Thermal Placement Algorithm Based on Heat Conduction Analogy Jing Lee
advertisement

Thermal Placement Algorithm Based on Heat Conduction Analogy
Jing Lee
Department of Electronic Engineering
Southern Taiwan University of Technology
Tainan, Taiwan 701, R.O.C.
Email: leejing@mail.stut.edu.tw
Abstract
A thermal force-directed placement algorithm, called TFPA, based on heat conduction
analogy, is proposed for MCM design. TFPA begins with the transformation of the real
substrate with chips into an unbounded substrate with an infinite number of chips. Then, each
chip pushes every other chip with a force based on the heat conduction analogy. Thus, each
chip will move in the direction of the force until the system achieves equilibrium. TFPA
generates high quality placement results and maintains a cooler and uniform thermal profile,
by distributing chip powers as evenly as possible. Unlike conventional force-directed
algorithms, which might have serious components overlapping problems, TFPA places chips
apart and only little or even no overlap occurs. In practice, the initial placements obtained by
TFPA are very close to final placements.
Index Terms—Physical design, reliability, thermal placement, MCM.
I. Introduction
The trend in microelectronic packaging continues to be towards greater packaging
density, speed, and higher power dissipation in both chip packages and printed circuits boards
(PCB). In addition, these chips are frequently packaged in close proximity to each other in
multichip modules (MCM) in order to minimize interchip propagation delays and the
packaging volume. However, this trend results in higher heat flux densities at the substrate.
There higher operating temperatures can occur if the dissipated heat is not properly removed.
A higher temperature not only affects circuit performance directly by slowing down the
transistors on chips, but also decreases their reliability. It is well known that most of the
physical and chemical processes that can cause component failure are usually accelerated at
elevated temperatures [1]. In addition, the unevenly distributed power dissipation of chips on
TCPT-2002-019.R1
1
a substrate may produce hot spots, which can induce thermal stresses. When the stresses are
severe enough and go through enough cycles, they can cause the chips to fail, usually by
rupturing of the solder bumps [2].
Since in many MCMs, thermal management is the most important reliability factor, it
should be considered as early as possible in the overall packaging process. The best
opportunity may be during the chip placement stage, because the temperature distributions
directly depend on the results of chip placement. It is conceivable that a placement tool
without thermal considerations could place some chips with high heat dissipation closely
spaced together. This would result in a hot spot on the substrate, even though the total power
consumption is constrained.
Historically, placement techniques have been developed primarily on the basis of
routability. Sherwani [3] provides a summary of the classic techniques. These algorithms
typically concentrate on minimizing total net length, while others focus on minimizing wire
crossovers and vias [4]. However, with the increased demand for high quality and long-term
reliable performance, techniques are developed to address placement for reliability. Some
studies have focused on reliability improvement for power hybrid circuits (PHC) [5], for
convectively cooled PCB [6-11], for VLSI [12-13], and for MCM [14-17]. In addition,
placements for both reliability and routability considerations are presented for convectively
cooled PCB [18-21] and for PHC [22].
Force-Directed Algorithms (FDA) have been widely used for routability optimization
placement on PCB and VLSI [4, 23, 24]. FDA is based on the model that each component
exerts forces of attraction on components connected by signal nets, and repulsive forces are
used to keep components apart for those which are not connected. The conventional FDAs
obviously are unsuitable for thermal placement problem (i.e. placement for reliability).
Recently, a thermal FDA based on a fuzzy model has been introduced to manage the thermal
placement problem for MCM by Huang and Fu [16]. In their fuzzy model, the repulsive force
exerted on any two chips is proportional to the power dissipation product of the two chips,
and is decreased as the distance between the two chips is increased.
In this paper, a new force-directed placement algorithm is presented. The presented
thermal force model is based on heat conduction analogy, so it is very suitable for solving the
thermal placement problems for MCMs and hybrid circuits. The rest of this paper is organized
as follows: formulation of the approach is described in Section 2, examples with
TCPT-2002-019.R1
2
computational results are given in Section 3, and conclusions are drawn in Section 4.
II. FORMULATION OF THE APPROACH
Let d1, d2, …, dm be the chips to be placed on the substrate of an MCM, and (xi, yi) be the
Cartesian coordinates for di. The thermal placement problem is to determine the locations of
chips such that the system reliability can be optimized. This problem is considered to be
NP-complete in the sense of Cook and Karp [25]. Hence, some heuristic procedure should be
applied in order to obtain a nearly optimum solution in reasonable computation time.
There are, in general, two types of heuristic methods for this kind of problem. One is a
constructive method, which obtains an initial solution using heuristic rules, often in sequential,
deterministic manner. The other is an iterative improvement method, which improves a
solution by means of local transformations.
The algorithm proposed here is a constructive algorithm. The thermal placement problem
is managed by two stages. First, the real substrate with chips is transformed into an
unbounded substrate with an infinite number of chips by multiple reflection technique. Next,
a thermal force-directed placement algorithm is used to determine the locations of chips.
A. Multiple reflection technique
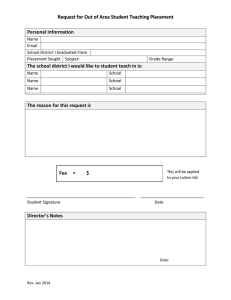
For an MCM, the heat loss from the sidewalls of the substrate is insignificant compared
to the top and bottom sides of the substrate. Therefore, the sidewalls of the substrate can be
treated as perfect insulators. As there is no heat flow across insulated boundaries and because
heat flow is proportional to temperature gradient, there is no temperature gradient normal to
an insulated boundary. A perfect insulator can therefore be represented as a zero temperature
gradient normal to the boundary. As a result, a plane of symmetry can be used to replace an
insulated boundary by the use of a reflected mirror image source as shown in Fig. 1.
