ENERGY CONSERVATION IN CHEMICAL PROCESS INDUSTRIES Dr.V.SIVASUBRAMANIAN

ENERGY CONSERVATION IN
CHEMICAL PROCESS
INDUSTRIES
Dr.V.SIVASUBRAMANIAN
Associate Professor
Former Head
Chemical Engineering
NIT Calicut
1
DEPARTMENT OF CHEMICAL
ENGINEERING
Agenda
1.
Introduction
2.
Energy Conservation in Reactors
3.
Energy Conservation in Packed Beds
4.
Energy Conservation in Heat Exchangers
5.
Energy Conservation in Evaporators
6.
Energy Conservation in Crushers and Grinders
7.
Heating and Cooling Requirement in Distillation
Columns
8.
Energy Conservation in Dryers
9.
Energy Conservation in Pumps
10.
Methodology of Optimizing Energy Use
11.
Areas of energy Optimization in CPI
12.
Energy Efficiency Improvement and Cost Saving
Opportunities in Petrochemical Industry
3
1. Introduction
CHEMICAL
PROCESS
UNIT
PROCESS
UNIT
OPERATION
CHEMICAL ENGINEERING DEPT NIT CALICUT
4
Figure I
Input – Processing – Output
System
• RECYCLE DISPOSAL
WASTE
INPUT PROCESSING OUTPUT
CHEMICAL ENGINEERING DEPT NIT CALICUT
Chemical Reaction Types in
Petrochemical Industries
1 Pyrolysis 16 Oxidation
2 Alkylation
3 Hydrogenation
4 Dehydration
5 Hydroformylation
6 Halogenation
7 Hydrolysis/Hydration
8 Dehydrogenation
9 Esterification
10 Dehydrohalogenation
11 Ammonolysis
12 Reforming
13 Oxyhalogenation
14 Condensation
15 Cleavage
17 Hydrodealkylation
18 Isomerization
19 Oxyacetylation
20 Oligormerization
21 Nitration
22 Hydrohalogenation
23 Reduction
24 Sulfonation
25 Hydrocyanation
26 Neutralization
27 Hydrodimerization
28 Miscellaneous
29 Nonreactor processes
U.S.-EPA (1993) 6
Unit Operations
• Liquid-vapor separation (distillation, evaporation, stripping)
• Liquid-liquid separation (extraction, decanting)
• Solid-liquid separation (centrifugal, filtration)
• Solid-gas separation (filtration)
• Solid-solid separation (screening, gravity)
CHEMICAL ENGINEERING DEPT NIT CALICUT 7
2.Energy Conservation in Reactors
Ideal Reactors
(a) Batch reactor, or BR (b) Plug flow reactor, or PFR and
(c) Mixed flow reactor, or MFR
8
Broad Classification of Reactor
Types
(a) The batch reactor. (b) The steady-state flow reactor. (c), (d), and
(e) Various forms of the semibatch reactor
CHEMICAL ENGINEERING DEPT NIT CALICUT 9
Material Balance for the
Element of Volume of Reactor
10
Material Balance for the
Element of Volume of Reactor
11
Energy Balance for the Element of Volume of Reactor
12
Energy Balance for the Element of Volume of Reactor
13
AGITATION PROCESS VESSEL
14
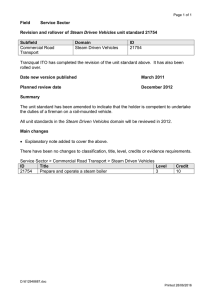
Mixing Impellers
• (a) three-blade marine propeller; (b) open straight-blade
turbine; (c) bladed disk turbine; (d) vertical curved-blade turbine; (e) pitched-blade turbine
15
Design of Agitated Vessel
16
17
Power Consumption in Agitated
Vessel
•Np power no.
•P power in kW
•gc Newton’s law proportionality factor
•n rotational speed r/s
•Da diameter of impeller in m
• density in kg/m 3 18
Power Correlation
•S1, S2, Sn – Shape factors
•hc individual htc for outside of coil, W/m 2 -
C
•Dc outside dia of coil tubing, m
•k thermal conductivity, W/m
C
•Cp specific heat @constant pressure, J/g
C
• absolute viscosity, cP
• w absolute viscosity @wall or surface temp
19
Swirling flow pattern with a radialflow turbine in an unbaffled vessel
20
Prevention of Swirling
21
Multiple turbines in tall tanks
22
Draft tubes, baffled tank
(a) Turbine (b) propeller
23
Energy Efficiency in Reactors
Agitator motor current monitoring:
VFD deployment –feasibility.
