Efficient Constructive procedures for the ... blocking flow shop scheduling problem Ramon Companys, Imma Ribas
advertisement

Efficient Constructive procedures for the distributed
blocking flow shop scheduling problem
(presented at the 6th IESM Conference, October 2015, Seville, Spain) © I 4e2 2015
Ramon Companys, Imma Ribas
Departament d’Organització d’Empreses. Universitat Politècnica de Catalunya, BarcelonaTech
Barcelona, Spain
Email: ramon.companys@upc.edu, imma.ribas@upc.edu
Abstract— the distributed blocking flow shop scheduling
problem (DBFSP) allows modeling of the scheduling process in
companies with more than one factory, with productive systems
configured as flow shop lines where the blocking constraint has
to be considered. To the best of our knowledge, this variant of the
distributed permutation flow shop scheduling problem has not
been studied. In this paper, we propose some constructive
heuristics that will solve the DBFSP and thus minimize the
maximum completion time among the factories. The proposed
procedures use two approaches that are totally different from
those proposed for the distributed permutation flow shop
scheduling problem (DPFSP). By taking the DPFSP procedures
that we adapted to DBFSP and comparing them to the new
approaches that were specifically designed for DBPFSP, we find
that the latter perform considerably better.
Keywords—distributed blocking flow shop; blocking flow shop;
distributed permutation flow shop; constructive heuristics;
I.
INTRODUCTION
Distributed manufacturing is a common situation for large
enterprises that compete in a globalized market. Because of
current globalization trends, production has shifted from single
factory production to a multi-factory production network [1].
In this environment, the scheduling problems deal with the
allocation of jobs to factories and the scheduling of jobs in each
plant. Since the flow shop configuration is the most common
processing layout, the flow shop scheduling problem has been
studied greatly since the seminal paper of Johnson [2].
However, its extension to a multi-plant environment was first
presented by Naderi and Ruiz [3], who referred to it as the
Distributed Permutation Flow Shop Scheduling Problem
(DPFSP). According to [3], the DPFSP is defined as follows. A
set N of n jobs must be processed by a set G of F identical
factories. Each factory has the same set M of m machines. The
processing times of all the tasks of a given job do not change
from factory to factory. The objective is to minimize the
maximum makespan among factories.
After the publication of [3], several authors proposed
various heuristics to solve this problem ([4]–[13]), but the
blocking constraint has been considered in none of them. The
blocking flow shop scheduling problem allows many
productive systems to be modeled when there are no buffers
between consecutive machines. In general, it is useful for those
systems that have a production line without a drag system that
forces a job to be transferred between two consecutive stations
at pre-established times. Some industrial examples can be
found in the iron and steel industry [14]; in the treatment of
industrial waste and the manufacture of metallic parts [15]; or
in a robotic cell, where a job may block a machine while
waiting for the robot to pick it up and move it to the next stage
[16]. The blocking constraint tends to increase the completion
time of jobs, because the processed job cannot leave the
machine if the next machine is busy. Therefore, the heuristics
designed to schedule jobs in this environment have to consider
this fact in order to minimize the idle time of machines due to
possible blockage. Therefore, the distributed blocking flow
shop scheduling problem (DBFSSP) deals with the allocation
and scheduling of jobs in a multi-factory production network
with the blocking constraint present in the manufacturing
system. It is interesting to study this problem in order to design
specific procedures, since the adaptation of those designed for
the DPFSP probably perform worse than procedures which
consider its characteristics.
In this paper we propose new constructive procedures built
from two different approaches to solve the DBPFSP. The
computational evaluation shows good performance of these
simple procedures, which can be used either to obtain a fast
solution to the problem or as the initial solution procedure in
more sophisticated metaheuristics.
II.
CONSTRUCTIVE HEURISTICS
As stated before, the DPFSP needs to deal with two related
decisions: the allocation of jobs to factories and the sequence
of jobs assigned to each plant. In this paper, we have compared
33 constructive heuristics. 30 of them are formed by combining
ten sequencing methods with three allocation rules (two of
these rules came from the DPFSP literature and the third is a
new approach presented in this paper). The remaining three
heuristics take a different perspective in addressing the
problem considered here.
