Utilization of Volumetric Displacement in - Purdue e-Pubs
advertisement

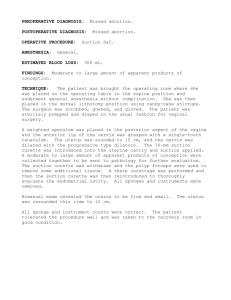
Purdue University Purdue e-Pubs International Compressor Engineering Conference School of Mechanical Engineering 1990 Utilization of Volumetric Displacement in Reciprocating Compressors J. A. McGovern Trinity College Follow this and additional works at: http://docs.lib.purdue.edu/icec McGovern, J. A., "Utilization of Volumetric Displacement in Reciprocating Compressors" (1990). International Compressor Engineering Conference. Paper 713. http://docs.lib.purdue.edu/icec/713 This document has been made available through Purdue e-Pubs, a service of the Purdue University Libraries. Please contact epubs@purdue.edu for additional information. Complete proceedings may be acquired in print and on CD-ROM directly from the Ray W. Herrick Laboratories at https://engineering.purdue.edu/ Herrick/Events/orderlit.html llriLIZATION OF VOLUMimUC DISPLACEMENT IN RBCIPROOATING ru!PRESSORS J. A. McGovern Department of Mechanical and Manufacturing Engineering Trinity College, Dublin, Ireland ABSTRACT The main factors affecting utilization of volumetric displacement of reciprocating compressors are analysed. A coherent system of parameters to quantify these is formulated. Reference is made to conventional parameters and to the work of other authors. Some new parameters are introduced and int~rrelationships are described. The overall_purpose of the theory is to apportion shortcomings in the volumetric efficiency of reciprocating compressors to specific causes, on the basis of test measurements. The measurement problems which would arise in applying the theory fully are not addressed. THE PROCESSES OF THE RECIPROCATING CCMPRESSOR CYCLE Fig. 1 illustrates the cycle of a reciprocating compressor as a diagram of cylinder pressure versus volume. The horizontal lines through points 4 and 1 and through points 3 and 2 represent the mean values of the fluctuating pressures within the suction and discharge pipes respectively. v Fig. 1 An indicator diagram as might be measured experimentally for a reciprocating compressor, showing overpressure and underpressure caused by valve throttling. VOLUMETRIC EFFICIENCY The volumetric efficiency, which is also known as the displacement utilization efficiency, quantifies the utilization of the volumetric displacement of the piston and is defined as follows: . mv ~ sw 254 (1) where, volumetric efficiency, or, displacement utilization efficiency r)v m N v v .•w = = actual external mass flow rate produced by the compressor number of cycles per unit time (compressor speed)x(number of cylinders) swept volume per cylinder = specific volume of the fluid at the suction condition The volumetric efficiency can be determined experimentally of the mass flow rate and the compressor speed. fro~n measurements FAC'l"ttiS WHICH AFFECT DISPLACEMENT llriLIZATION Kleinert and Najork [ 1] presented an expression for the volumetric efficiency as the product of four efficiency terms which they described. These terms quantified different influences on the overall utilization of displacement. Pandeya and Soedel [2] had previously described an approach wherein the losses in IIB.IIS flow rate were edditive. In the following sections the interrelationships between various influences on displacement utilization are re-examined, taking account of earlier work, and it is shown how the quantifying parameters can be combined to approximate the actual volumetric efficiency. RB-EXPANSION OF '!HE CLEARANCE MASS The fluid in the clearance volume when the piston is at the top dead centre position is re-expandecJ. in the initial part of the induction stroke. The volume occupied by this 'clearsnce IIB.IIS 1 of refrigerant at the suction pressure reduces the volume of fresh cha.rae taken into the cylinder correspondingly. The fundamental expression for the volumetric efficiency of a compressor which is ideal in every respect except that it haa a clearance ratio greater than zero haa the fon11 (2) where A. = r = c v~ v 3 = clearance volumetric