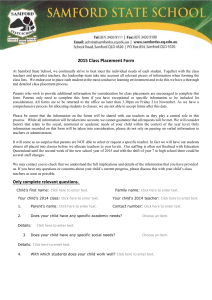
A rectangular substrate of several heat sources with four insulated boundaries can be
similarly transformed into an unbounded substrate containing an infinite number of mirror
image heat sources. The new configuration generated by this transformation has the property
that it leaves the unchanged temperature distribution within the original region. An example
including two heat sources is shown in Fig. 2.
The mirror image substrate at the rth row and the cth column, which is shown in Fig. 2, is
TCPT-2002-019.R1
3
called the r-c-substrate. The location of dj located in the r-c-substrate is denoted by ( x (r,jc) ,
y (r,j c) ), and
1
L
x (r,j c) (c )L ( 1)c (x j )
2
2
(1)
1
W
y (r,j c) (r )W ( 1) r (y j )
2
2
(2)
where L and W are the length and the width of the substrate, respectively. If dj locates in the
real substrate (i.e. 0-0-substrate), we always neglect the superscript and simply denote its
location as (xi, yi).
mirror image
source
Insulated boundary
heat source
heat source
q
q
q
Mirror image
region
(a)
Fig. 1.
Physical region
(b)
(a) An infinite insulated boundary with a heat source; (b) replace the
insulated boundary by the use of a reflected mirror image source.
Y
qi
qi
qi
qi
W
qi
qi
qj
qj
qj
qj
qj
qj
qj
qj
qj
qj
qj
qi
qi
qi
qi
qi
qi
qi
qi
qi
qi
qj
qj
qj
qj
qi
qi
qi
qi
qi
qi
qi
qi
qi
qi
L
qj
qj
qj
qj
column=0
(a)
Fig. 2.
qj
W
column=-2 column=-1
L
qj
column=1
qj
qj
qj
qj
qj
row=2
row=1
row=0
row=-1 X
row=-2
column=2
(b)
Multiple reflection technique. (a) A rectangle region with insulated boundaries;
(b) An unbounded region with infinite mirror heat sources
TCPT-2002-019.R1
4
Mathematically, the discontinuities at boundaries constitute the major impediment to the
prediction of temperatures. By using the multiple reflection technique, the boundaries are
implicitly included in the unbounded substrate; thus, they are removed from the solution
procedure. It is frequently easier to solve the temperature distribution on the unbounded
substrate than the previous one with finite domains. Some previous studies have used the
multiple reflection technique with the principle of superposition to predict the temperatures of
electronic devices [26-28].
B. Thermal force model
In an unbounded body, heat flows everywhere from every heat source, and the heat flux
decreases with the square of the distance from the heat source in the steady state condition.
The present thermal force model is an analogue of the above heat conduction mechanism.
Every chip dj pushes every other chip di with a force that is directly proportional to the heat
dissipation of dj and inversely proportional to the square of the distance separating them. This
statement can be expressed as
f i,(r,jc) i
qj
(3)
( ri,(r,jc) ) 2
where
f i,(r,jc) is the force exerts on di in the real substrate by dj in the r-c-substrate;
i is the thermal sensitivity factor of di, i 1 for normal chips; i 1 for chips that
are sensitive to temperature
qj is the heat dissipation of dj
ri,(r,j c) = (x (r,j c) x i )2 (y (r,j c) yi )2
(4)
f i,(r,jc) can be broken down into the components of
c)
fx (r,
i, j i
qj
( r
(r, c) 2
i, j
)
c)
cos(θ (r,
i, j )
(5)
c)
sin( θ (r,
i, j )
(6)
and
c)
fy (r,
i, j i
where
TCPT-2002-019.R1
5
qj
( r
(r,c) 2
i, j
)
θ
(r, c)
i, j
y (r,j c) y i
atan2 (r, c)
x x
i
j
(7)
Expanding this formulation to cover all m chips, one obtains
a 1
( a, c)
a
Fz i
fz i,(a,jc) fz i,(r,ja) fz i,( j r, a)
fz i, j fz i, j
a 1 c a
r a 1
j1
m
(8)
where z is x or y. In theory, the maximum value of ‘a’ in formula (8) must be infinity.
However, since fzi,(r,jc) is proportional to
1
( ri,(r,jc) ) 2
, only a small integer bound of ‘a’ is enough.
As can be seen from appendix, the maximum value of ‘a’ of five is adequate. That is, the real
substrate is translated into a region with the area of 121 times of the real substrate.
C. Thermal force placement algorithm
The set of simultaneous equations of (8) is solved by setting Fzi to zero and solving for
zi. A modified Newton-Raphson (NR) method is used to solve this system of equations to find
the correct positions of chips.