A. Proposed methods
To the best of our knowledge, no paper dealing with the
distributed blocking permutation flow shop has been published,
but some ideas can be taken from the DPFSP. In particular, the
constructive heuristics proposed in [3] consist of sequencing
jobs according to an ordering rule before being assigned to a
facility in accordance with an allocation rule. In this paper, we
propose a new method for allocating the jobs after sequencing,
as well as three new procedures that use a different approach to
solve the problem.
The new allocation method consists of dividing the job
sequences into F (number of factories) fractions by assigning a
similar load (ΣPi/F) to each plant. Finally, the sequence of jobs
assigned to each plant is improved by an insertion procedure
similar to that used in the second step of NEH [17].
This allocation method has been combined with the
following ten sequencing rules. Some of them are used in the
PFSP and some others were specially designed for the blocking
PFSP: Shortest Processing Time (SPT), Largest Processing
Time (LPT), Johnson rule [2], Palmer’s heuristic [18], CDS
[19], NEH [17], Trapeziums (TR) [20], PF [21], PW [22] and
HPF2[23]. The three last procedures were developed for the
blocking flow shop problem. The resulting heuristics are
named as the sequencing rule plus the number 3, following the
notation used in [3]. Therefore, these heuristics are named
SPT3, LPT3, Johnson3, Palmer3, CDS3, NEH3, TR3, PF3,
PW3 and HPF23.
In the TR rule, two indexes are calculated for each job (S1i
and S2i), according to (3) and (4) respectively. Next, jobs are
scheduled by applying the Johnson algorithm considering S1i
as the processing time of job i in the first machine and S2i as
the processing time of i in the second machine.
m
S1i (m j 1) p j ,i
(3)
j 1
S 2i
m
( j 1) p j ,i
(4)
j 1
It is worth noting that ordering jobs in increasing order of
S3i=S1i-S2i obtains the sequence given by Palmer’s heuristic.
The HPF2 procedure is divided into two steps. The first
step selects a job to be the first job in the sequence, which
minimize the bicriteria index (R(i)). This index considers the
contribution of the job to the completion time (minimum sum
of its processing times, Pi) and the front delay generated. The
selected job is the one whose R(i) value is smaller.
m
R (i )
2 ( m j ) p j ,i
j 1
m 1
m
(1 ) p j ,i
(5)
j 1
The second step builds the remaining sequence to minimize
the timeout of machines and the total flowtime, which is
carried out with index ind1(i,k), where i denotes the job and k
the position, calculated according to (6). Notice that the
timeout can be due to idle time, blocking time or the sum of
both. Therefore, the sequencing rule according to index
ind1(i,k) is adequate when the blocking constraint is
considered.
ind 1 ( i ,k ) μ
m
( c j , k 1( i) c j , k () p j ,i )) (1 μ) ( C i C [ k -1] )
(6)
j 1
Instead of sequencing the jobs first and then the allocation
of jobs to the plants, the new approach considers the jobs and
factories together. Following this philosophy, we have
implemented three methods, which are named RC1_1, RC1_m
and RC2.
In RC1_1 and RC1_m, the first job is selected for each
plant according to index R(i), equation (5). Next, a factory is
first selected in order to proceed with the other jobs. In RC1_1,
the factory selected is the one which has the first machine
available earlier, whereas the factory selected in RC1_m is the
one which has the last machine available sooner. After the
plant is selected, a job is chosen according to index ind2(f,i),
calculated as in (7), where f is one of the factories and f is the
sequence of jobs already sequenced in plant f. Observe that
ind2 differs from ind1 in the second term. In ind2, this term
contemplates the workload of each job, whereas ind1 considers
the contribution of each job to the total flow time.
m
ind 2 (i, k ) ( (c j , k 1 ( f i ) c j , k ( f ) p j ,i )) (1 ).Pi
(7)
j 1
In RC2 the first job assigned to each plant is also selected
with index R(i), but each remaining job and plant are selected
at the same time in order to minimize index ind3(f,i,kf),
calculated as in (8).
m
ind 3( f , i, k f ) ( (c j ,k f 1 ( f i) c j ,k f ( f ) p j ,i )) (1 ).(cm,k f 1 ( f i) c0 ) , (8)
j 1
where c0 is the current minimum makespan of any plant.