efficiency clearance ratio = clearance volume swept volume specific volume of the fluid at the end of the re-expansion process specific volume of the fluid at the start of the re-expansion process For an actual compressor it is proposed that the clearance volumetric efficiency should be evaluated using the specific volume values corresponding to points 4 and 3 on the ac,;·,L•'iil indicator diagrsm as represented in Fig. 1 • It should be emphasized that the ratio of the specific volumes is not necessarily the same as the ratio of the actual volumes on the indicator diagrsm, due to leakage effects. The clearance volumetric efficiency of an actual compressor may also wri ttm as the following well Imown expression 255 be (3) were p• = mean pressure in suction pipe mean pressure in discharge pipe pd n = p::.lytropic index for the re-exparmion process log(p ) - log(p ) 3 n log(v 4 4 ) - log(v 3 ) (4) It should be noted that l. depends on the value of the p::.lytropic index for the re-expansion process, n, and decreases with decreasins n. For an ideal pa a reversible adiabatic re-expanaion process lmuld. have an index, n, equal to the ratio of the specific heats, J. A value of unity IOOuld. be elqleeted for isothermal re-exparmion: this would involve heat transfer to the gas durin& the process. The clearance volumetric efficiency, l., thus includes the effect of heat transfer to the fluid. during re-expanaion. Using the above expressions, ( 2) , or ( 3) with ( 4) , the clearance volumetric efficiency is precisely defined in terms of the actual specific volume values at p::.ints 3 and 4 on the indicator diagram. The Indicated Volumetric Efficiency This parameter is calculated fran measurements on an indicator diagram such as that shown in Fig. 1. TJYI = = = v1 - v4 v ... (5) indicated volumetric efficiency volumes at the p::.ints of suction pressure equalization, from the indicator diagram, Fig. 1. The indicated volumetric efficiency is less than the clearance volumetric efficiency for two main reasons: 1• The volume at the end of the re-expansion stroke ( p::.int 4 , Fig. 1 ) rllBY be greater than that in the case of an ideal compressor with· the same clearance ratio and p::.lytropic index (based on pressure and specific voluae) , due to factors such as leakage or backflow through the discharge valve during re-expansion. 2. Due to underpressure within the cylinder wen the piston reaches the bottom dead centre position, the induction process continues Wile the piston begins to move back up the cylinder and so the volume within the cylinder is less than the sum of the clearance and swept volunes wen pressure equalization occurs (point 1 , Fig. 1 l • To quantify the first effect the 're-expansion loss ratio' is defined: 256 = v... vel - + v~ ... X - (6) v where vel = clearance volume per cylinder This loss ratio quantifies the difference between the volume increase of the actual re-expansio n process and that of an ideal compressor (having the same polytropic index for re-expansio n, the same clearance ratio and the same value of :1.) as a proportion of the swept volume. It quantifies part of the suction leakage effects which are described later. To quantify the second effect described above, the 'under-pres sure loss ratio' is defined: V +V -V = •• t cl ... v (7) The indicated volumetric efficiency is related to the clearance volumetric efficiency by the loss terms defined in equations ( 6) and ( 7 l . (8) Various other effects, some of which are described in this paper, cause the actual volumetric efficiency to be less than the indicated volumetric efficiency . Throttling at the Suction Valve As well as causing underpress ure at the bottolu dead centre position, as already mentioned, this reduces the suction fluid density. Costagliol a analysed these effects [ 3 ( 1950) 1 and presented and explained the derivation of an expression equivalent to equation ( 9) for volumetric efficiency , based on an indicator diaaram such as that in Fia. 1. 'l,.t = J- 1 '1.