Discrete event control system design using automation Petri nets
advertisement

Int J Adv Manuf Technol (1998) 14:716-728
© 1998 Springer-Verlag London Limited
The Intemational Journal of
Rdvanced
manufacturing
Technologu
Discrete Event Control System Design Using Automation Petri
Nets and their Ladder Diagram Implementation
M. Uzam* and A. H. Jones:~
*Nigde klniversitesi, Mtihendislik-Mimarlik Faktiltesi, Elektrik-Elektronik Mtihendisligi B61timti, Nigde, Turkey; and ;Intelligent
Machinery Division, Teltbrd Research Institute, Research and Graduate College, University of Salford, Salford, UK
As automated manufacturing systems become more complex,
the need f o r an effective design tool to produce both highlevel discrete event control systems (DECS) and low-level
implementations becomes more important. Petri nets represent
the most effective method f o r both the design and implementation of DECSs. In this paper, automation Petri nets (APN)
are introduced to provide a new method f o r the design and
implementation of DECSs. The APN is particularly well suited
to multiproduct systems and provides a more effective solution
than Grafcet in this context. Since ordinary Petri nets do not
deal with sensors and actuators of DECSs, the Petri net
concepts are extended, by including actions and sensor readings as formal structures within the APN. Moreover, enabling
and inhibitor arcs, which can enable or disable transitions
through the use of leading-edge, falling-edge and level o f
markings, are also introduced. In this paper, the methodology
is explained by considering a fundamental APN structure. The
conversion o f APNs into the I E C t t 3 1 - 3 ladder diagrams (LD)
f o r implementation on a PLC is also explained by using the
token passing logic (TPL) concept. Finall); an illustrative
example of how APNs can be applied to a discrete manufacturing problem is described in detail.
Keywords: Automated manufacturing systems; Discrete event
control systems; IEC1131-3 standard; Petri nets; Programmable
logic controllers; Real-time implementation
1.
Introduction
In today's automated modern factories, programmable logic
controllers (PLCs) have emerged as the mainstay in the
execution of automation tasks. Their selection for discrete event
control tasks is due to their low cost, ruggedness and ease of
programming. Indeed, the majority of PLCs can be programmed
in a graphical symbolic language called ladder logic, which is
Correspondence and offprint requests to: Dr M. Uzam, Nigde Universitesi, Mtihendislik-Mimarlik Faktiltesi, Elektrik-Elektronik Miihendisligi
B61iimii, 51100 Nigde, Turkey. E-mail: murat-uzam@hotmail.com
known to be very difficult to debug. This is particularly true,
when developing complex control systems involving multiproducts and parallel tasks which interact periodically. The ladder
logic programming language offers little in the way of structural constructs to deal with the problem. However, this problem has been recognised, and Grafcet, a structured approach
to the design of sequential control systems, which makes use
of interpreted Petri nets, has emerged [1]. Grafcet is a graphical
programming language, which is growing in popularity. The
technique facilitates the design of concurrent interacting tasks
and has become an international standard. Simple systems in
which only one token can exist at a step can be described by
using Grafcet. Therefore, Grafcet techniques are powerful, but
they do not contain all the power and flexibility of the originating Petri nets. Moreover, many industrial users of PLCs still
prefer to program PLCs in ladder diagrams using heuristic
approaches [2].
For simple systems, it is easy to write down PLC programs
by heuristic methods. However, as systems become more complex it becomes very difficult to handle the problem effectively.
The difficult)' is compounded when multiproduct systems are
considered. In fact, it is almost impossible to write down ladder
logic programs for multiproduct systems (coloured systems) by
using heuristic approaches. The complexity problem of heuristic
ladder logic has long been recognised [3]. The most successful
solutions to the problem have involved the use of Petri nets
for the conceptual design. Because of the success of Petri net
designs there have been some attempts to produce methods to
convert Petri nets into ladder logic [4-9]. However, none of
these methods have produced a technique that is general, in
the sense that it can deal with timers, counters, coloured Petri
nets and timed Petri nets. This has resulted in the exclusion
of Petri net design methods from industrial practice.
As manufacturing systems become more complex, the need
for an effective automation tool to produce high-level discrete
event control systems (DECS) becomes increasingly more
important. Petri nets have appeared as the most promising tool
to facilitate such design work. In this paper, automation Petri
nets (APN) are proposed as a new method for the design and
implementation of DECSs. Since ordinary Petri nets do not
deal with sensors and actuators, the Petri net concepts are
Discrete Event Control System Design
extended, by including actions and sensor readings as formal
structures within the APN. These extensions involve extending
the Petri nets to accommodate impulse and level actions at
places, and leading-edge, falling-edge, and level signals of
sensors at transitions. Moreover, enabling and inhibitor arcs,
which can enable and disable transitions through the use of
leading-edge, falling-edge and level-off markings, are also
introduced. For real-time implementation of the APNs the
recently introduced token passing logic (TPL) concept [10] is
used. The TPL methodology bridges the gap between APNs
and their real-time implementations. The technique is powerful
and yet simple to both understand and implement. Moreover,
the technique has also been extended to deal with P-timed
Petri nets [10,11], T-timed Petri nets [12], and coloured Petri
nets [13-15]. The TPL methodology has also been developed
to embrace statement lists [16,17]. An attempt to introduce a
Petri net based formal controller is made in [18]. This is
followed by [19], in which the IECl131-3 standard is considered for possible implementations of APNs using instruction
list (IL) code.
In this paper, the TPL methodology is extended to embrace
the I E C l l 3 1 - 3 ladder diagram (LD) standard. The programming standard is part 3 of the IEC Standard 1131 for Programmable Controllers [20]. It reached the status of an International Standard in August 1992 [21]. The textual and
graphical languages defined in the standard are a strong basis
for powerful PLC programming environments. In order to make
the standard suitable for a wide range of applications, five
languages have been defined in total. IEC 1131-3 describes
the following programming languages [22].
Graphical Languages
1. Sequential function chart (SFC).
2. Ladder diagram (LD).
3. Function block diagram (FBD).
Textual languages
1. Instruction list (IL).
2. Structured text (ST).
717
the addition of sensor readings as firing conditions at transitions, and both the impulse and level control of actuators. In
addition, it is also explained how to implement the resulting
controller in the IEC1131-3 ladder diagram (LD) code. Finally,
an illustrative example is used to show how APNs can be
applied for the control of DESs, by considering a discrete
event manufacturing system.
2.