Observe that the second term measures the difference between
the partial makespan (completion time obtained with the jobs
already sequenced in this plant) and the minimum partial
makespan obtained in any of the plants. By trying to minimize
this term, the workload of the plants tends to be similar.
The last step in the three presented algorithms improves the
sequence of each plant by using an insertion procedure, similar
to the one used in NEH.
Notice that HPF2, RC1_1, RC1_m and RC2 heuristics have
two parameters (λ and µ) that must be determined adequately.
Their calibration is addressed in the next section.
III.
EXPERIMENTAL EVALUATION
In this section we calibrate and evaluate the presented
procedures against other constructive procedures proposed in
the literature for the DPFSP. These procedures consist of
combining the two allocation methods proposed in [3] with six
sequencing rules: (Shortest Processing Time (SPT), Largest
Processing Time (LPT), Johnson rule [2], Palmer’s heuristic
[18], CDS [19] and NEH [17]). The two allocation methods
are:
(1) Assign job j to the factory with the lowest current Cmax,
not including job j.
(2) Assign job j to the factory which completes it at the
earliest time.
These heuristics are identified by the name of the
sequencing rule plus 1 or 2, depending on the allocation rule
used. We have added the sequencing rules TR, PF, PW and
HPF2 to these groups of heuristicsº.
0.70
6.87
6.77
6.98
6.78
6.91
7.06
7.24
0.75
6.99
6.80
7.03
6.94
7.03
7.21
7.31
As stated before, HPF2, RC1_1, RC1_m and RC2 have two
parameters that must be calibrated. Next, we explain how this
is carried out.
A. Calibration of heuristics
Parameters λ and µ of each heuristic were selected by
measuring the performance of the algorithm, which itself was
done by combining several λ and µ values. The values of λ and
µ ranged from 0 to 1 in increments of 0.05. Therefore, we
tested 21 values for each parameter.
For this test, we used 600 randomly generated instances.
100 instances were grouped into 20 sets of size n x m, 5
instances per set, where n= {25, 50, 100, 200, 400} and m = {5,
10, 15, 20}. All these 100 instances were considered with a
different number of factories. We had F={2,3,4,5,6,7}, which
gave us 600 instances in total.
The performance was measured by the Relative Percentage
Deviation (RPD) from the best solution (minimum makespan),
which was obtained during the experiment using all
combinations of values. Therefore, RPD is calculated as in (9):
RPD
C max k Best k
100 ,
Best k
(9)
TABLE II.
F
TABLE I.
ARPD FOR HPF23 FOR EACH
COMBINATION OF AND FOR HPF23
Values of parameters
0.60
0.65
0.70
0.75
0.80
0.85
0.90
0.45
7.01
6.91
7.17
6.77
6.89
7.21
7.27
0.50
7.02
6.84
7.02
6.72
6.92
7.25
7.31
0.55
6.95
6.86
7.05
6.73
6.87
7.20
7.26
0.60
6.91
6.84
7.01
6.71
6.86
7.14
7.24
0.65
6.97
6.89
7.02
6.78
6.82
7.07
7.23
Value of Parameters
Min
ARPD
2
4.99
0.60
0.70
3
6.06
0.50
0.70
4
6.71
0.60
0.75
5
7.52
0.45
0.80
6
8.09
0.70
0.95
7
8.10
0.15
0.70
Hence, we had 6 matrices for each procedure. Next, in
order to select a unique value that is independent of the number
of plants (F), we calculated the ARPD for each combination of
λ and µ values in the previous 6 matrices. The selected values
of λ and µ came from those that lead to the minimum ARPD.
Table III shows the selected values of λ and µ for each
procedure.
where Cmax,k is the makespan obtained in instance k and Bestk is
the minimum Cmax obtained in this instance by any
combination of values.
