Finite Element Analysis of a Three-dimensional Threaded Structural Fastener
advertisement

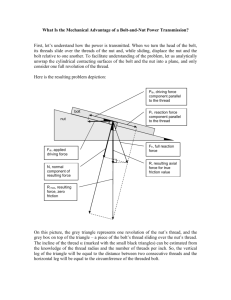
Finite Element Analysis of a Three-dimensional Threaded Structural Fastener by Ramin M. Rafatpanah An Engineering Project Submitted to the Graduate Faculty of Rensselaer Polytechnic Institute in Partial Fulfillment of the Requirements for the Degree of MASTER OF ENGINEERING IN MECHANICAL ENGINEERING Approved: _________________________________________ Ernesto Gutierrez-Miravete, Project Adviser Rensselaer Polytechnic Institute Hartford, CT May 2013 © Copyright 2013 by Ramin M. Rafatpanah All Rights Reserved ii CONTENTS LIST OF TABLES ............................................................................................................ iv LIST OF FIGURES ........................................................................................................... v LIST OF SYMBOLS ........................................................................................................ vi ABSTRACT .................................................................................................................... vii 1 - INTRODUCTION / BACKGROUND ........................................................................ 1 2 - THEORY / METHODOLOGY.................................................................................... 5 3 - RESULTS AND DISCUSSION ................................................................................ 15 4 - MESH ADEQUACY ................................................................................................. 22 5 - CONCLUSION .......................................................................................................... 24 REFERENCES ................................................................................................................ 25 iii LIST OF TABLES Table 1: General Model Dimensions ................................................................................ 5 Table 2: Run Information ............................................................................................... 10 Table 3: Description of Contact Pairs ............................................................................. 12 Table 4: Mesh Density Comparison ............................................................................... 22 Table 5: Mesh Density Run Information ........................................................................ 23 iv LIST OF FIGURES Figure 1: Example of a Bolted Joint ................................................................................. 1 Figure 2: Bolted Joint Clamping Forces ........................................................................... 2 Figure 3: Joint Resiliency Ratio [1] .................................................................................. 3 Figure 4: Bolted Joint Force Distribution (No Separation) .............................................. 4 Figure 5: Bolted Joint Force Distribution (Joint Separation) ........................................... 4 Figure 6: Threaded Fastener Thread Profiles ................................................................... 7 Figure 7: Cross-section of External Thread Perpendicular to Bolt Axis [2] .................... 8 Figure 8: Node Generation Pattern ................................................................................... 8 Figure 9: Overall View of Threads in Finite Element Model ........................................... 9 Figure 10: Cross-section of Finite Element Model......................................................... 10 Figure 11: End of Threads on Nut and Bolt ................................................................... 11 Figure 12: Cross-section View of Finite Element Model ............................................... 11 Figure 13: Pure Penalty Contact Formulation ................................................................ 12 Figure 14: Tangential Displacement (mm) ...................................................................... 15 Figure 15: Vertical Displacement (mm) ......................................................................... 16 Figure 16: Equivalent Stress Cross-section (ksi) ............................................................ 17 Figure 17: Equivalent Stress (ksi)................................................................................... 17 Figure 18: Stress in Root of Bolt versus Axial Height ................................................... 18 Figure 19: Equivalent Stress of Middle Elevation of Bolt Shank (ksi) .......................... 19 Figure 20: Contact Pressure of Threads - Top Engagement (ksi) .................................. 20 Figure 21: Contact Pressure of Threads - Bottom Engagement (ksi) ............................. 