Automation Petri Nets
A typical discrete event control system (DECS) is shown in
Figure l(a). It consists of a discrete event system (DES), to
be controlled and a discrete event controller (DEC). Sensor
readings are regarded as inputs from the DES to the DEC,
and control actions are considered as outputs from the DEC
to the DES. The main function of the DEC is to supervise the
desired DES operation and to avoid forbidden operations. To
do this, the DEC processes the sensor readings, and then it
forces the DES to conform to the desired specifications through
control actions. Nowadays, PLCs are the most popular
implementation tools for this type of DECs. Petri nets can be
used to design such DECs. However, ordinary Petfi nets do
not deal with actuators or sensors. Because of this, it is
necessary to define a Petri net-based controller (automation
Petri net, APN) which can embrace both actuators and sensors
within an extended Petri net framework. An APN is shown in
Fig. l(b). In the APN, sensor readings can be used as firing
conditions at transitions. The presence or absence of sensor
readings can be used in conjunction with the extended Petri
net preconditions to fire transitions. In the APN, two types of
actuation can be considered, namely impulse actions and level
actions. Actions are associated with places. With these
additional features, it is possible to design discrete event control
systems. Figure l(c) shows how an APN can be used as a
DEC in a DECS. Formally, an APN can be defined as follows:
APN = (P, T, Pre, Post, In, En, X, Q, Mo)
(1)
Where,
Because ordinary Petri nets have not been proposed for the
design and implementation of DECSs, the purpose of this
paper is to establish a set of additional features for ordinary
Petri nets which facilitate their application to DECS through
P
3
'
(a)
T = {tl, t2, ..., tin} is a finite, non-empty set of transitions,
P U T ~ O a n d P f) T = O .
P3
.f "©:"Q1
P6 ~,,...~ A(yp~ml
I
8Ctior~ '
P = {P~, Pz, ..., Pn} is a finite, non-empty set of places.
"
P6 ~,,,
(b)
1
actions
~[ System (DES)
(c)
I
Fig. 1. (a) A typical discrete event control system. (b) Automation Petri net (APN). (c) APN as a controller in a DECS.
718
M. Uzam and A. H. Jones
Pre: ( P x 7) ---, N is an input function that defines
directed ordinary arcs from places to transitions, where
N is a set of non-negative integers.
Post: (T× P) ~ N is an output function that defines
directed ordinary arcs from transitions to places.
In: (P x T) ---, N is an inhibitor input function that defines
inhibitor arcs from places to transitions.
En: (P x 7) --~ N is an enabling input function that
defines enabling arcs from places to transitions.
× = {x~, x2, ..., xm} is a finite, non-empty set of firing
conditions associated with the transitions.
Q = (q~, q2, -..... , %} is a finite set of actions that
might be assigned to the places.
Mo: P --' N is the initial marking.
The APN consists of two types of nodes called places, represented by circles ((3), and transitions, represented by bars
(
). There are three types of arcs used in the APN, namely,
ordinary arcs, represented by a directed arrow ( 4 ) , inhibitor
arcs, represented by an arrow, whose end is a circle (--e),
and finally enabling arcs, represented by a directed arrow,
whose end is empty ( - - ~ ) . Weighted and directed ordinary
arcs connect places to transitions and vice versa, whereas
weighted enabling arcs and inhibitor arcs connect only places
to transitions. Places represent the status of the system and
transitions represent events. Each transition has a set of input
and output places, which represent the precondition and postcondition of the transition. The actions (Q), assigned to the
places, can be either impulse actions or level actions. Impulse
actions are enabled at the instant when a token is deposited
into the place, and level actions are enabled when there is a
token(s) at the place. More than one action may be assigned
to a place. Firing conditions in the APN are recognised as
external events such as sensor readings. A firing condition, X,
associated with a transition t, is a Boolean variable that can
be 0, in which case related transition t is not allowed to fire,
or it can be 1, in which case related transition t is allowed to
fire if it is enabled. The marking of the APN is represented
by the number of tokens in each place. Tokens are represented
by black dots (*). Movement of tokens between places
describes the evolution of the APN and is accomplished by
the firing of the enabled transitions. The following rules are
used to govern the flow of tokens:
Enabling Rules: In the APN, there are five main rules which
define whether a transition is enabled to fire.
1. If the input place of a transition t is connected to the
transition with a directed ordinary arc, then transition t is
said to be enabled when the input place p contains at least
the number of tokens equal to the weight of the directed
ordinary arc connecting p to t. This is shown in Fig. 2(a),
where transition tl is enabled if there are two or more
tokens in place p~. Therefore, transition t~ is enabled as the
input place p~ contains three tokens and Pre(p~,h) = 2.
2. If the input place of a transition t is connected to the
transition with an enabling arc, then transition t is said to
be enabled when the input place p contains at least the
number of tokens equal to the weight of the enabling arc
connecting p to t. This is shown in Fig. 2(b), where
transition h is enabled if there are two or more tokens in
place Pl- Therefore, transition tl is enabled as the input
place Pl contains three tokens and En(p~,t0 = 2.
3. If the input place p of a transition t is connected to the
transition with a leading-edge (LE) enabling arc, then transition t is said to be enabled at the instant (T) when the
number of tokens at the place becomes at least equal to
the weight of the arc, provided that place p previously had
fewer tokens than the weight of the arc. This is shown in
Fig. 2(c), where, at the beginning, transition tl is not
enabled; despite the fact that M(pl) = 3 and En(p~,fi) = ~2.
Therefore, in order for the transition tl to be enabled, first
the number of tokens at place p~ must be less than 2 (M(P0
< 2). Then, transition t~ is enabled at the instant (]) when
the number of tokens at the place p~ becomes at least equal
to2.
4. If the input place of a transition t is connected to the
transition with an inhibitor arc, then transition t is said to
be enabled when the input place p contains fewer tokens
than the weight of the inhibitor arc connecting p to t. This
is shown in Fig. 2(d), where transition h is enabled if there
are fewer than 3 tokens in place p~. Therefore, transition t~
is enabled as the input place p~ contains 2 tokens and
In(pt,t0 = 3.
5. If the input place p of a transition t is connected to the
transition with a falling-edge (FE) inhibitor arc, then transition t is said to be enabled at the instant (1) when the
number of tokens at the place becomes less than the weight
of the arc, provided that place p previously had tokens at
least equal to the weight of the arc. This is shown in Fig.
2(e), where, at the beginning, transition t~ is not enabled,
despite the fact that M(P0 = 2 and Pre(p~,h) = 13. Therefore,
in order for the transition t~ to be enabled, first the number
of tokens at place pj must be equal to or more than 3
(M(p0 ~> 3). Then transition t~ is enabled at the instant (1)
when the number of tokens at the place p~ becomes less
than 3.
In the case where a transition may have the mixture of
these input arcs, the enabling rule for the transition must be
analysed accordingly.