For each procedure and number of factories, we built a matrix
with the average RPD (ARPD) value that was obtained
through each combination of λ and µ. As an example, table I
shows a piece of the table built for the calibration of HPF23
when F=4 plants. Notice that the minimum APRD is obtained
when λ=0.6 and = 0.75. A similar table was built for all
numbers of plants. Table II shows the λ and µ values that lead
to the minimum ARPD for each plant.
AND VALUES FOR EACH
NUMBER OF PLANTS
TABLE III.
Procedures
λ AND µ VALUES FOR EACH
PROCEDURE
Values of parameters
RC1_1
1
0.95
RC1_m
0.85
1
RC2
0.75
0.05
HPF2
0.55
0.70
B. Computational evaluation
We compared the 33 implemented constructive procedures
in order to analyze their behavior and to recommend one of
them, if possible, for solving the distributed blocking flow shop
problem.
Among the compared heuristics, 12 of them were presented
in [3] (SPT1, LPT1, Johnson1, Palmer1, CDS1, NEH1, SPT2,
LPT2, Johnson2, Palmer2, CDS2, NEH2). We added to them
TR1, PF1, PW1, HPF21, TR2, PF2, PW2 and HPF22. The
remaining 13 procedures are those presented in this paper:
SPT3, LPT3, Johnson3, Palmer3, CDS3, NEH3, TR3, PF3,
PW3, HPF23, RC_1, RC_m and RC2.
The algorithms were coded in the same language (QB64)
and tested on the same computer, a 3 GHz Intel Core 2 Duo
E8400 CPU with 2 GB of RAM.
The heuristic performance was measured by the Relative
Percentage Deviation (RPD), using the best solution (minimum
makespan) chosen from among the solutions that were obtained
by all of the implemented procedures.
JOHN2
10.75
8.45
6.79
5.80
5.16
4.67
6.94
PAL2
14.15 11.79
9.73
8.62
7.75
7.35
9.90
CDS2
9.05
7.73
6.63
5.65
5.15
4.99
6.53
In order to do a comprehensive analysis of the results, we
separated the heuristics into groups. Three groups use the same
allocation methods, and one group uses RC1_1, RC1_m and
RC2. We first compared the procedures in each group, and then
we selected from each group the two best algorithms in terms
of minimum overall ARPD, in order to compare them with the
two best heuristics from the other groups.
NEH2
7.96
8.37
8.35
7.88
7.87
7.54
8.00
TR2
8.82
6.29
4.91
3.70
2.77
2.43
4.82
PF2
16.29 18.11 19.11 18.80 18.96 18.68
18.33
PW2
15.90 17.87 18.78 18.67 18.65 18.37
18.04
HYB2
16.68 18.67 18.85 18.89 18.85 18.69
18.44
Table IV shows the ARPD calculated for each procedure
and the number of factories. As can be seen, the best
performing heuristic of this group is the one that uses the TR
sequencing rule with an overall ARPD of 7.45 (number in
bold). Notice that NEH1 is better for F=2, but TR1 shows the
best performance for the remaining number of plants. The
second best performing method is CDS1, with an overall
ARPD of 9.35.
TABLE IV.
ARPD VALUES PER HEURISTIC
AND NUMBER OF FACTORIES IN GROUP 1
Heuristics
Number of factories
2
3
4
5
6
7 All
SPT1
18.78 19.35 19.33 19.53 20.20 19.78 19.49
LPT1
18.35 18.49 18.33 17.93 18.08 17.79 18.16
JOHN1
11.95 10.31
PAL1
15.35 13.68 12.57 12.55 11.93 11.21 12.88
CDS1
10.09
NEH1
9.58
9.45
9.15
8.82
8.95
8.47
9.22
8.34
9.24
7.31
6.65
6.35
5.97
9.37
TR1
10.07
PF1
16.65 19.23 19.75 20.68 21.54 21.86 19.95
PW1
16.21 19.33 20.43 21.05 21.88 22.50 20.23
HYB1
16.79 19.19 20.34 20.84 21.60 22.12 20.15
7.45
The results of the heuristics belonging to the second group
are very similar to those from the first group. Table V shows
the ARPD of each heuristic, grouped by number of factories F.