- J YI I v1 [ 1 - (9) v~ where 'lvst l p V = volumetric efficiency taking account of suction throttling ratio of specific heats pressure within cylinder volume enclosed by the cylinder head, cylinder, and piston Note: In Costagliol a's original paper the terms in brackets in equation (9) were incorrectly printed in a fo= equivalent to (p/p, -1). The second term in Costagliol a' s equation ( 9) takes account of the irreversib le suction throttling process which has the overall effect of increasing the temperatur e and reducing the density at point 1 in the diagram, T.he equation can also be written in the following form: = 11 vi w _ .L.=..l -v---ol l ,.P, 0 257 (10) where W• i = = indicated suction M:Jrk lower crosshatched area in Fig. 1. 1be right hand term in equation ( 10) represents the loss in volumetric efficiency due to suction throttling: Rlot where R = (11) volumetric efficiency loss due to suction throttling. lot In order to illustrate the likely siQlificsnce of the right hand term in equation ( 10), typical values from CC~QPreSSor tests are given below. For compressor speed suction pressure ratio of specific heats (R-12) = 600 r.p.m. = = 2.19 1::ara 1.18 typical test results are: nvi .. = w. 0.865 6.30 J 36.33 J = = 0.026 0.865 - 0.026 = 0.839 Throttlina at the suction valve depends not only on the geometry and flow area versus lift characteristics of the valve port and reed, but, also on the stiffness and dynamic characteristics of the reed. Furthermore, if there is a preload on the valve reed, holding it in position, or if there is any tendency for it to adhere to the seat, there may be a delay from the time when pressure equalization occurs across .the valve to the mcment when the reed begins to lift. This effect too influences the efficiency loss due to suction valve throttling. Heat Transfer to the Suction Vapour Heat transfer which occurs to the fluid after it leaves the suction pipe and before the suction valve closes on the induction stroke further reduces the fluid density at point 1 in Fig, 1. Gosney [4 ( 1951), 5 ( 1953)] extended the type of analysis carried out by Costa&liola to include the effect of heat transfer to the suction fluid, equation ( 12) • A full derivation of the equation, based on the approach he used, is given in [6], (12) where = Q : volumetric efficiency taking account of suction fluid throttling and heat pick up heat transfer to the fluid per cycle from the point where it leaves the suction pipe to closure of the suction valve Equation ( 12) is the same as equation ( 10) in the special case where the amount of heat transfer is zero. The term representing the loss in volumetric 258 efficie ncy due to suction heat transf er can be separa ted out as follow s: _Q_ y-1 v••P. where R lq = --1- (13) volume tric efficie ncy loss due to suctio n heat transf er In order to estima te 1J , using equatio n ( 12) , the amount of heat vst.q transf er to the fluid must be determi nec:l. 'This could to the indica tor diaaram, the mean fluid temper ature be done, if, in additio n enterin g the suction valve and the mean fluid temper atures within the cylind er at points 1 and 4 in Fig. 1 were availa ble. Heat tnmsf er occurs to the suction fluid in tl«l stages . 'The first st.ase occurs within the suction plenum before the fluid enters the suction valve. It can be evalua ted if the mean temper ature of the fluid enterin g the suctio n valve is measur ed. (14) For an ideal gas, (15) where Q sp mE h c p T = = = heat transf er to fluid in the suction plenum per cycle the II88B transfe r'l'ed extern ally per cycle specif ic enthalp y specif ic heat capaci ty of fluid at consta nt pressu re absolu te temper ature subscr ipts: s indica tes a proper ty mean value in the suction pipe sv indica tes a proper ty mean value at entry to the suction valve The second stage of heat transf er to the suction cylind er, from point 4 to point 1 of the cycle (Fig. fluid occurs within the 1)• Q = Q sp + Q cyl ( 16) heat transfe r to the fluid within the cylind er betwee n points 4 and 1 of the cycle Assunti.ng T , T and T v are known, the first step in the evalua 1 4 tion of 