested.
As can be noted there is no α-γ phase transformation during the hot rolling temperature range.
C
Si
Mn
Al
P
<0.005
2.0
0.4
0.5
0.015
S
N
<0.01 <0.005
Table 1: Steel chemical composition (wt%).
Tailoring the texture of the final product requires
an optimized processing strategy, which involves
a thorough understanding of texture evolution
along the manifold processing steps.
The current contribution presents the results of
the M310-50K product development carried out
by means of optimization of the texture evolution
through the selection of the best hot and cold
rolling processing parameters.
Microstructure and texture evolution was
characterized by means of optical microscope
analysis and ODF analysis (Mo target x-ray tube)
on hot rolled strip, after cold rolling and batch
annealing till to the laboratory decarburization
and secondary recrystallization treatment.
Fig.7: ODF of hot rolled strip: a) surface - b) centre thickness.
COLD ROLLED AND ANNEALED
Fig.1: Phase diagram
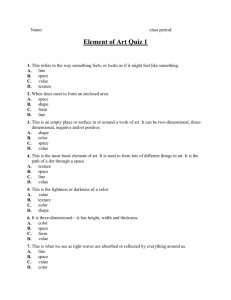
Figure 2 illustrates the whole manufacturing route
of the product. The slabs were reheated to 1200
°C and kept in the furnace for a soaking time of
90 minutes, and then hot rolled to 2.0 mm.
The finishing rolling process started at temperature
Fig.2:Manufacturing route of a semi-processed
1050 °C and finished at 860 °C.
at Marcegaglia Carbon Steel
After hot rolling, the strip was coiled at 680 °C.
The hot rolled strip was pickled and cold rolled down to 0.5 mm and then annealed in a bell furnace. The
annealing conditions are of paramount importance for the enhancement of the target texture. The annealing
atmosphere consists of 100% H2 to obtain a smooth surface without oxidization, and the dew point was
kept under -50 °C. The final process is the skin-pass with a typical elongation ranging between 4-8%.
Fig.8: Main fiber texture of cold rolled and annealed strip
(1/4 strip thickness)
FULLY FINISHED
In Fig.7, 8, 9 are shown the texture of hot
rolled, cold rolled and annealed strip, and fully
finished strip (after laboratory decarburization
and secondary recrystallisation). The values
reported in the plots are proportional to
the volume fractions of grains with the
considered plane orthogonal to the “normal
direction” of the sheet, measured respect the
volume fraction of same plane in a random
sample (I0). The hot rolled sample texture was
characterised both close the strip surface
and in the centre thickness.
As can be noted (Fig.7) a weak Goss
orientation develops close to the sheet
surface. The origin of the Goss component
in the hot rolling stage, is due to high friction
and the resulting shear deformation.
Fig.8 illustrates the texture of the cold rolled
and annealed sample revealing a strong
g-fibre, as expected after recrystallization.
The fully finished strip (Fig.9) was obtained
heating the semi-finished samples at 840
°C for 2 hours in controlled wet hydrogen
atmosphere. This sample reveals a weak
volume fraction of Goss oriented grains,
inherited through the cold rolling and primary
recrystallisation process, and a higher volume
fraction of grains with the cube fibre i.e. with
the [001] planes parallel to the rolling plane.
For measurement of hysteresis curves and
losses of soft magnetic sheets of steel the
standardized 30 cm Epstein frame is measuring
equipment was adopted according to IEC
60404-2 norm. In the Table 2 are reported
the results of the measurements in terms of
power loss and polarisation carried out with
the Epstein frame. As can be noted the losses
Ps at B=1.5T and 50Hz are quite good and
fits well the requirements of the steel grade
M310-50K.
RESULTS
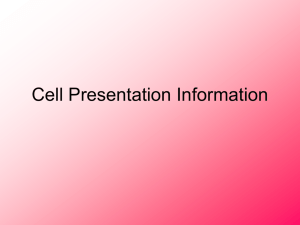
Microstructure
Figure 3 illustrates the microstructure of hot rolled strip characterized by almost complete recrystallization
in the surface zone and a partially recrystallized structure in the centre thickness. The microstructure of
cold rolled and annealed strip (Fig.2) is characterized by a fully recrystallized structure with an average
grain size of 20 mm. The fully finished strip after secondary recrystallization is characterized by a quite
homogeneous grain size distribution with an average grain size of 120 mm.
HOT ROLLED
γ-fibre texture components, which evolve
during both the hot and cold rolling operations,
are unfavorable for magnetic properties since
they have hard magnetization directions.
In addition to these specific textures, a coarse
grained microstructure is required to minimize
the magnetic losses. So generally to improve
the final magnetic properties it is important
to maximise the Cube + Goss texture with
respect to γ-fiber, since Goss texture together
with cube texture are efficient in improving
the magnetic properties of electrical steels.
FULLY ANNEALED
Fig.9: ODF of fully finished strip (1/4 strip thickness)
Fig.3: Hot rolled strip microstructure: a) surface - b) centre thickness.
Fig.5: Finished sample microstructure:
a) surface - b) centre thickness.
J ( Hs=2500A/m)
J ( Hs=5000A/m)
J ( Hs=1000A/m)
≤3.1
≥1.55
≥1.64
≥1.76
Table 2: Power loss measured by Epstein frame.
CONCLUSIONS
COLD ROLLED AND ANNEALED
Fig.4: Cold rolled and annealed microstructure:
a) surface - b) centre thickness.
Ps (50Hz, B=1,5T)
Fig.6: Schematic plot
of the main textures
In the present paper the results of the industrial development of the non oriented grade M310-50K at
Marcegaglia Carbon Steel (Ravenna plant) has been presented. The magnetic properties of electrical
steels such as magnetization curves, permeability and specific losses are, to a large extent, correlated with
the microstructure and crystallographic texture. The maximisation of these properties depends on the
optimisation between of the thermomechanical process (TMP) adopted and the following cold processing
of the strip and the need of cost reductions. Of course this optimisation is strictly related to the specific
chemical composition adopted. The results confirmed that the best magnetic performances were achieved
with the TMP conditions consisting of slabs reheated at 1200°C, finish hot rolling at 860 °C and coiling at
680 °C. The following process consisted in cold rolling with a reduction of 75%. The fine tuning of batch
annealing and skin-pass conditions (4-8%) allowed to achieve power loss below 3.1W/Kg and J50≥1.64T.