20 Figure 22: Contact Pressure of Top of Nut (ksi) ............................................................ 21 Figure 23: Mesh Convergence Plot ................................................................................ 22 v LIST OF SYMBOLS Angle at Minor Diameter θ1 radians Angle at Major Diameter θ2 radians Length of Engagement Le inches Membrane Stress σm psi Nominal Bolt Diameter d inches Pitch P inches Tensile Area At square inches Thread Overlap H inches Thread Root Radius (bolt) Pb inches Thread Root Radius (nut) Pn inches Thread Shear Area AS square inches Thread Shear Stress τ psi Torque T inch-pounds Torque Coefficient K dimensionless vi ABSTRACT Threaded structural fasteners have been analyzed for years by hand calculations to determine the average stress in the shank and the average thread shear stress. A threedimensional finite element model of a bolted joint is developed in ANSYS®1 to compare to the typical hand-calculated stresses. A method to generate the three-dimensional thread geometry without discontinuities is developed and evaluated. The model consists of a threaded structural fastener, nut, and flange assembly. A torque is applied to the nut to tension the fastener and simulate the effects of frictional surfaces. The results of the finite element model analysis contained herein are compared to hand calculations. Based these results, a finite element analysis should be used if a greater level of detail is required for the analysis of a threaded structural fastener. 1 ANSYS, ANSYS Workbench, Ansoft, AUTODYN, CFX, EKM, Engineering Knowledge Manager, FLUENT, HFSS and any and all ANSYS, Inc. brand, product, service and feature names, logos and slogans are trademarks or registered trademarks of ANSYS, Inc. or its subsidiaries located in the United States or other countries. ICEM CFD is a trademark used by ANSYS, Inc. under license. CFX is a trademark of Sony Corporation in Japan. All other brand, product, service and feature names or trademarks are the property of their respective owners. vii 1 - INTRODUCTION / BACKGROUND Threaded structural fasteners are one of the most common methods used to join assemblies in mechanical components. They allow components to be disassembled and reassembled with greater ease, as compared to other methods like welding. However, there are several difficulties associated with using threaded structural fasteners (i.e., the ability to determine the preload applied to a bolt and the non-linear behavior of a bolted assembly). An example of a bolted assembly is shown in Figure 1. Flange Nut Bolt Figure 1: Example of a Bolted Joint The bolt preload is the clamping force that holds bolted assemblies together. Therefore, the bolt preload is an important factor used to determine the acceptability of a given joint. The amount of bolt preload at installation can be estimated by Equation 1 from [5]: T Preload K d (1) However, there can be significant scatter when determining the torque coefficient (K) and the applied torque (T). These values can be affected by the friction of the threads or bearing surfaces, thread geometry, and how the torque is applied to the bolt or nut. As the bolt is tensioned, the applied load is divided between compressing the flange and tensioning the bolt; see Figure 2. The ratio of flange stiffness to bolt stiffness 1 determines how much of the applied load is divided between compressing the flange and tensioning the bolt. The same load sharing behavior exists after the desired preload is reached in the bolt. As an external load is applied to the joint, part of the load is reacted by the bolt and part is reacted by the flange. The joint resiliency ratio can determine the percentage of the applied external load that the bolt will resist; see Figure 3. Figure 3 shows a plot of how the joint resiliency ratio changes depending on the clamping ratio. Figure 3 also shows that there is a maximum joint resiliency ratio that is dependent on the clamping material properties. Bolt Flange Joint Nut Figure 2: Bolted Joint Clamping Forces 2 Figure 3: Joint Resiliency Ratio [1] Figure 4 and Figure 5 are charts that explain the loading scenarios in a bolted joint. For both figures, the vertical axes represent force and the horizontal axes represent deflection. The left sides of the figures show the bolt extension and the right sides show the joint compression. Therefore, if there is no external applied load, then the force carried by the bolt and flange are equal, but the displacements are not equal. These figures help explain how an external load is reacted by both the bolt and flange, as well as when the bolted flange will separate due to an external load. Figure 4 shows a scenario