For applying the modified NR method, the partial derivatives of Fz i is
a 1
'
' ( a, c)
a
F' z i
f ' z i,(a,jc) f ' z i,(r,ja) f ' z i,( j r, a)
f z i, j f z i, j
a 1 c a
r a 1
j1
m
(9)
where
c)
f ' x (r,
i, j
c)
dfx (r,
i, j
c)
f ' y (r,
i, j
dx i
c)
dfy (r,
i, j
dy i
i
qj
( ri,(r,jc) ) 3
i
(10)
(11)
c)
3cos 2 (θ (r,
i, j ) - 1
qj
( ri,(r,jc) ) 3
c)
3sin 2 (θ (r,
i, j ) - 1
Then, the moving distance of di is chosen as
z i 0.5
Fz i
F' z i
(12)
The factor of 0.5 in equation (12) is taken because any two chips push each other, hence
only 0.5 times the designated distance need to be moved.
The new location of (xi, yi) after each iteration is
TCPT-2002-019.R1
6
z i new z i z i
(13)
However, it is unreasonable if a new position zi(new) is in the outside region of the real
substrate. To avoid the unreasonable condition, z i is modified as follows: if z i z i in
equation (13) is out of range, the value of z i is decreased to half of its previous value. The
procedure is iterated until z i z i is in the real substrate.
procedure TFPA(Q, A, X, Y, L, W, ε1, ε2)
// Q={qi︱1≦i≦m}, A = { i ︱1≦i≦m }, (X, Y)={(xi, yi)︱1≦i≦m } //
// L and W are the length and the width of the substrate. //
// ε1 and ε2 are two stopping criterion values. //
begin
do
Random(X, Y) // 0 < xi < L, 0 < yi < W //
Norm←a large value
do
Old_Norm←Norm
Norm←0
for i←1 to m
( Fx i , Fy i )← Equation (8)
( F ' x i , F' y i )← Equation (9)
( x i , y i )←0.5 ×(
Fy i
Fx i
,
)
F' x i F' y i
while xi+ x i L or xi+ x i 0 do x i ← x i / 2 repeat
while yi + y i W or yi + y i 0 do y i ← y i / 2 repeat
(xi, yi)←(xi+ x i , yi + y i )
Norm← Fx i Fyi
repeat
while
Old_Norm Norm
Norm
ε1
while Norm ε 2
output(X, Y)
end
Fig. 3.
TCPT-2002-019.R1
Procedure of TFPA
7
The present method, which is called the Thermal Force Placement Algorithm (TFPA), is
derived in Fig. 3. TFPA begins with generating a random initial placement. New placements
are iteratively computed by modified NR method until a convergent solution is obtained.
For properly defining a convergent solution, set
Norm Fx i Fy i
m
(14)
i 1
Old_Norm denotes the Norm of the previous placement. ε1 and ε2 are two stopping criterion
values, which are two small integer values defined by users. The optimum values of ε1 and ε2
need some trials, but if setting both ε1 and ε 2 0.01, the placements obtained only have little
difference. Thus, for giving a comparison basis, both ε1 and ε2 are set to 0.01 in the present
study. In the situation of Old_Norm Norm ∕ Norm ε 1 , the current placement is
obviously not converged yet, and TFPA proceeds to obtain a new placement. In the situation
of Old_Norm Norm ∕ Norm ε 1 but Norm ε 2 , the current placement is trapped at a
local optimum and cannot proceed further. Thus, TFPA generates a new random initial
placement and executes the whole procedure again. In the situation of Old_Norm Norm ∕
Norm ε 1 and Norm ε 2 , the placement is considered as convergent, and TFPA
terminates.
D. Algorithm Validation
In TFPA, thermal force Fzi ’s are analogue of heat flux in an unbounded region. So,
F' z i ’s are equivalent to the gradient of heat flux. Since the gradient of heat flux is always
pointing in the direction of lower temperature region, TFPA always moves the chips in the
direction of lower temperature region, hence leading to a convergent and uniform temperature
distribution solution.
E. Space Complexity
TFPA requires 10m cells of storage for { i , qi, xi, yi, Fxi, Fyi, F’xi, F’yi, x i , y i ∣
1 i m }. Namely, the space complexity of TFPA is O(m).
F. Time Complexity
TFPA consists of applying the one-dimensional NR method 2m times, once for each chip.
Since the time needed for NR method is mainly taken in computing formulas (8) and (9), the
TCPT-2002-019.R1
8
time needed for other steps is neglected in the following analysis. In computing formulas (8)
and (9) per step, the frequency for evaluating fz (r,i, jc) and f ' z (r,i, jc) is equal to
1 2
m
j1
5
a
a 1 c a
2
a 1
r a 1
121m
Let the time needed for evaluating fz (r,i, jc) and f ' z (r,i, jc) to be a unit of time. Then, it requires
242m2 units of time per iteration of TFPA.
From the above analysis, one can conclude that the time complexity of TFPA is O(m2)
for each iteration. The number of iterations required to obtain a solution is dependent upon
problem size (m), the heat dissipation of chips, and the stopping criterion values (ε1 and ε2).
G. Accuracy and Limitation of TFPA
The accuracy of a particular solution depends upon at least three factors. The first is the
extent to which the physical problem and the TFPA model have in terms of one-to-one
correspondence. In TFPA, packaging structure is simplified as a rectangular plane, and the
material of the substrate is assumed to be isotropic and homogeneous in its thermal
conductivity and the edge of the substrate is perfectly insulated. All these simplification and
assumptions induce some error. However, since TFPA always generates a placement of chips
placed apart, so even a practical package do not satisfy these assumptions, TFPA still can be
used to obtain a “good” solution.
Second, TFPA neglects the dimensions of chips and considers each chip as a point for
simplifying the problem. This may induce chip overlaps. However, the overlapping problem
is not serious as shown in Sec. 3.
Finally, the accuracy is also influenced by truncating the high order terms in formula (8).