Accurate mass transfer for reaction by mass flow meters or vortex/magnetic flow meters.
Recovery of heat in case of Exothermic
Reaction
Batch –Automation to control the reaction within a narrow range, saving energy consumed.
3. Energy Conservation in
Packed Beds
Nusselt Number hw individual htc of gas film near tube wall
Dp diameter of particle k g thermal conductivity of gas
Prandtl Number,
25
4. Energy Conservation in Heat
Exchangers
Single pass tubular condenser
26
27
Energy Balance in Heat
Exchangers
flow rate of stream q = Q/t = rate of heat transfer into stream
Ha, Hb enthalpies per unit mass of stream at entrance and exit
28
EXTENDED SURFACE
EQUIPMENT
Types of extended surface: (a) longitudinal fins;
(b) transverse fins.
29
5. Energy Conservation in
Evaporators
•Types of Evaporators
30
Climbing-film, long-tube vertical evaporator
31
Evaporator Capacity and
Economy
q rate of heat transfer through heating surface from steam
Hs specific enthalpy of steam
Hc specific enthalpy of condensate
s latent heat of condensation of steam rate of flow of steam
32
Methods of Feeding in Evaporator
•
Patterns of liquor flow in multiple~effect evaporators:
•
(a) forward feed
• (b) backward feed
• (c) mixed feed
•
(d) parallel feed
33
6. Energy Conservation in
Crushers and Grinders
•Rittinger’s Law
•Kick’s Law
•Bond’s Law
34
7. Heating and Cooling Requirement in Distillation Column
If saturated steam is used as the heating medium, the steam required at the reboiler steam consumption vapor rate from reboiler
s latent heat of steam
molal latent heat of mixture
35
•If water is used as the cooling medium in the condenser and the condensate is not subcooled, the cooling-water requirement is water consumption
T2 - Tl = temperature rise of cooling water
36
8. Energy Conservation in
Dryers
Tray Dryer
37
Temperature Patterns in Dryers
(a) batch dryer
(b) continuous countercurrent adiabatic dryer
38
Calculation of Heat Duty
Heat transferred per unit mass of solid
39
9.ENERGY
CONSERVATION IN
PUMPS
40
www.enviro-stewards.com
49
10. Methodology of Optimizing
Energy Use
1.
Measure and benchmark consumption. Compare with globally accepted norms.
2.
Carryout energy audit and energy balance.
3.
Examine availability of more energy efficient processes and equipment with higher efficiencies.
Implement new technologies bringing in a reduction in energy & raw material consumptions.
4.
Reduce cycle time by eliminating non-value adding activities.
58
5.
Identify areas of losses and plan methods to reduce losses.
6.
Reuse waste, harness waste streams.
7.
Replace higher form of energy use by low grade / low cost / renewable energy.
8.
Minimize transmission losses.
9.
Measure and control.
59
11. Areas of energy
Optimization in CPI
1. BOILERS AND STEAM USAGE a.
For Solid fuel fired boilers: Convert stoker fired boilers to FBC b.
Optimize excess air. Provide continuous monitoring with auto adjustment of oxygen trim in large boilers and periodical checking in smaller boilers.
c.
Preheat combustion air with waste heat d.
Install variable frequency drives (VFD) on large boiler combustion air fans having variable loads.
e.
Burn waste stream if permitted, use bio waste like coconut kernel, rice husk, instead of conventional fuels.
60
f.
Recycle condensate.
g.
Recover flash steam from higher pressure condensate.
h.
Pass steam through back pressure steam turbine rather than through pressure reducing station for low pressure steam.
i.
Attend steam leakages and repair damaged insulation.
j.
Examine possibility of installation of cogeneration systems (combined electricity and steam generation)
/ trigeneration system (combined electricity, steam & refrigeration generation)
61
2. PUMPS
a.
Select the right pump to match head and flow requirements.
b.
Make maximum use of gravity flow.
Avoid intermediate storages to avoid pumping.
For circulation system use siphon effect; avoid free fall
(gravity) return.
c.
Avoid throttling / bypass; to control flow, prefer speed controls or sequenced operation of pumps.
d.
In pumping to systems having a number of noncontinuous users, auto ON-OFF valves / control valves need to be provided on users and VFD on pumps.
62
f.
Segregate high head and low head loads and install separate pumps.
g.
Operate booster pumps for small loads requiring higher heads, in place of operating complete system at higher head.
h.
Operator cooling/chilling system with higher fluid differential temperature to decrease flow and hence save pumping energy.
i.