when the external load is less than the required joint separation load. The difference in stiffness between the bolt and flange determines how much of the external load is reacted by the bolt. To separate the joint, the external load needs to be greater than preload over one minus the joint resiliency ratio. Therefore, the 3 separation load is larger than the preload in the bolt, as shown in Figure 5. This is because the external load concurrently reduces the clamping force while increasing the bolt force. External Load dF (flange) Preload Force dF (bolt) Bolt Extension Joint Compression Bolt Extension External Load dF (bolt) Preload Force Figure 4: Bolted Joint Force Distribution (No Separation) Joint Compression Figure 5: Bolted Joint Force Distribution (Joint Separation) 4 2 - THEORY / METHODOLOGY A typical M16 bolt was utilized for this analysis. An M16 bolt is a standard metric size bolt, as described in [3]. The analysis in [2] defines a method to develop a finite element mesh for a bolted joint. Furthermore, the analysis in [2] establishes results for the stress in the bolt threads. The same dimensions presented in [2] are used for this analysis; the results from the two analyses are compared here. The thread profiles were taken from [2] for a typical M16 bolt. General dimensions of the bolted assembly are given in Table 1. Typical material properties for stainless steel are used for all parts in this simulation. All of the geometry is developed in millimeters; therefore, the modulus of elasticity is input as 200E3 MPa (N/mm2) with a Poisson’s ratio of 0.3. Table 1: General Model Dimensions Description Dimension (mm) Flange Inner Diameter 17.5 Flange Outer Diameter 128 Flange Thickness 48 Nut Thickness 10 Nut Outer Diameter 24 Bolt Head Diameter 24 Bolt Head Thickness 8 Bolt Threaded Length 14 The following equations develop the thread profile for the bolt and nut using a typical M16 bolt with a pitch of 2 mm. Figure 6 plots the thread radius as a function of circumferential position for both the external and internal threads. 5 ) 3 d 16 mm P 2 mm pb P 0.289 mm 1 12 H t2( ) d 2 7 8 H r_bolt 1( ) d r_bolt2( ) H r_bolt 3( ) d 2 7 2 P 2 H 2 p b p b 8 d 2 7 8 4 2 3 P pb 2 7 8 H 3 2 P 2 H 2 r_bolt( ) if 0 1r_bolt1( ) if 1 2r_bolt2( ) if 2 r_bolt3( ) 0 p n H d 2 7 8 H 3 24 P 1 r_nut1( ) d r_nut2( ) H r_nut3( ) d 2 2 5 8 3 pn 2 1 4 P H H 8 d 2 7 8 H 2 p n 2 pn 2 P 4 2 ( ) 2 r_nut( ) if 0 1r_nut1( ) if 1 2r_nut2( ) if 2 r_nut3( ) 0 6 Circumferential Position (Radians) Bolt Major Diameter 2 Bolt Root 0 2 Nut Threads Bolt Threads 7 7.5 8 Radius (mm) Figure 6: Threaded Fastener Thread Profiles A finite element model was developed and used to simulate a bolted assembly with a focus on the threaded interface. This model was generated through rotation and translation of a two-dimensional plane of nodes. The locations of these nodes were adjusted at the beginning and end of the threads to provide smooth transitions at the boundaries of the threads. Elements were generated between these nodes to create a finite element model for the threaded locations. The first two-dimensional plane of nodes was generated from an area of the crosssection of the thread profile perpendicular to the bolt axis; see Figure 7. The bolt radius varies along the circumferential direction in this cross-section. These nodes were copied several times to generate all the nodes for the threaded region. Each layer rotates the nodes about the bolt axis 2π/N radians and translates the nodes P/N along the bolt axis (where N is the number of divisions chosen and P is the pitch of the threads). The bolt has seven full threads (seven times P/N layers) and the nut has five full threads (five times P/N layers). The original area is divided into 2N segments along the circumference to provide better aspect ratios (when compared to the method used in [2]) of the resulting elements. This process, depicted in Figure 8, enables the entire model to be created with 7 brick elements. These brick elements are favorable when compared to tetrahedral elements with regard to solve time and solution accuracy. One Full Pitch Figure 7: Cross-section of External Thread Perpendicular to Bolt Axis [2] P/N 2π / N Figure 8: Node Generation Pattern 8 The process previously described was repeated for the cross-section of the nut to generate the threaded section of the nut. Volumes were generated and meshed for the remaining sections of the bolt shank, bolt head, and flange. The locations of the nodes were modified at the beginning and end of the threaded section of the bolt and nut before elements were generated. A 45-degree chamfer with a length of half the pitch length is modeled on the top of the nut, the bottom of the nut, and the bottom