However, this error has no significant effect on accuracy as shown in appendix.
III. EXAMPLES AND COMPUTATIONAL RESULTS
TFPA has been implemented in C language, and run on a 300MHz Pentium II personal
computer. Since there are no well-established MCM benchmark circuit or package data, the
present method is applied to several already published examples. To simplify the analysis, all
examples are treated as having the same module packaging and cooling conditions, but they
may have different geometric dimensions. A TAMS program [29-30], based on Fourier series
TCPT-2002-019.R1
9
solution, is used to predict the temperature distributions of chips on the substrate. Fig. 4
shows a TAMS model of an MCM. The different layers model the different parts of the MCM
structure, such as the multi-layer substrate, the epoxy layer, and the heat sink. Within each
layer, the material is assumed to be linear, isotropic, and homogeneous. Temperature and heat
flow are continuous at interfaces between layers. Air conduction or convection within the
space between the MCM ceramic surface and the cover is neglected (a worst case effect on
results). The thermal conductivities of the multi-layer substrate (i.e. Cordierite substrate
2MgO . 2Al2O3 . 5SiO2), the epoxy layer, and the heat sink are 2.5×10-3 W/mm ℃ ,
1.17×10-3W/mm℃, and 1.95×10-1W/mm℃, respectively. Because the average heat flux is
very high in our examples, we select force convection at a velocity of 4 m/s for the board, and
jet impingement forced convection at a velocity of 0.3 m/s for the finned sides.
Correspondingly, the average heat transfer coefficients for h1 and h2 are 3.26×10-5 W/mm2℃
and 1.94×10-4 W/mm2℃.
Y
W
h1
Chips
0
Epoxy
L
Multiplayer
substrate
Fig. 4.
Heat sink
X
h2
Schematic representation of an MCM model used here
The failure rate of a chip is estimated by the Arrhenius formula
λ
T
1
E
1
(i) λ o exp a
k 298 T
where
T and o are the failure rates at T K and at 298 K, respectively;
Ea is the activation energy (eV);
k is the Boltzmann's constant.
TCPT-2002-019.R1
10
(15)
To determine the system failure rate of an MCM, various operating parameters need to
be specified. Without loss of generality, all chips are assumed to be the same factors of o and
Ea, which are 1 Fit (i.e. 10-9/hour) and 1 eV, respectively. The system failure rate, S, of an
MCM with m chips is calculated as the sum of individual failure rate of chips. That is
m
S = T (i )
(16)
i 1
A. Examples of uniform chips
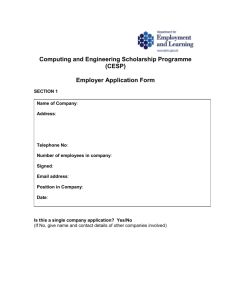
The first two examples are twelve and sixteen chips for Case 1 and 2, respectively. They
are all of 1 watt, 5.1 mm square chips. The substrate for both cases has length, width, and
thickness dimensions of 30.5 mm, 30.5 mm, and 5 mm, respectively. The placement with
temperature distributions obtained by TFPA is shown in Figs. 5(a) and (b). One can see that
chips are regularly placed on the substrate, and the temperatures of chips are very evenly
distributed. It is no surprise that the results obtained are optimal in both cases.
118
118
118
117
118
139
139
140
139
139
139
139
139
139
139
139
140
139
139
140
118
118
118
117
140
118
118
118
(a)
Fig. 5.
(b)
Placements with temperature (℃) distribution obtained by TFPA. (a) 12 chips
example; (b) 16 chips example.
B. Examples of chips with different heat dissipations
The following four examples are from [16]. All of the four cases have the same sizes of
substrates and chips, but different chips have different heat dissipation in the different cases. A
50 mm square substrate with a thickness of 5 mm is used. The chips are also square with a 5
mm edge. Table 1 lists heat dissipation of each chip.
The placement results obtained by TFPA are compared to those obtained by Huang and
Fu [16]. For reference, FMFDA (i.e. Fuzzy Model Force-Directed Algorithm) is assigned to
TCPT-2002-019.R1
11
the algorithm presented by Huang and Fu.
The results of maximum, minimum, average temperature, maximum temperature
difference, and system failure rate (i.e. Tmax, Tmin, Tav, Tmax , S), obtained by TFPA and by
FMFDA for various cases, are summarized in Table 2. The locations of chips listed in
FMFDA are directly obtained from [16], but the temperature distributions are analyzed under
the present packaging and cooling conditions. As shown in Table 2, the results obtained by
TFPA have lower Tmax than and equal Tmin to those obtained by FMFDA. Therefore, the
values of Tav, Tmax , and S obtained by TFPA are also lower than those obtained by the
FMFDA. Especially, the S in TFPA is only 15% and 18% of the S in FMFDA for Cases A
and B, respectively.
Table 1. Four cases with various chip number and power dissipation [16].
Cases Number of chips
Power dissipation value (W)
A
5
0.8, 1.3, 1.5, 1.5, 1.7
B
6
0.5, 0.8, 0.9, 1.1, 1.3, 1.5
C
8
0.3, 0.4, 0.5, 0.6, 0.7, 0.8, 0.9, 1.0
D
10
0.3, 0.4, 0.5, 0.6, 0.7, 0.8, 0.9, 1.0, 1.1, 1.2
Table 2. The comparisons of TFPA and FMFDA for the cases in Table 1.