0 is to determ ine the temper ature, T 1a, which would exist at point 1 if there were no heat transf er during the induct ion proces s and if the same indica tor diagram apPlied . The term 'adiab atic suctio n temper ature after induct ion' is used to denote this quanti ty. Wherea s the throttl ing proces s itself produc es no temper ature clumae , if ideal gas behavi our is assume d, a temper ature increa se would come about due to compre ssion as the pressu re of the induce d charge increas ed adiaba tically to the suction pressu re at point 1. A deri va.tion of equatio n ( 17) for the adiaba tic suction temper ature after inducti on is given in Append ix A. Qcyl 259 T la = --T ----------------------w.i 1V-(T- + 1 where T 13 = V T 1 ov (17) 1 - - l - - P.V ov 4 - 1 4 adiabatic suction temperature after induction The quantity of heat transfer to the fluid within the cylinder from the start of the induction process to the start of the compression process is given by equation (18) (a derivation is given in Appendix B). = _J_ p l - 1 VT[-1- -_1 ) Tta o t sv Tt (18) Thus, a procedure has been presented whereby T 1 a , Q and thence 11 v • t q can be dete:mined from an indicator diagram with the corresponding mean gas temperatures at the points of suction pressure equalization ( 4 and 1 in Fig. 1 ) and the mean temperature of the fluid entering the suction valve. BACKFLOW AND LEAKAGE Due to late closure of the suction valve, fluid may flow back into the suction plenum. Also, leakage past the piston and past the suction valve when it is seated causes a loss in 11888 fram the cylinder to the suction plenum durina compression, duri.nir the discharae process, and during re-expsnsion. (19) where mb I• m 1 = = backflow throuah the suction valve and leakage from the cylinder to the suction plenum per cycle mass induced The mass induced is defined as follows: = m1 - m4 (20) of fluid present within the cylinder at the point of suction pressure equalization nearest bottom dead centre (point 1, Fig. 1) ma.ss of fluid within the cylinder at the point of suction pressure equalization nearest top dead centre (point 4, Fig. ll DDSS The 'suction leakage and backflow ratio' can be defined as follows: Ill I) bls blo (21) The 'suction side sealing efficiency' can be defined as = 1 - I) bl• (22) The volumetric efficiency allowing for valve throttling, heat transfer to the auction fluid and leakage is given by 260 (23) where r)valql = volumet ric efficien cy taking account of suction fluid throttlin g, heat transfer and. leaksae anmR FAC'l'C&S Throttli na of the fluid enterina the suction plem.m chamber, fran the inlet pipe where the suction pressure is JlleaSUl'ed, will reduce voluoetr ic efficien cy. This effect is included in the equation s already listed • In refriger ant COJUpreSsors there ._y also be a loss of refriger ant from the cylinder with lubricat ing oil which bypasses the piston, as the solubili ty of refriger ant in the oil can be hilb at the condi tiona encounte red within the cylinder . This is in fact !lllOther form of leakage and. would be included in the ratio v • bls The possibi lity that cyclic solubili ty of refriger ant in lubricat ing oil may reduce the volumet ric efficien cy of reciproc ating refriger ant compres sors has been suggeste d in referenc es [1] and [6]. The expressi ons presente d in this paper could be axl.ified to take account of any such effect. CXNCLUSIONS The processe s which occur within a reciproc ating compres sor and particul arly the factors which affect its displace ment utilizat ion have been describe d. These factors have been discusse d, with referenc e to the literatu re, and. paramete rs have been defined to assist in their quantifi cation. The expressi ons given in this paper which follow on from the work of Costa,Kl iola, are based on the assUIIpti on that the fluid can be regarded as an ideal gas. These expressi ons do not strictly apply to real fluids, particul arly refriger ants, which have rather ccmplica ted empirica l equation s of state, or to refriger ant/oil mixtures . Equivale