Observe that the best performing procedure is TR2, except for
the case of two factories where NEH2 performs better. The
second best heuristic in this group is also CDS2. Notice that the
allocation rule 2 leads to better performance than allocation
rule 1, just as it does in DPFSP.
TABLE V.
ARPD VALUES PER HEURISTIC
AND NUMBER OF FACTORIES IN GROUP 2
Heuristics
Number of factories
2
3
4
5
6
TABLE VI.
ARPD VALUES PER HEURISTIC
AND NUMBER OF FACTORIES IN GROUP 3
Heuristics
9.56
8.82 10.04 10.63 11.00 11.33 11.61 10.57
8.38
In the third group, Table VI shows the ARPD for each
heuristic and number of factories. Here, the best heuristics
ranking has changed. Remember that in this case the sequence
of jobs is divided into F parts, and each of these parts is
assigned to one factory. This situation is totally different from
that which used the two allocation methods in the previous two
groups. This explains the good performance of the three
sequencing rules proposed for the blocking flow shop problem,
as compared to the others proposed for the DPFSP. These
methods sequence the jobs in order to minimize the idle time of
machines, and this order is maintained in the segment assigned
to each factory.
7 Average
SPT2
17.86 17.51 17.30 16.94 17.17 17.00
17.30
LPT2
17.03 15.83 14.96 14.15 13.78 12.85
14.77
Number of factories
2
3
4
5
6
7 All
SPT3
3.97
5.27
5.27
5.75
6.92
7.00
5.70
LPT3
4.28
4.91
5.46
5.53
6.53
6.33
5.51
JOHN3
5.52
7.10
8.41
8.57
9.02
9.86
8.08
PAL3
6.19
7.43
8.32
8.51
8.98
9.11
8.09
CDS3
5.83
7.22
8.23
8.50
9.05
9.01
7.97
NEH3
3.35
4.28
4.87
5.50
5.61
6.24
4.97
TRAP3
6.41
7.81
8.79
9.46 10.09 10.08
8.77
PF3
2.05
2.22
2.98
3.17
4.05
4.05
3.09
PW3
3.11
3.59
4.16
4.96
5.33
5.67
4.47
HYB3
1.72
2.13
2.71
3.19
4.13
4.37
3.04
It is worth noting that the overall ARPD obtained with
these methods is smaller than that obtained by the best
procedures using allocation rule 2.
Observe that, in this group, PF3 and HPF23 have similar
performance. The overall ARPD is 3.09 and 3.04, respectively.
Notice that HPF23 is slightly better for 2, 3 and 4 plants;
whereas PF3 is slightly better when the number of plants
increases.
Finally, the ARPD of the last group of heuristics is shown
in Table VII. As can be seen, heuristics RC1_1 and RC1_m
perform better than RC2. In particular, RC1_m is the one with
smaller ARPD. This means that, during the allocation process
of jobs, it is better to select the factory which has the last
machine available sooner.
TABLE VII.
ARPD VALUES PER HEURISTIC
AND NUMBER OF FACTORIES IN GROUP 4
Heuristics
Number of factories
2
3
4
5
6
7 All
RC1_1
2.24
3.73
4.46
5.21
5.76
6.58
4.66
RC1_m
2.27
2.89
3.66
4.49
5.78
6.05
4.19
RC2
4.17
4.81
5.34
5.35
7.14
7.58
5.73
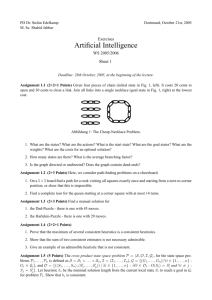
for the heuristic factor (Figure 1), which is the most significant.
As can be seen, there are no statistically significant differences
between PF3 and HPF23, because their confidence intervals
overlap; nor are there significant differences between RC1_m
and RC1_1.