Firing Rules: In the APN, an enabled transition t can or cannot
fire depending on the external firing condition X of t. These
firing conditions can be leading edge ('[), falling edge (1),
positive level or zero level, of a sensor reading. Broadly
speaking, a firing condition × may include more than one
sensor reading with "AND", "OR" and "NOT" logical operators. When dealing with more than one sensor reading as
firing conditions, the notions given in [23], related to conditions
and events, can be applied, to deal with the logical operators
of firing conditions. In the special case, where X = 1, transition
t is always allowed to fire when it is enabled. When an enabled
transition t fires, it removes from each input place p the
number of tokens equal to the weight of the directed ordinary
arc connecting p to t. It deposits, at the same time, in each
output place p, the number of tokens equal to the weight of
the directed arc connecting t to p. It should be noted that, the
Discrete Event Control System Design
(a)
(b)
719
(e) p,
Pl
3
2
tl ~
tl
21
tl
°43
~1
tl
,2()
)
Fig. 2. Illustration of enabling rules in the APN.
firing of an enabled transition t does not change the marking
of the input places, which are connected to the transition t
only by enabling or inhibitor arcs.
APNs have a simpler way of dealing with timing requirements than the conventional P-timed and T-timed ordinary
Petri net extensions. This is because the concept of token
unavailability is not used within the APN paradigm.
3. Token Passing Logic
In order to facilitate the conversion of an APN into an LD
program, conforming to IECl131-3, the token passing logic
(TPL) concept can be used. The prime feature of the TPL
technique is that it facilitates the direct conversion of an APN
into a generic form of control logic, which may be implemented
with low-level languages such as ST, IL or LD, or with highlevel languages such as C or C++ [24]. This is achieved by
adopting the Petri net concept of using tokens as the main
mechanism for controlling the flow of the control logic. Hence,
each place within the APN corresponds to a place within the
TPL. The simulated movement of tokens is achieved by
deploying memory words (16 bits) at each place in the TPL,
whose capacity is equal to or greater than 1. The numbers
stored at these memory words represent the number of tokens
that might be at the place. These memory words are then
increased and decreased to simulate token flow. Thus, each
place within the APN has at least an associated memory word
in TPL. The assignment of a memory word to an APN place
is shown in Fig. 3(a). Finally, to complete the Petri net
synergy, if the value stored in a memory word, associated with
a place in the TPL, is non-zero and the firing condition of a
(a)
APN
TPL
P1
Place in APN
with a capacity>= l
()
memory word1
(or counter1)
place in TPL
"v"
with a capacity>= 1
).,
PI ~ )
Pl
memory bitl
T
Placein APN
witha capacity= 1
Petri net-like transition associated with that place becomes
true, then the memory word at the input place is decreased,
and the memory word at the output place is increased. Note
that it is also possible to use counters instead of memory
words. In the case of single capacity places, the memory words
can be replaced by memory bits. The assignment of a memory
bit to an APN place is also shown in Fig. 3(b). The memory
bits and words are used to make the enhanced TPL methodology compatible with the IEC 1131-3. In addition to counters
and memory words, memory bits are used in the enhanced
TPL methodology instead of flags. Moreover, enabling and
inhibitor arcs, which can enable or disable transitions through
the use of leading-edge (LE), falling-edge (FE) and level-off
markings, are also introduced. An on delay timer can be readily
used to model timed APNs.
In essence, the APN places are represented by places in
TPL, and the APN tokens are represented by the numbers in
separate memory words (or counters) at each logic place.
Moreover, the flow of Petri net tokens is simulated by decreasing and increasing the memory words or similarly by setting
and resetting the appropriate memory bits at the appropriate
places. In APNs, actions are assigned to places, called action
places. Transition firing conditions in APNs are logical functions of sensor states.
In theory, the TPL methodology can cope with any number
of tokens at an APN place. TPL provides a visual description
of the control program. Furthermore, coloured automation Petri
nets (CAPNs) can also be converted into generic control logic
using this methodology, simply by assigning more than one
memory word or memory bit to each place. It is believed that
this technique provides a tool which is a simple, but sophisticated way of developing complex discrete event control systems.
place in TPL
w~h a capacity= 1
Fig. 3. APN places and equivalent TPL places.
4. Conversion of APNS to Ladder
Diagrams via TPL
In this section, an example of how APNs can be converted to
LD for real-time implementation, is explained. The implementation is carried out by using a SIEMENS $7-200 PLC, which
complies with IECl131-3. In this case, it is helpful to note
that a memory word is represented by VW (variable memory
word, read/write), a counter is represented by C, and a memory
bit is represented by M (internal memory bit, read/write) [25].
To illustrate how APNs can be coded on a SIEMENS $7-200
PLC a "standard transition with an enabling arc" is considered.
720
M. Uzam and A. H. Jones
A standard transition (tt) with an enabling arc in APN is
shown in Fig. 4(a), where transition t, has two input places,
Pl with M(p,) = 3 and Pre(p,,t,) = 1, and P3 with M(p3) -- 3
and En(p3,h) = 2 and has one output place, P2 with M(p2) =
0 and Post(h,p2) = 2. The firing condition of transition tl is
X~ = ec This means that initially transition t, is enabled as
M(p0 > 1 and M(p3) /> 2 and when the firing condition X~
is satisfied, transition t. fires by removing one token from
place p~ and by depositing two tokens in place P2. Transition
t2 has an output place, P3 with M(p3) = 3 and Post(t2,P3) = 1
and transition t3 has an input place, P3 with Pre(p3,t3) = 1.
The firing condition of transition t2 is X2 = Y[3 and the firing
condition of transition t3 is X3 = 1~. Because t2 has no input
place, it is considered to be already enabled. When t2 fires,
with a leading edge (1") of the sensor reading [3, it deposits
pz
'coO
k_J
5. APN Control of a Discrete
Manufacturing System
_t ovw /
(c)
init.
. . . . ]/[
K3-tiN
OUT ~C49
t.OVWl
K3 IN o rl-OSl
M0.0
~--(
2 I0.0 C49
one token into place P3 and when t3 fires, with a falling edge
(1) of the sensor reading 7 it removes one token from place P3The TPL, given in Fig. 4(b), is obtained by applying the
TPL methodology to the APN. In this case, counters C49, C50
and C51 are assigned to places Pl, P2 and P3, respectively, to
represent the tokens at the places. Sensor reading ~ is realised
by input register I0.0, [3 is realised by I0.1 and -/ is realised
by I0.2. In order to convert the TPL into LD code for
implementation, a direct mapping is used from TPL to LD
code by maintaining the enabling and firing rules. The resulting
LD code, which complies with IECl131-3, is shown in Fig.