nt expressi ons to those describe d in this paper can be formulat ed for real gases, vapours, or even refriger ant/oil mixtures , but, cannot all be written as relative ly simple expressi ons in tenns of a sme.ll number of measurab le paramete rs. The ideal gas assumpti on is, however, a useful tool in identify ing and quantify ing, if a little crudely, the main factors which influenc e the utilizat ion of volumet ric displace ment. !nevi tably, generali zations and approxim ations muat be made in practice and in theory, due to the limitati ons of test measurem ents, and in order to separate out and roughly quantify effects which, in reality, overlap, interact and are not totally distinct . The theory is put forward as a set of tools for the detailed analysis of displace ment utilizat ion in reciproc ating compres sors. ACKNOWLEOOEMENT The author greatly apprecia tes and acknowle dges the helpful discussi ons on the subject matter of this paper which he has had with his colleagu e, Professo r W.G. Scaife. A Thomas Andrew Coamon Grant from the Institut ion of Mechani cal Engineer s to~ atterdin g the conferen ce is grateful ly scJmowle dged. 261 1. 2. 3. 4. 5. 6. REF'ERENCES Kleinert, H.J. aild Najork, H. 1986. "Energetic and volumetric characteristics for the uniform valuation of gas and refrigeration compressors". Proceedings of the 1986 International Compressor ~ineering Conference - at Purdue, edited by Hamilton, James F. and Cohen, Raymond, West Lafayette, Indiana.: Purdue University. vol. I, pp.210-227. Pand.eya, Prakash and Soedel, Werner 1978. "A generalized approach tmerds compressor perfonBnCe analysis". Prcceedinis of the 1978 Purdue Compressor Technology Conference, edited by Hamilton, James F. , West Lafayette, Indiana.: Purdue University, pp.l35-143. Costagliola, Michael. 1950. "'The theory of spring-loacled valves for reciprocating compressors" • ASME Transactions, J. Appl. Mech. , Dec. , 17, 4, pp.415-420. Gosney, W.B. 1951. "'!he effect of wiredrawing and cylinder heating on the volumetric efficiency of compressors". Modem Refria:eration, vol. IV, no. 638, pp.128-131. Gosney, W.B. 1953. "An analysis of the factors affecting performance of small CQ~~~J~ressors". Proceed.inas of the Institute of Refria:eration 1952/53, pp.185-216. McGovem, J.A. 1988, On Refrigerant Compressors, PhD Thesis, 'The Uni.versi ty of Dublin, Trinity College. APPENDIX A DERIVATION OF THE ADIABATIC SUCTION TlH'ERATURE AFI'ER INDUCTION In the definition of the adiabatic suction temperature after induction it is assumed that the actual indicator diagram applies for a hypothetical adiabatic induction process, Application of the energy equation to the closed system bounded by the cylinder heacl, cylinder, and piston for the induction process between points 4 and 1 on the indicator diagram shown in Fig, l results in the following expression: Q cy I = cp T T = + Wc i = m1c pT 1 - m4 c p T 4 - (m 1 - m4 )c p Tsv heat transfer to the fluid within the cylinder during the induction process specific heat capacity at constant pressure absolute temperature the mean absolute temperature of the fluid entering the suction valve ov From equation (24), if there is no heat transfer, Qcyl - where T1a m 1a (24) = = m4 c p T4 .. w_ = 0 and + the adiabatic suction temperature after induction the IIIII.SS within the cylinder at point 1 on the indicator diaa:ram after adiabatic induction Note: Both T ta and mta are hypothetical rather than actual quantities. 262 (25) But m = pVlf(r and so c Po 'Where R = v1Rp - p a v4 c p ~ specific gas constant Also c /R = J1 ( J p P, - 1) and J y-=-T (V 1 - vt 4 T; _]__ P. J - 1 oi =T + 4 = v4 Th + W V) v4 ~ 1a therefore + v1 T - v4 - vt v1 - v4 T w•I TOYPO OY OY w - v • i TOYpo T - 18 l v4 T; _1 [ T ov J - 1 --J- J - 1 --J- 1 = F~ OY (26) APPENDIX B EVALUATION OF THE HEAT TRANSFER 1'0 THE FLUID WITHIN THE CYLINDER DURING INDUCTION equations (24) and (25) Qeyl = Butm --------------------------T m c T 1 p 1 - m c T ta p 1a - (m 1 - m la )c T p ov pV/RT and so = ___1_ p V T l - 1 • 263 t sv (-1. T - ..L} T h 1 (27)