Fig. 1.Interval Plot of compared heuristics at 95% confidence
Interval Plot of Heuristics
95% CI for the Mean
10
9
8
7
ARPD
Next, in order to compare the best heuristics of each group,
we summarize in Table VIII the ARPD values of the two best
methods from each group. From these results, one can see that
HPF23 is the heuristic which performs better if 2, 3, and 4
factories are considered, whereas PF3 is better with 5 factories.
When the number of factories increases (to 6 and 7 factories),
TR2 is the best one.
6
5
4
TABLE VIII.
ARPD VALUES OF THE BEST
HEURISTICS OF EACH GROUP
3
2
Heuristics
RC1 _1
Number of factories
2
3
4
5
6
7
All
TR1
10.1
8.38
7.31
6.65
6.35
5.97
7.45
CDS1
10.1
9.58
9.15
8.95
9.22
9.24
9.37
TR2
8.82
6.29
4.91
3.7
2.77
2.43
4.82
CDS2
9.05
7.73
6.63
5.65
5.15
4.99
6.53
PF3
2.05
2.22
2.98
3.17
4.05
4.05
3.09
HPF23
1.72
2.13
2.71
3.19
4.13
4.37
3.04
RC1_1
2.24
3.73
4.46
5.21
5.76
6.58
4.66
RC1_m
2.27
2.89
3.66
4.49
5.78
6.05
4.19
RC1 _m
PF3
HPF23
CDS2
TR2
CDS1
TR1
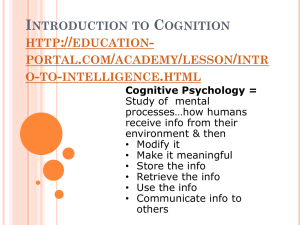
A more detailed analysis has been carried out by pairwise
comparison between heuristics using the ARPD as the response
variable. Figure 2 shows the obtained results. The means that
do not share a letter are significantly different.
Fig.2 Tukey Pairwise Comparison
Grouping Information Using the Tukey Method and 95% Confidence
In order to see if the differences observed in the previous
table are significant, we carried out a multifactorial ANOVA
on the results of these heuristics and all instances. The
hypotheses of ANOVA were checked and satisfied. The
response variable is the RPD, and the factors are the algorithm,
n, m and F. Table IX shows the ANOVA results, where it can
be seen that all factors are significant (p-value=0.00).
TABLE IX.
MULTIFACTORIAL ANOVA
TABLE FOR HEURISTICS, n, m AND F
Source
Analysis of Variance
DF Adj SS
Heuristics
7
n
4
1036
m
2
F
5
Adj MS
24898 3556.87
F-Value P-Value
241.44
0.000
258.88
17.57
0.000
2789 1394.31
94.65
0.000
3.34
0.000
246
49.24
To analyze the differences between heuristics, we built the
corresponding mean plot with the confidence interval at 95%
Heuristics
CDS1
TR1
CDS2
TR2
RC1_1
RC1_m
PF3
HPF23
N
720
720
720
720
720
720
720
720
Mean Grouping
9,77715 A
7,85901 B
6,93755
C
5,22055
D
5,06572
D E
4,59480
E
3,48889
F
3,44187
F
As can be observed in Figure 2, PF3 and HPF23 have the
same performance, as well as RC1_1 and RC1_m. Both
groups can be distinguished easily in Figure 1, but we can also
see from this test that TR2 and RC1_m have similar
performance.
A second analysis that is necessary for evaluating heuristic
efficiency is the CPU time required for reaching the solution.
Table X shows the average CPU time in milliseconds for each
procedure and number of factories. The algorithms that
consume the least are those that use allocation methods 1 and
2. Next is the RC1 group. Finally, the algorithms that consume
the most are those that use allocation method 3. Remember
that, in this method, the segment of the original sequence is
first assigned to each plant, and then the insertion procedures
are applied to improve the sequence. This helps to obtain a
high quality solution, but the required CPU time increases
considerably.
Hence, from the overall ARPD point of view, HPF23 or
PF3 are the best heuristics for solving the DBFSP. However,
RC1_m and TR2 cannot be discarded as initial metaheuristic
solution procedures, because they obtain quite good solutions
with less CPU time.