Cases
Algorithms
A
B
C
D
FMFDA TFPA FMFDA TFPA FMFDA TFPA FMFDA TFPA
Tmax(℃)
119
94
108
86
82
68
81
78
Tmin(℃)
64
64
52
52
44
44
47
47
Tmax =Tmax-Tmin
55
30
56
34
38
24
34
30
Tav(℃)
100.2
82.4
82.2
69.5
62
55.8
64.6
63
S (Fit)
25432
3830
8755
1610
1324
415
1550
1252
TCPT-2002-019.R1
12
For further comparisons, the detail chips’ locations with temperature distributions of
Cases A and C, obtained by TFPA and FMFDA, are shown in Figs. 6(a), (b) and 7(a), (b),
respectively. Obviously, the FMFDA places the chips of larger heat dissipations to the corners
on the substrate to avoid the hot spot generated at the central region of the substrate. However,
chips on the corners generally have worse cooling effects, since there is not enough area to
transport the heat generated by the chips. As a result, FMFDA generated placements with four
hot spots on four corners of the substrates, which are shown in Figs. 6(a) and (b). This can
induce serious thermal stress on corners and decrease the system reliability of an MCM. On
the other hand, TFPA placed chips apart, so each chip has enough substrate area to transport
heat dissipated within the chip; hence, placements with a cooler and uniform thermal profile
can be obtained. However, in cases that most heat can conduct away from the four sidewalls,
FMFDA may give better results.
109
(1.5W)
119
(1.7W)
94
80
(1.7W)
(1.3W)
64
(0.8W)
87
64
(0.8W)
(1.3W) 100
109 (1.5W)
(b)
(a)
Fig. 6.
87
(1.5W)
(1.5W)
Placements with temperature (℃) distribution and heat dissipations for case A.
(a) Placement result by FMFDA; (b) placement result by TFPA.
72
(0.8W)
79
(0.9W)
47
(0.4W)
61
(0.8W)
68
55
(1W)
(0.6W)
50
(0.5W)
51
(0.5W)
57
(0.7W)
44
(0.3W)
44
(0.3W)
82 (1W)
47
(0.4W)
(0.7W) 67
54
(0.6W)
(b)
(a)
Fig. 7.
64
(0.8W)
Placements with temperature (℃) distribution and heat dissipations for case C.
(a) Placement result by FMFDA; (b) placement result by TFPA.
TCPT-2002-019.R1
13
C. Examples of uneven chips
The final two examples are two consumer microprocessors, PowerPC 603 and 604. Table
3 shows the chip size and power information for both MCM [31]. The chips have varying
heights, widths, and heat dissipations. The PowerPC 604 can be considered as a critical
example, because the processor dissipates maximally 13 watts that is relatively higher than
those of the other chips. For comparison needed, Figs. 8(a) and (b) show the chip layouts of
both PowerPC 603 and 604 MCM on a 44 mm × 44 mm substrate depicted in [31]. The
temperature distributions in Figs. 8(a) and (b) are analyzed under the present packaging and
cooling conditions.
Table 3. Chip size and power information for PowerPC 603 and 604 MCM [31].
MCM
Processor
Bridge Bridge Clock
controller buffer Distr.
SRAM
Tag
RAM
Bus
Buffer
Chip size 7.4×11.4 6.7×7.1 7.8×7.4 4.1×4.1 5.7×12.1 9.8×4.1 3.2×1.3
PowerPC
(mm)
603
Max. chip
3
0.75
0.5
0.9
1
0.7
0.4
power (W)
Chip size 12.4×15.8 6.7×7.1 7.8×7.4 4.1×4.1 5.7×12.1 9.8×4.1 3.2×1.3
PowerPC
(mm)
604
Max. chip
13
0.75
0.5
0.9
1
0.7
0.4
power (W)
65
(1W)
85
(0.4W)
83
(1W)
58
(0.5W)
89
(0.5W)
85
(1W)
66
(1W)
93
(0.8W)
122
(0.8W)
95
(3W)
180
(13W)
85
(1W)
66
(1W)
66
66
(0.7W) (0.75W)
65
(1W)
83
(1W)
90
(0.7W)
97
(0.75W)
(b)
(a)
Fig. 8.
107
(0.4W)
Chip layout with temperature (℃) distribution and heat dissipations for
PowerPC 603 and 604 in [31]. (a) PowerPC 603; (b) PowerPC 604
TCPT-2002-019.R1
14
The initial placements of PowerPC 603 and 604, generated by the TFPA, are shown in
Figs. 9(a) and (b), respectively. Obviously, both initial placements have very high quality;
chips are placed apart and only little overlapping occurs in Figs. 9(a) and (b). Therefore, one
can easily transform the initial placements to the final placements, simply by removing the
overlaps according to design rules. The final placements are shown in Figs. 10(a) and (b).
64
(1W)
65
(1W)
88
(0.4W)
84
85
87
(0.75W)(0.7W) (1W)
94
(3W)
67
(0.75W)
65
60
(0.7W) (0.5W)
67
(1W)
108
(0.8W)
86
(1W)
67
(1W)
178
(13W)
86
(1W)
88
(0.8W)
88
(0.5W)
107
(0.4W)
(a)
Fig. 9.
84
(1W)
(b)
Initial placements obtained by TFPA. (a) PowerPC 603; (b) PowerPC 604.