of the bolt. This approach provides a smooth transition for engagement between the threaded section of the nut and bolt. A transition between the top of the bolt threaded section and the bolt shank was utilized. The transition starts one pitch below the top of the threaded section of the bolt and blends the threads into the bolt shank. The resulting threaded section of the finite element model is shown in Figure 9. A side view and an isometric view are presented on the left and right of Figure 9, respectively. These views illustrate the full thread profile of the assembly. The chamfer on the bottom threads and the blend on the top threads can be seen on the left part of Figure 9. Figure 9: Overall View of Threads in Finite Element Model The mesh density was chosen to adequately resolve the thread geometry. In particular, the mesh characteristics need to adequately capture the geometric shape of the thread root. This is an area of interest because the highest stress values and the highest stress gradients are expected at the thread root. This model was developed and solved 9 using ANSYS. This run was performed on a Linux solving cluster with two processors for the solution. The parameters of this run are summarized in Table 2. Table 2: Run Information FEA Software ANSYS Version 12.1 Number of Processors 2 Run Time 16 Hours Maximum Scratch Memory Used 5,989 MB Number of Nodes 227,377 Number of Elements 243,953 A torque of 40 ft-lbf (54,233 N-mm) was applied to the outer diameter of the nut to tension the bolt. Figure 10 shows the cross-section of the full finite element model. The outer diameters of the flange and bolt head are fixed in all three degrees of freedom. Bolt Flange Nut Figure 10: Cross-section of Finite Element Model 10 Figure 11 shows a zoomed view of the transition of the bolt and nut threads. Figure 12 shows a cross-section view of the threaded region. Figure 11 shows the resolution of the thread curvature. Figure 12 shows the same region of the threads with a cutout view. Figure 11: End of Threads on Nut and Bolt Figure 12: Cross-section View of Finite Element Model Contact pairs are utilized on several locations for mesh connections and nonlinear contact. Table 3 summarizes the contact pairs used in this model. A typical coefficient of friction of 0.5 was used for stainless steel to stainless steel frictional 11 surfaces. A typical coefficient of friction of 0.2 was used for the stainless steel to stainless steel thread interface, which is similar to the value used in [2]. Table 3: Description of Contact Pairs Location Inner Diameter of Threaded Section of Bolt to Outer Diameter of Bolt Interior Top of Threaded Section of Bolt to Bottom of Bolt Shank Type Bonded Bonded Bottom of Bolt Head to Top of Flange Bonded Top of Nut to Bottom of Flange Frictional Bolt Threads to Nut Threads Frictional Description Connection between Dissimilar Mesh Densities Connection between Dissimilar Mesh Densities Assumed a Bonded Connection for Simplification Non-linear Frictional Contact (μ = 0.5) Non-linear Frictional Contact (μ = 0.2) Figure 13: Pure Penalty Contact Formulation The pure penalty contact formulation is used for all the contact pairs listed in Table 3. This contact formulation, defined in [4], utilizes a penalty stiffness to reduce the amount of penetration in a given contact. Figure 13 shows a contact surface (solid blue line) moving a given distance in a given equilibrium iteration. The distance past the 12 target surface (solid black line) is the resulting penetration of this contact pair (X). Therefore, to reduce the penetration of this contact pair, a penalty stiffness is applied that is similar to a spring force between the contact and the target surface. This spring force is developed by utilizing a scale factor (FKN) multiplied by the contact stiffness (Kcont) multiplied by the penetration distance (X). This formulation provides a good balance between accuracy and run time. However, this method will result in a penetration distance between the contact and the target surface. Hand calculations are often used to evaluate bolted joints. These hand calculations were utilized to validate the finite element model. A value of 0.5 is used for the coefficient of friction between the top of the nut and the bottom of the flange. Therefore, it is assumed that half of the applied torque is lost due to friction between these surfaces. applied_torque 40 ft lbf 54233 N mm torque applied_torque 2 27116 N mm Using a coefficient of friction of 0.2 for the bolt threads to the nut threads, the axial force in the bolt can be calculated as: torque Ftorque 8474 N d 0.20 The length of engagement is determined by the length of the bolt threads that are in contact with the nut