4(c). In rung 1, the initial marking of p,, M(p0=3, is deposited
in C49 and M(p2)=3, is deposited in C51. Rung 2 represents
the enabling and firing rules of transition fi, i.e. when M(p0
/> and M(p3) >-~ 2 and firing condition X~ = c~ is satisfied for
fi, the count value of C49 is decreased by one and the value
of 2 is added in counter C50. Rung 3 represents the enabling
and firing rules of transition t2, when the firing condition X:
is satisfied for t2, the count value of C51 is increased by one.
Similarly, rung 4 represents the enabling and firing rules of
transition t3, i.e. when the firing condition X3 is satisfied for
t3, the count value of C51 is decreased by one.
K1 C51 K2 /
K1
S )
DEC w l
- - ] [---1 > = I I---I > = I I - - f 4 ~ 9 EN IN OUT
C49
To illustrate how APNs can be used for the design and
implementation of a DEC for a DES in ladder diagrams, a
discrete event manufacturing system is considered. In this case,
the industrial control trainer (ICT), produced by Bytronics
Associates, has been used. To achieve these goals the following
steps are undertaken:
The discrete manufacturing system is described together with
the specifications.
An APN model is designed for the manufacturing system, so
that the specifications are met.
The APN model is converted into a token passing logic (TPL).
The IEC1131-3 ladder diagram (LD) for implementation on a
PLC is obtained by using a direct mapping from the TPL
into LD.
5.1
ra t-IN1
3,0.1
- - ] [ .... I P I
410
---] [---I N I
c501IN2 oUTt- c,0
[ ENINC-W /
c51-~ IN o u T [ - c 5 1
/
E~Ec-
C51-t IN OUT ~- C51
Fig. 4. (a) Standard transition with enabling arc in APN. (b) Its TPL
equivalent. (c) IEC 1131-3 LD for the TPL.
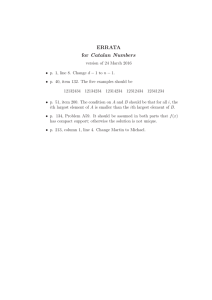
Discrete Manufacturing System
/
The discrete manufacturing system, shown in Fig. 5 represents
a component sorting, assembly and inspection processes that
can be controlled by virtually any PLC. The upper conveyor
and the lower conveyor are driven by the upper conveyor
motor (actuator 1) and the lower conveyor motor (actuator 2),
respectively. A random selection of metallic pegs and plastic
rings are placed on the upper conveyor. The rings and pegs
need to be identified and separated. This is done by two
sensors, a proximity sensor (sensor 1) and an infra-red reflective
sensor (sensor 2). By using these two sensors a distinction can
be made between the peg and the ring. By means of the sort
solenoid (actuato r 3), plastic rings can be ejected down the
assembly chute, which can accommodate five rings at most.
Discrete Event Control System Design
721
" Bytronie Associates
Industrial Control Trainer
OCT)
Siemens PLC ( S7-200 )
Personal Computer
Fig. 5. Discrete manufacturing system,
Metallic pegs, meanwhile, continue on the upper conveyor
and are deflected down the feeder chute. The feeder chute
automatically feeds pegs onto the lower conveyor. An infrared emitter/detector (sensor 3) is used to determine whether or
not the assembly area is empty. If it is empty, the assembly
solenoid (actuator 4) is used to dispense a ring from the
assembly chute into the assembly area. The assembly area is
positioned just above the lower conveyor and, when a metallic
peg passes, the peg engages with the hole in the ring and the
two components are assembled. The lower conveyor is used
to carry pegs and assembled components into the inspection
area. At the beginning of the inspection area there are two
sensors, sensor 4 and sensor 5, which are used to distinguish
between the pegs and assembled components. At the end of
the inspection area, sensor 6 detects the presence of any
component (peg or assembled component), and there is a reject
solenoid (actuator 4) which is used to eject the pegs into the
scrap bin for pegs. Meanwhile, assembled components are
carried into the collection tray by the lower conveyor belt. A
Siemens PLC ($7 - 200) is used to control the process, and
a PC-based package is used to program the PLC in LD code,
which conforms to IEC 1131-3 [25]. PLC input~s and outputs
are given in Tables 1 and 2. The specifications are listed
as follows:
Spec. 1.
If the system is switched on, then run the upper conveyor.
Spec. 2.
If there is capacity in the assembly chute, then put
rings into the assembly chute.
Table 1.
PLC Inputs
Sensor number Definition
IO.O
1
IO,1
I0.2
I0.5
2
3
4
I0.6
5
I0.7
6
Detects a ring or a peg at sort
area
Detects a peg at sort area
Detects a ring in assembly area
Detects an assembly in inspection
area
Detects a ring or an assembly in
inspection area
Detects a ring or an assembly in
front of reject solenoid
722
M. Uzam and A. H. Jones
Table 2.
PLC outputs
Actuatornumber
Definition
Q0.0
Q0.1
Q0.2
Q0.3
Q0.4
1
2
3
4
5
Upper conveyor motor
Lower conveyor motor
Sort solenoid
Assembly solenoid
Reject solenoid
Spec. 3. If there is a ring(s) in the assembly chute and the
assembly area is empty, then put a ring into the
assembly area.
Spec. 4.
/f there is an unassembled peg on the lower conveyor,
then put it into the scrap bin.
If" there is one or more pegs on the lower conveyor,
then operate the lower conveyor.
Spec. 6. If the assembly chute is full, then let the rings on
Spec. 5.
the upper conveyor go to scrap bin.
Spec. Z
Record the number of rings and pegs in the scrap
bins as well as number of complete assemblies in
the collection tray.
5.2 The APN Model for the Control of the
Manufacturing System
The APN model, designed for the control of the discrete
manufacturing system, is shown in Fig. 6. In the APN model,
there are 26 places (Pso, Pso2, P~il, P~,2, Psi3, Psi4, Pl, P2, ---,
P2o) and there are 24 transitions (tl, t2, ..., t24). The model is
split up into seven modules: module 1 - upper conveyor motor;
module 2 - sort solenoid; module 3 - assembly solenoid;
module 4 - reject solenoid; module 5 - lower conveyor motor;
module 6 - assembly process; and module 7 - inspection
process. Initially, the conveyor motors and the solenoids are
off, and the assembly chute and the assembly area are empty.
At the beginning of the design process, the modules do not
have any enabling or inhibitor arcs in or between modules.
These arcs are added in the design process by considering
the specifications and converting these specifications into the
appropriate enabling or inhibitor arcs.
Modules 1 to 5 represent actuators with on/off states. In
module 6, the places are described as tbllows. Place p~
represents the assembly chute, which can contain up to five
tokens, i.e. CAP(p~0 = 5. Place P~2 is used to represent the
assembly area and place P13 stands for a time delay of 1.5 s,
which is required for the assembly operation. Place P~o~ denotes
rings and pegs on the upper conveyor coming towards the sort
area, while place p~, represents the scrap bin for the rings.