TABLE X.
AVERAGE CPU TIME, IN
MILLISECONDS, FOR EACH HEURISTIC AND
NUMBER OF FACTORIES
Heuristics
Number of factories
2
3
4
5
6
7
All
TR1
2.6
2.6
2.5
3
3
3
2.7
CDS1
7.2
7.2
7.2
7.2
7.2
7.2
7.2
TR2
3
3
2.9
2.9
2.9
2.9
2.9
CDS2
7.2
7.2
7.2
7.2
7.2
7.2
7.2
PF3
226
103
59.6
39.3
28.3
22.4
79.6
HPF23
238
114
70.1
49.8
38.9
32.5
90.5
RC1_1
10.2
10.1
10.5
44.8
34.2
27.1
22.8
RC1_m
10.1
10.1
10.2
44.9
34.2
27.4
22.8
IV.
Another direction for future research is to develop efficient
metaheuristics to solve this problem. Such a method would
make use of these constructive procedures to obtain the initial
solution, since the use of good initial solution procedures
normally lead to improved metaheuristic performance.
ACKNOWLEDGMENT
Ramon Companys and Imma Ribas are partially supported by
the Spanish Ministry of Science and Innovation, under the
project RESULT - Realistic Extended Scheduling Using Light
Techniques, with reference DPI2012-36243-C02-01.
REFERENCES
[1]
J. Behnamian and S. M. T. Fatemi Ghomi, “A survey of multifactory scheduling,” J. Intell. Manuf., no. October 2012, pp. 1–19,
2014.
[2]
S. M. Johnson, “Optimal two-and three-stage production schedules
with set up times included,” Nav. Res. Logist. Q., vol. 1, pp. 61–68,
1954.
[3]
B. Naderi and R. Ruiz, “The distributed permutation flowshop
scheduling problem,” Comput. Oper. Res., vol. 37, no. 4, pp. 754–
768, Apr. 2010.
[4]
J. Gao and R. Chen, “A hybrid genetic algorithm for the distributed
permutation flowshop scheduling problem,” Mar. 2012.
[5]
J. Gao, R. Chen, and Y. Liu, “A Knowledge-based Genetic
Algorithm for Permutation Flowshop Scheduling Problems with
Multiple Factories,” Int. J. Adv. Comput. Technol., vol. 4, no. 7, pp.
121–129, 2012.
[6]
S.-W. Lin, K.-C. Ying, and C.-Y. Huang, “Minimising makespan in
distributed permutation flowshops using a modified iterated greedy
algorithm,” Int. J. Prod. Res., vol. 51, no. 16, pp. 5029–5038, Aug.
2013.
[7]
H. Liu and L. Gao, “A discrete electromagnetism-like mechanism
algorithm for solving distributed permutation flowshop scheduling
problem,” Proc. - 2010 Int. Conf. Manuf. Autom. ICMA 2010, pp.
156–163, 2010.
[8]
V. Fernandez-Viagas and J. M. Framinan, “A bounded-search
iterated greedy algorithm for the distributed permutation flowshop
scheduling problem,” Int. J. Prod. Res., vol. 53, no. 4, pp. 1111–
1123, Aug. 2014.
[9]
B. Naderi and R. Ruiz, “A scatter search algorithm for the
distributed permutation flowshop scheduling problem,” Eur. J.
Oper. Res., vol. 239, no. 2, pp. 323–334, Dec. 2014.
[10]
S. Wang, L. Wang, M. Liu, and Y. Xu, “An effective estimation of
distribution algorithm for solving the distributed permutation flowshop scheduling problem,” Int. J. Prod. Econ., vol. 145, no. 1, pp.
387–396, Sep. 2013.
[11]
Y. Xu, L. Wang, S. Wang, and M. Liu, “An effective hybrid
immune algorithm for solving the distributed permutation flow-shop
scheduling problem,” Eng. Optim., vol. 46, no. 9, pp. 1269–1283,
Oct. 2013.
[12]
J. Gao, R. Chen, and W. Deng, “An efficient tabu search algorithm
for the distributed permutation flowshop scheduling problem,” Int.