threads, subtracted by half a pitch for the chamfer on both the top and bottom of the nut: P Le 5 P 2 8 mm 2 The bolt dimensions are used to determine the tensile area and the thread shear area: rminor_bolt r_bolt( 0) 6.773 mm rpitch_bolt rmajor_bolt rminor_bolt 2 2 2 A t rmajor_bolt 201.062 mm rmajor_bolt r_bolt 2 8mm 7.387 mm Le 2 AS 2 rpitch_bolt 185.645 mm 2 13 Then, the membrane stress in the shank of the bolt and the thread shear stress can be calculated: m Ftorque At thread 7 4.215 10 Pa Ftorque AS m 6.113 ksi 7 4.565 10 Pa thread 6.62 ksi These stresses are the average stresses used to compare to allowable stress values for design criteria. The average stress values will also be obtained from this finite element model and compared to the analytical values. 14 3 - RESULTS AND DISCUSSION In this analysis, a torque is applied to the outer diameter of the nut. This torque drives the nut in a circumferential direction and causes the nut to travel a large distance when sliding along the bolt threads. Therefore, this analysis utilizes large deflections. The tangential displacement of the nut due to the applied torque is shown in Figure 14. Figure 14: Tangential Displacement (mm) As the nut rotates, the threads on the nut tension the bolt. This creates a preload in the bolt shank. This preload is reacted by the top of the nut onto the bottom of the flange and by the bottom of the bolt head on the top of the flange. The vertical displacement of the bolt and nut is shown in Figure 15. Figure 15 shows that the bolt is moving downward and that the nut is moving upward. This shows how the flange is clamped by the nut and bolt head. 15 Figure 15: Vertical Displacement (mm) The equivalent stress of the threaded region is shown in Figure 16 and Figure 17. The maximum stress occurs at the root of the threads on the bolt. The maximum stress occurs at half pitch from the top of the nut because the first half pitch is chamfered. Therefore, the thread on the nut is a partial thread until half pitch from the top of the nut. Figure 16 shows the stress profile through the cross-section of a given thread. The stress decreases in the threads when moving outward in the radial direction along a given thread. 16 Figure 16: Equivalent Stress Cross-section (ksi) Figure 17 shows how the stress intensity in the root of the threads on the bolt changes along the height of the bolt threads. The root of the threads on the bolt has the highest stress. Figure 17: Equivalent Stress (ksi) 17 Figure 18 plots the scaled stress (thread root stress divided by the average stress on the bolt shank) along the root of the thread along the bolt. The thread stress profile presented in Figure 18 agrees well with the data presented in Figure 7 of [2]. However, Figure 7 of [2] has a second peak labeled “Run Out of Thread”. This does not occur in Figure 18 because the threads are blended into the bolt shank. Stress in the Root of the Bolt vs Axial Height 6.0 Thread Root Top of Nut Normalized Stress (Thread/Shank) 5.0 Bottom of Nut Top of Bolt Threads Bottom of Bolt Threads 4.0 3.0 2.0 1.0 0.0 -1 0 1 2 3 4 5 6 Axial Height (Pitch) Figure 18: Stress in Root of Bolt versus Axial Height The average stress in the bolt shank is determined by selecting a cross-section of nodes in the bolt shank at half of the height of the bolt shank. The nodal stress is averaged across all of the nodes to produce the bolt shank stress. Figure 19 shows the stress distribution of the bolt shank cross-section. 18 Figure 19: Equivalent Stress of Middle Elevation of Bolt Shank (ksi) All of the bolt threads are selected and the nodal stresses are averaged to determine the average thread shear stress. These two average stresses are compared to the hand calculations previously performed: m_ansys 6.51020303 ksi thread_ansys 6.71734516 ksi m_ansys m m 6.5 % thread_ansys thread thread 1.5 % The contact pressures for the non-linear frictional contacts are plotted in Figure 20, Figure 21, and Figure 22. 19 Figure 20: Contact Pressure of Threads - Top Engagement (ksi) Figure 20 and Figure 21 show how the threads on the nut engage on the threads on the bolt. This engagement profile is tapered and gradual because of the chamfer to create partial first and last threads on the nut threads. The engagements of the first and last thread are shown by Figure 20 and Figure 21, respectively. Figure 21: Contact Pressure of Threads - Bottom Engagement (ksi) 20 Figure 22 shows the distribution of contact pressure between the top surface of the nut and the flange. A higher contact pressure is developed closer to the bolt threads. Figure 22: Contact Pressure of Top of Nut (ksi) 21 4 - MESH ADEQUACY The finite element method uses several approximations to develop a resulting