Place P~,a denotes assembled components on the lower conveyor. Place P14 represents a time delay of 5 s, which is
required for a peg to travel from the upper conveyor to the
lower conveyor. The transitions are described as follows: if
there is a ring at the sort area, then it may be put either into
the scrap bin (riO, or in the assembly chute (tla). If there is
a ring(s) in the assembly chute, then it may be put into the
assembly area (t13). If there is a ring in the assembly area then
it may be used for the assembly operation through transition tl4
(with X~4 = J~I0.2). The assembly operation takes 1.5 s to
complete. When this time has elapsed, the peg and the ring
are assembled (tls). If the presence of a peg is detected at the
sort area through transition fi6 (with X~6 = TIO.O and I0.1), it
takes 5 s for the peg to travel down the lower conveyor. After
this time has elapsed the peg is on the lower conveyor (tl7).
In module 7, the places are described as follows: places P~6,
P~7 and P~i3 represent pegs, and places P~s, Pl9, P2o and Psi4
represent complete assemblies. Place P~5 denotes the nmnber
of pegs on the lower conveyor. Place Pso2 is used to represent
the components on the lower conveyor, coming towards the
inspection area. A peg at the inspection area is shown by place
P16, while a peg in front of the reject solenoid is represented
by place PI7. Psi3 is used to represent the scrap bin for pegs.
An assembly at the inspection area is shown by place P~s,
while an assembly in front of the reject solenoid is represented
by place Pig. The time taken for assemblies to be conveyed
from the inspection area into the collection tray is denoted by
place P2o, which has a time delay of 2 s. Finally, place P~4
represents the collection tray for assembled components. The
transitions are described as follows: if the presence of a peg
is detected at the beginning of the inspection area through
transition t~s (with X18 = I0.5 and TI0.6), then the peg is at
the inspection area. The presence of a peg in front of the
reject solenoid, detected through transition t19 (with X~9 =
lI0.7), indicates the peg has moved from the inspection area
to in fi'ont of the reject solenoid. When there is a peg in front
of the reject solenoid, it may be put into the scrap bin (t2o)
by the reject solenoid. If the presence of an assembly is
detected at the beginning of the inspection area through transition t21 (with Xz~ = I0.5 and TI0.6), then the assembly is at
the inspection area. The presence of an assembly in fl'ont of
the reject solenoid is detected through transition t2~ (with Xzz
= TI0.7), which indicates the assembly has moved from the
inspection area to in front of the reject solenoid. When there
is an assembly in front of the reject solenoid, it may be
conveyed into the collection tray through transition t23 (with
X23 = ~I0.7). It takes 2 s for an assembly to move into the
collection tray. After this time has elapsed, the assembly is in
the collection tray (t24).
With this modular structure, the design process of the APN
model is facilitated by taking the specifications and enforcing
the specifications through either enabling or inhibitor arcs
between appropriate modules. In the proceeding paragraphs,
each specification is considered separately, and a description
of how appropriate enabling or inhibitor arcs are added to the
APN model is described.
Specification 1. To let the upper conveyor run involves energising the upper conveyor motor in module 1. Place Pl and P2
represent the off and on states of the upper conveyor motor,
respectively. When the manufacturing system is switched on,
a token is put in place P2 and so the upper conveyor (level
action, Q0.0) is enabled and vice versa.
Specification 2. To put tings into the assembly chute involves
energising the sort solenoid in module 2, where place P3
represents the off state and place P4 represents the on state of
the sort solenoid. The sort solenoid is switched on through
Discrete Event Control System Design
Sinki
Ipm
Z-= ~IO.O&I-~.l
/ ~
Solirce,
p,o, I
X. ./
L-d__
. . . . . . .
Ser4bin
t,,
5 ~
.L
/
t16
, =
D:. . . . a . . - -
i i
on upper conveyor
coming towards
the sort area
i ! _
/
Lra
\ _
~ ~ vower It"
xrower
i i
i 2 2 ~ tl
t2 - ~ F F
: : ON ~ " /..~ - / 0 ,
-k: o.o
On
Upper
conveyor
motor
..................................................................
4,1
Asseml
chute
~ I 0 . 0 &10.1
PiS • ~t,
i
p~ /'_'k
i
tl3
....
~ t4 ~
&10.1
Assembly
r Time delayfor
5see.
area
V~apeg totravd
j / f r o m upper conveyor
/hi
~.~
~,
ti4
0.5 see.
On
Sort solenoid
~--:27:22-22222222::221
~,, @ 10.2
to lower conveyor Time delay ~
for assembly
operation
tit
1
tl~
Sink2
N.._
!
Assembled
components
On
o n l o w e r oonveyor
..................... ~ m b ! ~ _ s . o J . ~ ! . d
Module 7
insp~ ~ i area
~
~
t2i
"
t23
0
_
.,L
bl
~ ee.
2
"" anasse~ly
in front of
rejectsolenoid
i
/
..............
..................................................................
P7 ..~/ ' -.' N Module 4
i
i
.
.__ in collectiontray
tz2
Module 3
u ~
._ 1
on lower conveyor coming towards
the inspection
.~crapom
~. Sink3
,
' aarea
rea/"~'~--~
i
/
a peg at
a peg
"~
for p e g s / ~
i /
inspection area in front of
t20"~
- silt . ]
Source2
~'~
1
/ .
/ / / ~
/
Off
,
Na.s =~ I0.e
2::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::
_
~i
~Collectiontray i i
" ]for assembled i !
/components
i!
ii
Module 5
./
un
\
tg~-I
tl0~'~ 1
[
Ni/.--~/
\
/
P ~ Qo.1 )
pl5
i
Fig. 6. The APN model designed for the control of the discrete manufacturing system.
!
i
i
i
i
723
724
M. Uzam and A, H. Jones
transition t3, and occurs when a ring is detected at the sort
area, i.e. TIO.O and IO. 1 and if there is enough space in the
assembly chute , i.e. M(p~O < 5. This is realised by placing
the ring detection as a firing condition to transition t3, i.e. X3
= TIO.O and IO.1 and by adding an inhibitor arc with weight 5
from place pt~ to transition t3, {In(plm,t3) -- 5}. The sort
solenoid operation, carried out with a token in place P4, is
realised by a timed level action (Q0.2) with a time delay of
0.5 s. Finally, switching off the sort solenoid forces a ring to
be put into the assembly chute in module 6. This is achieved
Module 6
Sink1
t16
Z,, = ~ lO.O&I'~.l
,, =
.0
Sourcel
.
pl
w
~
w
..............U!~Pg.~ .on_vex'ormopr ...............