Replace old pumps by high efficiency pumps.
63
j.
Trim impellers wherever pumps are over designed.
k.
Valve throttling indicates pump over design; replace pump with correct size pump or install lower size impeller l.
Coat hydraulic passages of pumps with resins having better surface finish to reduce internal friction and increase efficiency.
m.
Minimize pressure drop in piping by rerouting of pipeline, removing valves, which never need to be operated, and resizing of pipeline.
64
3. COOLING TOWERS
a.
Control CT fans based on cold well temperature; use two speed or VFD if fans are few and on-off stage control if cells are many.
b.
Select CT with low pressure drop, high efficiency
PVC cellular fills in place of splash bars.
c.
Periodically clean, water distribution nozzles. Ensure that no channeling of water flow is taking place.
Uniform flow distribution will improve performance of cooling tower.
d.
Optimize cooling water chemical treatment.
e.
Replace aluminum fans by aerodynamic FRP fans.
65
4. REFRIGERATION
SYSTEMS
a.
Challenge the need of refrigeration system, particularly, for old batch processes. Optimise the temperature requirement.
b.
Examine the possibility of vapour absorption system operating with waste heat streams in place of vapour compression systems.
c.
Check regularly for correct refrigerant charge levels.
66
d.
Check for damaged insulation / sweating.
e.
Select multistage compressors with inter cooling for low temperature applications.
f.
Operate chillers with lowest possible condensing temperature and highest possible chiller
(evaporator) temperature.
g.
Carryout regular cleaning of condenser to ensure proper heat transfer.
67
5. LIGHTING
a.
Select high efficiency lighting luminaries having highest lumens / watt output.
eg.
Compact fluorescent lamp (CFL), low pressure sodium vapour lamp.
b.
Provide lighting transformer to reduce the voltage of lighting loads.
c.
Make use of task lighting.
d.
Make most use of day lighting by providing skylight.
68
e.
Paint walls and ceiling with light colors.
f.
Lower height of light fixtures.
g.
Control lighting with clock timers, occupancy sensors, photocells and master switch.
h.
Select ballast with high efficiency and high power factors.
i.
Use LED lamps for indicating purpose.
69
6. FANS & BLOWERS
a.
Select fans with aerofoil fan blades; replace old inefficient fans by modern high efficincy fans / blowers.
b.
Ensure that design of fans / blowers are matching with operating conditions if not replace with correct size fan / blower.
c.
Replace throttle / bypass control by speed control.
70
d.
Minimize speed to minimum possible.
e.
Reduce pressure drops in system by proper design / sizing of ducting. Minimize bends in ductings.
f.
Eliminate leakages.
g.
Clean screen, filters, fan blades regularly.
h.
Avoid idle running of fans by interlocking with main equipments.
71
7. MOTORS
a.
Properly size the motor for the optimum efficiency.
b.
Use energy efficient motors for continuous operating loads.
c.
Balance three phase loads. An imbalanced voltage can reduce efficiency of motor by 3-5%.
d.
Connect motors remaining under loaded (< 40%) continuously, in star.
72
e.
Rewound motors should be checked for efficiency.
f.
Provide capacitor banks at MMC to correct PF.
g.
Use soft starters / VFD instead of fluid coupling for loads having high starting torque or loads prone to jamming.
73
12. Energy Efficiency
Improvement and Cost
Saving Opportunities in
Petrochemical Industry
74
The U.S. Petrochemical
Industry
The North American Industry Classification (NAICS) distinguishes seven 4-digit sub-sectors of the chemical industry:
• 3251 Basic chemical manufacturing
• 3252 Resin, synthetic rubber, and artificial synthetic fibers and filaments manufacturing
• 3253 Pesticide, fertilizer and other agricultural chemical manufacturing
• 3254 Pharmaceutical and medicine manufacturing
• 3255 Paint, coating, and adhesive manufacturing
• 3256 Soap, cleaning compound, and toilet preparation manufacturing
• 3259 Other chemical product and preparation manufacturing
75
Supporting Equipment and
Infrastructure
•Emission abatement equipment.
•Product storage and handling equipment
•Boilers, Combined Heat and Power (CHP) plants and other parts of the steam infrastructure including pipes and valves.
•Furnaces and process heaters.
•Pumps, compressors, vacuum, pressure relief equipment and fans.
•Heat exchangers, cooling and refrigeration.