solution. One of these approximations is the discretization of the domain. A discretization that is too coarse can impact the accuracy of the results. Various mesh densities are produced to evaluate the discretization of the domain’s affect on the solution. Similar results with a much finer mesh show that the solution is not significantly affected by the discretization error inherent in finite element approximations. Table 4 and Figure 23 compare the mesh density for the models used in this comparison. The mesh density is changed by changing the number of divisions both circumferentially and axially along the bolt and nut threads. Based on the mesh sensitivity study, the number of vertical divisions per pitch selected for this analysis was 28. Table 4: Mesh Density Comparison Number of Vertical Divisions per Pitch 16 28 40 48 8.5 Stress (ksi) 8 Number of Nodes Number of Elements Average Shank Stress (ksi) 106,914 227,377 441,570 612,340 108,861 243,953 475,983 664,239 6.83 6.51 6.38 6.37 Average Thread Shear Stress (ksi) 8.26 6.72 6.87 6.86 Mesh Convergence Average Shank Stress Average Thread Shear Stress 7.5 7 6.5 6 1E+05 1E+06 Number of Nodes Figure 23: Mesh Convergence Plot 22 Table 5 describes various run properties for the mesh adequacy runs performed. The number of processors used for each run was based on the availability of resources at the time of the run. The maximum scratch memory used is the amount of random access memory taken for the given run. This is also dependent on available shared resources on the Linux solving cluster. The page file size is a file written to the hard disk, which is used as additional scratch space. Very large page files are used for this analysis during the model generation, as opposed to during the solution of the model which is more typical. This is because large matrices are stored to create the thread profile. The major contributor to increased solve time on the larger models is due to the contact surfaces. The more vertical divisions per pitch on the threads creates a larger number of smaller contact surfaces where each of the contact surfaces can contribute to chatter. The computational difficulty on the contact pairs in the threads requires the solution to be solved in several smaller increments of the total applied load. Table 5: Mesh Density Run Information Number of Vertical 16 28 40 48 Finite Element ANSYS ANSYS ANSYS ANSYS Analysis Software Version 12.1 Version 12.1 Version 12.1 Version 12.1 Run Type Distributed Distributed Distributed Distributed 8 2 8 16 1.4 Hours 16 Hours 20.7 Hours 25 Hours 568 MB 5,989 MB 3,682 MB 3,660 MB 32,988 MB 58,997 MB 58,997 MB 58,987 MB Divisions per Pitch Number of Processors Run Time Maximum Scratch Memory Used Page File Size 23 5 - CONCLUSION Hand calculations are used extensively in engineering analyses because they provide a good estimate with minimal analytical effort. The typical equations used to analyze threaded structural fasteners compare very well to a finite element model of a threaded structural fastener. However, there is a difference in the results obtained from hand calculations compared to those obtained from a finite element model. Hand calculations provide average stresses. Typically stress concentration factors are used to determine peak stresses from the average stresses. However, the threads do not all carry an equal load. The first half of the engaged threads carries a much higher load as compared to that carried by the second half of the engaged threads. Therefore, a stress concentration factor multiplied by the average stress value will not yield the peak stress for all of the threads. This discrepancy is mitigated by engineering design criteria. Safety factors are used on allowable stress values to determine an acceptable design. This often leads to overengineering a part to ensure that it will meet the design criteria in operation. However, more sophisticated methods, such as finite element analyses, can yield better designs by obtaining more accurate results when compared to hand calculations. Therefore a finite element analysis should be used if a greater level of detail is required for the analysis of a threaded structural fastener. 24 REFERENCES 1. Aaronson, Stephen F, “Analyzing Critical Joints,” Machine Design, January 21, 1982. 2. Fukuoka, T. and Nomura, M., “Proposition of Helical Thread Modeling With Accurate Geometry and Finite Element Analysis,” ASME J. Pressure Vessel Technol., 130(1), 011204, 2008. 3. ISO 724, “ISO general-purpose metric screw threads – Basic dimensions,” 1993. 4. ANSYS User Manual, Version 11.0 5. Juvinall, Robert C. and Kurt M. Marshek, “Fundamentals of Machine Component Design,” Third Edition, John Wiley & Sons, Inc., United States, 2002. 25