MO.2~'-~Off
tl3 ~ 1
Module 1
~i~'~
~
Module 2
5
M1.3
M0.3"~
s sec.
m ~
Z,, =q/lO.2
On
Q0.2
T 3 7 : 0 , 5 sec.
"N~..~P5 Module 3 )
MI.4 ( o~3 ~ T 3 8 : 1 . 5 sec.
•
M0.4 { _ ~
i
, ~ i 0 . 2 ~
t17
1
t15
~
Sink2
On
........
Sink3
M
Fig. 7, The TPL for the control of the discrete manufacturing system.
~
Module 4
Discrete Event Control System Design
by a leading edge e n a b l i n g arc f r o m place P3 to transition tl2,
{En(p3,t,2) = T1 }.
Specification 3. To p u t rings into the a s s e m b l y area i n v o l v e s
e n e r g i s i n g the a s s e m b l y s o l e n o i d in m o d u l e 3, w h e r e place P5
represents the o f f state a n d place p6 represents the on state o f
the a s s e m b l y solenoid. T h e a s s e m b l y solenoid is s w i t c h e d on
t h r o u g h transition ts, and occurs w h e n there is a ring(s) in the
a s s e m b l y chute, i.e. M ( p , 0 > 1, and if the a s s e m b l y area is
e m p t y , i.e. M(p~2 ) = 0 a n d if there is n o a s s e m b l y o p e r a t i o n
initialisafion
1 M0.0
M0.1
---1/[.
--.--(
....
K1
S )
M0.2 KI
-( S )
M0A K1
--(
S )
M0.6 Kt
S )
M1.0 K1
in progress, i.e. M(p,_0 = 0. This is realised by a d d i n g an
e n a b l i n g are f r o m place p ~ to transition t> {En(,p~,ts) = 1 },
an inhibitor arc f r o m place P12 to transition ts, {In(p~>ts) = 1}
and an i n h i b i t o r arc f r o m place P~3 to transition ts, {In(p~3,ts)
= 1 }. T h e a s s e m b l y solenoid operation is carried out with a
t o k e n in place P6, and is realised b y a level action (Q0.3).
T h e a s s e m b l y solenoid is s w i t c h e d o f f t h r o u g h transition t6,
and occurs w h e n the p r e s e n c e o f a ring in the a s s e m b l y area
is detected, i.e. TI0.2. T h i s is realised by p l a c i n g the ring
p~0
module 1
[2 M0.I
QO.O
p2 [----][. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
-(
)
module 2
310,0
I0.1M0.2 VW202 K4 M0.2 KI
t3 . . .-ll.
I P I---l/[-~] [. . . . . I < = I I--F---..( R )
|
M0.3
4 M0.3
p4 - - I ["
Q0,1
"(
)
MI.1 Kl
VW203 K0
t,o [---][. . . . I = = I I'
r'----(
/
|
t__..(
S
)
,
tt2
16 M0.2
t [-----1 P I"
VW202
17 M0.4
t,3 ----][---]PI-----[
i:o 1
- VW202
VW202KI
MI.3 KI
> = I [...... [--- . . . . . . . --( S )
K1
S
)
Q0.2
'~--~7
VW202L~
5-1
5 M0.3 T37
h ...... ] [ - - ] [ ' - -
_
I
[ oo
d
( s )
module 5
12 M1.0 VW203 K1
I> = I I
MI.0 K1
R
)
V~M1,1 K1
t____...( S )
VW202
M1.3 K1
r"-'--( R )
.4 K1
S )
T38
M0.3 KI
1"---"( R )
l M 0 .2 KI
t____--{ s )
module 3
6 M0.4 M1.3 M1.4 VW202 K1
M0.4 K1
t, ----] [--l/I---l/I-.
I > = I I'-'-g---'-( R )
[M0.5
K1
L---__(
S)
Qo.3
7 M0.5
(
)
p~ ~ 1 [.
M0,5 KI
8 I0.2
MO,5
---(R)
t6 - - I l---I P t---1 [M0,4 K1
------( S )
module 4
M0.6 K1
9 M0.6 M1.6
-----(R)
t7 ----1 [. . . . 1[.
M0.7 K1
----(S)
Q0A
10 M0.7
(
)
p~ ~ l [ - - - M0.7 K1
11 I0.7
M0.7
t8 - - 1 [ - - I N I---1 [,
f
)
1
I
vw2ol]~ o~t-vw2ol
18 I0.2
M1.3
h4 ---] [---J N I - - I [-
t9 I - - - - l [ . . . . . .
R
M1.0 K1
module6
15 I0.0
I0A VW202 K5
tll---] [---I P [---]1[. . . . I==I[-----tEN
M0,0 K1
( s )
L------.(
~3. ~ l . t
.....
]14 MI.1
s )
-----..(
725
K151PT I
20 MI.4 T38
t.
M1A K1
..... ] [ - - - I [. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
(
21 I0.0
I0.1
t,~ . . . . 1 I----IP I - - I ["
R
)
M1.2 K1
(
S
)
T39
22 M1.2
p14 " - - 1 1
K50
23 MI.2 T39
tit - - ] [ . . . . . ][ . . . . . . . . . . . .
]--~-(
vw2o,
module 7
24 I0.6
10.5
tl8 ]---[[7--IP I---1/[
[25 Io,/
M1.5
.o
[-1 H Pl---It................
Fig. 8. Siemens $7-200 LD code obtained, which complies with IEC 1131-3,
M1.2 K1
R )
1
o L,,w2o3
M1.5 KI
.( S )
Mt.5 K1
6 s d)
726
M. Uzam and A. H. Jones
MI.6 KI
26 M0.6 M1.6 VW203 K1
t20 - - 1 [--1P 1--I[ - ~ 1 >= I I- . . . . . .
-(R)
achieved by a leading edge enabling arc from place P7 to
transition t20, {En(pT,t2o) = I1}.
Specification 5. To operate the lower conveyor involves
VW204 ~
VW204
VW203
VW203
M1,7 K1
27 i0,6
I0.5
t21 ----I [--I P I---1 [
28 I0,7
M1.7
t22 ---I [---I P [--] [
~ s)
M1.7 K1
------( R )
M2.0 K1
-----(s)
29 I0,7
t23
M2.0 K1
M2.0
- - 1 [---I N I--I ['
(s)
2"40
30 M2.1
P~ - - 1 [.
M2A K1
3l M2.1 T40 VW203 K1
t~4 ......] [----1 [ - - - I >=I l - - . . . .