76
Energy use in the chemical industry by fuels and feedstock category, 2002
77
Energy use by sub-sector,
2002
78
End use of electricity in the total chemical industry and the subsectors studied, 2002
79
Estimated final energy consumption for selected key chemicals
80
Main elements of a strategic energy management program
81
Simplified schematic of a steam production and distribution system
82
Summary of energy efficiency measures in boilers (Steam Supply)
83
Steam Supply - Combined
Heat and Power
• Steam injected gas turbines
• High-temperature CHP
• Steam expansion turbines
84
Summary of energy efficiency measures in steam distribution systems
85
Furnaces and Process Heaters
•Heat Generation
•Control the air-fuel ratio
•Excess air should be limited to 2-3% oxygen
86
Heat transfer and heat containment in heaters
•Use of soot blowers, burning off carbon and other deposits from radiant tubes and cleaning the heat exchange surfaces. Typical savings are 5-10%.
•Ceramic coated furnace tubes can improve heat transfer
•Reducing wall heat losses (typical savings 2-5%), furnace pressure control (5-10%), maintenance of door and tube seals (up to 5%), reducing cooling of internal parts (up to 5%) and reducing radiation heat losses (up to 5%).
87
• Flue gas heat recovery
• Others – controls, maintenance and electric heaters
88
Electric Motors
Motor Management Plan
•Creation of a motor survey and tracking program.
•Development of guidelines for proactive repair/replace decisions.
•Preparation for motor failure by creating a spares inventory.
•Development of a purchasing specification.
•Development of a repair specification.
•Development and implementation of a predictive and preventive maintenance program.
89
•Strategic motor selection
•Maintenance
•Properly sized motors
•Adjustable speed drives
•Power factor correction
•Minimizing voltage unbalances
90
Pumps
• Operations and maintenance
• Monitoring
• Reduce need
• More efficient pumps
• Correct sizing of pump(s) (matching pump to intended duty)
• Use multiple pumps
• Trimming impeller (or shaving sheaves)
• Controls
91
• Adjustable speed drives (ASDs)
• Avoid throttling valves
• Correct sizing of pipes
• Replace belt drives
• Precision castings, surface coatings or polishing
• Sealings
• Curtailing leakage through clearance reduction
• Dry vacuum pumps
92
Fans and Blowers
• Fan oversizing
• Adjustable speed drives (ASDs) and improved controls
• High efficiency belts (cog belts)
93
Compressors and Compressed
Air Systems
•Compressed air – maintenance
•Monitoring
•Reduce leaks (in pipes and equipment)
•Reducing the inlet air temperature
•Maximize allowable pressure dew point at air intake
•Optimize the compressor to match load
•Controls
•Properly sized regulators
•Sizing pipe diameter correctly
•Heat recovery for water or space heating preheating
•Adjustable speed drives (ASDs)
•High efficiency motors
94
Distillation
•Enhanced distillation controls
•Optimization of reflux ratios
•Check product purity
•Seasonal operating pressure adjustments
•Column insulation
•Reducing reboiler duty
•Feed conditioning
•Upgrading column internals
•Stripper optimization
95
Buildings: HVAC and Lighting
Energy Efficiency Measures for HVAC Systems
•Energy efficient system design
•Recommissioning
•Energy monitoring and control systems
•Non-production hours set-back temperatures
•Duct leakage repair
•Variable-air-volume systems
•Adjustable-speed drives (ASDs)
•Heat recovery systems
•Fan modification
•Efficient exhaust fans
•Use of ventilation fans
•Cooling water recovery
•Solar air heating
•Building reflection
•Building insulation
•Low emittance (Low-E) windows 96
Energy Efficiency Measures for
Lighting
•Turning off lights in unoccupied areas
•Lighting controls
•Exit signs
•Electronic ballasts
•Replacement of T-12 tubes with T-8 tubes
•Replacement of mercury lights
•High-intensity discharge (HID) voltage reduction
•High-intensity fluorescent light
•Daylighting
97
CONCLUSIONS
•A key first step in any energy improvement initiative is to establish a focused and strategic energy management program , which will help to identify and implement energy efficiency measures and practices across and organization and ensure continuous improvement.
• While the expected savings associated with some of the individual measures may be relatively small, the cumulative effect of these measures across an entire plant may potentially be quite large.
•The degree of implementation of these measures will vary by plant and end use ; continuous evaluation of these measures will help to identify further cost savings in ongoing energy management programs.
98
ACKNOWLEDGEMENT
Octave Levenspiel, Chemical Reaction
Engineering, Wiley Eastern Limited.
McCabe, W.L. and Smith, J.C., Unit Operation of
Chemical Engineering, McGraw Hill, New York.
Internet sources
99