65
(1W)
94
(3W)
86
85
(0.75W) (0.7W)
65
(1W)
91
(1W)
90
(1W)
108 (0.8W)
66
(0.75W)
65
(1W)
66
58
(0.7W) (0.5W)
85
(0.4W)
88
(1W)
65
(1W)
86
(1W)
87
(0.8W)
91
(0.5W)
106
(0.4W)
(a)
Fig. 10.
179
(13W)
(b)
Final placement after design rules checking. (a) PowerPC 603; (b) PowerPC
604
TCPT-2002-019.R1
15
Tmax, Tmin, Tav, ΔTmax, and S for the placements in Figs. 8(a), (b), and 10(a), (b) are
summarized in Table 4. As shown in Table 4, the PowerPC 603 results obtained by the TFPA
are slightly better than those of the original product. The system failure rate is improved from
the original one by about 15%. For the case of PowerPC 604, the placement generated by
TFPA has lower values of Tmax and ΔTmax than the original placement. So, the values of Tav
and S obtained by TFPA are also lower than the original results. The system failure rate is
improved from the original results by about 8%.
It is well known that the initial placements, generated by conventional FDA [23], usually
have serious block overlaps, since the force model does not include the geometric information
of the substrate. In contrast, the geometric information of the substrate is implicitly included
in the thermal force model of TFPA; thus, the overlapping problem can be largely reduced.
Table 4. Comparisons of the placements obtained by TFPA with the placements in [31].
PowerPC 603
PowerPC 604
Cases
Original
TFPA
Original
TFPA
Tmax(℃)
94
94
180
179
Tmin(℃)
59
58
83
85
Tmax =Tmax-Tmin
35
36
97
94
Tav(℃)
72.5
71.7
102.1
101.1
S (Fit)
4445
3788
659875
605712
IV. CONCLUSIONS
A Thermal Force Placement Algorithm (TFPA), based on heat conduction analogy, is
proposed for the thermal placement of MCM. TFPA has proved to be an efficient and
effective algorithm. Space and time complexity of TFPA are O(m) and O(m2), respectively. In
TFPA, chips are iteratively moved in the direction of lower temperature region. As a result, it
leads to a cooler and uniform temperature distribution placement.
Eight examples with three different types of chips have been examined by TFPA. For the
type of uniform chips, TFPA generates optimal placements for reliability; for the type of chips
TCPT-2002-019.R1
16
of the same size but with different heat dissipations, TFPA generates placements with more
uniform temperature distribution than the method compared; for the type of uneven chips,
TFPA generates placements with better system reliability than the present consumer products
(PowerPC 603 and 604).
Appendix
From Sec. II equation (8) gives the net thermal force exerted on di by dj as
Fz i, j fz i, j Pz (a)
a 1
(8)
fz i, j Pzc (a) Pzr (a)
a 1
a
where Pzc (a) fz i,( j a, c) fz i,(a,jc)
ca
a 1
, Pzr (a) fz i,(r,ja) fz i,( j r, a)
r a 1
, and
Pz (a) Pzc (a) Pzr (a) and z is either x or y..
This section discusses the truncation error of neglecting Pz (a ) in formula (8). In the
a 6
following, since the derivation in y-direction is the same as the derivation in x-direction, only
derivation in x-direction is considered.
For convenient, consider substrate as a square of unit length, and let di at the center point.
Therefore, 0 L, W 1 , xi=0.5 and yi=0.5. The coordinate difference between di and dj(r,c)
can be represented by
xi(,rj,c ) c x (c )
(17a)
yi(,rj,c ) r y ( a )
(17b)
and
where x ( c ) 1 x j xi and y ( r ) 1 y j yi . Obviously, x ( c ) 0.5 , y ( r ) 0.5 .
c
r
The distance square between di and dj(-a,-c) can be described as
r
x
( a,c) 2
i, j
y
( a,c) 2
i, j
c x a y
x y
cx
(a,c) 2
i, j
ay ( a )
a 2 c 2 1 2
a2 c2
(c) 2
(c)
(c) 2
a2 c2
(a) 2
(a) 2
Since
x y
(c) 2
a c
2
(a) 2
2
1
1
2 0.014 1 as a 6
2
2 a c
2a
2
Formula (18) can be approximated as
TCPT-2002-019.R1
17
(18)
r
a
( a, c ) 2
i, j
where h1
c 2 1 2h1 h2 as a 6
2
(19a)
ay ( a )
cx ( c )
and
.
h
2
a2 c2
a2 c2
Similarly, we can obtain
r a
( a ,c ) 2
i, j
2
c 2 1 2h1 h2 as a 6
(19b)
A. Derivation of Pxc (a)
According to (5), we find
x ( a , c )
xi(,aj,c )
i, j
fx i,( j a, c) fx i,(a,jc) i q j
3
( a ,c ) 3
ri (, j a , c )
r
i, j
(20)
Substituting (17a), (17b), (19a) and (19b) into (20), yield
fx i,( j a, c) fx i,(a,jc)
a
a
iq j
2
c2
iq j
2
c
2 3/ 2
3/ 2
c x ( c )
c x ( c )
3/ 2
3/ 2
1 2h1 h2
1 2h1 h2
3/ 2
3/ 2
(c)
(c)
c x 1 2h1 h2 c x 1 2h1 h2
2 3/ 2
1
4
h
h
1
2
(21)
By applying Taylor series expansion
1 2h1 h2 3 / 2 1 3h1 h2 3 h1 h2 2
2
(22)
and
1 4h h
2 3/ 2
1
2
1 6h1 h2 ...
2
(23)
The high order terms in (22) and (23) can be reasonable neglected according to the following
analysis.