VW20: ~
(R)
VW205
•EN VW203 2 0 b V f l VW203
energising the lower conveyor motor in module 5, where place
P9 represents the off state and place P~o represents the on state
of the lower conveyor motor. The lower conveyor motor is
switched on through transition t9, and occurs when there is a
peg(s) on the lower conveyor, i.e. M(p~5) i> 1. This is realised
by adding an enabling arc from place P~5 to transition tg,
{En(p~5,tg) = t }. The lower conveyor operation is carried out
with a token in place P~0, and is realised by a level action
(Q0.1). The lower conveyor motor is switched off through
transition t~o, and occurs when there are no components on
the lower conveyor, i.e. M(p~5) = 0. This is realised by adding
an inhibitor arc from place Pw5 to transition tio, {In(p~5,tto) = 1 }.
Specification 6. On the upper conveyor, to let the rings go
into the scrap bin involves enabling transition t~ when the
assembly chute is full. In other words, if the assembly chute
is full, i.e. M(p~) = 5, and there is a ring present at the sort
area, i.e. TI0.0 and I0.1, then the ring must be put into the
scrap bin. This is realised by placing the ring detection as a
firing condition to transition tl~, i.e. X~ = TI0.0 and I0.1 and
by adding an enabling arc with weight 5 from place PJz to
transition hi, {En(pll,tll) = 5}.
Specification 7. For the purpose of recording the number of
rings and pegs in the scrap bins as welt as the number of
complete assemblies in the collection tray, places Ps,, P~3 and
Psi4 are used, respectively.'With the firing of related transitions
the number of tokens in these places is increased. As a result,
the number of tokens in these places represent the number of
rings, pegs and complete assemblies in the manufacturing
system, respectively.
~ MrrND)
Fig. 8. Continued.
detection in the assembly area as a firing condition to transition
t6, i.e. X6 = ]70.2. Finally, switching off the assembly solenoid
forces a ring from the assembly chute into the assembly area
in module 6. This is achieved by a leading edge (LE) enabling
arc fi'om place P5 to transition t13, {En(ps,t13) = T1 }.
5~ecification 4. To eject unassembled pegs from the lower
conveyor into the scrap bin involves energising the reject
solenoid in module 4, where place P7 represents the off state
and place P8 represents the on state of the reject solenoid. The
reject solenoid is switched on through transition t7, and occurs
when there is an unassembled peg in front of the reject
solenoid, i.e. M(Pl7 ) = 1. This is realised by adding an enabling
arc from place P~7 to transition tT, {En(p~7,t7) = 1 }. The reject
solenoid operation is carried out with a token in place Ps, and
is realised by a level action (Q0.4). The reject solenoid is
switched off through transition ts, and occurs when the absence
of an unassembled peg in front of the reject solenoid is
detected, i.e. 110.7. This is realised by placing the absence of
the peg as a firing condition to transition ts, i.e. Xa = 110.7.
Finally, switching off the reject solenoid forces a ring from
the lower conveyor into the scrap bin in module 7. This is
5.3
Token Passing Logic for the APN Model
The TPL, given in Fig. 7, for the control of discrete manufacturing system, is obtained by applying the TPL concept to the
APN model. In this case, memory words (VWxxx) are assigned
to the places, whose capacity is bigger than 1, and memory
bits (Mx.x) are assigned to the places, whose capacity is 1.
An on delay timer is associated with timed places, to represent
the time delays. Also output bits, Q0.0, Q0. I, Q0.2, Q0,3 and
Q0.4, are assigned to the control places to represent actions at
places. Sensor readings are realised by input registers, I0.0,
I0.1, I0.2, I0.5, I0.6, and I0.7.
5.4
Ladder Diagram for the TPL
In order to convert the TPL into LD code for implementation,
a direct mapping is used from the TPL to LD code. The
resulting LD code, which complies with I E C l l 3 1 - 3 , is shown
in Fig. 8. This code is written for a Siemens $7-200 PLC.
The ladder logic symbols for the Siemens $7-200 PLC are
defined in Table 3.
The LD code has been structured in such a way that rung
1 initialises the system, module 1 of the TPL is converted into
LD at rung 2. Module 2, consisting of I3, P4 and t4 is converted
Discrete Event Control System Design
727
Table 3. SIEMENS $7-200 PLC instructions.
LAD element
Symbol
Description
Operands
(as used in this paper)
Contact
(normally open)
Contact
(normally closed)
Contact
(negative transition)
Contact
(positive transition)
Contact
(compare)
/2
---] [--n
---]/[-----[ N ]---
Normally open contact is
closed (on) when n = I
Normally closed contact is
closed (on) when n = 0
Negative transition
n (bit): I (input), Q (output), M (memory),
T (timer)
n (bit): I, Q, M, T
---[ P I'--
Positive transition
None
nt
n2
---[ = = II---
Compare contact
I: Integer
n~, n~ (word): I, Q, M, T, constant
Output coil
n (bit): I, Q, M, T
Reset coil
S BIT (bit): I, Q, M, T
N(byte): constant (K)
S BIT (bit); I, Q, M, T
N(byte): constant (K)
nl
None
n2
---I>
= II---
n~
/22
---t < -- II---
Coil
n
Coil reset
S BIT N
---( R
)
~_BIT N
---( s
)
---(MEND)
---(
Coil set
Memory end
DEC
W
)
DEC_._W ]
-- tfN
I
INC W
Set coil
End of program
None
Decrement word
IN (word): VW
(variable memory word)
OUT (word): VW
Increment word
IN (word): VW
OUTI--
INC W
--- EN
__
OUT (word): VW
_.i IN
MOV
W
OUT
[ MOV W
---[EN - -- IN
Move word
OUT (word): VW,
C (counter)
OUT
Add integer
ADD_._!
--- EN
Txxx
TON
IN1 (word): constant
IN2 (word): VW, C
OUT (word): VW,
C (counter)
--[IN2
TON
IN (word): VW, constant
ON-delay timer
--- IN
-- PT
into LD at rungs 3, 4 and 5. Module 3, consisting of ts, P6
and to is converted into LD at rungs 6, 7 and 8. Module 4,
consisting of t7, P8 and t8 is converted into L D at rungs 9, 10
and 11. Module 5, consisting of t9, Plo and tio is converted
into LD at rungs 12, 13 and 14. Module 6, consisting of tH,
Txxx (word): 32-63
"timer
timer resolution
32 :
lms
33-36:
10ms
37-63:
lOOms"
PT (word): constant
t12, t13, t14, /)13, t15, t~6, P14 and t17 is converted into LD at
rungs 15, 16, 17, 18, 19, 20, 21, 22, and 23, respectively.
Module 7, consisting of t~8, hg, t2o, t2~, t22, t23, P2o and t24 is
converted into L D at rungs 24, 25, 26, 27, 28, 29, 30 and 31,
respectively. By adopting this concept, further clarity can be
728
M. Uzam and A. H. Jones
added to the system documentation and it is very easy to
understand and modify the LD code.
6.