J. Prod. Res., vol. 51, no. 3, pp. 641–651, Feb. 2013.
CONCLUSIONS
This paper proposes constructive heuristics for the
Distributed Blocking Flow Shop Scheduling Problem. To the
best of our knowledge, no other paper deals with the same
problem. One typical complication for this problem is that the
blocking constraint tends to increase the completion time of
jobs if the job being processed cannot leave the machine,
which results from the next machine being unavailable.
Therefore, it is interesting to analyze not only the performance
of the adapted heuristics proposed by the DPFSP, but also to
design heuristics that are specific to this problem and that allow
us to address it adequately.
The proposed methods use an approach that is totally
different from those proposed for the DPFSP. After taking the
DPFSP procedures that we adapted to DBFSP and comparing
them to the approaches that were specifically designed for
DBPFSP, we find that HPF23 and PF3 (which consider the
specificity of the DBFSP) performed much better. However,
the time required is considerably greater than for the other
methods. Alternatively, the approach that simultaneously
considers jobs and plants provides good equilibrium between
quality of solutions and the required CPU time. However, we
have observed that when the number of factories increases, the
presented methods lose efficiency, which is contrary to what
happens when the jobs are first ordered and then allocated to
the plant which can complete them at the earliest time
(allocation method 2). Therefore, more research is needed to
analyze how the heuristics behave in these cases, in order to
find variants that overcome this problem and increase their
performance even more.
[13]
J. Gao, R. Chen, W. Deng, and Y. Liu, “Solving multi-factory
flowshop problems with a novel variable neighbourhood descent
algorithm,” J. Comput. Inf. Syst., vol. 8, no. 5, pp. 2025–2032, 2012.
[14]
H. Gong, L. Tang, and C. W. Duin, “A two-stage flow shop
scheduling problem on a batching machine and a discrete machine
with blocking and shared setup times,” Disrupt. Manag., vol. 37, no.
5, pp. 960–969, 2010.
[15]
S. Martinez, S. Dauzère-Pérès, C. Guéret, Y. Mati, and N. Sauer,
“Complexity of flowshop scheduling problems with a new blocking
constraint,” Eur. J. Oper. Res., vol. 169, no. 3, pp. 855–864, 2006.
[16]
S. P. Sethi, C. Sriskandarajah, G. Sorger, J. Blazewicz, and W.
Kubiak, “Sequencing of parts and robot moves in a robotic cell,”
Int. J. Flex. Manuf. Syst., vol. 4, pp. 331–358, 1992.
[17]
M. Nawaz, E. E. Enscore Jr, and I. Ham, “A heuristic algorithm for
the m-machine, n-job flow-shop sequencing problem,” Omega, vol.
11, no. 1, pp. 91–95, 1983.
[18]
D. S. Palmer, “Sequencing jobs through a multi-stage process in the
minimum total time- a quick method of obtaining a near optimum,”
Oper. Res. Q., vol. 16, pp. 101–107, 1965.
[19]
H. G. Campbell, R. A. Dudek, and M. L. Smith, “Heuristic
algorithms for N-job, M-machine sequencing problem,” Manage.
Sci., vol. 16, pp. 630–637, 1970.
[20]
R. Companys, “Métodos heurísticos en la resolución del problema
del taller mecánic,” Estud. Empres., vol. 5, no. 2, pp. 7–18, 1966.
[21]
S. T. McCormick, M. L. Pinedo, S. Shenker, and B. Wolf,
“Sequencing in an Assembly Line with Blocking to Minimize Cycle
Time,” Oper. Res., vol. 37, pp. 925–936, 1989.
[22]
Q.-K. Pan and L. Wang, “Effective heuristics for the blocking
flowshop scheduling problem with makespan minimization,”
Omega, vol. 40, no. 2, pp. 218–229, 2012.
[23]
I. Ribas and R. Companys, “Efficient heuristic algorithms for the
blocking flow shop scheduling problem with total flow time
minimization,” Comput. Ind. Eng., vol. 87, pp. 30–39, Sep. 2015.