3
3 cx ( c ) ay ( a )
2
h1 h2
2
2
a2 c2
2
2
3 a c
3 1 2
2
2
2a 0.015 1 as a 6
8
8
a
c
2
and
6h1 h2 0.06 1 as a 6
2
Hence (22) and (23) can be approximated as
1 2h1 h2 3 / 2 1 3h1 h2
as a 6
(24)
and
1 4h h
2 3/ 2
1
2
By inserting (24) and (25) into (21), we obtain
TCPT-2002-019.R1
18
1 as a 6
(25)
fx
( a, c)
i, j
fx
(a, c)
i, j
i q j 2x ( c ) 6ch1 h2
a
2
c2
(26)
3/ 2
Pxc (a) can be obtained by summing up the series (26) from c=-a to c=a,
Pxc (a )
a
i q j 2x ( c ) 6ch1 h2
c a
a
c
2
2 3/ 2
(0)
a
2x ( c ) 6ch1 h2 2x ( c ) 6ch1 h2
2x
i q j 3
3
/
2
3
/
2
2
2
2
2
a
c 1
a
c
a
c
(27)
a
2x ( 0 )
4x ( c ) 12ch2
i q j 3
3/ 2
c 1
a2 c2
a
a
2x ( 0 )
a 2 2c 2
(c)
i q j 3 4 x
5/ 2
c 1
a2 c2
a
B. Derivation of Pxr (a)
Pxr (a ) can be described as
Pxr (a)
fx
a
r a
( r , a)
i, j
fx i,(r,ja) fx i,( j a, a) fx i,( j a,a) fx i,(a,j a) fx i,(a,ja)
(28)
As the same way to derive Pxc (a) , the first term in the right side of (28) is
fx
a
r a
( r, a)
i, j
a
2x ( 0)
a 2 2r 2
fx i,(r,ja) i q j 3 4 x ( r )
5/ 2
r 1
a2 r 2
a
(29)
Estimating the second term in the right side of (28),
fx i,( j a, a) fx i,( j a,a) fx i,(a,j a) fx i,(a,j a)
x ( a , a )
x i(,ja , a )
x i(,aj, a )
x i(,aj, a )
i, j
i q j
( a,a ) 3
(a,a) 3
( a,a ) 3
ri(, j a , a ) 3
r
r
r
i, j
i, j
i, j
i q j
a x ( a )
a x ( a )
a x ( a )
a x ( a )
3 x ( a ) y ( a )
3 x ( a ) y ( a )
3 x ( a ) y ( a )
3 x ( a ) y ( a )
2 2a 3
1
1
1
1
2
a
2
a
2
a
2
a
iq j
x ( a ) 3y ( a )
2 2a 3 9 x ( a ) y ( a )
1
4
a
(a)
i q j x
as a 6
2a 3
2
x ( a ) 3y ( a )
1
9 x ( a ) y ( a )
4
a
2
(30)
Substituting (29) and (30) into (28), we find
TCPT-2002-019.R1
19
a
2x ( 0) x ( a )
x ( r ) a 2 2r 2
Pxr (a) i q j 3
4
5/ 2
2a 3
r 1
a2 r 2
a
as a 6
(31)
Pz (a )
C. Derivation of
a 6
fx i, j
Substituting (27) and (31) into (8), yield
a
4x ( 0) x ( a )
x ( c ) a 2 2c 2
Px (a) i q j 3
8
2a 3
c 1
a 2 c 2 5 / 2
a
as a 6
(32)
Obviously, the above series is absolute convergence. Sum up Px (a) from a=6 to 1000 by
Matlab, gives
Px (a) 0.0043 i q j x
( 0)
(33)
a 6
Dividing fx i, j , yield
Pz (a)
a 6
fx i, j
0.0043 i q j x ( 0)
iq j
x
( 0)
0.0043ri , j
3
(34)
r
3
i, j
Since
r 0.5
3
i, j
2
0.5 2
3/ 2
0.3536
then,
Pz ( a )
a 6
fx i, j
0.0015
(35)
Therefore, it can be concluded that the truncation error of neglecting Pz (a ) only
a 6
gives a relative error less than 0.15% compare to fx i, j .
TCPT-2002-019.R1
20
ACKNOWLEDGMENT
This work was supported by the National Science Council, Republic of China under
contract no. NSC 89-2215-E-218-013. I am pleased to thank Professor Jung-Hua Chou for his
valuable comments and suggestions concerning this paper.
REFERENCES
1. M. Pecht, Integrated Circuit, Hybrid, and Multichip Module Package Design Guidelines –
A Focus on Reliability, New York: Wiley, 1994.
2. E. Suhir, “Thermal stress failures in microelectronic components – review and extension,”
in Advances in Thermal Modeling of Electronic Components and System, A. Bar-Cohen and
A. D. Kraus, ed., New York: Hemisphere Publishing Corporation, 1988, pp.337-412.
3. N. Sherwani, Algorithms for VLSI Physical Design Automation, 3rd ed. Boston: Kluwer
Academic Publishing, 1999.
4. G. Wippler, M. Wiesal, and D. Mlynski, “A combined force and cut algorithm for
hierarchical VLSI layout,” in Proc. 22th Design Automation Conf., 1982, pp. 671-677.
5. W. Maly and A. P. Piotrowski, "Heat exchange optimization technique for high-power
hybrid IC's", IEEE Trans. Comp, Hybrids, Manufact. Technol., vol. 2, no. 2, pp. 226-231,
1979.