Conclusions
In this paper, automation Petri nets (APN) have been introduced
as a new method for the design and implementation of discrete
event control systems (DECS). The APN is particularly well
suited to multiproduct systems and provides a more effective
solution than Grafcet in this context. Since ordinary Petri nets
do not deal with sensors and actuators of DECSs, the Petri
net concepts have been extended, by including actions and
sensor readings as formal structures within the APN. Enabling
and inhibitor arcs, which can enable or disable transitions
through the use of leading-edge, falling-edge and level-off
markings, have also been introduced. Moreover, the methodology has been described in detail by considering a discrete
event manufacturing problem. To do this, first, an APN model
has been designed for the manufacturing system, so that the
specifications were met. Then, the APN model has been converted into a token passing logic (TPL). Finally, the IEC11313 ladder diagram (LD) for implementation on a PLC has been
obtained by using a direct mapping from the TPL into LD.
Although this paper has explained how to convert a set of
specifications into an APN model for a DES, it does not
address the issues of verification. This important issue has
already been addressed by the authors and will be the topic
of forthcoming publications.
References
l. R. David and H. Alla, Petri Nets and Grafcet, Tools for Modelling
Discrete Event Systems. Prentice Hall, Englewood Cliffs, NJ,
USA, 1992.
2. J. R. Potland, "Ladder Iogic remains the PLC language of choice",
Control Engineering, pp. 77-79, April 1994.
3. K. Venkatesh, M. Zhou, R. J. Cauditl, "Comparing ladder logic
diagrams and Petri nets for sequence controller design through a
discrete manufacturing system". IEEE Transactions on Industrial
Electronics, 41(6), pp 611-619, December 1994.
4. M. A. Jafari and T. O. Boucher, "A rule-based system for
generating a ladder logic control program from a high level system
model", Journal of Intelligent Manufacturing, 5 pp. 103-120, 1994.
5. T. Satoh, H. Oshima, K. Nose and S. Kumagai, "Automatic
generation system of ladder list program by Petri net", Proceedings, IEEE International Workshop on Emerging Technologies on
Factory Automation (ETFA '92), pp. 128-133, 1992.
6. S. Rattigan, "Using Petri nets to develop programs for PLC
systems", Lecture Notes in Computer Science 616: Application
and Theory of Petri Nets, pp. 368-372, 1992.
7. A. Taholakian and W. M. M. Hales, "The design and modelling of
PLC programs using Petri nets", Proceedings of the International
Conference on Planned Maintenance, Reliability and Quality
Assurance, Cambridge, UK, pp. t94-199, 6-7 April 1995.
8. J. Greene, "Petn net design methodology for sequential control",
Measurement and Control, 22, pp. 288-291, December/January
1989/1990.
9. Gary L. Burns and Bopaya Bidanda, "The use of hierarchical
Petri nets for the automatic generation of ladder logic programs",
Proc. of ESD IPC-'94 Conference & Exposition, Detroit, Michigan, pp. 169-179, 11-14 April 1994.
10. A. H. Jones, M. Uzam, A. H. Khan, D. Karimzadgan, S. B.
Kenway, "A general methodology for converting Petri nets into
ladder logic: the TPLL methodology", Proceedings, CIMAT "96,
Grenoble, France, pp. 357-362, 29-31 May 1996.
tl. M. Uzam and A. H. Jones, "Design of a discrete event control
system for a manufacturing system using token passing ladder
logic", Proceedings of IMACS Multiconference, Symposium on
Discrete Events and Manufacturing Systems (CESA '96), Lille,
France, pp. 513-518, 9-12 July 1996.
12. A. If. Jones, M. Uzam and N. Ajlouni, "Design of discrete event
control systems for programmable logic controllers using T-timed
Petri nets", Proceedings of IEEE International Symposium on
Computer Aided Control System Design (CACSD '96), Michigan,
USA, pp. 2t2-217, 15-17 September 1996.
13. A. H. Jones and M. Uzam, "Towards a unified methodology for
converting coloured Petri net controllers into ladder logic using
TPLL: Part II - An application", Proceedings of the International
Workshop on Discrete Event Systems (WODES '96), Edinburgh,
UK, pp. 314-319, 19-21 August 1996.
14. M. Uzam and A. H. Jones, "Design of ladder logic for an agile
manufacturing system using TPLL", Proceedings of the First
Turkish Symposium on Intelligent Manufacturing Systems (IMS
'96), Sakarya, Turkey, pp. 55-74, 30-31 May 1996.
15. M. Uzam and A. H. Jones, "Towards a unified methodology for
converting coloured Petri net controllers into ladder logic using
TPLL: Part I - Methodology", Proceedings of International Workshop on Discrete Event Systems (WODES '96), Edinburgh, UK;
pp. 178-183, 19-21 August 1996.
16. A. H. Jones and M. Uzam, "Design of sequential control systems
in statement lists using TPL: Part I - Token passing statement
list", Proceedings of the Second Portuguese Control Conference
(Controlo 96), Porto, Portugal, pp. 341-346, 11-13 September
1996.
17. M. Uzam and A. H. Jones, "Design of sequential control systems
in statement lists using TPL: Part II - An application", Proceedings
of the Second Portuguese Control Conference (Controlo 96), Porto,
Portugal, pp. 771-775, 11-13 September 1996.
18. M. Uzam and A. H. Jones, "Conversion of Petri net controllers
of manufacturing systems into ladder logic diagrams", Proceedings
of the Fifth IEEE International Conference on Emerging Technologies and Factor?, Automation (ETFA '96), Hawaii, USA, pp.
649-655, 18-2I November 1996.
19. M. Uzam and A. H. Jones, "Real-time implementation of automation Petri net controllers using programmable logic controllers",
Proceedings of the Fourth IFAC Workshop on Algorithms and
Architectures for Real-Time Control (AARTC '97), Vlaimoura,
Algarve, Portugal, pp. 421-426, 9-11 April 1997.
20. Lewis, R. W., Programming Industrial Control Systems Using IEC
1131-3, IEE, London, UK, 1995.
21. International Electrotechnical Commission, Programmable Controllers Part 1, General Information, IEC 1131-1, IEC Geneva, 1992.
22. International Electrotechnical Commission, Programmable Controllers Part 3, Programming Languages, IEC 1131-3, IEC Geneva,
1993.
23. R. David, "Grafcet: A powerful tool for specification of logic
controllers", IEEE Transactions on Control Systems Technology,
vol. 3(3), pp. 253-268, September 1995.
24. M. Uzam, "Petri-Net-Based Supervisory Control of Discrete Event
Systems and their Ladder Logic Diagram Implementations", PhD
Thesis, The University of Satford, Satford,UK, March 1998.
25. Siemens, SIMATIC Software, $7-200 Statement List and Ladder
Logic Programming Reference Manual, Siemens AG, Germany,
1996.