6. A. H. Mayer, "Computer-aided thermal design of avionics for optimum reliability and
minimum life cycle cost," Technical Report AFFDL-TR-78-48, Air Force Flight Dynamics
Laboratory, 1978.
7. M. Pecht and J. Naft, "Thermal reliability management in PCB design," in Proc. 1987 Ann.
Reliability and Maintainability Symp., 1987, pp. 27-29.
8. D. Dancer and M. Pecht, "Reliability optimization technique for convectively electronics,"
IEEE Trans. on Reliability, vol. 38, no. 2, pp. 199-205, 1989.
9. M. Osterman and M. Pecht, “Component placement for reliability on conductivity cooled
printed wiring boards,” Trans. of the ASME Journal of Electronic Packaging, vol. 111, pp.
149-156, 1989.
10. R. Eliasi, T. Elperin, and A. Bar-Cohen, "Monte Carlo thermal optimization of populated
printed circuit board," IEEE Trans. Comp, Hybrids, Manufact. Technol., vol. 13, no. 4, pp.
TCPT-2002-019.R1
21
953-960, 1990.
11. M. D. Osterman, "A physics of failure approach to component placement," Trans. of the
ASME Journal of Electronic Packaging, vol. 114, pp. 305-309, 1992.
12. C. N. Chu and D. F. Wong, “A matrix synthesis approach to thermal placement," IEEE
Trans. Computer-Aided Design, vol. 17, no. 11, pp. 1166-1174, 1998.
13. C.-H. Tsai and S.-M. Kang, “Cell-level placement for improving substrate thermal
distribution,” IEEE Trans. Computer-Aided Design, vol. 19, no. 2, pp. 253-266, 2000.
14. K. Y. Chao and D. F. Wong, “Thermal placement for high-performance multi-chip
modules," International Conf. on Computer Design, Austin, Texas, 1995, pp. 218 - 223.
15. M. C. Tang and J. D. Carothers, “Consideration of thermal constraints during multichip
module placement,” Electronic Letters, vol. 33, no. 12, pp. 1043-1045, 1997.
16. Y.-J. Huang and S.-L. Fu, “Thermal placement design for MCM applications,” Trans. of
the ASME Journal of Electronic Packaging, vol. 122, pp. 115-120, 2000.
17. C. Beebe, J. D. Carothers, and A. Ortega, “MCM placement using a realistic thermal
model,” Proceeding of the Tenth Great Lakes Symposium on VLSI, pp. 189-192, 2000.
18. J. Lee, J. H. Chou, and S. L. Fu, "Reliability and wireability optimizations for module
placement on convectively cooled printed wiring board," INTEGRATION, the VLSI Journal,
vol. 18, no. 2&3, pp. 173-186, 1995.
19. M. D. Osterman and M. Pecht, "Placement for reliability and routability of convectively
cooled PWB's," IEEE Trans. on Computer-Aided Design, vol. 9, no. 7, pp. 734-744, 1990.
20. N. V. Queipo, J. A. C. Humphrey, and A. Ortega, “Multiobjective optimal placement of
convectively cooled electronic components on printed wiring boards,” IEEE Trans. Comp.,
Packag., Manufact. Technol., A, vol. 21, no. 1, pp. 142-153, 1998.
21. N. V., Queipo and G. F. Gil, “Multiobjective optimal placement of convectively and
conductively cooled electronic components on printed wiring boards,” Trans. of the ASME
Journal of Electronic Packaging, vol. 122, pp. 152-159, 2000.
22. J. Lee and J. H. Chou, "Hierarchical placement for power hybrid circuits under reliability
and wireability constraints," IEEE Trans. on Reliability, vol. 45, no. 2, pp. 200-207, 1996.
23. N. Quinn and M. Breuer, “A forced directed component placement procedure for printed
circuit boards,” IEEE Trans. Circuits Syst., vol. 26, no. 6, pp. 377-388, 1979.
TCPT-2002-019.R1
22
24. F. Mo, A. Tabbara, and R. K. Brayton, “A force-directed macro-cell placer,” in Intl. Conf.
on Computer-Aided Design, 2000, pp. 177-180.
25. R. M. Karp, “Reducibility among combinatorial problems,” in Complexity of Computer
Computations, R. E. Miller and J. W. Thatcher, Ed., New York: Plenum, 1972.
26. D. J. Dean, Thermal design of electronic circuit boards and packages, Scotland:
Electrochemical Publications Ltd., 1985.
27. A. L. Palisoc and C. C. Lee, “Exact thermal representation of multilayer rectangular
structures by infinite plate structures using the method of images,” Journal Appl. Phys. vol.
12, no. 64, pp. 6851-6857, 1988.
28. Y.-K. Cheng and S.-M. Kang, “A temperature-aware simulation environment for reliable
ULSI chip design,” IEEE Trans. Computer-Aided Design, vol. 19, no. 10, pp.1211-1220,
2000.
29. G. N. Ellison, Thermal Computations for Electronic Equipment, New York: Van Nostrand
Reinhold Co., 1983.
30. G. E. Ellison, “Thermal analysis of circuit boards and microelectronic components using
an analytical solution to the heat conduction equation,” Twelfth IEEE SEMI-THERM
Symposium, 1996, pp. 144-150.
31. T. D. Yuan, “Thermal management in PowerPC microprocessor multichip modules
applications,” Thirteenth IEEE SEMI-THERM Symposium, 1997, pp. 247-256.
TCPT-2002-019.R1
23